KR20170044064A - 위생 재료용 부직포 및 위생 재료 제품 - Google Patents
위생 재료용 부직포 및 위생 재료 제품 Download PDFInfo
- Publication number
- KR20170044064A KR20170044064A KR1020167036902A KR20167036902A KR20170044064A KR 20170044064 A KR20170044064 A KR 20170044064A KR 1020167036902 A KR1020167036902 A KR 1020167036902A KR 20167036902 A KR20167036902 A KR 20167036902A KR 20170044064 A KR20170044064 A KR 20170044064A
- Authority
- KR
- South Korea
- Prior art keywords
- fiber
- cross
- nonwoven fabric
- sanitary
- section
- Prior art date
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43912—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres fibres with noncircular cross-sections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F13/15211—Properties of the article, e.g. stiffness or absorbency soluble or disintegratable in liquid
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43918—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres nonlinear fibres, e.g. crimped or coiled fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F13/15211—Properties of the article, e.g. stiffness or absorbency soluble or disintegratable in liquid
- A61F2013/15235—Properties of the article, e.g. stiffness or absorbency soluble or disintegratable in liquid by its solubility in water
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
- A61F2013/15414—Bulk thickness
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51401—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material
- A61F2013/51407—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material being flexible
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/530583—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials characterized by the form
- A61F2013/530613—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials characterized by the form in fibres
- A61F2013/53062—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials characterized by the form in fibres being made into a paper or non-woven
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530868—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterized by the liquid distribution or transport means other than wicking layer
Abstract
물이나 약액 등의 액체에 높은 흡수력과 확산력을 가지고, 우수한 벌키성과 유연성과 방투성을 가지는 위생 재료용 부직포와, 그것을 이용하여 이루어지는 생리용 냅킨의 흡수 시트재 등의 위생 재료 제품을 제공한다. 본 발명의 위생 재료용 부직포는, 섬유 횡단면의 원주 상에 6개 이상의 볼록부를 가지는 편평 다엽 단면 폴리에스테르계 섬유를 포함하는 부직포이며, 그 편평 다엽 단면형 폴리에스테르계 섬유의 편평도(A/B)가 2.0~3.0이며, 이형도(C/D)가 1.0~5.0이며, 볼록부 비(E/B)가 0.6~0.9인 위생 재료용 부직포이다.
Description
본 발명은, 우수한 흡수성을 가짐과 동시에 물이나 약액 등에 높은 보액성을 가지고, 우수한 벌키성(嵩高性, bulkiness), 유연성 및 방투성을 얻을 수 있는 위생 재료용 부직포와, 그 위생 재료용 부직포를 이용하여 이루어지는 위생 재료 제품에 관한 것이다.
종래, 폴리에스테르 섬유나 폴리아미드 섬유로 대표되는 합성 섬유는, 강도, 내열성, 내약품성 및 워시 앤드 웨어성 등의 각종 특성이 뛰어나기 때문에, 의료용도나 산업 자제 용도 등에 널리 이용되고 있다. 그렇지만, 이러한 합성 섬유 중에서도, 폴리에스테르 섬유는 최근 부직포 분야에서의 이용 역할도 커져, 특히 베이비 기저귀, 기저귀 라이너 및 생리용품 등의 위생 재료 분야, 외식 산업 전용의 카운터 크로스나 물티슈 등의 생활 자재 분야, 부엌 용품의 싱크대의 탈수봉투 등의 비위생 재료 분야나 파스의 기포나 고정용 시트, 병원용 수술옷, 마스크 등의 메디칼 분야, 및 자동차 내장재나 필터 등의 산업 자재 분야 등의 부직포 용도에 폭넓게 사용되고 있다. 그 중에서도, 일회용 기저귀, 생리용 위생 냅킨, 실금 패드 및 외상용 포대 등의 위생 재료 분야의 표면재로서는, 저비용화나 부품을 목적으로 폴리에스테르 섬유를 많이 사용하게 되었다. 일회용 기저귀나 생리용 냅킨의 표면재로서는, 흡수성, 경량성, 강도 및 드라이감의 향상, 우수한 촉감 및 벌키성 등이 요구되고 있다.
그리고, 이러한 요구에 따르는 표면재로서 주체 섬유와 바인더 성분을 포함하는 부직포로서, 상기 본 주체 섬유의 단섬유 단면 형상이 편평도 2.0 이하이며, 120도 미만의 개구각을 가지는 개구부를 2개 이상 가지는 부직포 등이 제안되어 있다(특허문헌 1 참조.). 그렇지만, 이 제안과 같은 단면 형상으로 함으로써, 흡수성과 벌키성은 양호하지만, 섬유 횡단면의 편평도가 2.0 이하이므로, 섬유의 털 넘김성이 나쁘고, 부직포 촉감의 감촉이 더욱 충분한 것은 아니었다.
또한, 경량으로 벌키성이 우수한 종이 기저귀나 생리용품 등의 표면재로서 섬유 단면이 다엽형인 올레핀형 복합 섬유를 포함하는 표면재가 제안되어 있다(특허문헌 2 참조.). 그렇지만, 이 제안에서는, 단면 형상 및 폴리올레핀계 섬유의 관점에서 부품과 촉감에는 우수하지만, 흡수성과 부직포 강도에서 더욱 충분한 것은 아니었다. 또한, 흡수층에 흡수된 체액이 비쳐 시각적 인상도 나쁘고, 불쾌감을 초래한다고 하는 과제도 있었다.
또한, 이형 단면 형상의 소수성 합성 섬유를 포함하는 부직포를 이용한 백 시트를 가지는 것을 특징으로 하는 일회용 위생 재료가 제안되어 있다(특허문헌 3 참조.). 그렇지만, 이 제안의 단면 형상에서는, 위생 재료의 백 시트로서의 유연성에는 우수하지만, 방투성이나 흡수층에서의 흡수성에 대해서는, 더욱 충분한 것은 아니었다.
그래서, 본 발명의 목적은 물이나 약액 등의 액체에 높은 흡수력과 확산력을 가지고, 우수한 벌키성, 유연성 및 방투성을 가지는 위생 재료용 부직포, 및 이 위생 재료용 부직포를 이용하여 이루어지는 위생 재료 제품을 제공하는 것이다.
본 발명은, 상기 과제를 해결하기 위해, 특정의 섬유 단면 형상을 가지는 폴리에스테르계 섬유를 이용함으로써, 우수한 흡수력과 벌키성, 유연성을 가지는 위생 재료용 부직포를 얻을 수 있는 것을 발견하여, 더욱 예의 검토를 거듭함으로써, 본 발명을 완성하기에 이르렀다.
본 발명의 위생 재료용 부직포는, 섬유 횡단면의 원주 상에 6개 이상의 볼록부(凸部)를 가지는 편평 다엽 단면(扁平多葉斷面) 폴리에스테르계 섬유를 포함하는 부직포이고, 상기 편평 다엽 단면 폴리에스테르계 섬유가, 하기 (1)~(3)의 요건을 동시에 만족하는 것을 특징으로 하는 위생 재료용 부직포이다.
·편평도(扁平度)(A/B)=2.0~3.0 …(1)
·이형도(異形度)(C/D)=1.0~5.0 …(2)
·볼록부 비(E/B)=0.6~0.9 …(3)
다만,
A:섬유의 횡단면의 최대 길이를 A,
B:섬유의 횡단면의 최대폭을 B,
C:섬유의 횡단면의 최대 요철부(凹凸部)에서 서로 이웃이 되는 볼록부의 정점 간을 이은 선의 길이를 C,
D:볼록부 간의 선 C로부터 오목부(凹部)의 저점(低点)으로 내린 수선의 길이를 D,
E:횡단면 최대폭 B를 제외하고 최장이 되는 길이를 E로 함.
본 발명의 위생 재료용 부직포의 바람직한 양태에 의하면, 상기 편평 다엽 단면 폴리에스테르계 섬유의 단섬유 섬도(纖度)는 2.0 dtex 이하이다.
본 발명의 위생 재료용 부직포의 바람직한 양태에 의하면, 상기 편평 다엽 단면 폴리에스테르계 섬유의 섬유 길이는 3 mm~64 mm의 범위 내이다.
본 발명의 위생 재료용 부직포의 바람직한 양태에 의하면, 상기 편평 다엽 단면 폴리에스테르계 섬유는 열융착 섬유로 접합되어 이루어지는 부직포이다.
본 발명의 위생 재료 제품은 상기 위생 재료용 부직포를 이용하여 이루어지는 위생 재료 제품이다.
본 발명의 위생 재료 제품이 바람직한 양태에 의하면, 상기 위생 재료용 부직포는 그 표면이 올레핀계 부직포로 덮여 있는 것이다.
본 발명에 대해서는, 상기 위생 재료용 부직포를 이용하여 생리용 냅킨의 흡수 시트재 등의 위생 재료 제품을 제조할 수 있다.
본 발명에 의하면, 물이나 약액 등의 액체에 높은 흡수력과 확산력을 가지고, 우수한 벌키성, 유연성 및 방투성을 가지는 위생 재료용 부직포를 얻을 수 있다. 본 발명의 위생 재료용 부직포는, 특히 유연성과 흡수 확산성이 우수하고, 방투성과 같이 많은 복합 기능을 겸비하고 있다.
그리고, 본 발명에 의하면, 상기의 위생 재료용 부직포를 이용하여 기저귀나 생리용 냅킨의 흡수 시트재 등의 생리용품 등의 각종 위생 재료 제품을 얻을 수 있다.
도 1은 섬유 단면의 원주 상에 복수(8개)의 볼록부를 가지는 본 발명의 위생 재료용 부직포가 구비하는 다엽 편평 단면 폴리에스테르 섬유의 횡단면 형상을 예시 설명하기 위한 단면도이다.
다음으로, 본 발명의 위생 재료용 부직포와 위생 재료 제품에 대해 상세하게 설명한다.
본 발명의 위생 재료용 부직포는, 섬유 횡단면의 원주 상에 6개 이상의 볼록부를 가지는 편평 다엽 단면 폴리에스테르계 섬유를 포함하는 부직포이고, 상기 편평 다엽 단면 폴리에스테르계 섬유가, 하기의 식(1)~(3)로 나타나는 편평도와 이형도와 볼록부 비의 요건을 동시에 만족하는 위생 재료용 부직포이다.
·편평도(A/B)=2.0~3.0 …(1)
·이형도(C/D)=1.0~5.0 …(2)
·볼록부 비(E/B)=0.6~0.9 …(3)
다만,
A:섬유의 횡단면의 최대 길이를 A,
B:섬유의 횡단면의 최대폭을 B,
C:섬유의 횡단면의 최대 요철부에서 서로 이웃이 되는 볼록부의 정점 간을 이은 선의 길이를 C,
D:볼록부 간의 선 C로부터 오목부의 저점으로 내린 수선의 길이를 D,
E:횡단면 최대폭 B를 제외하고 최장이 되는 길이를 E로 함.
본 발명에서 이용되는 편평 다엽 단면 폴리에스테르계 섬유의 횡단면 원주 상에 있는 볼록부 수는, 후술하는 바와 같이, 6개 이상인 것이 중요하고, 바람직하게는 8개 이상이다. 또한, 횡단면 원주 상에 있는 요철부의 형상은, 감촉성의 관점에서 만곡한 형상인 것이 바람직하다.
본 발명에서 이용되는 폴리에스테르계 섬유를 구성하는 폴리에스테르는, 테레프탈산과 에틸렌글리콜 혹은 부틸렌글리콜의 축합 반응에 의해서 생성되는 고분자 중합체, 및 세바신산, 아디프산, 트리멜리트산, 이소프탈산 및 파라 옥시 안식취산(安息臭酸) 등과 에틸렌글리콜이나 부틸렌글리콜과의 축합체, 및 다른 폴리에스테르류를 포함하는 폴리에스테르 중합체 등을 의미한다.
본 발명에서 이용되는 편평 다엽 단면 폴리에스테르계 섬유는, 그 횡단면 형상이 6개 이상의 볼록부를 가지는 편평 형상의 폴리에스테르계 섬유이다. 횡단면 형상의 원주상으로 존재하는 볼록부가 6개 미만에서는, 인접하는 섬유 간에 형성하는 공극이 적어져, 흡수성이나 보액량이 부족해진다. 또한, 횡단면 형상이 편평 형상임으로써, 섬유 간에 공극을 형성하는 것이 가능해져, 우수한 벌키성을 얻을 수 있다. 또한, 부직포를 구성하는 단섬유 근처의 털 넘김성이 좋아지므로, 소프트한 촉감을 얻을 수 있다. 본 발명에서, 다엽이란 섬유의 횡단면 형상의 원주부에 많은 볼록부를 가지는 것을 의미한다.
도 1에, 본 발명에 이용되는 편평 다엽 단면 폴리에스테르계 섬유의 단섬유 횡단면 형상의 일례를 나타낸다. 도 1에서는, 섬유 단면의 원주 상에 복수(8개)의 볼록부를 가지는 본 발명의 위생 재료용 부직포가 구비하는 다엽 편평 단면 폴리에스테르계 섬유의 횡단면 형상이 예시되고 있다.
본 발명에서는, 상술한 바와 같이, 그 횡단면 형상에 대해, 6개 이상의 볼록부를 가지는 편평 형상의 폴리에스테르계 섬유가 이용되지만, 이 볼록부의 수는 바람직하게는 8개 이상이며, 보다 바람직하게는 10개 이상이다. 또한, 볼록부의 수의 상한치는 바람직하게는 12개이다. 또한, 볼록부의 형상은, 감촉성의 관점에서 만곡한 형상인 것이 바람직하다.
본 발명에 이용되는 편평 다엽 단면 폴리에스테르계 섬유는, 그 단섬유 횡단면에서의 편평 다엽 단면 형상이, 하기 식(1)의 편평도와 하기 식(2)의 이형도, 또한 하기 식(3)의 볼록부 비의 각 요건을 동시에 만족하는 폴리에스테르계 섬유로 이루어지는 것이다.
·편평도(A/B)=2.0~3.0 …(1)
·이형도(C/D)=1.0~5.0 …(2)
·볼록부 비(E/B)=0.6~0.9 …(3)
여기서, 도 1에 나타내는 바와 같이, 상기 A는 상기의 편평 다엽형의 횡단면의 최장 선분의 길이이다. 상기 B는 선분의 길이 A에 수직으로 교차하는 볼록부의 정점 간을 잇는 최대폭의 선분의 길이를 말한다. 상기 C는 상기의 편평 다엽형이 이루는 가장 큰 요철로, 서로 이웃이 되는 볼록부의 정점 간을 이은 선분의 길이를 말한다. 그리고, 상기 D는 상기의 볼록부 간을 이은 선으로부터 오목부의 저점으로 내린 수선의 길이를 말한다. 또한, 상기 E는 횡단면 최대폭 B를 제외하고 최장이 되는 길이를 말한다.
여기서 말하는 편평도, 이형도 및 볼록부 비는 얻어진 섬유의 단면을 생물 현미경에 의해 400배의 배율의 단면 사진을 촬영하고, 그 단면 사진을 복사기로 300%로 확대한 화상으로부터, 실측한 치수를 바탕으로 산출하는 것으로 한다.
즉, 본 발명의 위생 재료용 부직포의 바람직한 양태에 의하면, 상기 위생 재료용 부직포에 사용되는 편평 다엽 단면 폴리에스테르계 섬유는, 횡단면의 최대 길이를 A, 최대폭을 B, 최대 요철부에서 서로 이웃이 되는 볼록부의 정점 간을 이은 선의 길이를 C, 그리고 상기 볼록부의 정점 간을 이은 선으로부터 오목부의 저점에 내린 수선의 길이를 D, 횡단면 최대폭 B를 제외하고 최장이 되는 길이를 E로 할 때, 상기 식(1)의 편평도와 상기 식(2)의 이형도, 상기 식(3)을 동시에 만족하는 폴리에스테르계 섬유로 이루어지는 것이다.
상기의 편평도(A/B)가 2.0 미만에서는, 섬유의 털 넘김성이 나빠져, 소프트한 느낌을 얻을 수 없게 된다. 한편, 편평도(A/B)가 3.0을 넘으면, 탄력감이 작고, 주저앉기 쉽게 되며, 부피도 잘 안나오게 된다. 또한, 제사성(製絲性)의 악화나 이형도가 악화되는 경향이 있다. 편평도(A/B)는 바람직하게는 2.0~2.7이며, 더욱 바람직하게는 2.0~2.5이다. 본 발명에서, 편평도는 위생 재료 제품 사용 시의 촉감에 관련되는 것이고, 편평도가 크면 섬유의 털 넘김성이 좋아(섬유의 구부러짐이 강해), 피부에 닿았을 때의 촉감(감촉)이 소프트해진다.
또한, 이형도(C/D)는 상기 편평 다엽형에서 볼록부와 볼록부의 사이에 있는 오목부의 크기를 나타내고, 그 값이 크면 오목부가 작고, 그 값이 작으면 오목부가 큰 것을 의미하고 있다. 이형도(C/D)가 커지면 오목부는 얕고, 섬유 간에 형성하는 공극도 작아지기 때문에 흡보수성이 저하되어, 흡수 시의 모세관 작용에 의한 확산 효과도 저하되는 경향이 있다. 따라서, 이형도(C/D)는 5.0 이하이다. 한편, 이형도(C/D)가 너무 작으면 섬유 단면의 오목부가 구부러지기 쉬워져, 편평 형상을 유지할 수 없게 되는 경향이 있다. 또한, 찰과에 의해 섬유 손실을 받기 쉬워지기 때문에, 피부와 마찰했을 경우에 피부가 다칠 우려가 있다. 이것으로부터, 이형도(C/D)는 1.0 이상이다. 이형도(C/D)는 상술한 관점에서 1.0~5.0의 범위이다. 또한, 이형도(C/D)는 흡보수성의 관점에서 2.0~4.0이 보다 바람직한 양태이다.
본 발명에서, 이형도는 위생 재료 제품의 흡수성과 흡수 후의 촉감에 관련되는 것이고, 이 수치가 너무 커지면 흡수력과 확산성이 나빠지는 경향이 있기 때문에, 액체가 한 점으로 불어 모이기 쉬워지므로, 제품 표면의 드라이감이 손상되어 피부에 불쾌감을 느끼게 되어 버리는 원인이 된다.
또한, 볼록부 비(E/B)는 최대폭 B 및 E, 최대 길이 A의 각 볼록부 정점을 이은 선을 그렸을 때에 얻을 수 있는 약(略) 타원 형상의 변형(歪) 정도를 측정하는 지표로서의 의미를 가진다. 볼록부 비가 너무 작은 경우, 오목부의 깊이가 감소함과 동시에, 그 횡단면 형상은 한없이 편평 십자형에 근사한 형상이 된다. 그 때문에, 섬유 간의 공극(空隙)률도 너무 높아져서 흡수시의 모세관 작용에 의한 액 확산성이 저하된다. 또한, 섬유의 털 넘김성도 나빠지기 때문에, 촉감과 소프트성이 저하된다. 또한, 빛의 불규칙반사도 손상되기 때문에 방투 효과도 큰폭으로 저하된다. 따라서, 볼록부 비는 0.6 이상이다.
한편, 볼록부 비가 너무 큰 경우, 섬유끼리의 요철이 감합했을 때에, 오목부가 완전히 폐색되는 부분이 많아지므로 공극률이 저하되지 않거나, 흡수 시 모세관 작용에 의한 확산성이 저하된다. 또한, 감합에 의해 오목부가 폐색되어 버림으로써, 벌키성도 저하되어 버려, 부푼 느낌을 얻을 수 없게 된다. 이것으로부터, 볼록부 비(E/B)는 0.9 이하이다. 볼록부 비(E/B)는 상술한 관점에서 0.6~0.9의 범위이다. 게다가 볼록부 비(E/B)는 그 밸런스의 관점에서 바람직하게는 0.6~0.8이며, 보다 바람직하게는 0.7~0.8이다.
본 발명에서, 볼록부 비는 위생 재료 제품의 촉감(감촉), 흡수 확산성 및 벌키성에 관련되는 것이고, 볼록부 비가 너무 높아지면, 섬유끼리의 감합에 의해 공극이 없어져, 흡수성과 벌키성이 손상되고, 반대로 볼록부 비가 너무 낮으면, 십자에 가까운 형상이 되어 소프트성이 저하되는 경향을 나타낸다.
본 발명에 이용되는 편평 다엽 단면 폴리에스테르계 섬유의 단섬유 섬도는 2.0 dtex 이하인 것이 바람직하다. 단섬유 섬도는 보다 바람직하게는 1.0~2.0 dtex이며, 더욱 바람직하게는 1.2~1.8 dtex이다. 단섬유 섬도가 2 dtex를 넘으면, 폴리에스테르 섬유 특유의 강성이 강해지기 때문에 촉감의 자극도 강해져, 소프트한 느낌이 손상되는 일이 있다. 또한, 섬유 간에 형성하는 공극이 너무 커지기 때문에, 웨트 와이퍼에서는 보액성이 나빠져, 사용 시에 부직포로부터 액체가 흘러내리는 경향이 있어, 기저귀의 표면재에서는 흡수층으로부터의 웨트 백성이 나빠진다. 또한, 단섬유 섬도가 1.0 dtex보다 가늘어지면, 커드 공정에서의 공정 통과성이 나빠져 생산성이 저하되는 경향이 있다.
또한, 편평 다엽 단면 폴리에스테르계 섬유의 섬유 길이는, 위생 재료용 부직포의 섬유 누락의 관점에서 30~64 mm인 것이 바람직하다. 섬유 길이는 더욱 바람직하게는 35~51 mm이다.
본 발명에 이용되는 편평 다엽 단면 폴리에스테르계 섬유의 제조 방법으로서는, 예를 들면, 편평 다엽 단면을 형성하는 특수 이형 구멍(特殊異型孔)으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.10~1.20g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도 280~300 ℃, 토출량(吐出量) 300~400 g/분, 냉각 풍속 50~100 m/분, 및 냉각 온도 10~30 ℃로 각각 설정해, 회수 속도 1100~1300 m/분으로 방사하여 미연신사(未延伸絲)를 얻는다. 계속해서, 얻어진 미연신사를 3.0~3.5배로 연신해, 권축수가 12~16산(山)/25 mm, 권축도가 12~18%의 권축을 부여 후, 섬유 표면에 친수화제를 0.2~0.4질량% 부여해 100~120 ℃의 온도에서 건조한다. 건조 후, 30~64 mm로 컷팅하고, 도 1에 나타내는 편평 다엽 단면 폴리에스테르 섬유를 얻을 수 있다.
다음으로, 본 발명의 위생 재료용 부직포의 바람직한 양태에 대해서는, 편평 다엽 단면 폴리에스테르계 섬유가 열융착 섬유로 접합하여 이루어지는 부직포이고, 올레핀계 부직포의 톱 시트로 덮여 있는 생리용 냅킨의 흡수 시트재로서 적용할 수 있다. 이러한 흡수 시트재는, 상기 편평 다엽 단면 폴리에스테르계 섬유를 이용하고 있으므로, 우수한 흡수력, 유연성 및 방투성을 가진다. 또한, 이 흡수 시트재에 사용되는 열융착 섬유는 단일 성분으로 이루어지는 열융착 섬유를 사용할 수도 있지만, 열처리에 의해 융착하지 않는 부분도 포함하는 2종류 이상의 수지 성분으로 이루어지는 사이드 바이 사이드형이나 심초형 등의 복합형 열성 융착 섬유를 사용함으로써, 융착하지 않는 부분의 섬유 강도가 유지되기 때문에 보다 바람직한 양태로 할 수 있다. 본 발명에서, 상기의 열융착 섬유가 바람직한 혼율은 부직포 질량에 대해서 5~20질량%이다.
열융착 섬유를 구성하는 수지 성분으로서는, 6나일론과 폴리에틸렌, 폴리프로필렌과 폴리에틸렌, 폴리프로필렌과 에틸렌-아세트산 비닐계 공중합체, 폴리에스테르와 폴리프로필렌, 폴리에스테르와 폴리에틸렌, 6나일론과 66나일론, 및 고밀도 폴리에스테르와 저밀도 폴리에스테르 등의 조합을 예시할 수 있다.
여기서 말하는 열융착 섬유로서는, 그 융점이 바람직하게는 110~160℃의 섬유를 들 수 있다.
또한, 본 발명의 위생 재료용 부직포는 편평 다엽 단면계 폴리에스테르 섬유와는 다른 섬유로서 셀룰로오스계 섬유를 함유시킬 수 있다. 셀룰로오스 유도체 섬유란, 삼, 코튼 및 실크 등의 천연 섬유, 비스코스 레이온, 큐프라 및 용제 방지 셀룰로오스 등의 재생 섬유, 및 아세테이트 등의 반합성 섬유 중, 적어도 1종류의 셀룰로오스계 섬유로부터 선택하여 선택된다. 그 중에서도, 취급성과 범용성의 관점에서, 비스코스 레이온이나 용제 방사 셀룰로오스 등의 재생 섬유가 바람직하게 이용된다. 본 발명에서, 셀룰로오스계 섬유를 사용하는 경우가 바람직한 혼율(混率)은, 부직포 질량에 대해서 5~20질량%이다.
다음으로, 본 발명의 위생 재료용 부직포의 제조 방법에 대해 설명한다.
상기 편평 다엽 단면 폴리에스테르계 섬유와 열융착 섬유나 셀룰로오스계 섬유를 오프너에 의해서 예비 개섬(予備開纖)과 혼면을 실시해, 커드로 섬유 웹화한다. 커드로 형성된 섬유 웹은, 다음으로 피드 라티스에 의해 스판레이스 공정으로 보내져 고압 수류 교락(水流交絡) 처리되어 시트상으로 가공된다. 스판레이스 가공 후의 부직포는, 컨베이어로 건조 공정으로 보내져 상기 열융착 섬유를 사용하고 있는 경우에는, 에어 스루에 의해서 열접착 섬유만 용융하는 온도에서 건조와 동시에 열처리가 실시되어 부직포가 얻어진다.
이와 같이 하여 제조되어 얻어진 부직포는 높은 흡수성과 확산성을 가지고, 우수한 벌키성이나 소프트한 촉감을 가지기 때문에, 본 발명의 목적으로 하는 흡수성 물품용 위생 재료용 부직포로서 최적이다.
이와 같이 하여 얻어진 부직포에서, 눈 크기(目付)는 바람직하게는 50 g/㎡ 이하이며, 보다 바람직하게는 20~50 g/㎡이며, 특히 바람직하게는 30~50 g/㎡이다. 눈 크기가 50 g/㎡보다 커지면, 경량성이 손상될 우려가 있다. 반대로, 눈 크기가 20 g/㎡보다 작아지면, 커드 웹을 안정하게 형성하는 것이 곤란해질 우려가 있다. 또한, 부직포의 두께로서는 2~10 mm(보다 바람직하게는 2~5 mm)의 범위 내인 것이, 흡수성, 방투성 및 웨트 백 방지를 양립시키는데 바람직한 양태이다.
즉, 이와 같이 제조된 위생 재료용 부직포로부터 얻을 수 있는 흡수성 물품용 시트재는, 우수한 흡수성을 가짐과 동시에 물이나 약액 등의 확산력이 높고, 더욱 우수한 벌키성, 유연성 및 방투성을 얻을 수 있으므로, 피부에 닿는 생리용품이나 종이 기저귀에 사용하는 위생 재료용 부직포로서 최적이다. 또한, 상기 용도 이외에도, 흡수성, 확산성, 벌키성, 방투성, 유연성의 각 기능이 요구되는 그 외의 위생 재료에 대해도, 유용이 가능해져, 그 공업적 가치는 매우 크다. 여기서 말하는 위생 재료 제품으로서는, 상술한 바와 같이, 생리용 냅킨의 흡수 시트재 등의 생리용품이나 기저귀 등을 들 수 있다.
실시예
다음으로, 실시예에 의해서 본 발명의 위생 재료용 부직포에 대해서 자세하게 설명하지만, 본 발명은 실시예로 한정되는 것은 아니다. 실시예 중에서의 각 물성값은, 다음의 방법에 의해 측정한 것이고, 측정 회수 5회에 대한 평균치를 취한 것이다.
<부직포의 두께(부품)의 시험 방법>
눈 크기가 40 g/㎡인 부직포를 5매 겹친 두께를, KATO TECH Co., Ltd. 제품의 KES-G5를 이용하여, 가압판 강하 속도를 50 sec/mm로 하고, 가압판 면적 2 c㎡의 표준 조건으로 반복해 5회의 압축 시험을 실시해, 압축하중 50 gf/c㎡에서의 두께를 산출했다(n=5의 평균치). 두께가 두꺼울수록, 벌키성이 높고, 투수성이 우수한 것을 나타낸다.
·2.0 mm 이상:○
·2.0 mm 미만:×
<부직포의 흡수성의 시험 방법>
눈 크기가 40 g/㎡인 부직포를 45°의 경사가 있는 아크릴판 제의 대에 실어 0.1 cc의 물방울을 적하하고 나서 물방울이 흐르는 거리를 측정했다. 거리가 짧을수록, 친수성이 우수한 것을 나타낸다.
·15 mm 이하:○
·16 mm이상:×
<부직포의 액 확산성의 시험 방법>
눈 크기가 40 g/㎡인 부직포를 100 mm×100 mm로 컷팅하고, 샬레 상에 중심부를 띄운 상태로 두고, 그 부직포 표면에 0.1 cc의 잉크를 적하시켜 10분 후의 확산 면적을 측정했다. 면적이 넓을수록, 확산성이 우수한 것을 나타낸다.
·380 m㎡ 이상:○
·380 m㎡ 미만:×
<부직포의 유연성의 시험 방법>
JIS L 1913(2010년) 6.7.5 핸들 오 메터(HANDLE-O-METER)법에 따라 측정했다. 눈 크기가 40 g/㎡의 부직포를 200 mm×200 mm의 시험편으로 컷팅한 것을 시료 대상으로 세팅하고, 시료 받침대 표면으로부터 8 mm까지 내리도록 조절한 블레이드를 하강시켜, 시험편을 압압(押壓) 했을 때의 저항력을 측정했다. 저항력이 높을수록, 부드러운 것을 나타낸다.
·180 mN 이상:○
·180 mN 미만:×
<부직포의 방투성(불투명도)의 시험 방법>
JIS L 1912(1997년) 6.16 부직포의 불투명도 시험 방법에 따라 측정했다. 눈 크기가 40 g/㎡의 부직포를 사용하여, 측광기를 이용해 흑색통으로 받친 1매의 부직포의 반사율과, 반사율이 변화되지 않도록 충분히 겹친 부직포 다발의 고유 반사율의 비를 백분율로 산출한다. 수치가 높을수록, 불투명도가 높은 것을 나타낸다.
·50% 이상:○
·50% 미만:×
<종합 평가>
이상의 각 물성값에 대한 종합 평가로서는, 부직포의 두께(부품), 흡수성, 액 확산성, 유연성 및 방투성(불투명도)의 모든 항목에 대해, 상기의 ○을 합격으로 하고, 하나라도 상기의 ×가 있는 것을 △로 하고, 모든 항목에서 ×의 것을 ×로 평가하고, △와 ×를 불합격으로 했다.
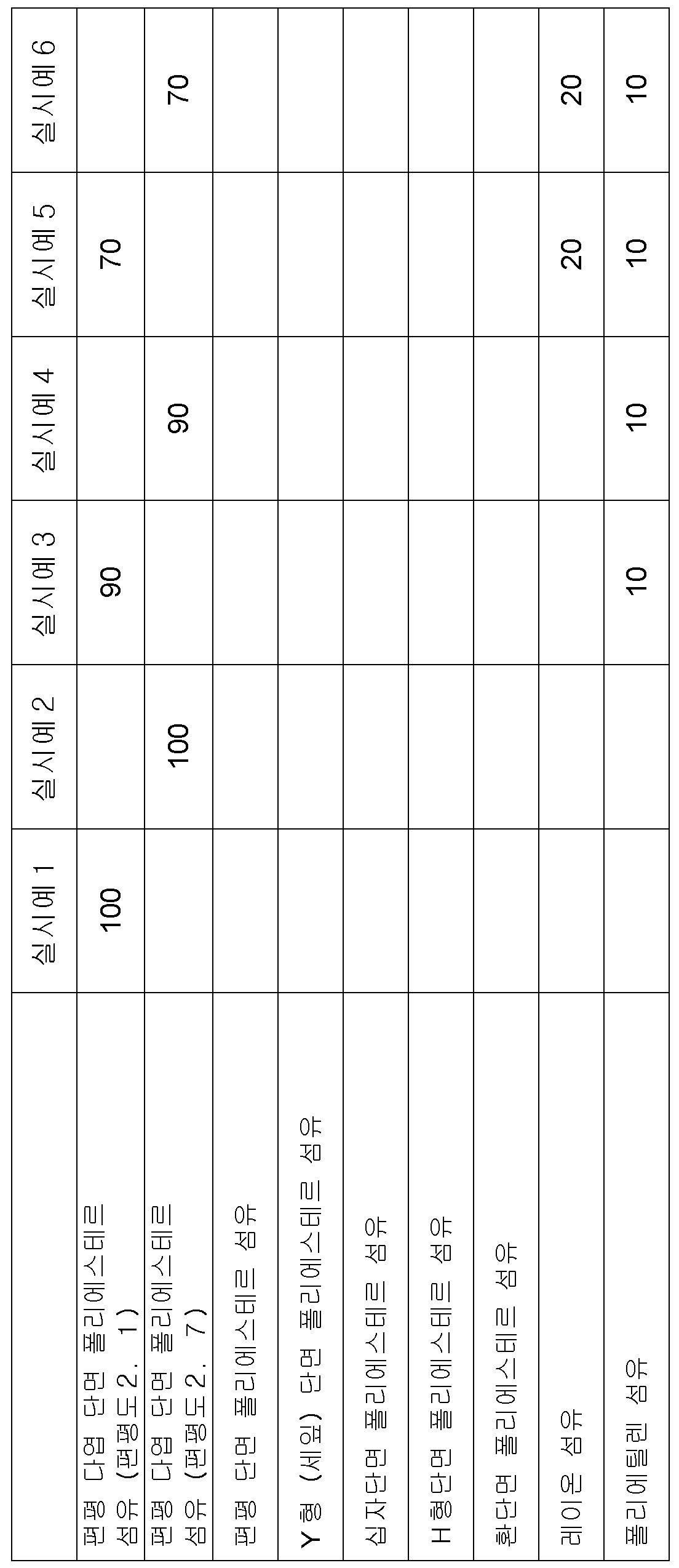
[실시예 1]
편평 다엽 단면을 형성하는 특수 이형 구멍으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.18g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도가 290 ℃, 토출량이 400 g/분, 냉각 풍속이 60 m/분, 및 냉각 온도를 25 ℃로 각각 조건을 설정해, 회수 속도 1200 m/분으로 방사하고 미연신사를 얻었다. 얻어진 미연신사를 3.3배로 연신해, 권축수가 13산/25 mm로, 권축도가 14%의 권축을 부여 후, 섬유 표면에 친수화제(친수성 폴리에스테르 성분을 포함하는 음이온계 계면활성제)를 0.3질량% 부여해 120 ℃의 온도에서 건조했다. 건조 후, 얻어진 사상(絲狀)을 51 mm로 컷팅하고, 편평도가 2.1, 이형도가 2.0, 볼록부 비가 0.6으로 횡단면 형상이 8개의 볼록부를 가지는 편평 다엽 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex)를 얻었다.
이와 같이 하여 얻어진 편평 다엽 단면 폴리에스테르 섬유 100질량%를, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 위생 재료용 부직포의 섬유 구성을 표 1에, 그리고 평가 결과를 표 2에 각각 나타낸다.
[실시예 2]
편평 다엽 단면을 형성하는 특수 이형 구멍으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.18g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도가 285 ℃, 토출량이 400 g/분, 냉각 풍속이 80 m/분, 및 냉각 온도를 20 ℃로 각각 설정해, 회수 속도 1200 m/분으로 방사하고 미연신사를 얻었다. 얻어진 미연신사를 3.3배로 연신해, 권축수가 13산/25 mm로, 권축도가 14%의 권축을 부여 후, 섬유 표면에 친수화제를 0.3질량% 부여해 120 ℃의 온도에서 건조한다. 건조 후, 얻어진 사상을 51 mm로 컷팅하고, 편평도가 2.7, 이형도가 4.0, 볼록부 비가 0.8로 횡단면 형상이 8개의 볼록부를 가지는 편평 다엽 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex)를 얻었다.
이와 같이 하여 얻어진 편평 다엽 단면 폴리에스테르 섬유 100질량%를, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 위생 재료용 부직포의 섬유 구성을 표 1에, 그리고 평가 결과를 표 2에 나타낸다.
[실시예 3]
편평 다엽 단면을 형성하는 특수 이형 구멍으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.18g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도가 290 ℃, 토출량이 400 g/분, 냉각풍이 60 m/분, 및 냉각 온도를 25 ℃로 각각 조건을 설정하고, 회수 속도 1200 m/분으로 방사하여 미연신사를 얻었다. 얻어진 미연신사를 3.3배로 연신하고, 권축수가 13산/25 mm로, 권축도가 14%의 권축을 부여 후, 섬유 표면에 친수화제를 0.3질량% 부여해 120 ℃의 온도에서 건조했다. 건조 후, 얻어진 사상을 51 mm로 컷팅하고, 편평도가 2.1, 이형도가 2.0, 볼록부 비가 0.6으로 횡단면 형상이 8개의 볼록부를 가지는 편평 다엽 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex)를 얻었다.
이와 같이 하여 얻어진 편평 다엽 단면 폴리에스테르 섬유 90질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 위생 재료용 부직포의 섬유 구성을 표 1에, 그리고 평가 결과를 표 2에 각각 나타낸다.
[실시예 4]
편평 다엽 단면을 형성하는 특수 이형 구멍으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.18g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도가 285 ℃, 토출량이 400 g/분, 냉각풍이 80 m/분, 및 냉각 온도를 20 ℃로 각각 설정하고, 회수 속도 1200 m/분으로 방사하고 미연신사를 얻었다. 얻어진 미연신사를 3.3배로 연신해, 권축수가 13산/25 mm로, 권축도가 14%의 권축을 부여 후, 섬유 표면에 친수화제를 0.3질량% 부여해 120 ℃의 온도에서 건조한다. 건조 후, 얻어진 사상을 51 mm로 컷팅하고, 편평도가 2.7, 이형도가 4.0, 볼록부 비가 0.8로 횡단면 형상이 8개의 볼록부를 가지는 편평 다엽 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex)를 얻었다.
이와 같이 하여 얻어진 편평 다엽 단면 폴리에스테르 섬유 90질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 위생 재료용 부직포의 섬유 구성을 표 1에, 그리고 평가 결과를 표 2에 각각 나타낸다.
[실시예 5]
편평 다엽 단면을 형성하는 특수 이형 구멍으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.18g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도가 290 ℃, 토출량이 400 g/분, 냉각 풍속이 60 m/분, 및 냉각 온도를 25 ℃로 각각 조건을 설정해, 회수 속도 1200 m/분으로 방사하고 미연신사를 얻었다. 얻어진 미연신사를 3.3배로 연신해, 권축수가 13산/25 mm로, 권축도가 14%의 권축을 부여 후, 섬유 표면에 친수화제를 0.3질량% 부여해 120 ℃의 온도에서 건조했다. 건조 후, 얻어진 사상을 51 mm로 컷팅하고, 편평도가 2.1, 이형도가 2.0, 볼록부 비가 0.6으로 횡단면 형상이 8개의 볼록부를 가지는 편평 다엽 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex)를 얻었다.
이와 같이 하여 얻어진 편평 다엽 단면 폴리에스테르 섬유 70질량%과 레이온 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 위생 재료용 부직포의 섬유 구성을 표 1에, 그리고 평가 결과를 표 2에 각각 나타낸다.
[실시예 6]
편평 다엽 단면을 형성하는 특수 이형 구멍으로 이루어지는 노즐판을 이용해 용융 폴리머 밀도가 1.18g/cc가 되는 폴리에틸렌 테레프탈레이트를, 방사 온도가 285 ℃, 토출량이 400 g/분, 냉각 풍속 방사 온도가 80 m/분, 및 냉각 온도를 20 ℃로 각각 설정해, 회수 속도 1200 m/분으로 방사하고 미연신사를 얻었다. 얻어진 미연신사를 3.3배로 연신해, 권축수가 13산/25 mm로, 권축도가 14%의 권축을 부여 후, 섬유 표면에 친수화제를 0.3질량% 부여해 120 ℃의 온도에서 건조한다. 건조 후, 얻어진 사상을 51 mm로 컷팅하고, 편평도가 2.7, 이형도가 4.0, 볼록부 비가 0.8로 횡단면 형상이 8개의 볼록부를 가지는 편평 다엽 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex)를 얻었다.
이와 같이 하여 얻어진 편평 다엽 단면 폴리에스테르 섬유 70질량%과 레이온 섬유(단섬유 섬도 1.7 dtex, 섬유 길이 51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:이 0.1mmφ, 0.6 mm가 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 위생 재료용 부직포의 섬유 구성을 표 1에, 그리고 평가 결과를 표 2에 각각 나타낸다.

[비교예 1]
편평도가 2.5이며, 이형도가 0인 편평 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 70질량%과 레이온 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡인 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡이며, 속도가 1 m/분이며, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 부직포의 섬유 구성을 표 3에, 그리고 평가 결과를 표 4에 각각 나타낸다.
[비교예 2]
편평도가 1.0이며, 이형도가 1.0인 Y형 단면에서 3개의 볼록부를 가지는 폴리에스테르 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 70질량%과 레이온 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡, 속도가 1 m/분, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 부직포의 섬유 구성을 표 3에, 그리고 평가 결과를 표 4에 각각 나타낸다.
[비교예 3]
편평도가 1.0이며, 이형도가 3.0인 4개의 볼록부를 가지는 십자 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 70질량%과 레이온 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡, 속도가 1 m/분, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 부직포의 섬유 구성을 표 3에, 그리고 평가 결과를 표 4에 각각 나타낸다.
[비교예 4]
편평도가 1.0이며, 이형도가 2.3인 4개의 볼록부를 가지는 H단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 70질량%과 레이온 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡, 속도가 1 m/분, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 부직포의 섬유 구성을 표 3에, 그리고 평가 결과를 표 4에 각각 나타낸다.
[비교예 5]
편평도가 1.0의 환(丸) 단면 폴리에스테르 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 70질량%과 레이온 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 20질량%과 폴리에틸렌 섬유(단섬유 섬도:1.7 dtex, 섬유 길이:51 mm) 10질량%를 균일하게 혼면한 후, 눈 크기가 50 g/c㎡의 커드 섬유 웹을 상법에 의해 제작하고, 워터젯의 수압이 50 kg/c㎡, 속도가 1 m/분, 노즐 형상:0.1mmφ, 0.6 mm 피치, 834 홀, 500 mm가 되는 폭으로 양면 가공에 의해 시트를 제작한 후, 에어 스루로 150 ℃의 온도로 열처리를 실시해, 눈 크기가 40 g/㎡의 부직포를 얻었다. 얻어진 부직포의 섬유 구성을 표 3에, 그리고 평가 결과를 표 4에 각각 나타낸다.


실시예 1~6이 나타내는 바와 같이, 섬유 구성이 섬유 횡단면의 원주 상에 8개의 볼록부를 가지는 편평 단면 폴리에스테르계 섬유로 이루어지는 부직포는, 흡수성과 확산 능력이 높기 때문에 물이나 약액 등이 순간에 흡수되기 쉽고, 부직포의 불투명도도 높기 때문에 흡수한 액체도 눈에 띄기 어렵고, 부피가 크고 부드러운 촉감이므로, 촉감도 양호하고, 전 항목에 대해 고수준의 결과이며, 위생 재료용 부직포로서 적합했다.
한편, 비교예 1에서 나타내는 바와 같이, 이형도가 낮은 편평 단면 폴리에스테르계 섬유로 이루어지는 부직포에서는, 부피가 크고 부드러운 촉감인 것의 흡수시의 확산 면적이 작으므로, 표면재를 통해 피부면으로 돌아오는, 이른바 웨트 백이라고 하는 지극히 불쾌감을 수반하는 원인이 되는 부직포였다.
또한, 비교예 2~5에서 나타내는 바와 같이, 편평도가 낮은 그 외의 이형 단면 폴리에스테르계 섬유로 이루어지는 부직포는 액 확산성뿐만 아니라, 부직포의 부드러움이나 벌키성도 손상되기 때문에, 촉감은 단단하고 감촉도 현저하게 나빠지는 부직포였다.
A:섬유의 횡단면의 최대 길이.
B:섬유의 횡단면의 최대폭.
C:섬유의 횡단면의 최대 요철부에서 서로 이웃이 되는 볼록부의 정점 간을 이은 선의 길이.
D:볼록부 간의 선 C로부터 오목부의 저점으로 내린 수선의 길이.
E:횡단면 최대폭 B를 제외하고 최장이 되는 폭.
B:섬유의 횡단면의 최대폭.
C:섬유의 횡단면의 최대 요철부에서 서로 이웃이 되는 볼록부의 정점 간을 이은 선의 길이.
D:볼록부 간의 선 C로부터 오목부의 저점으로 내린 수선의 길이.
E:횡단면 최대폭 B를 제외하고 최장이 되는 폭.
Claims (7)
- 섬유 횡단면의 원주 상에 6개 이상의 볼록부를 가지는 편평 다엽 단면 폴리에스테르계 섬유를 포함하는 부직포로, 상기 편평 다엽 단면 폴리에스테르계 섬유가, 하기 (1)~(3)의 요건을 동시에 만족하는 것을 특징으로 하는 위생 재료용 부직포.
·편평도(A/B)=2.0~3.0 …(1)
·이형도(C/D)=1.0~5.0 …(2)
·볼록부 비(E/B)=0.6~0.9 …(3)
다만,
A:섬유의 횡단면의 최대 길이를 A,
B:섬유의 횡단면의 최대폭을 B,
C:섬유의 횡단면의 최대 요철부에서 서로 이웃이 되는 볼록부의 정점 간을 이은 선의 길이를 C,
D:볼록부 간의 선 C로부터 오목부의 저점으로 내린 수선의 길이를 D,
E:횡단면 최대폭 B를 제외하고 최장이 되는 길이를 E로 함.
- 제1항에 있어서,
편평 다엽 단면 폴리에스테르계 섬유의 단섬유 섬도가 2.0 dtex 이하인 것을 특징으로 하는 위생 재료용 부직포.
- 제1항 또는 제2항에 있어서,
편평 다엽 단면 폴리에스테르계 섬유의 섬유 길이가 3 mm~64 mm의 범위 내인 것을 특징으로 하는 위생 재료용 부직포.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
편평 다엽 단면 폴리에스테르계 섬유가 열융착 섬유로 접합되어 이루어지는 것을 특징으로 하는 위생 재료용 부직포.
- 제1항 내지 제4항 중 어느 한 항에 기재된 위생 재료용 부직포를 이용하여 이루어지는 위생 재료 제품.
- 제1항 내지 제4항 중 어느 한 항에 기재된 위생 재료용 부직포의 표면이 올레핀계 부직포로 덮여 있는 것을 특징으로 하는 위생 재료 제품.
- 제6항 또는 제7항에 있어서,
생리용 냅킨의 흡수 시트재인 위생 재료 제품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014167409 | 2014-08-20 | ||
| JPJP-P-2014-167409 | 2014-08-20 | ||
| PCT/JP2015/059371 WO2016027493A1 (ja) | 2014-08-20 | 2015-03-26 | 衛生材料用不織布および衛生材料製品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170044064A true KR20170044064A (ko) | 2017-04-24 |
| KR102263901B1 KR102263901B1 (ko) | 2021-06-11 |
Family
ID=55350450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167036902A KR102263901B1 (ko) | 2014-08-20 | 2015-03-26 | 위생 재료용 부직포 및 위생 재료 제품 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170275792A1 (ko) |
| EP (1) | EP3184681B1 (ko) |
| JP (1) | JP6519467B2 (ko) |
| KR (1) | KR102263901B1 (ko) |
| CN (1) | CN106661790B (ko) |
| WO (1) | WO2016027493A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3305957B1 (en) | 2015-05-29 | 2021-01-06 | Kuraray Co., Ltd. | Fiber sheet |
| JP7055068B2 (ja) * | 2018-06-12 | 2022-04-15 | 花王株式会社 | ワイピングシート |
| USD902394S1 (en) * | 2018-07-02 | 2020-11-17 | The Procter & Gamble Company | Sanitary napkin |
| TWI760850B (zh) * | 2019-09-20 | 2022-04-11 | 日商旭化成股份有限公司 | 不織布 |
| US20220296439A1 (en) * | 2019-12-04 | 2022-09-22 | Toray Industries, Inc. | Absorbent body and sanitary material product |
| CN115003872B (zh) * | 2020-01-29 | 2023-07-04 | 东丽株式会社 | 层叠无纺布及卫生材料 |
| CN115427621A (zh) * | 2020-04-22 | 2022-12-02 | 花王株式会社 | 卫生用无纺布及具备其的卫生用品及吸收性物品、以及卫生用无纺布的制造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000345456A (ja) | 1999-06-04 | 2000-12-12 | Kuraray Co Ltd | 多葉型ポリオレフィン系複合繊維からなる表面材 |
| JP2003319970A (ja) | 2002-04-30 | 2003-11-11 | Asahi Kasei Corp | 使い捨て衛生材料 |
| JP2012197546A (ja) | 2011-03-08 | 2012-10-18 | Teijin Fibers Ltd | 不織布および吸収性物品用シート材 |
| KR20150120964A (ko) * | 2013-02-26 | 2015-10-28 | 도레이 카부시키가이샤 | 부직포 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4798603A (en) * | 1987-10-16 | 1989-01-17 | Kimberly-Clark Corporation | Absorbent article having a hydrophobic transport layer |
| JP2653696B2 (ja) * | 1989-03-08 | 1997-09-17 | 株式会社クラレ | 良好な吸水性と風合を有するポリエステル繊維 |
| JP2678053B2 (ja) * | 1989-03-22 | 1997-11-17 | 株式会社クラレ | 吸水性不織布 |
| JP2775995B2 (ja) * | 1990-05-21 | 1998-07-16 | 東レ株式会社 | 異形断面ポリエステル繊維 |
| JPH04136217A (ja) * | 1990-09-21 | 1992-05-11 | Toray Ind Inc | 楕円状凹凸断面ポリエステル繊維 |
| US5626961A (en) * | 1995-06-30 | 1997-05-06 | E. I. Du Pont De Nemours And Company | Polyester filaments and tows |
| US5972361A (en) * | 1996-10-25 | 1999-10-26 | The Procter & Gamble Company | Cleansing products |
| JP3664284B2 (ja) * | 1996-11-18 | 2005-06-22 | 株式会社クラレ | 立毛布帛 |
| US5834119A (en) * | 1997-01-03 | 1998-11-10 | E. I. Du Pont De Nemours And Company | Filament cross-sections |
| CN100564641C (zh) * | 2002-12-20 | 2009-12-02 | 宝洁公司 | 簇状的层压纤维网 |
| JP2005350777A (ja) * | 2003-05-22 | 2005-12-22 | Toray Ind Inc | ポリエステル繊維 |
| US8513146B2 (en) * | 2005-09-29 | 2013-08-20 | Invista North America S.ár.l. | Scalloped oval bicomponent fibers with good wicking, and high uniformity spun yarns comprising such fibers |
| TWI613338B (zh) * | 2012-08-02 | 2018-02-01 | 東麗股份有限公司 | 使用扁平多葉形斷面纖維之織物、及使用其之縫製品 |
| US9284663B2 (en) * | 2013-01-22 | 2016-03-15 | Allasso Industries, Inc. | Articles containing woven or non-woven ultra-high surface area macro polymeric fibers |
| CN105051275B (zh) * | 2013-03-27 | 2018-02-13 | 东丽株式会社 | 纺纱及编织物 |
| JP2015067916A (ja) * | 2013-09-30 | 2015-04-13 | 東レ株式会社 | 不織布 |
-
2015
- 2015-03-26 KR KR1020167036902A patent/KR102263901B1/ko active IP Right Grant
- 2015-03-26 WO PCT/JP2015/059371 patent/WO2016027493A1/ja active Application Filing
- 2015-03-26 EP EP15834441.6A patent/EP3184681B1/en active Active
- 2015-03-26 CN CN201580044034.3A patent/CN106661790B/zh active Active
- 2015-03-26 JP JP2015517509A patent/JP6519467B2/ja active Active
- 2015-03-26 US US15/504,850 patent/US20170275792A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000345456A (ja) | 1999-06-04 | 2000-12-12 | Kuraray Co Ltd | 多葉型ポリオレフィン系複合繊維からなる表面材 |
| JP2003319970A (ja) | 2002-04-30 | 2003-11-11 | Asahi Kasei Corp | 使い捨て衛生材料 |
| JP2012197546A (ja) | 2011-03-08 | 2012-10-18 | Teijin Fibers Ltd | 不織布および吸収性物品用シート材 |
| KR20150120964A (ko) * | 2013-02-26 | 2015-10-28 | 도레이 카부시키가이샤 | 부직포 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016027493A1 (ja) | 2016-02-25 |
| JPWO2016027493A1 (ja) | 2017-06-29 |
| EP3184681B1 (en) | 2019-08-14 |
| CN106661790B (zh) | 2019-05-28 |
| EP3184681A1 (en) | 2017-06-28 |
| US20170275792A1 (en) | 2017-09-28 |
| JP6519467B2 (ja) | 2019-05-29 |
| CN106661790A (zh) | 2017-05-10 |
| KR102263901B1 (ko) | 2021-06-11 |
| EP3184681A4 (en) | 2018-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11752046B2 (en) | Absorbent article with dual core | |
| KR20170044064A (ko) | 위생 재료용 부직포 및 위생 재료 제품 | |
| EP3338748B1 (en) | Absorbent article | |
| KR101445951B1 (ko) | 유체 취급 구역을 포함하는 흡수용품 | |
| JP4023996B2 (ja) | 吸収性物品の表面シート | |
| JP6714982B2 (ja) | 嵩高性複合長繊維不織布 | |
| KR20090023343A (ko) | 부직포 | |
| KR20090023338A (ko) | 부직포 | |
| KR20090023339A (ko) | 부직포 | |
| JP2006510466A (ja) | タフト付きラミネートウェブ | |
| CN110637117B (zh) | 无纺布 | |
| JP4605653B2 (ja) | 表面材およびそれを用いた吸収性物品 | |
| JP4324982B2 (ja) | 複合化不織布及びそれを用いた吸収性物品 | |
| JPH0288058A (ja) | 衛生用品の表面材 | |
| JP2020007697A (ja) | 親水性嵩高不織布 | |
| JP4103269B2 (ja) | 延伸不織布及びそれを用いた成形品 | |
| WO2012046694A1 (ja) | 積層不織布とその製品 | |
| JP2017221274A (ja) | 吸収体 | |
| JP2017153901A (ja) | 吸収体及び衛生用品 | |
| RU2690286C2 (ru) | Нетканый материал и способ его формирования | |
| RU2789046C1 (ru) | Нетканый материал для впитывающего изделия и впитывающее изделие, содержащее нетканый материал | |
| JP3880889B2 (ja) | ネット状形状保持体、その製法及びその用途 | |
| WO2020145308A1 (ja) | 開孔不織布及びその製造方法 | |
| JP7093869B1 (ja) | 吸収性物品 | |
| WO2021172475A1 (ja) | 吸収性物品用不織布及びこれを備える吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |