KR20170095917A - 장벽 층을 갖는 접착제 용품 - Google Patents
장벽 층을 갖는 접착제 용품 Download PDFInfo
- Publication number
- KR20170095917A KR20170095917A KR1020177018459A KR20177018459A KR20170095917A KR 20170095917 A KR20170095917 A KR 20170095917A KR 1020177018459 A KR1020177018459 A KR 1020177018459A KR 20177018459 A KR20177018459 A KR 20177018459A KR 20170095917 A KR20170095917 A KR 20170095917A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- barrier layer
- adhesive
- bonding
- backing
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C09J7/0296—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/042—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of natural rubber or synthetic rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0807—Copolymers of ethene with unsaturated hydrocarbons only containing more than three carbon atoms
- C09J123/0815—Copolymers of ethene with aliphatic 1-olefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C09J123/0853—Vinylacetate
- C09J123/0861—Saponified vinylacetate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C09J123/0869—Acids or derivatives thereof
- C09J123/0876—Neutralised polymers, i.e. ionomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J151/00—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J151/06—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
열-접합성 층과 함께 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성인 장벽 층을 포함하는 접착제 용품이 제공되며, 열-접합성 층은 장벽 층에 인접하거나 장벽 층에 통합된 별개의 층일 수 있다. 접착제 용품은 장벽 층에 걸쳐서 연장되고 그에 결합된 배킹 및 장벽 층 맞은편의 배킹에 걸쳐서 연장되고 그에 결합된 접착제 층을 추가로 포함한다. 장벽 층은 시간에 따라서 테이프 성능이 악화되는 것을 제한하면서, 가소제가 접합된 시일로부터 접착제 용품으로 이동하는 것을 감소시키거나 이동하지 못하게 한다.
Description
제공된 접착제 용품 및 방법은 용품들을 서로 접합하는 것에 관한 것이다. 보다 특별하게는, 이들 접착제 용품은 적어도 하나의 용품에 대해서 열-접합성이다.
폼 테이프(foam tape)는 산업 시일링(sealing) 응용 분야, 예컨대 자동차 도어 잼(automotive door jamb)의 시일링에서 일반적으로 사용된다. 전형적인 응용 분야에서, 열가소성 고무, 예컨대 에틸렌-프로필렌-다이엔-단량체 (EPDM)로부터 제조된 시일은 시일을 접착 촉진제로 프라이밍하거나, 또는 보다 바람직하게는 시일을 폼 테이프의 한 면에 미리 적용된 열 접합성 필름 접착제에 열적으로 퓨징(fusing)함으로써 양면 폼 테이프의 한 면에 부착된다. 이전의 고성능 폼 테이프는 종종 아크릴 감압 접착제 (PSA) 및 폼 기술을 기반으로 하는데, 그 이유는 그의 비교적 높은 극성으로 인해서, 이들 재료는 가소제에 의한 투과에 대해서 적어도 중간의 저항성을 나타내었기 때문이다. 그러나, 페인트 및 다른 표적 기재의 제제에서의 최근 변화는 이들 기재에 대해서 개선된 접착력을 성취하기 위해서 합성 블록 공중합체계 PSA로의 기술 이동을 유발하였다.
전형적인 블록 공중합체계 PSA는 적절한 가교결합제와 조합된, 열가소성 엘라스토머, 점착 부여제, 가소제, 및 소량의 첨가제 중 하나 이상을 함유한다. 이들 조성물은 경험적으로 대부분의 산업 접합 응용 분야에서 양호한 성능을 제공하고, 충분히 허용되는 것을 발견하였다.
가소제 성분의 접합된 고무 시일로부터의 감압 접착제 (그들은 상용성임)로의 이동은 PSA 제제에서 상기에 언급된 성분들의 균형을 깨뜨릴 수 있다. 과도하게 가소화되는 경우, 이들 감압 접착제는 연화되어, 일반적인 사용 조건 하에서 표적 기재에 대해서 감소된 접착력 값을 나타내는 경향이 있다. 일부 경우에, 이동한 가소제는 심지어 두꺼운 폼 코어를 통해서 완전히 투과되어, 접합된 고무 시일로부터 테이프의 맞은편 면 상에 배치될 수 있는 임의의 접착제를 손상시킬 수 있다.
가소제 이동의 징후는, 테이프-시일 구조물을 열-노화시킨 후 접착제로부터 라이너를 제거하기 위한 비정상적으로 높은 이형 값, 스킨-코어 계면에서 가소제 축적으로 인한 아크릴 코어로부터 블록 공중합체계 접착제 층의 쉬운 결합해제, 박리 또는 전단 시 감압 접착제 스킨 층의 응집 파괴, 및 표적 기재에 대한 감압 접착제의 내전단성 손실 및 감소된 박리 접착력을 포함할 수 있다. 이러한 문제점은 (전형적으로는 열 노화를 통한) 접합된 고무 시일의 가속화 시험 시에 명백해진다. 가소제를 단리하는 방식이 없으면, 이들 시일의 접착제 성능은 열-노화 후에 상당히 달라질 수 있다.
가소제 이동의 문제점은 지금까지 일부 부류의 장벽 층을 사용함으로써 처리되었지만, 이들 해결책은 부적절하였다. 예를 들어, 일부의 선행 기술 구조물은 가소제의 공급원과 장벽 층 사이에 접착제 층을 배치하고, 따라서 테이프를 가소제로부터 완전히 보호하지 못한다. 다른 해결책은 장벽 특성을 갖는 폼 배킹을 도입하는 것인데, 이것은 가소제-투과성인, 예컨대 압축성 개방형(open-celled)인 배킹을 사용하는 자유성을 상당히 축소시킨다.
전형적인 열-접합성 웨더스트립(weatherstrip) 테이프 및 그의 제조 방법의 설명은 미국 특허 제7,217,455호 (발데즈(Valdez))에서 찾아볼 수 있다. 이 문헌에서, 단층 폴리올레핀계 열 활성화성 접착제 층이 아크릴 폼계 테이프에 접합된다. 폴리올레핀계 층과 아크릴 폼계 테이프 간의 양호한 접합을 보장하기 위해서 다양한 표면 처리 방법, 예컨대 프라이밍 또는 코로나 처리가 사용될 수 있다. 그러나, 이미 기술된 바와 같이, 이러한 유형의 구조물은 종종 열-접합된 고무 시일로부터의 가소제 이동에 대해서 불량한 저항성을 나타낸다.
본 명세서에서 가소제에 대한 내부 장벽을 갖는 다층 필름으로 구성된 열 접합성 층을 갖는 폼 테이프를 사용하는 해결책이 기술된다. 열 접합성 층은 산업 응용 분야, 예컨대 자동차 응용 분야를 위한 열가소성 엘라스토머 시일에 퓨징될 수 있다. 내부 장벽 층은 가소제가 접합된 고무 시일로부터 테이프로 이동하는 것을 방지함으로써, 열 노화 시 테이프 성능이 악화되는 것을 제한한다. 가소제가 고무 시일로부터 이동하는 것을 방지하는 것은 테이프-적용 시일, 자체-장착 시일 및 도어-장착 시일의 최근 출현한 사업 영역에서 중요한 요구이다.
제1 양태에서, 접착제 용품이 제공된다. 접착제 용품은 반대편의 제1 주표면 및 제2 주표면을 갖는 장벽 층 - 장벽 층은 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -; 장벽 층의 제1 주표면에 걸쳐서 연장되고, 그에 결합된 열-접합성 층; 장벽 층의 제2 주표면에 걸쳐서 연장되고, 그에 결합된 배킹; 및 장벽 층 맞은편의 배킹에 걸쳐서 연장되고, 그에 결합된 접착제 층을 포함한다.
제2 양태에서, 반대편의 제1 주표면 및 제2 주표면을 갖는 장벽 층 - 장벽 층은 열-접합성이고, 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -; 장벽 층의 제2 주표면에 걸쳐서 연장되고, 그에 결합된 배킹; 및 장벽 층 맞은편의 배킹에 걸쳐서 연장되고, 그에 결합된 접착제 층을 포함하는 접착제 용품이 제공된다.
제3 양태에서, 장벽 층을 공압출에 의해서 한 쌍의 열-접합성 중합체 층들 사이에 내장하는 단계 - 장벽 필름은 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -; 열-접합성 층들 중 하나를 배킹의 제1 주표면에 결합하는 단계; 및 접착제 층을 제1 주표면 맞은편의 배킹의 제2 주표면에 결합하는 단계를 포함하는 접착제 용품의 제조 방법이 제공된다.
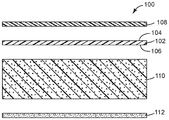
도 1은 제1 예시적인 실시 형태에 따른 다층 접착제 용품의 분해 입단면도이다.
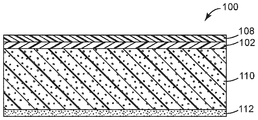
도 2는 층이 절첩된 도 1의 접착제 용품의 입단면도이다.
도 3은 제2 예시적인 실시 형태에 따른 접착제 용품의 입단면도이다.
도 4는 제3 예시적인 실시 형태에 따른 접착제 용품의 입단면도이다.
도 5는 제4 예시적인 실시 형태에 따른 접착제 용품의 입단면도이다.
도 2는 층이 절첩된 도 1의 접착제 용품의 입단면도이다.
도 3은 제2 예시적인 실시 형태에 따른 접착제 용품의 입단면도이다.
도 4는 제3 예시적인 실시 형태에 따른 접착제 용품의 입단면도이다.
도 5는 제4 예시적인 실시 형태에 따른 접착제 용품의 입단면도이다.
정의
본 명세서에서 사용되는 바와 같이,
"주변 온도"는 25℃를 의미한다.
"주변 압력"은 1 대기압을 의미한다.
발명을 실시하기
위한 구체적인 내용
접착제 용품은 이제 하기 명세서에서 구체화된 실시 형태와 관련하여 설명 및 실시예에 의해서 기술된다. 본 명세서 및 도면에서의 도면 부호의 반복적 사용은 본 개시 내용의 동일하거나 또는 유사한 특징요소 또는 요소들을 표현하려는 것이다. 본 개시내용의 원리의 범주 및 사상에 속하는 수많은 다른 변형 및 실시 형태가 관련 기술 분야의 통상의 기술자에 의해 고안될 수 있음을 이해하여야 한다. 도면은 축척대로 도시된 것은 아니다.
도 1은 부호 (100)에 의해서 본 명세서에 지정되고, 명확성을 위해서 분해도로 도시된, 예시적인 일 실시 형태에 따른 접착제 용품을 나타낸다. 도시된 바와 같이, 접착제 용품 (100)은 다양한 기능을 제공하는 복수의 개별 층을 포함하는 복합체 구성을 갖는다. 층은 순서대로 열-접합성 층 (108), 장벽 층 (102), 배킹 (110), 및 접착제 층 (112)이다. 이들 층 각각은 하기 단락에서 보다 완전히 설명될 것이다.
접착제 용품 (100)의 기능성 요소는 장벽 층 (102)이다. 바람직한 실시 형태에서, 장벽 층 (102)은 주변 온도 및 압력에서 산소에 대해서 실질적으로 불투과성인 중합체로 구성된다. 예를 들어, 중합체는 바람직하게는 100 cc/m2/일-대기압 (이하에서 "cc/m2/d-atm"으로 표현됨) 미만, 60 cc/m2/d-atm 미만, 30 cc/m2/d-atm 미만, 15 cc/m2/d-atm 미만, 또는 5 cc-25 m/m2/d-atm 미만의 산소 기체 (O2) 투과율을 나타내고, 여기서 투과율 측정치는 25℃ 및 0%의 상대 습도에서 얻어진다. 실험적으로 측정된 산소 투과율 값은 예를 들어, 문헌 [Polymer Handbook, 4 th Edition, John Wiley & Sons, Inc. (1999)]에서 찾아볼 수 있다.
투과도 측정치는 25 마이크로미터의 표준화된 장벽 층 두께를 갖는 다층 장벽 구조체를 기준으로 정의된다. O2 투과도가 다른 두께에서 측정되는 경우, 사용된 장벽 층의 두께 및/또는 장벽 층의 수를 기준으로 투과도 값의 적절한 선형 조정이 수행될 수 있다. 각각의 경우에, 그 값은 25 마이크로미터의 총 장벽 층 두께로 정규화되어야 한다. 값은 산소 투과율 값과 25 마이크로미터에 대한 장벽 층 두께의 비를 곱함으로써 25 마이크로미터의 표준 장벽 층 두께로 정규화되었다.
O2 기체에 대해서 실질적으로 불투과성인 것에 더하여, 장벽 층 (102)은 또한 CO2, N2 및 H2S 기체뿐만 아니라, 특히 가소제를 비롯한, 중합체 필름을 통해서 이동할 수 있는 소분자에 대해서 장벽 특성을 나타낼 수 있다.
본 명세서에서, 산소 투과율 (또는 보다 넓게는, 소분자에 대한 투과도)은 중합체 기재, 예컨대 자동차에 접합된 고무 시일에서 일반적으로 발견되는 가소제에 대한 특정 재료의 투과도에 대한 효과적인 대용물(proxy)일 수 있다. 임의적으로, 장벽 층 (102)은 특정 가소제에 대해서 실질적으로 불투과성인 재료로 구성되지만, 그럼에도 불구하고 산소 (또는 일부 다른 소분자)에 대해서 실질적으로 투과성이다. 더 넓은 실시 형태에서, 접착제 용품 (100)은 충분한 양의 특정 가소제를 함유하는 기재에 접합되고, 여기서 장벽 층 (102)은 특정 가소제에 대해서 실질적으로 불투과성이다.
장벽 층 (102)에서 사용될 수 있는 재료에 대해서는 특별한 제한이 없다. 그러한 재료의 비제한적인 예는, 단독으로 또는 서로와 블렌딩된, 비닐 알콜 함유 중합체, 예컨대 에틸렌 비닐 알콜 공중합체 (EVOH) 및 폴리비닐 알콜 (PVOH), 폴리아크릴로니트릴, 폴리스티렌, 폴리에스테르, 및 나일론, 또는 다른 중합체를 포함한다. 바람직하게는, 장벽 층 (102)은 비닐 알콜 함유 중합체, 예컨대 EVOH 또는 PVOH를 포함하고, EVOH가 특히 바람직하다. 장벽 층 (102)은 바람직하게는 실질적으로 순수한 EVOH로 구성될 수 있고, 가장 바람직하게는 99% 이상의 EVOH를 포함한다. 그러나, EVOH는 그의 장벽 특성을 보존하면서, 다른 중합체, 예컨대 에틸렌 비닐 아세테이트 공중합체와 효과적으로 블렌딩될 수 있음이 또한 고려된다.
적합한 중합체는 또한 효과적인 장벽 특성을 갖는 극성-기-함유 중합체, 예컨대 이오노머를 포함할 수 있다. 이오노머는 전기적으로 중성인 반복 단위, 및 펜던트 모이어티로서 중합체 골격에 공유 결합된 일정 비율의, 전형적으로는 15 몰% 미만의 이온화된 단위 둘 모두의 반복 단위를 갖는 중합체이다. 이는, 대부분의 이오노머가 중성 분절 및 이온화된 단위의 공중합체라는 것을 의미한다. 그러한 재료의 예는 폴리스티렌 설포네이트 및 설포네이트화된 테트라플루오로에틸렌계 플루오로중합체-공중합체 (즉, 나피온(Nafion))를 포함한다.
장벽 층 (102)은 임의로는 향상된 장벽 특성을 제공하기 위해서 밀도가 증가된 중합체 재료로 구성될 수 있다. 일부 실시 형태에서, 중합체 재료는 적어도 1 g/㎤, 적어도 1.10 g/㎤, 적어도 1.15 g/㎤, 또는 적어도 1.2 g/㎤의 밀도를 갖는다.
특정 실시 형태는 소분자의 투과를 차단하는 데 도움이 되는 충전제를 혼입한 장벽 층 (102)을 사용할 수 있다. 예를 들어, 장벽 층 (102)은 그의 주표면에 주로 평행하게 배향된 판형 충전제(flake filler)를 포함하는 중합체 복합체로 구성될 수 있다.
다시 도 1을 참고하면, 장벽 층 (102)은 제1 주표면 (104) 및 제1 주표면 (104)의 반대편의 제2 주표면 (106)을 갖는다. 열-접합성 층 (108)은 장벽 층 (102)의 제1 주표면 (104)에 걸쳐서 연장되고, 그와 접촉한다. 임의적으로, 그리고 도시된 실시 형태에서, 장벽 층 (102) 및 열-접합성 층 (108)은 서로에 적층된다. 그러나, 추후에 기술될 바와 같이, 이들 층은 또한 그들 각각의 기능을 유지하면서, 서로 접착제에 의해서 또는 기계적으로 결합될 수 있다.
열-접합성 층 (108)은 적합한 기재에 접합하기 위한 노출된 표면을 갖고, 다수의 적합한 열-접합성 재료 중 임의의 것을 포함할 수 있다. 본 명세서에서 사용되는 바와 같이, "열-접합성"은, 재료 층이 가열될 때 하나 이상의 표면에 대한 접합을 형성하고, 형성된 접합이 후속 가열 시에 이형될 수 있음을 의미한다. PSA와 반대로, 일반적으로, 열-접합성 재료는 실온에서는 기재에 접합하기에 불충분한 점착성을 갖는다. 열경화성 재료와 달리, 열-접합성 재료에 의해서 형성된 접합은 일반적으로 가역적이다.
열-접합성 재료는 관련 기술 분야의 통상의 기술자에게 공지되어 있고, 다수의 열가소성 재료 중 임의의 것을 포함한다. 적합한 열-접합성 재료는 패브릭 접합 필름, 예컨대 미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니(3M Company), 미국 메사추세스주 셜리 소재의 베미스 어소시에이츠(Bemis Associates), 이탈리아 가자노 소재의 프라미스 이탈리아(Framis Italia) 및 대한민국 서울 소재의 실론(Sealon)으로부터 입수가능한 것을 포함한다. 열-접합성 층으로서 사용하기에 적합한 예시적인 재료는 폴리우레탄, 폴리아미드, 폴리에스테르, 비닐, 에틸렌 비닐 아세테이트, 및 폴리올레핀, 예컨대 폴리에틸렌, 폴리프로필렌, 및 그들의 블렌드/공중합체를 포함한다. 열-접합성 층 (108)에 특히 적합한 재료는 예컨대 미국 위스콘신주 니나 소재의 베미스 코퍼레이션(Bemis Corporation)으로부터 입수가능한 선형 저밀도 폴리에틸렌 (LLDPE)과 옥텐의 블렌드 및 공중합체를 포함한다. 일부 실시 형태에서, 열-접합성 층은 용융될 수 있어서, 접합 동안 그것은 기재, 예컨대 텍스타일, 부직포, 및 폼으로 유동할 수 있다.
일부 실시 형태에서, 열-접합성 층은 다수의 열-접합성 층을 포함할 수 있다. 다수의 열-접합성 층은 각각 동일하거나 또는 상이한 열-접합성 조성물을 포함할 수 있다. 일부 실시 형태에서, 열-접합성 층은 의도되는 응용 분야의 요구에 따라서 추가적인 비-접착제 층을 포함할 수 있다. 추가적인 비-접착제 층은 예를 들어, 탄성 층 또는 구조 층 (예를 들어, 중합체 필름, 포일 또는 스크림)을 포함할 수 있다.
본 명세서에 도시되어 있지 않지만, 장벽 층 (102) 및 열-접합성 층 (108)은 단일 통합 층으로 병합되는 것이 가능하다. 이는 도 1 및 도 2에 도시된 4-층 구조물을 3-층 구조물로 감소시킴으로써 접착제 용품 (100)의 층 구성을 상당히 단순화할 수 있다. 그러한 한 예에서, 장벽 층은, 장벽 층에 장벽 특성을 부여하는 충전제가 다량으로 적재된 열-접합성 중합체 (예컨대 폴리올레핀)로부터 제조될 수 있다.
도 1에 도시된 바와 같이, 배킹 (110)은 장벽 층 (102)의 제2 주표면 (106)에 걸쳐서 연장되고, 그와 접촉한다. 일부 실시 형태에서, 배킹 (110) 및 장벽 층 (102)은 열 적층 방법에 의해서 서로에 고정된다. 예를 들어, 배킹 (110) 및 장벽 층 (102)의 대면하는 표면들 중 하나 또는 둘 모두는 적어도 부분적으로 용융되고, 두 층이 서로에 대해서 프레싱될 수 있다. 이러한 경우에, 접합 계면에서 중합체 사슬의 충분한 얽힘이 강한 접합을 가능하게 할 수 있다.
배킹 (110)의 조성 또는 형상에 대해서는 특별한 제한이 없지만, 배킹 (110)에 바람직한 재료는 중합체 폼 및 중합체 필름 층을 포함한다. 본 발명의 테이프의 배킹에서 중합체 폼 또는 고체 중합체 필름 층에 적합한 재료의 대표적인 예는 폴리올레핀, 예컨대 고밀도 폴리에틸렌, 저밀도 폴리에틸렌, 선형 저밀도 폴리에틸렌 및 선형 초저밀도 폴리에틸렌을 비롯한 폴리에틸렌, 폴리프로필렌 및 폴리부틸렌; 비닐 공중합체, 예컨대 가소화 및 비가소화된 폴리비닐 클로라이드, 폴리비닐 아세테이트; 올레핀 공중합체, 예컨대 에틸렌/메타크릴레이트 공중합체, 에틸렌/비닐 아세테이트 공중합체, 아크릴로니트릴-부타다이엔-스티렌 공중합체, 및 에틸렌/프로필렌 공중합체; 아크릴 중합체 및 공중합체; 폴리우레탄; 및 그들의 조합을 포함한다. 폴리프로필렌/폴리에틸렌, 폴리우레탄/폴리올레핀, 폴리우레탄/폴리카르보네이트, 폴리우레탄/폴리에스테르와 같은 임의의 플라스틱 또는 플라스틱과 탄성중합체 재료의 혼합물 또는 블렌드가 또한 사용될 수 있다. 특히 바람직한 배킹 재료는 95:5 중량비의 2-에틸헥실 아크릴레이트:아크릴산으로 구성된 가교결합된 공중합체이다.
본 발명의 테이프의 배킹에 사용하기 위한 중합체 폼 층은 일반적으로, 특히 접합해제를 가능하게 하기 위해 폼이 연신될 수 있는 테이프 구조물에서, 약 2 내지 약 30 파운드/세제곱피트 (약 32 내지 약 481 ㎏/m3)의 밀도를 가질 것이다.
제공된 접착제 용품의 배킹에서 바람직한 중합체 폼 층은 압축성 폼으로 구성된다. 그러한 압축성 폼은 개방형 또는 폐쇄형 폼을 포함할 수 있지만, 후자가 시일링 응용 분야를 위해서 종종 바람직하다. 일부 실시 형태에서, 압축성 폼은 폴리올레핀 폼 및/또는 아크릴 폼이다. 적합한 폴리올레핀 폼은 미국 메사추세스주 로렌스 소재의 세이키수이 어메리카 코퍼레이션(Sekisui America Corporation)의 한 사업부인 볼테크(Voltek)로부터 상표명 볼렉스트라(VOLEXTRA) 및 볼라라(VOLARA) 하에 입수가능하다. 폼은 제조 단계 동안 열을 사용하여 팽창하는 팽창성 미소구체 또는 유리 버블로부터 제조될 수 있다.
고체 중합체 필름 배킹은 바람직하게는 폴리에틸렌 및 폴리프로필렌 필름으로부터 선택되고, 가장 바람직한 재료는 선형 저밀도 폴리에틸렌 필름 및 초저밀도 폴리에틸렌 필름이다. 바람직한 폴리에틸렌 필름은 미국 일리노이주 샤움버그 소재의 콘솔리데이티드 써모플라스틱스 컴퍼니(Consolidated Thermoplastics Company)로부터 상표명 맥실렌(MAXILENE) 200 하에 입수가능하다.
배킹은, 배킹 또는 테이프를 특정 기재로부터 접합해제하기 위한 연신 특성과 관련하여 원하는 성능을 제공하면서, 그것이 가공 및 취급하기에 충분한 통합성을 보유하는 한, 전체 두께가 달라질 수 있다. 배킹에 대해서 선택된 구체적인 전체 두께는 배킹을 형성하는 임의의 고체 중합체 필름 층 및 중합체 폼 층 또는 층들의 물성에 좌우될 것이다. 다층 배킹의 단지 하나의 중합체성 필름 또는 폼 층만이 접합해제를 가능하게 하기 위해 연신되고자 하는 경우, 그 층은 그 목적을 이루기 위해 충분한 물성을 나타내야 하고 충분한 두께를 갖는 것이어야 한다.
도 1에 도시된 마지막 층은 인접한 배킹 (110)에 걸쳐서 연장되고, 그에 접착 결합되어 있는 접착제 층이다.
바람직한 실시 형태에서, 접착제 층 (112)은 감압 접착제 층이다. 감압 층은 예를 들어, 미국 특허 제RE 24,906호 (울리히(Ulrich)), 제3,389,827호 (에버러(Abere) 등), 제4,112,213호 (발드만(Waldman)), 제4,310,509호 (베르글런드(Berglund) 등), 제4,732,808호 (크람페(Krampe) 등), 제4,737,410호 (칸트너(Kantner)), 제5,876,855호 (웡(Wong) 등), 및 제7,097,853호 (가베(Garbe) 등)에 개시된 바와 같은 아크릴레이트; 폴리아이소부틸렌; 폴리아이소프렌; 스티렌 블록 공중합체 (예를 들어, SEBS 공중합체, SBS 공중합체); 및 미국 특허 제5,232,702호 (피스터(Pfister)), 및 국제 특허 출원 제WO 2010/056541호 (리우(Liu) 등) 및 제WO 2010/056543호 (리우 등)에 개시된 바와 같은 실리콘을 비롯한 적합한 중합체로부터 유래될 수 있다.
아크릴 감압 접착제는 일반적으로 약 -20℃ 이하의 유리 전이 온도를 갖는다. 그러한 접착제는 예를 들어, 아이소옥틸 아크릴레이트, 2-에틸헥실 아크릴레이트 및 n-부틸 아크릴레이트와 같은 80 내지 100 중량%의 C3-C12 알킬 에스테르 성분, 및 예를 들어, 아크릴산, 메타크릴산, 아크릴아미드, 에틸렌 비닐 아세테이트, N-비닐피롤리돈 및 스티렌 매크로머(macromer)와 같은 0 내지 20 중량%의 극성 성분을 포함할 수 있다. 일부 실시 형태에서, 아크릴 감압 접착제는 0 내지 20 중량%의 아크릴산 및 100 내지 80 중량%의 아이소옥틸 아크릴레이트를 포함한다. 특정 활성제 (예를 들어, CHG)가 아크릴산과 반응할 수 있으며, 아크릴산 대신에 아크릴아미드 또는 N-비닐피롤리돈을 함유하는 감압 접착제가 바람직할 수 있다.
유용한 감압 접착제는 탄성중합체 재료를 포함할 수 있다. 적합한 탄성중합체 재료의 예는 미국 텍사스주 휴스톤 소재의 쉘 케미컬 컴퍼니(Shell Chemical Co.)로부터 상표명 크라톤(KRATON) 및 미국 텍사스주 휴스톤 소재의 에니켐 엘라스토머스 아메리카스 인코포레이티드(EniChem Elastomers Americas, Inc.)로부터 상표명 유로프렌(EUROPRENE) 하에 입수가능한 선형, 방사형, 별형 및 테이퍼형(tapered) 스티렌-아이소프렌 블록 공중합체; 각각 미국 텍사스주 휴스톤 소재의 쉘 케미컬 컴퍼니로부터 상표명 크라톤 하에 입수가능한 선형 스티렌-(에틸렌-부틸렌) 블록 공중합체, 선형 스티렌-(에틸렌-프로필렌) 블록 공중합체, 및 선형, 방사형 및 별형 스티렌-부타다이엔 블록 공중합체; 예컨대 미국 델라웨어주 윌밍톤 소재의 이. 아이. 듀폰 드 네모아스 앤드 컴퍼니(E. I. du Pont de Nemours and Company)로부터 입수가능한 하이트렐(HYTREL)과 같은 폴리에테르에스테르; 및 화학식 -(CH2-CHR) (여기서, R은 2 내지 10개의 탄소 원자를 함유하는 알킬 기임)로 표현되는 것과 같은 폴리올레핀계 열가소성 탄성중합체 재료, 및 상표명 엔게이지(ENGAGE) 하에 입수가능한 메탈로센 촉매작용을 기반으로 하는 폴리올레핀, 미국 미시간주 미들랜드 소재의 다우 플라스틱스 컴퍼니(Dow Plastics Co.)로부터 입수가능한 에틸렌/폴리올레핀 공중합체; 제어된 점도 등급의 CV-60 및 SMR-5와 같은 천연 고무; 부틸 고무; 네덜란드 소재의 로얄 더취 쉘(Royal Dutch Shell)로부터 상표명 카리플렉스(CARIFLEX) 및 미국 오하이오주 아크론 소재의 굿이어 타이어 앤드 러버 컴퍼니(Goodyear Tire and Rubber Co.)로부터 상표명 나트신(NATSYN) 하에 입수가능한 합성 폴리아이소프렌; 에틸렌-프로필렌; 폴리부타다이엔; 미국 텍사스주 휴스톤 소재의 엑손 케미컬 컴퍼니(Exxon Chemical Co.)로부터 상표명 비스타넥스(VISTANEX) 하에 입수가능한 폴리아이소부틸렌; 및 미국 오하이오주 아크론 소재의 비에프 굿리치(BF Goodrich)로부터 상표명 아메리폴(AMERIPOL) 하에 입수가능한 스티렌-부타다이엔 랜덤 공중합체 고무를 포함한다.
감압 접착제는 하나 이상의 점착 부여제를 임의로 포함할 수 있다. 아크릴 중합체에 유용한 점착 부여제는 미국 델라웨어주 윌밍턴 소재의 허큘리즈, 인크(Hercules, Inc.)로부터의 포랄(FORAL) 85와 같은 로진 에스테르, 미국 델라웨어주 윌밍턴 소재의 허큘리즈, 인크로부터의 피코텍스(PICCOTEX) LC-55WK와 같은 방향족 수지, 및 미국 텍사스주 휴스턴 소재의 엑손 케미칼 컴퍼니로부터의 에스코레즈(ESCOREZ) 13과 같은 지방족 수지를 포함한다. 점착 부여제는, 존재한다면, 전형적으로 감압 접착제의 약 5 내지 75 중량%를 구성한다. 감압 접착제는 가교결합될 수 있거나 비-가교결합될 수 있다.
도 2는 조립된 접착제 용품 (100)을 나타낸다. 도면에 도시된 바와 같이, 열-접합성 층 (108), 장벽 층 (102), 배킹 (110), 및 접착제 층 (112)은, 각각의 층이 그 층 옆의 층에 걸쳐서 연속적으로 연장되고, 옆의 층에 직접 접촉한 적층된 구성을 나타낸다. 임의로는, 도시되지 않았지만, 층들 중 적어도 일부는 그의 인접한 층에 걸쳐서 연속적으로 연장되지 않는다. 예를 들어, 접착제 층 (112)은 접착제 층 (112)이 인접한 배킹 (110)의 일부 상에만 연장되고, 그의 일부에만 접촉한 패턴화된 층인 것으로 개질될 수 있다.
추가 선택으로서, 접착제 용품 (100)의 인접한 층들 간의 결합은 기계적으로 또는 화학적으로 향상될 수 있다. 이는, 예를 들어, 짝지워진 표면을 거칠게 하는 것(roughening), 서로 맞물린(interlocking) 특징부를 혼입하는 것, 및/또는 계면에서의 습윤을 개선시키기 위해서 표면 개질 기술, 예컨대 코로나, 화염 플라즈마 또는 전자 빔 처리를 사용하는 것을 포함할 수 있다.
하나 이상의 추가 층이 접착제 용품 (100)의 노출된 표면 중 하나에 코팅되거나 적층될 수 있다. 전체 접착제 용품 (100)의 온전성(integrity)이 과도하게 손상되지 않는다면, 하나 이상의 중간 층이 접착제 용품 (100) 내에 존재하는 임의의 2개의 인접한 층들 사이에 개제될 수 있다. 그러한 층 또는 층들은 상기에 기재된 것과 유사할 수 있거나, 구조적으로 또는 화학적으로 구별될 수 있다. 구별되는 층은, 예를 들어 상이한 중합체의 압출된 시트, 금속 증기 코팅, 인쇄된 그래픽, 입자 및 프라이머(primer)를 포함할 수 있다. 이러한 추가 층은 연속적이거나 불연속적일 수 있다. 도 2에서, 예를 들어, 타이 층이 배킹 (110)과 접착제 층 (112) 사이에 배치되어 2개의 층들 간의 접착을 개선할 수 있다.
접착제 용품 (100)은, 접합 표면이 가소제와 접촉할 수 있는 매우 다양한 접합 응용 분야에서 유리하게 사용될 수 있다. 이것은 예를 들어, 차량의 외부 표면에 고무 시일을 영구적으로 부착하기 위한 테이핑된 시일 응용 분야를 포함한다. 이것은 관련 기술 분야에 공지된 기계적인 크림프-온(crimp-on) 시일에 비해서 상당한 중량 감소를 제공할 수 있다. EPDM 또는 다른 가소화된 중합체로부터 제조될 수 있는 이러한 시일은 가혹한 실외 환경, 예컨대 강렬한 태양 노출 및 90℃를 초과하는 온도에 노출된다. 이러한 조건 하에서, 고무 시일 중에 함유된 가소제는 고무로부터, 그것을 차량에 접합한 종래의 접착제 용품으로 이동하거나 확산하는 경향이 있다. 접착제 용품 (100)은 접합 계면에 바로 인접한 가소제를 차단하여 고무 시일이 약해지고 테이프 배킹 및 접착제 층을 가소화하는 것을 방지함으로써 이러한 문제점을 해결한다.
도 3은 또 다른 예시적인 실시 형태에 따른 접착제 용품 (200)을 나타낸다. 도시된 바와 같이, 접착제 용품 (200)은 접착제 용품 (100)의 구조 및 조성과 유사한 층 - 특히, 열-접합성 층 (208), 장벽 층 (202), 배킹 (210), 및 접착제 층 (212)을 포함한다. 그러나, 접착제 용품 (100)과 달리, 접착제 용품 (200)은, 장벽 층 (202)과 배킹 (210)을 서로에 접착적으로 결합하는, 이들 층들 사이에 배치된 제2 접착제 층 (214)을 포함한다.
바람직한 실시 형태에서, 제2 접착제 층 (214)은 접착제 층 (112)에 대해서 상기에 기술된 조성 특징 및 구조 특징 중 임의의 것을 갖는 감압 층이다. 임의로는, 제2 접착제 층 (214)은 접착제 층 (212)과 유사하거나 동일하다. 다른 실시 형태에서, 제2 접착제 층 (214)은 감압 접착제가 아니다. 예를 들어, 제2 접착제 층 (214)은, 그것이 열, 수분 또는 방사선에 의해서 경화되거나 또는 달리 고화될 때 접착제로서 기능하는 핫 멜트 접착제 또는 중합체 수지일 수 있다.
제2 접착제 층 (214)의 포함은, 장벽 층 (202) 및/또는 배킹 (210)의 특성이 이들 층을 서로에 열 적층하는 것을 방지하거나 과도하게 복잡하게 하는 경우에 이로울 수 있다.
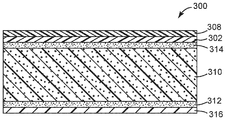
도 4는 또 다른 실시 형태에 따른 접착제 용품 (300)을 나타낸다. 접착제 용품 (300)은 접착제 용품 (200)의 층상 구성과 유사한 층상 구성을 갖지만 (열-접합성 층 (308), 장벽 층 (302), 배킹 (310), 및 제1 접착제 층 및 제2 접착제 층 (312, 314)을 가짐), 도시된 바와 같이, 제1 접착제 층 (312)에 걸쳐서 연장되고, 그에 이형가능하게 결합된 지지 층 (316)을 추가로 포함한다. 최종 접착제 용품 (300)에서, 지지 층 (316)은 접착제 용품 (300)이 사용되기 전에 수동으로 제거되어 폐기되는 일회용 라이너이다. 지지 층 (316)은 패키징 목적을 위해서 제1 접착제 층 (312)의 노출된 표면을 보호하지만, 또한, 전체 접착제 용품 (300)에 강도를 부가함으로써 이점을 제공할 수도 있다.
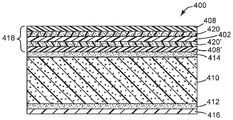
도 5는 열-시일성 장벽으로서 대칭적인 5-층의 멜트 블로운 복합 필름 (418)을 사용하는 접착제 용품 (400)의 제4 실시 형태를 나타낸다. 이 도면에 도시된 바와 같이, 복합 필름 (418)은 코어 장벽 층 (402), 장벽 층 (402)의 각각의 주표면에 걸쳐서 연장되고 그와 접촉하는 한 쌍의 타이 층 (420, 420')을 포함한다. 한 쌍의 열-접합성 층 (408, 408')이 타이 층 (420, 420')의 외향 대면 표면 상에 배치되고, 그와 접촉한다. 접착제 용품 (400)의 나머지 층의 특징은 접착제 용품 (100, 200, 300)과 관련하여 기술된 것과 유사하고, 여기에서 반복하지 않는다.
유리하게는, 타이 층 (420, 420')은 극성-기-함유 장벽 층 (402) (예를 들어, EVOH)과 각각의 열-접합성 층 (408, 408') 간의 접착력을 개선시킨다. 이것은 예를 들어, 열-접합성 층 (408, 408')이 올레핀인 경우에 특히 이로울 수 있다. 일부 실시 형태에서, 복합 필름 (418)은 공압출 방법, 예컨대 블로운 필름 방법에서 복합 필름 (418) 성분이 다이를 통해서 매끄럽게 압출되는 것을 가능하게 하기 위해서 열-접합성 층 (408)의 주변 표면 상에 슬립 애드(slip add)를 추가로 포함할 수 있다.
타이 층 (420) 각각은 열-접합성 층 (408)을 장벽 층 (402)에 접합하는 접착제로서 기능한다. 타이 층은 적어도 하나의 중합성 에틸렌계 불포화 단량체를 인접한 열-접합성 층 (408)과 화학적으로 유사한 재료에 그래프팅하여 그래프트 공중합체를 형성함으로써 형성될 수 있다. 이것은 개선된 상용성(compatibility) 및 타이 층 (420)의 열 접합성 층 (408)에 대한 습윤을 가능하게 할 수 있다. 예를 들어, 열 접합성 층 (408)이 폴리에틸렌인 경우, 타이 층 (420)은 폴리에틸렌과 중합성 에틸렌계 불포화 단량체의 그래프트 공중합체로부터 제조될 수 있다. 예시적인 중합성 에틸렌계 불포화 단량체는 말레산, 말레산 무수물, 아크릴산, 알킬 아크릴레이트 에스테르, 메타크릴산, 알킬 메타크릴레이트 에스테르, 이타콘산, 시트라콘산, 메사콘산, 4-메틸 사이클로헥센-1,2-다이카르복실산 무수물을 포함한다. 타이 층 (420)에서 사용될 수 있는 구매가능한 재료는 예를 들어, 폴리올레핀과 말레산 무수물로부터 유래되고, 일본 도쿄 소재의 미츠이 케미컬즈(Mitsui Chemicals)로부터 상표명 아드머(ADMER) 하에 판매되는 그래프트 공중합체를 포함한다.
일부 실시 형태에서, 장벽 층 (402)에서 떨어져 대향하는 열-접합성 층 (408')의 주표면은 최종 제품에서 접착제 층 (414)에 대한 그의 접착력을 개선시키기 위해서 화학적으로 개질될 수 있다. 그러한 표면 개질은 예를 들어, 공기 코로나 방전 처리에 의해서 성취될 수 있다. 대안으로서, 질소 코로나, 플라즈마 처리 또는 심지어는 화학적 프라이머의 사용이 동일한 목적을 위해서 사용될 수 있다.
장벽 층으로서 EVOH와 같은 흡습성 재료를 사용하는 경우 도 5의 다층 구성이 유리할 수 있는데, 그 이유는 그것이 다습 환경에서 수분이 장벽 층의 주표면에 영향을 주는 것을 방지하기 때문이다. 흡수된 수분은 종종 해로운데, 그 이유는 그것이 EVOH 및 유사한 중합체의 장벽 특성을 상당히 저하시킬 수 있기 때문이다. 도시된 대칭적인 층 구조물이 또한 기존의 산업적인 블로운 필름 제조 방법에 충분히 적합하다.
제공된 접착제 용품은 바람직하게는 높은 정적 하중 하에서 높은 강도 및 강인성을 나타낸다. 추가로, 이러한 특성은, 이러한 용품이 다양한 기재에 가소화된 고무 시일을 접합하는 데 사용되는 경우에도 보존되어야 한다. 자동차 주문자 생산 방식(original equipment manufacturer: OEM) 시험에서, 이러한 접합은 장기간의 사용을 견딜 수 있어야 한다. 그러한 성능은 열 노화를 통한 가속화된 시간 규모로 측정될 수 있다. 예를 들어, 접착제 용품은 10일 이상 동안 90℃의 온도에 노출될 수 있다. 이는 저장 중인 부품을 모의 실험하기 위해서 라이너 상에서 수행되거나 또는 실제 사용을 모의 실험하기 위해서 시험 패널에 접합한 후에 수행될 수 있다. 이러한 시험에서, 제공된 접착제 용품은 종래의 테이핑된 시일과 비교하여 우수한 접합 성능을 나타내는 것이 관찰되었다.
본 명세서에 제공된 접착제 용품은 바람직하게는 장벽 층의 가소제-차단 특성을 보유하면서, 그의 평면을 따라서 상당히 연신될 수 있다. 일부 실시 형태에서, 접착제 용품은 장벽 층이 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성인 것을 유지하면서, 적어도 10%, 적어도 20%, 적어도 30%, 적어도 40%, 적어도 50%, 적어도 60%, 적어도 70%, 적어도 80%, 적어도 90%, 또는 적어도 100%의 전체 연신율로 단축 연신될 수 있다. 이롭게는, 한 쌍의 대칭적으로 배치된 열-접합성 폴리올레핀 층들 내에 EVOH를 내장하기 위해서 블로운 필름 압출 방법을 사용하는 것이 그의 장벽 특성을 손상시키지 않으면서, 상당히 연신되고 탈형될 수 있는 장벽 층을 제공한다.
추가로 제공된 접착제 용품의 특별한 실시 형태 1 내지 실시 형태 21이 하기에 열거되어 있다. 특히, 이러한 목록은 모든 것을 망라하는 것은 아니다.
1.
반대편의 제1 주표면 및 제2 주표면을 갖는 장벽 층 - 장벽 층은 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -; 장벽 층의 제1 주표면에 걸쳐서 연장되고, 그에 결합된 열-접합성 층; 장벽 층의 제2 주표면에 걸쳐서 연장되고, 그에 결합된 배킹; 및 장벽 층 맞은편의 배킹에 걸쳐서 연장되고, 그에 결합된 접착제 층을 포함하는 접착제 용품.
2.
반대편의 제1 주표면 및 제2 주표면을 갖는 장벽 층 - 장벽 층은 열-접합성이고, 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -; 장벽 층의 제2 주표면에 걸쳐서 연장되고, 그에 결합된 배킹; 및 장벽 층 맞은편의 배킹에 걸쳐서 연장되고, 그에 결합된 접착제 층을 포함하는 접착제 용품.
3.
실시 형태 1 또는 실시 형태 2에 있어서, 배킹 맞은편의 접착제 층의 주표면에 걸쳐서 연장되고, 그와 접촉한 라이너를 추가로 포함하는 접착제 용품.
4.
실시 형태 1 내지 실시 형태 3 중 어느 하나에 있어서, 접착제 층이 제1 접착제 층이고, 장벽 층 및 배킹을 서로 결합하는 제2 접착제 층을 추가로 포함하는, 접착제 용품.
5.
실시 형태 1 내지 실시 형태 4 중 어느 하나에 있어서, 접착제 층 각각이 감압 접착제 층인, 접착제 용품.
6.
실시 형태 1에 있어서, 열-접합성 층과 접촉하고, 열-접합성 층과 장벽 층의 제1 주표면 사이에 배치된 제1 타이 층을 추가로 포함하는 접착제 용품.
7.
실시 형태 6에 있어서, 장벽 층과 접촉하고, 장벽 층의 제2 주표면과 배킹 사이에 배치된 제2 타이 층을 추가로 포함하는 접착제 용품.
8.
실시 형태 7에 있어서, 제2 타이 층과 접촉하고, 제2 타이 층과 배킹 사이에 배치된 제2 열-접합성 층을 추가로 포함하는 접착제 용품.
9.
실시 형태 8에 있어서, 제2 열-접합성 층이 장벽 층에서 떨어져 대향하는 특정 주표면을 갖고, 특정 주표면은 코로나 방전 개질된, 접착제 용품.
10.
실시 형태 6 내지 실시 형태 9 중 어느 하나에 있어서, 적어도 하나의 타이 층이 폴리올레핀과 에틸렌계 불포화 단량체의 그래프트 공중합체를 포함하는, 접착제 용품.
11.
실시 형태 10에 있어서, 에틸렌계 불포화 단량체가 말레산 무수물을 포함하는, 접착제 용품.
12.
실시 형태 1 및 실시 형태 6 내지 실시 형태 11 중 어느 하나에 있어서, 장벽 층이 극성-기-함유 중합체를 포함하는, 접착제 용품.
13.
실시 형태 12에 있어서, 극성-기-함유 중합체가 에틸렌 비닐 알콜 공중합체인, 접착제 용품.
14.
실시 형태 12에 있어서, 극성-기-함유 중합체가 이오노머인, 접착제 용품.
15.
실시 형태 1 내지 실시 형태 11 중 어느 하나에 있어서, 장벽 층이 가교결합된 중합체 네트워크를 포함하는, 접착제 용품.
16.
실시 형태 1 내지 실시 형태 11 중 어느 하나에 있어서, 장벽 층이 제1 주표면 및 제2 주표면에 대해서 주로 평행하게 배향된 판형 충전제를 포함하는 중합체 복합물을 포함하는, 접착제 용품.
17.
실시 형태 1에 있어서, 열-접합성 층이 폴리올레핀을 포함하는, 접착제 용품.
18.
실시 형태 17에 있어서, 폴리올레핀이 선형 저밀도 폴리에틸렌인 접착제 용품.
19.
실시 형태 18에 있어서, 열-접합성 층이 선형 저밀도 폴리에틸렌과 옥텐의 공중합체를 포함하는, 접착제 용품.
20.
실시 형태 1 내지 실시 형태 19 중 어느 하나에 있어서, 배킹이 압축성 배킹인, 접착제 용품.
21.
실시 형태 20에 있어서, 압축성 배킹이 폼을 포함하는, 접착제 용품.
22.
실시 형태 21에 있어서, 폼이 폐쇄형 폼인, 접착제 용품.
23.
가소화된 고무 시일; 및
실시 형태 1 내지 실시 형태 22 중 어느 하나의 접착제 용품을 포함하고, 접착제 용품은 가소화된 고무 시일에 접합된 접합성 시일.
24.
장벽 층을 공압출에 의해서 한 쌍의 열-접합성 중합체 층들 사이에 내장하는 단계 - 장벽 필름은 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -;
열-접합성 층들 중 하나를 배킹의 제1 주표면에 결합하는 단계; 및
접착제 층을 제1 주표면 맞은편의 배킹의 제2 주표면에 결합하는 단계
를 포함하는 접착제 용품의 제조 방법.
25.
실시 형태 24에 있어서, 장벽 층이 에틸렌 비닐 알콜 공중합체를 포함하는, 방법.
26.
실시 형태 24 또는 실시 형태 25에 있어서, 열-접합성 중합체 층 각각이 선형 저밀도 폴리에틸렌을 포함하는, 방법.
본 개시 내용의 목적 및 이점은 다음의 비제한적 실시예에 의해 더 예시되지만, 이들 실시예에서 인용되는 특정 재료 및 그의 양, 및 기타의 조건 및 상세 사항은, 본 개시 내용을 부당하게 제한하는 것으로 해석되어서는 안된다.
실시예
본 개시 내용의 목적 및 이점이 하기 비제한적인 실시예에 의해 예시된다. 이들 실시예에서 언급된 특정 재료 및 그의 양, 및 기타 조건 및 상세 사항은 본 개시 내용을 부당하게 제한하는 것으로 해석되어서는 안 된다.
달리 언급하지 않는 한, 실시예 및 본 명세서의 다른 부분에서의 모든 부(part), 백분율, 비율 등은 중량에 의한다.
하기 약어들을 사용하여 실시예를 기술한다:
℃:
섭씨온도
cm:
센티미터
cm/min:
센티미터/분
h:
시간
㎪:
킬로파스칼
m:
미터
m/min:
미터/분
mm:
밀리미터
mm/min:
밀리미터/분
N/cm:
뉴튼/센티미터
시험 방법
페인트에 대한 고무 박리 시험
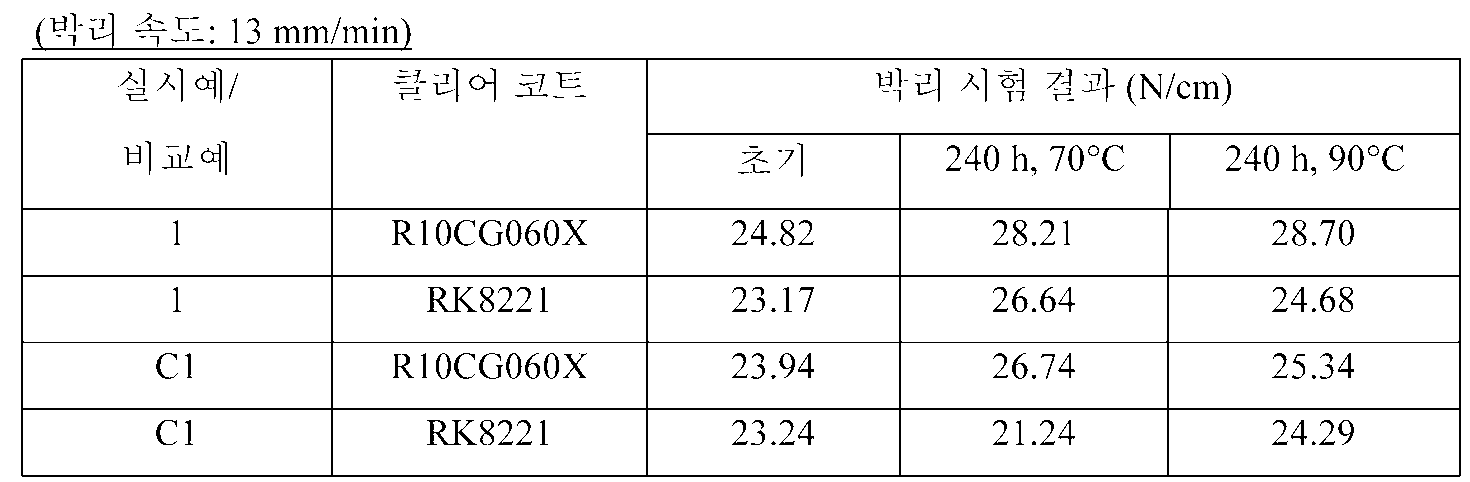
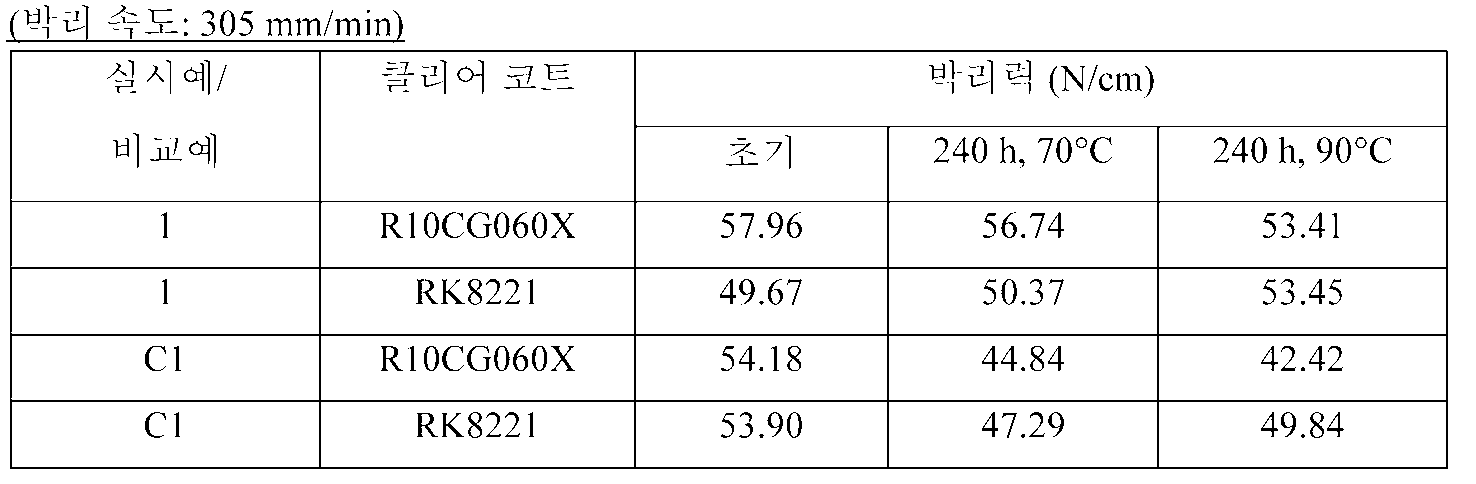
미국 미네소타주 미네아폴리스 소재의 스트라우브 디자인 컴퍼니(Straub Design Company)로부터 입수된 실험실 스트라우브(Straub) WL-30 연속식 고온 공기 적층기를 사용하여 EPDM 웨더스트립을 모의 실험하기 위해서, 실시예 1 및 비교예 C1을 미국 오하이오주 필라델피아 소재의 로렌 매뉴팩처링(Lauren Manufacturing)으로부터 로렌 부품 번호(Lauren Part Number) 102997-00으로서 입수가능한 편평한 EPDM 고무 스톡 (폭 3.2 cm × 두께 3.2 mm)에 적층하였다. 고무 스톡을 먼저 헵탄 용매 와이프에 의해서 오프-라인 세정하였다. 이어서, 고무를 적층기의 컨베이어 트랙 상에 놓았다. 이어서, 12.5 mm의 폭으로 절단된 시험 테이프의 열-접합 필름 면을 고무의 세정된 면의 대략적인 중심과 접촉시켰다. 이는 대략 650℃로 가열되고 고온 에어 건으로부터 필름-고무 계면으로 안내되는 공기 스트림 내에서 약 7.5 m/분의 속도로 언와인드(unwind) 시스템을 사용하여 수행되었다. 적층기의 속도 및 열 설정을 최적화하여 고무 및 열 접합 필름을 함께 용융시켜서 두 기재 사이에 접합을 생성하였다. 이어서, 생성된 적층물을 테이프-고무 계면을 여전히 고온으로 유지시키면서, 접합 라인에 약 100 ㎪의 압력을 적용하도록 조정된 인-라인 롤러 아래로 즉시 이송하였다. 테이프의 PSA 면에 적용된 알루미늄 스트립을 사용하여 실온에서 적층물을 박리함으로써 테이프-고무 접합의 품질을 수동으로 시험하였다. 허용가능한 접합은, 열-접합 필름-고무 계면이 박리 후에 온전히 유지되는 것이었다 (즉, 예를 들어, 폼 스플리트에 의해서 테이프의 다른 곳에서 발생된 파괴).
이어서, 고무/테이프 적층물을 폭 10.2 cm × 길이 30.5 cm의 클리어-코팅된 페인트 패널 (미국 미시간주 디트로이트 소재의 에이씨티(ACT)로부터 입수)에 접합하였다. 2종의 클리어-코트를 시험을 위해서 사용하였다; 카르바메이트계 조성물 (R10CG060X, 미국 미시간주 디트로이트 소재의 바스프(BASF)에 의해서 제조됨) 및 2-성분 우레탄계 클리어 코트 (RK8211, 미국 펜실배니아주 필라델피아 소재의 악살타 코팅 시스템즈(Axalta Coating Systems)에 의해서 제조됨).
하기 시험 프로토콜을 사용하였다. 폭 2.54 cm의 테플론 테이프를 먼저 페인트 패널의 좁은 단부에 걸쳐서 적용하였다. 2개의 고무 스트립, 즉 각각의 테이프 및 고무 적층물 조성물 중 하나를 패널에 길이 방향으로 접합하여, 각각의 스트립의 단부가 페인트 패널의 단부를 지나서 약 2.54 cm 연장하게 하였다. 라이너를 고무의 이러한 돌출 스트립(overhanging strip) 상에 온전하게 유지시켰다. 이러한 스트립과 2.54 cm 폭의 테플론 테이프는 테이핑된 고무 시편의 약 5 cm가 90도 박리 구성으로 설정된 인장 시험 기계의 조(jaw)에 고정되는 것을 가능하게 하였다. 고무 스톡을 페인트 패널의 각각의 단부로부터 박리하였다. 프로그래밍된 시험 조건 하에서, 3.8 cm의 경우 13 mm/분에서 박리 시험의 일부를 수행하였고, 시험을 중단하고, 이어서, 12.7 cm의 경우 305 mm/분에서 박리를 재시작하였다. 각각의 샘플에 대해서 2회의 반복 실험을 실시하였다. 샘플에 대한 노화 조건은 70℃에서 240 시간 또는 90℃에서 240 시간이었다. 결과를 뉴튼/cm의 단위로 기록하고, 초기 조건 및 에이징된 조건에 대해서 하기 표 1 (박리 속도: 13 mm/min) 및 표 2 (박리 속도: 305 mm/min)에 나타낸다.
재료
하기 성분 및 하기에 제공된 기술을 사용하여 접착제 용품을 제조하였다.
열 접합성/장벽 층
두께가 0.06 mm인 하기 층으로 이루어진 7층 공압출 블로운 필름; LLDPE (슬립 및 블록방지 첨가제가 있는 옥텐계)/LLDPE (옥텐계)/타이 층/EVOH/타이 층/LLDPE (옥텐계)/ LLDPE (슬립 및 블록방지 첨가제가 있는 옥텐계)를 미국 위스콘신주 니나 소재의 베미스 컴퍼니(Bemis Company)로부터 입수하였다. 필름의 한 면을 공기 코로나 처리하였다. 필름의 중간 층에서 EVOH (에틸렌-비닐-알콜 중합체)는 장벽 층으로서 역할을 하였다.
배킹 층
미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니로부터 상표명 아크릴릭 플러스 웨더스트립 테이프(Acrylic Plus Weatherstrip Tape) WT4112 하에 입수되고, 올레핀계 열 접합성 층이 상부에 적층된 감압 접착제 코팅된 폼. 표준품에 대한 비교로 장벽 필름을 시험하기 위해서, 표준 열-접합성 층 없이 제조된 WT4112를 장벽 필름이 비-라이너 면에 적층된 배킹으로서 사용하였다.
실시예 1
다층 열-접합성 장벽 필름의 공기-코로나-처리된 면을 비-라이너 면에 적층한 것을 제외하고는, 제공된 그대로의 WT4112의 폼 테이프 조성물을 사용하였다. 고무 롤러 및 손 압력을 사용하여 수동으로 적층을 수행하였다. 적층된 구조물을 최소 72시간 동안 정치시켜 장벽 필름과 배킹 사이에서 접착을 강화시켰다.
비교예 C1
제자리에 열 접합성 층과 함께 제조된 WT4112를 사용하였다.
[표 1]
[표 2]
전술된 모든 특허 및 특허 출원들은 이로써 명시적으로 참고로 포함된다. 본 명세서의 발명이 특정 실시 형태와 관련하여 기재되었더라도, 이들 실시 형태는 단지 본 발명의 원리 및 적용을 예시할 뿐임을 이해하여야 한다. 본 발명의 사상 및 범주를 벗어나지 않으면서, 본 발명의 방법 및 장치에 다양한 변형 및 수정이 이루어질 수 있음이 당업자에게 명백할 것이다. 따라서, 본 발명은 첨부된 청구범위 및 그의 등가물의 범주 내에 있는 변경 및 변형을 포함하고자 한다.
Claims (15)
- 반대편의 제1 주표면 및 제2 주표면을 갖는 장벽 층 - 장벽 층은 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -;
장벽 층의 제1 주표면에 걸쳐서 연장되고, 그에 결합된 열-접합성 층;
장벽 층의 제2 주표면에 걸쳐서 연장되고, 그에 결합된 배킹; 및
장벽 층 맞은편의 배킹에 걸쳐서 연장되고, 그에 결합된 접착제 층
을 포함하는 접착제 용품. - 반대편의 제1 주표면 및 제2 주표면을 갖는 장벽 층 - 장벽 층은 열-접합성이고, 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -;
장벽 층의 제2 주표면에 걸쳐서 연장되고, 그에 결합된 배킹; 및
장벽 층 맞은편의 배킹에 걸쳐서 연장되고, 그에 결합된 접착제 층
을 포함하는 접착제 용품. - 제1항 또는 제2항에 있어서, 배킹 맞은편의 접착제 층의 주표면에 걸쳐서 연장되고, 그와 접촉한 라이너를 추가로 포함하는 접착제 용품.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 접착제 층이 제1 접착제 층이고, 장벽 층과 배킹을 서로 결합하는 제2 접착제 층을 추가로 포함하는, 접착제 용품.
- 제1항에 있어서, 열-접합성 층과 접촉하고, 열-접합성 층과 장벽 층의 제1 주표면 사이에 배치된 제1 타이(tie) 층을 추가로 포함하는 접착제 용품.
- 제5항에 있어서, 장벽 층과 접촉하고, 장벽 층의 제2 주표면과 배킹 사이에 배치된 제2 타이 층을 추가로 포함하는 접착제 용품.
- 제6항에 있어서, 제2 타이 층과 접촉하고, 제2 타이 층과 배킹 사이에 배치된 제2 열-접합성 층을 추가로 포함하는 접착제 용품.
- 제5항 내지 제7항 중 어느 한 항에 있어서, 적어도 하나의 타이 층이 폴리올레핀과 말레산 무수물의 그래프트 공중합체를 포함하는, 접착제 용품.
- 제1항 및 제5항 내지 제8항 중 어느 한 항에 있어서, 장벽 층이 극성-기-함유 중합체를 포함하는, 접착제 용품.
- 제9항에 있어서, 극성-기-함유 중합체가 에틸렌 비닐 알콜 공중합체인, 접착제 용품.
- 제9항에 있어서, 극성-기-함유 중합체가 이오노머인, 접착제 용품.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 장벽 층이 가교결합된 중합체 네트워크를 포함하는, 접착제 용품.
- 제1항 및 제5항 내지 제11항 중 어느 한 항에 있어서, 열-접합성 층이 선형 저밀도 폴리에틸렌을 포함하는, 접착제 용품.
- 제13항에 있어서, 열-접합성 층이 선형 저밀도 폴리에틸렌과 옥텐의 공중합체를 포함하는, 접착제 용품.
- 장벽 층을 공압출에 의해서 한 쌍의 열-접합성 중합체 층들 사이에 내장하는 단계 - 장벽 필름은 주변 온도 및 압력에서 산소 기체에 대해서 실질적으로 불투과성임 -;
열-접합성 층들 중 하나를 배킹의 제1 주표면에 결합하는 단계; 및
접착제 층을 제1 주표면 맞은편의 배킹의 제2 주표면에 결합하는 단계
를 포함하는 접착제 용품의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462092363P | 2014-12-16 | 2014-12-16 | |
| US62/092,363 | 2014-12-16 | ||
| PCT/US2015/065437 WO2016100153A2 (en) | 2014-12-16 | 2015-12-14 | Adhesive article with a barrier layer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170095917A true KR20170095917A (ko) | 2017-08-23 |
Family
ID=55361931
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177018459A KR20170095917A (ko) | 2014-12-16 | 2015-12-14 | 장벽 층을 갖는 접착제 용품 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11028289B2 (ko) |
| EP (1) | EP3234055B1 (ko) |
| JP (1) | JP6917302B2 (ko) |
| KR (1) | KR20170095917A (ko) |
| CN (1) | CN107001873B (ko) |
| BR (1) | BR112017012824A2 (ko) |
| CA (1) | CA2970657A1 (ko) |
| WO (1) | WO2016100153A2 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11591501B2 (en) | 2017-12-06 | 2023-02-28 | 3M Innovative Properties Company | Barrier adhesive compositions and articles |
| CN108178995B (zh) * | 2017-12-26 | 2020-06-23 | 上海邦中高分子材料有限公司 | 一种高阻隔瓶用粘接树脂及其制备方法 |
| WO2020033234A1 (en) | 2018-08-09 | 2020-02-13 | Medtronic Vascular, Inc. | Techniques and packages for packaging medical supplies |
| EP3906286A1 (en) * | 2018-12-31 | 2021-11-10 | 3M Innovative Properties Company | Thermally bondable adhesive tape backing |
| IT201900006548A1 (it) * | 2019-05-06 | 2020-11-06 | Vulcaflex Spa | Rivestimento polimerico durevole nel tempo |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA677797A (en) | 1955-11-18 | 1964-01-14 | Minnesota Mining And Manufacturing Company | Sheet material having a pressure-sensitive adhesive coating of acrylate ester copolymer |
| US4112213A (en) | 1964-09-28 | 1978-09-05 | Johnson & Johnson | Pressure sensitive adhesive tapes and method of making same |
| US3389827A (en) | 1967-04-10 | 1968-06-25 | Minnesota Mining & Mfg | Easy-open container and sealing tape |
| US4310509A (en) | 1979-07-31 | 1982-01-12 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive having a broad spectrum antimicrobial therein |
| JPS5919149A (ja) * | 1982-07-23 | 1984-01-31 | 三井・デュポン ポリケミカル株式会社 | 発泡体積層シ−ト |
| JPS61138540A (ja) | 1984-12-11 | 1986-06-26 | Denki Kagaku Kogyo Kk | クロルシランの不均化触媒及びシラン化合物の連続的製法 |
| JPS61138540U (ko) * | 1985-02-18 | 1986-08-28 | ||
| US4732808A (en) | 1985-11-14 | 1988-03-22 | Minnesota Mining And Manufacturing Company | Macromer reinforced pressure sensitive skin adhesive sheet material |
| US4737410A (en) | 1986-11-28 | 1988-04-12 | Minnesota Mining And Manufacturing Company | Polyalkyloxazoline-reinforced acrylic pressure-sensitive adhesive composition |
| US5232702A (en) | 1991-07-22 | 1993-08-03 | Dow Corning Corporation | Silicone pressure sensitive adhesive compositons for transdermal drug delivery devices and related medical devices |
| DE69517816T2 (de) | 1994-09-14 | 2000-12-28 | Minnesota Mining & Mfg | Matrix für transdermale wirkstofffreisetzung |
| JP3135197B2 (ja) * | 1994-11-29 | 2001-02-13 | タキロン株式会社 | ガラス樹脂複合板 |
| US5876855A (en) | 1995-12-22 | 1999-03-02 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive suitable for skin and method of preparing |
| US6068933A (en) | 1996-02-15 | 2000-05-30 | American National Can Company | Thermoformable multilayer polymeric film |
| BR9707876A (pt) | 1996-12-31 | 1999-07-27 | Dow Chemical Co | Composto de polímero metodos para formar um composto de fibra reforçada e método para aumentar a distância entre as camadas de um silicata inorgânico em camadas |
| JP3703600B2 (ja) | 1997-03-31 | 2005-10-05 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 接着フォームテープ及びそれを使用した接着方法 |
| JP3853065B2 (ja) * | 1998-04-03 | 2006-12-06 | 電気化学工業株式会社 | ストレッチ包装用フィルム |
| AU1286900A (en) * | 1998-11-26 | 2000-06-13 | William Britton | Wall coverings |
| US7217455B2 (en) | 2001-05-30 | 2007-05-15 | 3M Innovative Properties Company | Weatherstrip tape and method for producing the same |
| US8129450B2 (en) | 2002-12-10 | 2012-03-06 | Cellresin Technologies, Llc | Articles having a polymer grafted cyclodextrin |
| US7582716B2 (en) | 2004-03-17 | 2009-09-01 | Dow Global Technologies Inc. | Compositions of ethylene/α-olefin multi-block interpolymer for blown films with high hot tack |
| US20070031690A1 (en) * | 2005-08-05 | 2007-02-08 | Curwood, Inc. | Multilayer coextruded films including frangible intralaminar bonding forces |
| US20100015423A1 (en) * | 2008-07-18 | 2010-01-21 | Schaefer Suzanne E | Polyamide structures for the packaging of moisture containing products |
| JP2010042650A (ja) * | 2008-08-13 | 2010-02-25 | Ceramics Craft Co Ltd | 鮮度保持フィルム材 |
| EP2350195B1 (en) | 2008-10-29 | 2013-09-18 | 3M Innovative Properties Company | Electron beam cured, nonfunctionalized silicone pressure sensitive adhesives |
| EP2350220B2 (en) | 2008-10-29 | 2020-02-26 | 3M Innovative Properties Company | Electron beam cured silicone materials |
| JP5504837B2 (ja) | 2009-11-17 | 2014-05-28 | 東洋アドレ株式会社 | ホットメルト型粘着組成物及びそれを用いた積層体 |
| BR112012025046A2 (pt) | 2010-05-25 | 2018-07-24 | Avery Dennison Corp | recipiente com disposiçao de evidência de violação |
| JP5659667B2 (ja) * | 2010-09-30 | 2015-01-28 | 大日本印刷株式会社 | ガスバリア性フィルム積層体、及び包装袋 |
| JP6049464B2 (ja) | 2012-03-07 | 2016-12-21 | 日東電工株式会社 | 両面接着テープ |
| JP5792673B2 (ja) * | 2012-04-13 | 2015-10-14 | 綜研化学株式会社 | リチウムイオン電池用粘着剤組成物、リチウムイオン電池外装用積層体およびリチウムイオン電池 |
| JP6057801B2 (ja) * | 2013-03-23 | 2017-01-11 | 三菱樹脂株式会社 | 再封可能な包装体 |
-
2015
- 2015-12-14 CN CN201580066150.5A patent/CN107001873B/zh not_active Expired - Fee Related
- 2015-12-14 BR BR112017012824A patent/BR112017012824A2/pt not_active Application Discontinuation
- 2015-12-14 EP EP15834776.5A patent/EP3234055B1/en active Active
- 2015-12-14 US US15/529,310 patent/US11028289B2/en active Active
- 2015-12-14 WO PCT/US2015/065437 patent/WO2016100153A2/en active Application Filing
- 2015-12-14 CA CA2970657A patent/CA2970657A1/en not_active Abandoned
- 2015-12-14 JP JP2017532123A patent/JP6917302B2/ja active Active
- 2015-12-14 KR KR1020177018459A patent/KR20170095917A/ko unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016100153A3 (en) | 2016-09-01 |
| JP2018501357A (ja) | 2018-01-18 |
| EP3234055B1 (en) | 2021-02-24 |
| CN107001873B (zh) | 2021-06-29 |
| US20180334592A1 (en) | 2018-11-22 |
| JP6917302B2 (ja) | 2021-08-11 |
| BR112017012824A2 (pt) | 2018-01-02 |
| WO2016100153A2 (en) | 2016-06-23 |
| EP3234055A2 (en) | 2017-10-25 |
| CA2970657A1 (en) | 2016-06-23 |
| US11028289B2 (en) | 2021-06-08 |
| CN107001873A (zh) | 2017-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11028289B2 (en) | Adhesive article with a barrier layer | |
| KR101197815B1 (ko) | 접착제 조성물, 접착 테이프 및 접착 구조체 | |
| EP1198533B1 (en) | Pressure sensitive adhesive sheet and production method thereof | |
| KR102313709B1 (ko) | 충격 흡수 팽창 접착제 및 그것으로 이루어진 물품 | |
| JP3814664B2 (ja) | フルオロポリマー層を有する多層構造体 | |
| WO2005059055A2 (en) | Pressure sensitive adhesive composition and article | |
| KR20150126658A (ko) | 차별적인 듀얼 기능 폼 테이프들 | |
| JP4095972B2 (ja) | 自動車内装材用プレコート表皮材および自動車内装材の製造方法 | |
| US6878440B1 (en) | Pressure sensitive adhesive sheet and production method thereof | |
| JP2008208374A (ja) | 低い巻き戻り力の表面保護フィルム | |
| KR0142042B1 (ko) | 표면보호필름 | |
| KR100730680B1 (ko) | 접착제/밀봉제 조성물 및 이를 사용한 접착된 구조체 | |
| MXPA01000638A (es) | Sistema adhesivo para adherir superficies polares a no polares. | |
| CN112969766A (zh) | 共挤出的橡胶基多层粘合剂组件 | |
| JP2001294830A (ja) | 建物の気密防水用粘着テープ | |
| KR101715820B1 (ko) | 감압 접착 테이프 | |
| JP2014240457A (ja) | 両面粘着テープ | |
| JPH1053748A (ja) | マスキングテープまたはシート | |
| JP2002338918A (ja) | 表面保護フィルム | |
| JP2022032729A (ja) | 積層体、建造物用フィルム、膜構造物、建造物、膜構造物の建築方法及び膜構造物の補修方法 | |
| JP4156242B2 (ja) | 両面粘着シート及びその製造方法 | |
| JP2022540852A (ja) | Uv照射下で架橋可能なhmpsa | |
| JPH06923A (ja) | 表面保護フィルム | |
| JP2001349377A (ja) | 制振シート及び制振材 | |
| EP3012302B1 (en) | Release liner for pressure sensitive adhesives |