KR20160148665A - 로봇의 제어 장치 - Google Patents
로봇의 제어 장치 Download PDFInfo
- Publication number
- KR20160148665A KR20160148665A KR1020167033371A KR20167033371A KR20160148665A KR 20160148665 A KR20160148665 A KR 20160148665A KR 1020167033371 A KR1020167033371 A KR 1020167033371A KR 20167033371 A KR20167033371 A KR 20167033371A KR 20160148665 A KR20160148665 A KR 20160148665A
- Authority
- KR
- South Korea
- Prior art keywords
- angle
- robot
- motor
- joint
- command
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1628—Programme controls characterised by the control loop
- B25J9/1633—Programme controls characterised by the control loop compliant, force, torque control, e.g. combined with position control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J13/00—Controls for manipulators
- B25J13/08—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices
- B25J13/088—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices with position, velocity or acceleration sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/02—Programme-controlled manipulators characterised by movement of the arms, e.g. cartesian coordinate type
- B25J9/04—Programme-controlled manipulators characterised by movement of the arms, e.g. cartesian coordinate type by rotating at least one arm, excluding the head movement itself, e.g. cylindrical coordinate type or polar coordinate type
- B25J9/041—Cylindrical coordinate type
- B25J9/042—Cylindrical coordinate type comprising an articulated arm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/10—Programme-controlled manipulators characterised by positioning means for manipulator elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/10—Programme-controlled manipulators characterised by positioning means for manipulator elements
- B25J9/106—Programme-controlled manipulators characterised by positioning means for manipulator elements with articulated links
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1628—Programme controls characterised by the control loop
- B25J9/1638—Programme controls characterised by the control loop compensation for arm bending/inertia, pay load weight/inertia
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1628—Programme controls characterised by the control loop
- B25J9/1641—Programme controls characterised by the control loop compensation for backlash, friction, compliance, elasticity in the joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1674—Programme controls characterised by safety, monitoring, diagnostic
- B25J9/1676—Avoiding collision or forbidden zones
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41443—Position reference ffw for compensation of position
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Human Computer Interaction (AREA)
- Manipulator (AREA)
Abstract
로봇(R)의 제어 장치(10)는 모터(M)에 의하여 구동되는 로봇(10)의 관절(J)의 각도를 제어한다. 제어 장치(10)는, 관절 각도 명령값을 산출하는 관절 각도 명령 산출부(11)와, 관절 축에 발생하는 축력 토크를 산출하는 축력 토크 계산부(12)와, 축력 토크 및 관절의 스프링 상수로부터 산출되는 관절의 휨량을 관절 각도 명령값에 가산하여 모터 명령 각도를 산출하는 탄성 변형 보상부(13)와, 로봇(R)이 외부의 구조물과 접촉한 때의 모터(M)의 각도를 검출하는 정지 위치 검출부(15)와, 정지 위치 검출부(15)가 모터(M)의 각도를 출력한 때, 관절 각도 명령값 대신, 정지 위치 검출부(15)에서 검출한 모터(M)의 각도를 출력하는 명령 각도 전환부(16)를 구비한다.
Description
본 발명은 로봇의 제어 장치에 관한 것이다.
관절 각도의 변화에 따라 자세가 결정되는 로봇의 일례로서 산업용 로봇이 있다. 예를 들어 산업용 로봇의 1종인 용접 로봇을 사용한 용접 동작에는, 용접하는 워크 위치를 센싱하는 터치 센싱이라 칭해지는 동작이 있다. 터치 센싱이란, 용접 토치에 전압을 인가한 상태에서 용접 로봇을 움직여, 용접 토치의 용접 와이어가 워크에 접촉한 위치(즉, 워크와 용접 와이어 사이의 통전을 검지한 위치)를 워크 위치로서 검출하는 센싱 동작이다.
이 터치 센싱에 있어서, 통상은 워크에의 접촉을 검지한 때의 로봇의 자세(즉, 로봇의 각 관절의 모터 각도)를 기초로 하여 워크의 위치가 검출된다. 그러나 워크의 접촉을 검지한 때부터 로봇의 자세 정보를 취득할 때까지 지연이 발생한다. 그 때문에, 용접 와이어를 고속으로 이동시켜 워크에 접촉시키면 이 지연 시간 동안에도 용접 와이어가 크게 이동해 버려, 실제의 워크 위치로부터 어긋난 위치를 워크의 위치로서 검출해 버린다.
따라서 용접 와이어를 워크에 접근시킬 때는, 당해 용접 와이어가 저속으로 이동하도록 용접 로봇을 저속으로 동작시킨다. 그러나 용접 로봇을 저속으로 동작시키면 센싱에 시간이 걸린다는 등의 다른 문제가 발생한다.
이들 문제를 해결하는 방법으로서, 특허문헌 1은 자동 용접 장치의 워크 검출 방법을 개시하고, 특허문헌 2는 용접 로봇의 와이어 터치 센싱 방법을 개시하고 있다.
특허문헌 1에 개시된 워크 검출 방법은, 소모 전극식 용접 토치에 용접 전압과 센싱 전압을 선택적으로 인가하고, 센싱 전압의 인가 시에 상기 용접 토치로부터 돌출한 소모 전극과 워크의 통전 상태를 검출하는 통전 검출 수단을 갖는 자동 용접 장치의 워크 검출 방법이며, 상기 용접 토치에 센싱 전압을 인가하고 상기 용접 토치를 고속으로 상기 워크에 접근시켜, 상기 통전 검출 수단으로부터의 통전 검출 출력에 따라 상기 용접 토치의 동작을 정지시키고, 계속해서 그 통전 검출 출력에 따라 상기 용접 토치를 저속으로 이반시켜, 상기 워크로부터의 상기 소모 전극의 이반을 상기 통전 검출 수단으로 검출하고, 상기 통전 검출 수단으로부터의 이반 검출 출력을 상기 자동 용접 장치의 제어 신호로서 이용하는 것을 특징으로 하는 것이다.
또한 특허문헌 2에 개시된 와이어 터치 센싱 방법은, 전압을 인가한 용접 와이어를 이동시켜, 해당 와이어의 단락 신호를 검지한 때, 와이어를 저속으로 역방향으로 이동시켜, 단락 해소 신호를 검지한 위치를 피용접체의 실존 위치로 판정하는 것을 특징으로 하는 것이다.
이들 특허문헌에 개시된 기술에서는, 용접 토치에 전압을 인가한 상태에서 용접 와이어를 워크에 접촉시키고, 워크와의 접촉을 검지한 후에 로봇을 정지시킨다. 그리고 용접 와이어를 워크로부터 이반시키도록 저속으로 이동시켜, 용접 와이어와 워크 사이가 비통전 상태로 된 때의 로봇 자세에 기초하여 워크의 위치를 검출한다.
이 방법이면, 용접 와이어를 고속으로 워크에 접근시킨 후에 한번 정지시키고, 그 후의 이반 동작 시에 워크의 위치를 검출할 수 있기 때문에, 센싱 시간도 짧고 고정밀도로 워크 위치를 검출할 수 있다고 되어 있다.
따라서 특허문헌 3은, 고속으로 워크에 접근시킨 용접 와이어를 정지시키는 기술의 일례로서 산업용 기계의 가감속 방법을 개시하고 있다.
특허문헌 3에 개시된 가감속 방법은, 설치 장소와의 관계가 제1 스프링 진동계에 근사되는 기대와, 해당 기대 상에 고정된 액추에이터의 동작에 의하여 발생하는 힘을 받아 상기 기대 상을 이동하고, 상기 기대와의 관계가 제2 스프링 진동계에 근사되는 이동 수단을 갖는 제어 대상을 구비하는 산업용 기계에 있어서의 상기 이동 수단의 가감속을 제어하기 위한 산업용 기계의 가감속 방법이며, 상기 이동 수단을 일정한 가속도로 가감속시키고자 하는 경우에, 가속 시간 및 감속 시간이 상기 기대 및 상기 액추에이터의 질량의 합계와 상기 제1 스프링 진동계의 스프링 상수에 기초하여 결정되는 상기 기대의 고유 진동 주기의 정수배의 시간과 같아지는 속도 명령을 생성하고, 상기 속도 명령에 기초하여 상기 이동 수단이 이동하는 동작 명령을 상기 액추에이터에 출력하는 것을 특징으로 하는 것이다.
고유 진동 주기에 기초한 상술한 가감속 방법에 의한 감속 궤적을 생성함으로써, 산업용 기계를 진동 없이 정지시킬 수 있다고 되어 있다.
그러나 특허문헌 1, 2에 개시된 바와 같이, 용접 와이어가 워크와 접촉한 때 로봇을 단순히 급정지시키면, 용접 토치 및 용접 와이어뿐만 아니라 로봇 전체에 진동이 발생해 버린다. 이 점은 현장의 실적으로서 밝혀져 있다. 로봇이 진동한 상태 그대로 용접 와이어를 워크로부터 이반시키면, 올바른 워크의 위치를 검출할 수 없다. 그 때문에, 로봇에 진동이 발생한 경우, 로봇의 진동이 진정될 때까지 용접 와이어의 워크로부터의 이반을 대기해야 한다. 따라서 센싱에 필요한 시간은 길어져 버린다.
여기서, 상기 문제를 해결하는 방법으로서, 로봇을 진동 없이 정지시킨다고 하는 특허문헌 3에 개시된 기술을 이용하는 것이 고려된다. 그러나 특허문헌 3의 기술은, 로봇을 정지시키는 위치가 미리 정해져 있는 경우에 적용 가능한 기술이다. 즉, 정지 위치가 미리 정해져 있는 경우에는, 그 정지 위치를 향하여 감속 궤적을 생성할 수 있지만, 정지 위치가 워크 접촉 시에 결정되는 와이어 터치 센싱 동작과 같이, 정지 위치가 미리 정해져 있지 않은 경우에는 감속 궤적을 생성할 수 없다.
또한 용접 로봇과 같은 복수의 관절을 갖는 기기는, 각 관절에서 발생하는 진동이 다른 관절에도 전파되어 매우 복잡한 진동으로 되어, 단순히 고유 진동 주기를 고려한 것만으로는 진동을 억제할 수 없다. 따라서 특허문헌 3에 개시된 기술을 와이어 터치 센싱 동작에 적용하더라도, 로봇의 정지 시에 발생하는 진동을 억제할 수 없다.
본 발명은 상술한 문제점을 감안하여 이루어진 것이며, 로봇의 정지 동작에 있어서, 로봇의 진동을 억제하면서 신속히 원하는 위치에 정지시킬 수 있는 로봇의 제어 장치를 제공하는 것을 목적으로 한다.
상기 과제를 해결하기 위하여, 본 발명에 관한 로봇의 제어 장치는 이하의 기술적 수단을 강구하고 있다. 즉, 본 발명에 관한 로봇의 제어 장치는, 모터에 의하여 구동되는 로봇의 관절의 각도를 제어하는 제어 장치이며, 상기 로봇에 원하는 동작을 시키기 위하여, 상기 관절의 각도를 지시하는 제1 각도 명령을 산출하여 출력하는 관절 각도 명령 산출부와, 상기 제1 각도 명령을 수취하면, 수취한 상기 제1 각도 명령에 따라 동작하는 상기 로봇의 관절 축에 발생하는 제1 축력 토크를 상기 로봇의 동역학 모델에 기초하여 산출하는 축력 토크 계산부와, 상기 제1 축력 토크, 및 상기 로봇의 관절의 강성을 나타내는 스프링 상수로부터 산출되는 당해 관절의 휨량을, 상기 축력 토크 계산부가 수취한 상기 제1 각도 명령이 지시하는 관절의 각도에 가산하여, 상기 모터의 회전 각도를 지시하는 모터 명령 각도를 산출하여 출력하는 탄성 변형 보상부와, 상기 로봇이 외부의 구조물과 접촉한 때의 상기 모터의 각도를 모터 검출 각도로서 검출하여 출력하는 정지 위치 검출부와, 상기 정지 위치 검출부가 상기 모터의 각도를 출력한 때, 상기 관절 각도 명령 산출부로부터 출력된 상기 제1 각도 명령 대신, 상기 정지 위치 검출부에서 검출한 상기 모터의 각도를, 상기 관절의 각도를 지시하는 제2 각도 명령으로서 출력하는 명령 각도 전환부를 구비하는 것을 특징으로 한다.
여기서, 상기 축력 토크 계산부가 상기 제2 각도 명령을 수취하면, 수취한 상기 제2 각도 명령에 따라 동작하는 상기 로봇의 관절 축에 발생하는 제2 축력 토크를 상기 로봇의 동역학 모델에 기초하여 산출하고, 상기 탄성 변형 보상부가 상기 제2 축력 토크 및 상기 관절의 휨량을, 상기 축력 토크 계산부가 수취한 상기 제2 각도 명령이 지시하는 관절의 각도에 가산하여 모터 명령 각도를 산출하면 된다.
또한 상기 축력 토크 계산부로부터 출력되는 상기 제1 축력 토크 또는 상기 제2 축력 토크와 상기 관절의 강성을 나타내는 스프링 상수로부터 산출되는 상기 관절의 휨량을 상기 모터 검출 각도로부터 감산하여 보정 후 모터 검출 각도를 산출하는 역탄성 변형 보상부를 구비하고, 상기 정지 위치 검출부가 상기 모터 검출 각도 대신 상기 보정 후 모터 검출 각도를 검출하여 출력하면 된다.
게다가 상기 제1 각도 명령을 수취하면, 상기 제1 각도 명령대로 상기 관절이 동작할 때 상기 모터에 발생하는 FF 토크를 상기 로봇과 모터의 동역학 모델에 기초하여 산출하는 FF 토크 계산부와, 출력된 상기 모터 명령 각도에 따라, 상기 모터에 발생시키는 토크를 지시하는 토크 명령을 출력하는 위치 속도 제어부와, 상기 위치 속도 제어부로부터 출력된 토크 명령에 상기 FF 토크를 가산한 명령값에 따라 상기 모터를 제어하는 토크 제어부를 구비하면 된다.
본 발명에 관한 로봇의 제어 장치를 사용함으로써, 로봇의 정지 동작에 있어서, 로봇의 진동을 억제하면서 신속히 원하는 위치에 정지시킬 수 있다.
도 1은 본 발명의 실시 형태에 의한 다관절 로봇인 용접 로봇 전체의 개략 구성을 도시하는 개략도이다.
도 2는 본 발명의 실시 형태에 의한 제어 장치의 개략 구성을 도시하는 블록도이다.
도 3은 본 발명의 제1 실시 형태에 의한 상위 컨트롤러의 개략 구성을 도시하는 블록도이다.
도 4는 본 실시 형태에 의한 로봇의 관절에 존재하는 휨 요소(탄성 변형 요소)를 모식적으로 도시하는 설명도이다.
도 5는 본 실시 형태에 의한 서보 앰프의 개략 구성을 도시하는 블록도이다.
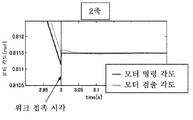
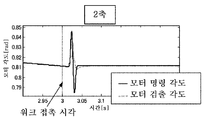
도 6a는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 모터 거동을 나타내는 그래프이다.
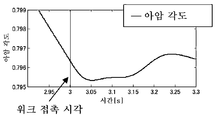
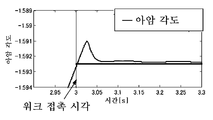
도 6b는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 아암 거동을 나타내는 그래프이다.
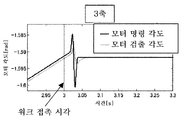
도 6c는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 모터 거동을 나타내는 그래프이다.
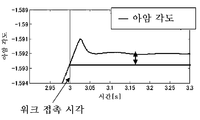
도 6d는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 아암 거동을 나타내는 그래프이다.
도 7a는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 모터 거동을 나타내는 그래프이다.
도 7b는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 아암 거동을 나타내는 그래프이다.
도 7c는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 모터 거동을 나타내는 그래프이다.
도 7d는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇 제3 축의 아암 거동을 나타내는 그래프이다.
도 8은 본 발명의 제2 실시 형태에 의한 상위 컨트롤러의 개략 구성을 도시하는 블록도이다.
도 9a는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 모터 거동을 나타내는 그래프이다.
도 9b는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 아암 거동을 나타내는 그래프이다.
도 9c는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 모터 거동을 나타내는 그래프이다.
도 9d는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 아암 거동을 나타내는 그래프이다.
도 2는 본 발명의 실시 형태에 의한 제어 장치의 개략 구성을 도시하는 블록도이다.
도 3은 본 발명의 제1 실시 형태에 의한 상위 컨트롤러의 개략 구성을 도시하는 블록도이다.
도 4는 본 실시 형태에 의한 로봇의 관절에 존재하는 휨 요소(탄성 변형 요소)를 모식적으로 도시하는 설명도이다.
도 5는 본 실시 형태에 의한 서보 앰프의 개략 구성을 도시하는 블록도이다.
도 6a는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 모터 거동을 나타내는 그래프이다.
도 6b는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 아암 거동을 나타내는 그래프이다.
도 6c는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 모터 거동을 나타내는 그래프이다.
도 6d는 본 실시 형태(제1 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 아암 거동을 나타내는 그래프이다.
도 7a는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 모터 거동을 나타내는 그래프이다.
도 7b는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 아암 거동을 나타내는 그래프이다.
도 7c는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 모터 거동을 나타내는 그래프이다.
도 7d는 정지 위치 검출부 및 명령 각도 전환부를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇 제3 축의 아암 거동을 나타내는 그래프이다.
도 8은 본 발명의 제2 실시 형태에 의한 상위 컨트롤러의 개략 구성을 도시하는 블록도이다.
도 9a는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 모터 거동을 나타내는 그래프이다.
도 9b는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제2 축의 아암 거동을 나타내는 그래프이다.
도 9c는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 모터 거동을 나타내는 그래프이다.
도 9d는 본 실시 형태(제2 실시 형태)에 의한 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇의 제3 축의 아암 거동을 나타내는 그래프이다.
이하, 본 발명의 실시 형태에 관한 로봇의 제어 장치를 도면에 기초하여 상세히 설명한다.
또한 이하에 설명하는 각 실시 형태에 공통되는 동일한 구성 부재에는 동일한 부호 및 동일한 명칭을 붙이기로 한다. 따라서 동일한 부호 및 동일한 명칭이 붙여진 구성 부재에 대해서는 동일한 설명을 반복하지 않는다.
[제1 실시 형태]
도 1 내지 도 6 및 도 7a 내지 d를 참조하면서, 본 발명의 제1 실시 형태에 관한 로봇 R의 제어 장치(10)에 대하여 설명한다.
우선 처음에, 본 실시 형태에 관한 제어 장치(10)에 의한 로봇 R의 일반적인 제어 방법에 대하여 설명한다. 본 실시 형태에 관한 제어 장치(10)에 의하여 제어되는 로봇 R은 적어도 1개 이상의 관절 J를 갖고, 당해 관절 J의 각도를 모터 M의 구동(회전)에 의하여 변경함으로써 동작하는(자세를 변경하는) 로봇이다. 제어 장치(10)는 모터 M의 회전을 제어하여 관절의 각도를 변경함으로써 당해 로봇 R을 동작시킨다.
본 실시 형태에서는, 상술한 제어 장치(10)에 의하여 동작이 제어되는 로봇 R로서 다관절의 용접 로봇 R을 예시한다.
도 1은 다관절 로봇인 용접 로봇 R 전체의 개략 구성을 도시하는 개략도이다. 용접 로봇 R(이하, 간단히 로봇 R이라 함)은, 예를 들어 6축의 수직 다관절형이고 6개의 관절 J(J1 내지 J6)를 구비하며, 선단 축에 용접 토치(1)가 설치되고, 용접 토치(1)로부터 보내어지는 용접 와이어(2)에 의하여 아크 용접이 행해진다. 이 로봇 R은, 예를 들어 용접 토치(1)를 용접 개시점과 용접 종료점을 연결하는 용접선 방향을 따라 이동시키면서, 용접 와이어(2)를 미리 정해진 진폭 및 주파수로 틸팅하는 동작(위빙 동작)을 행한다. 이러한 로봇 R의 동작은 제어 장치(10)에 의하여 제어되며, 그 동작은 미리 제어 장치(10)에 교시되어 있다.
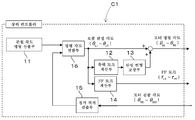
도 2는 제어 장치(10)의 개략 구성을 도시하는 도면이며, 서보 앰프 SA(SA1 내지 SA6)의 개략 구성을 도시하는 블록도이다. 도 2에 도시한 바와 같이, 로봇 R의 제어 장치(10)는 크게 나누어, 로봇 R 전체의 동작을 제어하는 상위 컨트롤러 C1과, 로봇의 관절 J(J1 내지 J6)의 모터 M(M1 내지 M6)의 동작을 제어하는 서보 앰프 SA(SA1 내지 SA6)로 구성되어 있다. 상위 컨트롤러 C1, 서보 앰프 SA 및 로봇 R은 서로 통신 회선에 의하여 접속되어 있으며, 이 통신 회선을 통하여 정보 전달이 행해진다.
다음으로, 도 3 및 도 4를 참조하여 상위 컨트롤러 C1과 서보 앰프 SA(SA1 내지 SA6)에 대하여 설명한다. 도 3은 상위 컨트롤러 C1의 개략 구성을 도시하는 블록도이다.
도 3에 도시하는 상위 컨트롤러 C1은, 미리 기억되어 있는 로봇 R의 동작 정보(일반적으로 교시 데이터라 칭해짐)에 따라 로봇 R이 움직이도록 후술하는 서보 앰프 SA에 대한 명령값을 생성한다. 상위 컨트롤러 C1은, 관절 각도 명령 산출부(11), 축력 토크 계산부(12), 탄성 변형 보상부(13) 및 FF 토크 계산부(14)를 구비하고, 정지 위치 검출부(15) 및 명령 각도 전환부(16)를 더 구비한다.
관절 각도 명령 산출부(11)는 로봇 R에 원하는 동작을 시키기 위하여, 관절 J의 각도를 지시하는 관절 각도 명령값을 산출하여 출력하는 것이며, 미리 기억되어 있는 로봇 R의 동작 정보(교시 데이터)에 기초하여, 로봇 R의 선단부인 용접 토치(1)의 자세로부터 역변환을 행하여 로봇 R의 각 관절 J의 각도 명령값(관절 각도 명령값 θL)을 제1 각도 명령으로서 생성한다. 로봇 R의 동작 정보가 로봇 R의 각 관절 J의 각도 그 자체인 경우도 있으며, 그 경우, 관절 각도 명령 산출부(11)는 동작 정보인 각 관절 J의 각도를 그대로 각 관절 J의 관절 각도 명령값으로 한다.
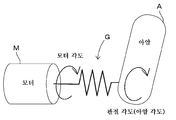
관절 각도 명령 산출부는 생성된 관절 각도 명령값 θL을, 모터 M을 움직이기 위한 명령 각도인 모터 명령 각도 θM으로서, 후술하는 서보 앰프 SA에 그대로 출력할 수 있다. 즉, 단순하게는, 모터 명령 각도 θM을 로봇 R의 관절 각도(아암 각도)와 같게 해도 되는 것이지만, 로봇 R의 관절 J에는 도 4에 도시한 바와 같은 휨 요소(탄성 변형 요소)가 있기 때문에, 실제로는 모터 명령 각도 θM≠로봇 관절 각도로 된다. 그 때문에, 정확히 로봇 R을 동작시키는 경우에는, 이 휨(탄성 변형)에 의하여 발생하는 오차 분을 보상하는 것이 행해진다. 이 보상을 탄성 변형 보상이라 칭한다.
도 4는, 로봇 R의 관절 J에 존재하는 휨 요소(탄성 변형 요소)를 모식적으로 도시하는 설명도이다. 모터 M의 회전축과 아암 A 사이의 감속기 G 등은 탄성 변형 요소로 되어, 모터 각도와 관절 각도가 반드시 일치하지는 않게 된다.
다음으로, 이 탄성 변형 보상을 행하는 축력 토크 계산부(12) 및 탄성 변형 보상부(13)에 대하여 설명한다.
축력 토크 계산부(12)는 제1 각도 명령인 관절 각도 명령값 θL을 수취하면, 수취한 관절 각도 명령값 θL에 따라 동작하는 로봇 R의 관절 축에 발생하는 토크 τL을 제1 축력 토크로서, 로봇 R의 동역학 모델에 기초하여 산출한다. 구체적으로 축력 토크 계산부(12)는, 로봇 R의 관절 각도 명령값 θL로부터 하기 식 (1)에 나타내는 로봇 R의 동역학 모델을 이용하여, 관절 J에 발생하는 축력 토크인 토크 τL을 계산하여 출력한다.

탄성 변형 보상부(13)는, 토크 τL, 및 로봇 R의 관절 J의 강성을 나타내는 스프링 상수로부터 산출되는 당해 관절 J의 휨량을, 축력 토크 계산부(12)가 수취한 관절 각도 명령값 θL이 지시하는 관절 J의 각도에 가산하여, 모터 M의 회전 각도를 지시하는 모터 명령 각도를 산출하여 출력한다. 구체적으로 탄성 변형 보상부(13)는 축력 토크 계산부(12)로부터 토크 τL을 수신하고, 수신한 토크 τL에 기초하여 하기 식 (2)와 같이 관절 J의 휨량(τL/K)을 구하고, 이 구한 관절 J의 휨량을 이용하여, 모터 M의 회전 각도를 지시하는 모터 명령 각도 θM을 산출하여 출력한다.

탄성 변형 보상부(13)는, 상기 식 (2)에 의하여 산출한 각 관절 J의 모터 M에 대한 모터 명령 각도 θM을 후술하는 서보 앰프 SA에 출력하여 전달한다. 예를 들어 로봇 R이 6축의 다관절 로봇이고 관절 J가 6개 있는 경우에는, 제1 축 내지 제6 축의 6개의 관절 J(J1 내지 J6)의 모터 M1 내지 M6에 대한 6가지의 모터 명령 각도 θM1 내지 θM6을 후술하는 서보 앰프 SA1 내지 SA6에 출력한다.
또한 한편으로, 로봇 R을 고정밀도로 동작시키기 위해서는, 상술한 축력 토크의 계산과 탄성 변형 보상에 추가하여, 피드백(FB) 제어와 피드포워드(FF) 제어를 조합한 2자유도 제어가 채용된다. 여기서 피드백 제어란, 모터 명령 각도 θM 등의 명령값과, 로봇 R 등의 제어 대상의 상태(관절 각도 등의 실측값)의 비교에 기초하여 행해지는 제어이다. 한편, 피드포워드 제어란, 제어 대상인 로봇 R의 모델을 이용하여 부여된 명령값을 이용하여, 당해 명령값대로 로봇 R을 동작시키기 위한 모터 M에의 입력을 예측하는 제어이다.
2자유도 제어의 이점은, 피드백 제어만으로는 명령값에 대한 로봇 동작의 제어가 지연되어 버린다는 영향을, 피드포워드 제어의 모델에 기초한 제어에 의하여 보상하여 해소할 수 있는 점에 있으며, 이 2자유도 제어에 의하여 명령값대로 모터 M을 동작시킬 수 있다. 여기서 필요해지는 것이, 로봇 R의 모델에 기초하여 당해 로봇 R을 명령값대로 동작시키기 위한 입력, 즉, 모터 M의 구동 토크 τr을 산출하는 것이다.
FF 토크 계산부(14)는 제1 각도 명령인 관절 각도 명령값 θL을 수취하면, 산출된 관절 각도 명령값 θL대로 동작할 때 모터 M에 발생하는 FF 토크를 로봇 R과 모터 M의 동역학 모델에 기초하여 산출한다. 구체적으로 FF 토크 계산부(14)는, 로봇 R을 명령값대로 동작시키기 위한 모터 M의 구동 토크 τr(FF 토크 τr이라 칭함)을 로봇 R의 동역학 모델과 모터 M의 동역학 모델에 기초하여, 예를 들어 이하에 나타내는 식 (3) 내지 (5)에 의하여 산출하여 출력한다.



FF 토크 계산부(14)는, 상술한 식 (3) 내지 (5)에 의하여 산출된, 각 모터 M을 명령값대로 동작시키기 위하여 필요한 FF 토크 τr을 후술하는 서보 앰프 SA에 출력하여 전달한다. 예를 들어 로봇 R이 6축의 다관절 로봇이고 관절 J가 6개 있는 경우에는, 제1 축 내지 제6 축의 6개의 관절 J1 내지 J6의 모터 M1 내지 M6에 대한 6가지의 FF 토크 τr1 내지 τr6을 후술하는 서보 앰프 SA1 내지 SA6에 전달한다.
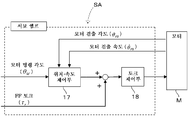
다음으로, 도 2 및 도 5를 참조하여 서보 앰프 SA에 대하여 설명한다. 도 5는 서보 앰프 SA의 내부 구성을 도시하는 블록도이며, 도 2에 도시하는 서보 앰프 SA(SA1 내지 SA6)의 각각은 도 5에 도시하는 구성을 갖는다.
서보 앰프 SA는, 상위 컨트롤러 C1로부터 출력된 명령값인 모터 명령 각도 θM 및 FF 토크 τr을 수신하고, 이들 명령값에 따라 모터 M을 동작시키는 것이며, 위치 속도 제어부(17) 및 토크 제어부(18)를 갖는다. 서보 앰프 SA는, 제1 축 내지 제6 축의 모터 M(M1 내지 M6)의 각각에 대하여 1개씩 설치되어 있다. 예를 들어 모터 M1에 대하여 설치된 서보 앰프 SA1은, 모터 명령 각도 θM1 및 FF 토크 τr1을 수신하고, 이들 수신한 명령값에 따라 모터 M1을 동작시키며, 모터 M2에 대하여 설치된 서보 앰프 SA2는, 모터 명령 각도 θM2 및 FF 토크 τr2를 수신하고, 이들 수신한 명령값에 따라 모터 M2를 동작시킨다.
서보 앰프 SA의 위치 속도 제어부(17)는, 상위 컨트롤러 C1로부터 출력된 모터 명령 각도 θM에 따라, 모터 M에 발생시키는 토크를 지시하는 토크 명령을 출력한다. 구체적으로 위치 속도 제어부(17)는, 상위 컨트롤러 C1에서 산출된 모터 명령 각도 θM과, 모터 M에 설치된 인코더 등의 각도 검출 장치에 의하여 검출된 모터 검출 각도 θFB 및 모터 검출 속도 d(θFB)에 기초하여 주로 피드백 처리를 행한다. 그리고 위치 속도 제어부(17)는, 예를 들어 로봇 R의 제3 축의 관절을 모터 명령 각도 θM3대로 동작시키기 위한 토크를 산출한다.
토크 제어부(18)는, 위치 속도 제어부(17)로부터 출력된 토크 명령에 FF 토크 τr을 가산한 명령값에 따라 모터 M을 제어한다. 구체적으로 토크 제어부(18)는, 위치 속도 제어부(17)가 산출한 토크에 상위 컨트롤러 C1에서 산출된 FF 토크 τr을 가산하여, 원하는 토크가 발생하도록 모터 M을 제어하여 동작시킨다.
상위 컨트롤러 C1 및 서보 앰프 SA에 있어서의 상술한 구성은, 본 실시 형태에 의한 로봇 R의 동작 제어를 행하는 제어 장치(10)의 기본적인 구성이다. 이 동작 제어에 있어서의 특징은, 관절 J의 휨을 보상하는 탄성 변형 보상을 행하고 있는 점과, 명령값대로 동작하기 위한 토크를 로봇 R의 동역학 모델에 기초하여 계산하는 2자유도 제어를 행하고 있는 점의 2점이다.
본 실시 형태에 의한 제어 장치(10)는 이 2점의 동작 제어를 구비하고 있으므로, 상술한 로봇과 같은 복수 관절을 갖는 복잡한 기체를 명령값대로 동작시키는 것이 가능해지며, 달리 말하면 진동 없이 동작을 행하는 것이 가능해진다.
그러나 상술한 동작 제어는 로봇 R을, 어디까지나 미리 정해진, 즉, 미리 기억되어 있는 동작 정보(교시 데이터)에 따른 명령값에 기초하여 동작시키는 경우에 있어서 유효하다. 미리 기억되어 있는 로봇 R의 동작 정보(교시 데이터)가 없어 새로이 동작 정보(교시 데이터)를 작성할 때의 로봇 동작에 있어서, 제어 장치(10)는, 상술한 구성만으로는 로봇 R을 명령값대로 동작시키는 것은 곤란해진다.
구체적으로 설명하면, 용접 로봇 등의 교시 데이터를 작성할 때, 도 1에 도시한 바와 같이 워크 W의 위치 및 형상을 파악하는 것을 목적으로 하여, 로봇 R의 선단 축에 설치된 용접 토치(1)의 용접 와이어(2)를, 워크 W에 접촉할 때까지 이동시키는 터치 센싱 동작이 행해진다. 이 터치 센싱 동작은 당업자에게 있어 주지의 로봇 동작인데, 용접 와이어(2)가 워크 W에 접촉한 그 위치에서 로봇 R의 동작을 즉시 정지시켜야 한다. 이와 같이, 로봇 R을 미리 정해져 있지 않은 위치에서 갑자기 정지시키면, 관절 J의 탄성 변형 등에 의한 진동이 로봇 R 전체에 발생하며, 특히 용접 토치(1)가 설치된 선단 축 근방은 큰 진동이 발생한다.
본 실시 형태에 의한 제어 장치(10)는, 터치 센싱 동작과 같이 정지 위치가 미리 정해져 있지 않은 경우에도, 로봇 동작의 급정지 시에 발생하는 로봇 R의 진동을 억제하는 것을 목적으로 하여, 도 3에 도시한 바와 같이 정지 위치 검출부(15) 및 명령 각도 전환부(16)를 구비한다.
정지 위치 검출부(15)는, 로봇 R이 외부의 구조물인 워크 W와 접촉한 때의 당해 모터 M의 각도를 모터 검출 각도로서 검출하여 출력한다. 구체적으로 정지 위치 검출부(15)는, 터치 센싱 동작 등에 있어서 용접 토치(1)의 용접 와이어(2)가 워크 W와 접촉한 때, 이 워크 접촉이 검출된 때의 모터 검출 각도 θFB(모터 검출 각도 θFB1 내지 θFB6)를 검출하여 기록한다.
명령 각도 전환부(16)는, 정지 위치 검출부(15)가 모터 M의 각도를 출력한 때, 관절 각도 명령 산출부(11)로부터 출력된 관절 각도 명령값 θL 대신, 정지 위치 검출부(15)에서 검출한 모터 M의 각도를, 관절 J의 각도를 지시하는 제2 각도 명령으로서 출력한다. 구체적으로 명령 각도 전환부(16)는, 관절 각도 명령 산출부(11)가 출력한 관절 각도 명령값 θL을 수신함과 함께, 정지 위치 검출부(15)가 검출한 모터 검출 각도 θFB를 수신한다. 그리고 명령 각도 전환부(16)는, 워크 접촉이 검출되어 있지 않을 때는 관절 각도 명령값 θL을 출력하고, 워크 접촉이 검출된 때는 관절 각도 명령값 θL 대신 모터 검출 각도 θFB를 제2 각도 명령으로서 출력한다. 이것에 의하여, 명령 각도 전환부(16)는 관절 각도 명령값 θL을 모터 검출 각도 θFB로 전환한다.
명령 각도 전환부(16)로부터 출력된 관절 각도 명령값 θL 및 모터 검출 각도 θFB는, 상술한 축력 토크 계산부(12) 및 탄성 변형 보상부(13)에 의한 처리를 거친다. 구체적으로는 축력 토크 계산부(12)가 제2 각도 명령인 모터 검출 각도 θFB를 수취하면, 수취한 모터 검출 각도 θFB에 따라 동작하는 로봇 R의 관절 축에 발생하는 토크 τL을 제2 축력 토크로서, 로봇 R의 동역학 모델에 기초하여 산출한다. 또한 탄성 변형 보상부(13)가 제2 축력 토크인 토크 τL 및 관절 J의 휨량을, 축력 토크 계산부(12)가 수취한 모터 검출 각도 θFB가 지시하는 관절 J의 각도에 가산하여 모터 명령 각도를 산출한다. 이 산출된 모터 명령 각도가 모터 명령 각도 θM으로서 서보 앰프 SA에 출력되고, 또한 상술한 FF 토크 계산부(14)에 의한 처리를 거쳐 FF 토크 τr로서 서보 앰프 SA에 출력된다.
이상에서 설명한 상위 컨트롤러 C1 및 서보 앰프 SA를 구비하는 제어 장치(10)에 의하여 로봇 R의 동작을 제어하면, 예를 들어 교시 데이터를 작성할 때의 로봇 동작 등, 미리 정해져 있지 않은 위치에서 로봇 R을 급정지시킬 필요가 있는 동작에 있어서, 로봇 R을 진동시키지 않고 신속히 정지시킬 수 있다.
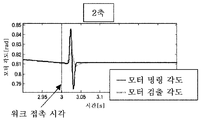
도 6a 내지 도 6d 및 도 7a 내지 도 7d를 참조하여, 본 실시 형태에 의한 제어 장치(10)의 효과를 설명한다. 도 6a 내지 도 6d는, 본 실시 형태의 제어 장치(10)에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇 R의 제2 축 및 제3 축의 모터 M 및 아암의 거동을 나타내는 그래프를 나타낸다. 도 7a 내지 도 7d는, 정지 위치 검출부(15) 및 명령 각도 전환부(16)를 구비하지 않는 제어 장치에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇 R의 제2 축 및 제3 축의 모터 M 및 아암의 거동을 나타내는 그래프를 나타낸다.
도 6a 내지 도 6d를 참조하면, 본 실시 형태의 제어 장치(10)를 사용하면 제2 축 및 제3 축 모두, 시간 3초(s)에 나타내는 워크 접촉 시각으로부터 0.05초(s) 후인 3.05초 이후에는 아암 각도는 크게 변화되지 않으며, 즉, 진동하지 않고 정지되어 있어 로봇 R을 진동 없이 신속히 정지시킬 수 있음을 알 수 있다.
이에 대하여 도 7a 내지 도 7d를 참조하면, 정지 위치 검출부(15) 및 명령 각도 전환부(16)를 구비하지 않는 제어 장치(10)를 사용한 때는, 3.05초 이후에 있어서도 아암 각도가 크게 변화되어 진동이 계속되고 있으며, 로봇 R을 진동 없이 신속히 정지시킬 수 없음을 알 수 있다.
[제2 실시 형태]
다음으로, 도 8 및 도 9a 내지 도 9d를 참조하면서, 본 발명의 제2 실시 형태에 관한 로봇 R의 제어 장치(20)에 대하여 설명한다. 도 8은, 본 실시 형태에 의한 상위 컨트롤러 C2의 개략 구성을 도시하는 블록도이다.
본 실시 형태에 의한 제어 장치(20)의 구성은, 제1 실시 형태에 의한 제어 장치(10)의 구성과 비교하여, 제1 실시 형태에 의한 상위 컨트롤러 C1에 상당하는 상위 컨트롤러 C2가 역탄성 변형 보상부(21)를 구비하는 점이 상이하며, 역탄성 변형 보상부(21) 이외의 구성은 제1 실시 형태에 의한 제어 장치(10)의 구성과 마찬가지이다. 따라서 이하에는, 역탄성 변형 보상부(21)에 관한 설명과, 제어 장치(20)가 역탄성 변형 보상부(21)를 구비함으로써 얻어지는 효과에 대하여 기재한다.
우선 처음에, 제1 실시 형태에서 설명한 도 6a 내지 도 6d를 참조하면 제2 축 및 제3 축 모두, 급정지에 의한 진동을 억제하는 것에 성공하고 있지만, 3.05초 이후의 아암 각도, 즉, 로봇 정지 위치는 실선으로 나타내는 워크 접촉 시의 위치로부터 적잖이 떨어져 있다. 이는, 명령 각도 전환부(16)에 의하여, 단순히 관절 각도 명령값 θL을 워크 접촉 시에 기록한 모터 검출 각도 θFB로 치환하고 있기 때문이다.
즉, 로봇 관절 각도를 워크 접촉 시에 기록한 모터 검출 각도로 치환하고 있기 때문이다. 제1 실시 형태에서 설명한 바와 같이 모터 명령 각도 θM≠로봇 관절 각도이기 때문에, 관절 각도 명령값 θL을 단순히 모터 검출 각도 θFB로 치환해 버리면 관절 J의 휨량 분만큼 어긋나 버린다.
본 실시 형태에 의한 제어 장치(20)는, 이 로봇 정지 위치가 워크 접촉 시의 위치로부터 어긋나 버린다는 문제를 해결하기 위하여 역탄성 변형 보상부(21)를 구비하고 있다.
역탄성 변형 보상부(21)는, 축력 토크 계산부(12)로부터 출력되는 토크 τL(제1 축력 토크 또는 제2 축력 토크)과 관절의 강성을 나타내는 스프링 상수로부터 산출되는 관절의 휨량을 모터 검출 각도 θFB로부터 감산하여 보정 후 모터 검출 각도를 산출한다. 구체적으로 역탄성 변형 보상부(21)는, 축력 토크 계산부(12)에서 산출된 토크 τL을 기초로 하여, 모터 검출 각도 θFB에 대하여 하기 식 (6)에 나타내는 보정(감산)을 행하여, 새로이 보정 후의 모터 검출 각도(보정 후 모터 검출 각도)를 생성하여 정지 위치 검출부(15)에 출력한다.

그리고 정지 위치 검출부(15)는, 모터 검출 각도 θFB 대신 보정 후 모터 검출 각도를 검출하여 기록함과 함께 출력하여, 상술한 제1 실시 형태와 마찬가지의 처리를 행한다. 명령 각도 전환부(16)는, 관절 각도 명령 산출부(11)가 출력한 관절 각도 명령값 θL을 수신함과 함께, 정지 위치 검출부(15)가 검출한 보정 후 모터 검출 각도를 수신하여, 제1 실시 형태와 마찬가지의 동작을 행한다.
본 실시 형태에 의한 제어 장치(20)의 기술적 포인트는, 워크 접촉이 검출된 때의 모터 검출 각도를 역탄성 변형 보상부(21)에 의하여 보정한 보정 후 모터 검출 각도를, 명령 각도 전환부(16)로부터 로봇 관절 각도(관절 각도 명령값 θL) 대신 출력하는 것에 있다고 할 수 있다.
즉, 본 실시 형태의 탄성 변형 보상부(13)는 상술한 바와 같이 로봇 R의 관절 J의 휨량을, 축력 토크 계산부(12)가 수취한 관절 각도 명령값 θL이 지시하는 관절의 각도에 가산함으로써, 로봇 R 자체에 존재하는 탄성 변형의 영향을 보상하는 것이다. 이 보상에 의하여, 로봇 R의 급정지에 의한 진동을 억제하는 것이 가능하게 되어 있는데, 정지 후에도 탄성 변형 보상부(13)에 의한 보상이 작용하여, 워크 접촉 시의 위치로부터 적잖이 떨어진 상태에서 로봇 R이 정지되게 된다.
따라서 탄성 변형 보상부(13)의 특성과는 완전히 반대의 특성을 갖는 역탄성 변형 보상부(21)를 준비하고, 역탄성 변형 보상부(21)에 의하여 보정한 보정 후 모터 검출 각도를, 명령 각도 전환부(16)로부터 로봇 관절 각도 대신 출력함으로써, 로봇 R의 정지 후에 있어서의 탄성 변형 보상부(13)에 의한 보상을 상쇄하는 것이 가능해진다.
그로 인하여, 본 실시 형태에 의한 제어 장치(20)는, 상술한 역탄성 변형 보상부(21)를 갖는 상위 컨트롤러 C2를 구비하여 로봇 R의 동작을 제어하면, 예를 들어 교시 데이터를 작성할 때의 로봇 동작 등, 미리 정해져 있지 않은 위치에서 로봇 R을 급정지시킬 필요가 있는 동작에 있어서, 로봇 R을 진동시키지 않고 신속히, 또한 원하는 정지 위치(워크 접촉 시의 위치 근방)에 정확히 정지시킬 수 있다. 따라서 로봇 정지 위치가 워크 접촉 시의 위치로부터 어긋나 버린다는 문제를 해결할 수 있다.
도 9a 내지 도 9d를 참조하여, 본 실시 형태에 의한 제어 장치(20)의 효과를 설명한다. 도 9a 내지 도 9d는, 본 실시 형태의 제어 장치(20)에 의하여 터치 센싱 동작을 행하게 한 때의, 로봇 R의 제2 축 및 제3 축의 모터 M 및 아암의 거동을 나타내는 그래프를 나타낸다.
도 9a 내지 도 9d를 참조하면, 본 실시 형태의 제어 장치(20)을 사용하면 제2 축 및 제3 축 모두, 시간 3초(s)에 나타내는 워크 접촉 시각으로부터 0.05초(s) 후인 3.05초 이후에는 아암 각도는 크게 변화되지 않으며, 즉, 진동하지 않고 정지되어 있어 로봇 R을 진동 없이 신속히 정지시킬 수 있음을 알 수 있다. 이에 추가하여, 로봇 정지 위치는 실선으로 나타내는 워크 접촉 시의 위치에 거의 일치하고 있어, 로봇 정지 위치가 워크 접촉 시의 위치로부터 거의 어긋나 있지 않음을 알 수 있다.
또한 금회 개시된 실시 형태는 모든 점에서 예시이며, 제한적인 것은 아니라고 생각되어야 한다. 본 발명의 범위는 상술한 설명이 아니라 특허 청구 범위에 의하여 나타나며, 특허 청구범위와 균등한 의미 및 범위 내에서의 모든 변경이 포함되는 것이 의도된다. 특히 금회 개시된 실시 형태에 있어서 명시적으로 개시되어 있지 않은 사항, 예를 들어 운전 조건이나 조업 조건, 각종 파라미터, 구성물의 치수, 중량, 부피 등은, 당업자가 통상 실시하는 범위를 일탈하는 것은 아니며, 통상의 당업자이면 용이하게 상정하는 것이 가능한 값을 채용하고 있다.
본 출원은 2014년 6월 2일에 출원된 일본 특허 출원(일본 특허 출원 제2014-114086호)에 기초하는 것이며, 그 내용은 여기에 참조로서 포함된다.
10, 20: 제어 장치
11: 관절 각도 명령 산출부
12: 축력 토크 계산부
13: 탄성 변형 보상부
14: FF 토크 계산부
15: 정지 위치 검출부
16: 명령 각도 전환부
17: 위치 속도 제어부
18: 토크 제어부
21: 역탄성 변형 보상부
J: 관절
M: 모터
R: 용접 로봇(로봇)
W: 워크(외부의 구조물)
C1, C2: 상위 컨트롤러
SA: 서보 앰프
11: 관절 각도 명령 산출부
12: 축력 토크 계산부
13: 탄성 변형 보상부
14: FF 토크 계산부
15: 정지 위치 검출부
16: 명령 각도 전환부
17: 위치 속도 제어부
18: 토크 제어부
21: 역탄성 변형 보상부
J: 관절
M: 모터
R: 용접 로봇(로봇)
W: 워크(외부의 구조물)
C1, C2: 상위 컨트롤러
SA: 서보 앰프
Claims (4)
- 모터에 의하여 구동되는 로봇의 관절의 각도를 제어하는 제어 장치이며,
상기 로봇에 원하는 동작을 시키기 위하여, 상기 관절의 각도를 지시하는 제1 각도 명령을 산출하여 출력하는 관절 각도 명령 산출부와,
상기 제1 각도 명령을 수취하면, 수취한 상기 제1 각도 명령에 따라 동작하는 상기 로봇의 관절 축에 발생하는 제1 축력 토크를 상기 로봇의 동역학 모델에 기초하여 산출하는 축력 토크 계산부와,
상기 제1 축력 토크, 및 상기 로봇의 관절의 강성을 나타내는 스프링 상수로부터 산출되는 당해 관절의 휨량을, 상기 축력 토크 계산부가 수취한 상기 제1 각도 명령이 지시하는 관절의 각도에 가산하여, 상기 모터의 회전 각도를 지시하는 모터 명령 각도를 산출하여 출력하는 탄성 변형 보상부와,
상기 로봇이 외부의 구조물과 접촉한 때의 상기 모터의 각도를 모터 검출 각도로서 검출하여 출력하는 정지 위치 검출부와,
상기 정지 위치 검출부가 상기 모터의 각도를 출력한 때, 상기 관절 각도 명령 산출부로부터 출력된 상기 제1 각도 명령 대신, 상기 정지 위치 검출부에서 검출한 상기 모터의 각도를, 상기 관절의 각도를 지시하는 제2 각도 명령으로서 출력하는 명령 각도 전환부를 구비하는 것을 특징으로 하는, 로봇의 제어 장치. - 제1항에 있어서,
상기 축력 토크 계산부가 상기 제2 각도 명령을 수취하면, 수취한 상기 제2 각도 명령에 따라 동작하는 상기 로봇의 관절 축에 발생하는 제2 축력 토크를 상기 로봇의 동역학 모델에 기초하여 산출하고,
상기 탄성 변형 보상부가 상기 제2 축력 토크, 및 상기 관절의 휨량을, 상기 축력 토크 계산부가 수취한 상기 제2 각도 명령이 지시하는 관절의 각도에 가산하여 모터 명령 각도를 산출하는 것을 특징으로 하는, 로봇의 제어 장치. - 제2항에 있어서,
상기 축력 토크 계산부로부터 출력되는 상기 제1 축력 토크 또는 상기 제2 축력 토크와 상기 관절의 강성을 나타내는 스프링 상수로부터 산출되는 상기 관절의 휨량을 상기 모터 검출 각도로부터 감산하여 보정 후 모터 검출 각도를 산출하는 역탄성 변형 보상부를 구비하고,
상기 정지 위치 검출부가 상기 모터 검출 각도 대신 상기 보정 후 모터 검출 각도를 검출하여 출력하는 것을 특징으로 하는, 로봇의 제어 장치. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 제1 각도 명령을 수취하면, 상기 제1 각도 명령대로 상기 관절이 동작할 때 상기 모터에 발생하는 FF 토크를 상기 로봇과 모터의 동역학 모델에 기초하여 산출하는 FF 토크 계산부와,
출력된 상기 모터 명령 각도에 따라, 상기 모터에 발생시키는 토크를 지시하는 토크 명령을 출력하는 위치 속도 제어부와,
상기 위치 속도 제어부로부터 출력된 토크 명령에 상기 FF 토크를 가산한 명령값에 따라 상기 모터를 제어하는 토크 제어부를 구비하는 것을 특징으로 하는, 로봇의 제어 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-114086 | 2014-06-02 | ||
| JP2014114086A JP5897644B2 (ja) | 2014-06-02 | 2014-06-02 | ロボットの制御装置 |
| PCT/JP2015/065108 WO2015186572A1 (ja) | 2014-06-02 | 2015-05-26 | ロボットの制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160148665A true KR20160148665A (ko) | 2016-12-26 |
| KR101864062B1 KR101864062B1 (ko) | 2018-06-01 |
Family
ID=54766645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167033371A KR101864062B1 (ko) | 2014-06-02 | 2015-05-26 | 로봇의 제어 장치 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10022866B2 (ko) |
| EP (1) | EP3150341B1 (ko) |
| JP (1) | JP5897644B2 (ko) |
| KR (1) | KR101864062B1 (ko) |
| CN (1) | CN106457560B (ko) |
| WO (1) | WO2015186572A1 (ko) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9666465B2 (en) * | 2013-12-12 | 2017-05-30 | Seagate Technology Llc | Positioning apparatus |
| JP6816495B2 (ja) * | 2016-12-19 | 2021-01-20 | 株式会社デンソーウェーブ | ロボットのたわみ補正方法、ロボットの制御装置 |
| JP6400751B2 (ja) | 2017-01-26 | 2018-10-03 | ファナック株式会社 | ロボットプログラム修正装置、ロボット制御装置、ロボットシミュレーション装置およびロボットプログラム修正方法 |
| JP6860417B2 (ja) * | 2017-05-18 | 2021-04-14 | 川崎重工業株式会社 | 減速機角度伝達誤差同定システム及び減速機角度伝達誤差同定方法 |
| JP6986373B2 (ja) * | 2017-06-21 | 2021-12-22 | 川崎重工業株式会社 | ロボットシステム及びロボットシステムの制御方法 |
| JP6633587B2 (ja) * | 2017-10-05 | 2020-01-22 | ファナック株式会社 | ロボットの構成部材の速度を制限する制御装置 |
| US11213912B2 (en) * | 2018-06-25 | 2022-01-04 | Bwxt Nuclear Operations Group, Inc. | Methods and systems for monitoring a temperature of a component during a welding operation |
| TWI663813B (zh) * | 2018-11-28 | 2019-06-21 | 財團法人工業技術研究院 | 輸出轉矩的計算裝置與其計算方法 |
| JP7305993B2 (ja) * | 2019-03-14 | 2023-07-11 | 株式会社デンソーウェーブ | ロボットの制御装置、ロボットの制御方法 |
| CN109834714B (zh) * | 2019-04-04 | 2021-05-28 | 北京卫星制造厂有限公司 | 一种用于多机器人的轨迹控制系统与方法 |
| EP3956112B1 (en) * | 2019-04-17 | 2024-03-06 | Universal Robots A/S | Method of controlling a robot arm based on adaptive friction |
| EP3981552B1 (en) * | 2019-06-04 | 2022-12-21 | Panasonic Intellectual Property Management Co., Ltd. | Robot control method |
| TWI712471B (zh) * | 2019-12-03 | 2020-12-11 | 台達電子工業股份有限公司 | 機械手臂系統及機械手臂控制方法 |
| CN112894764A (zh) | 2019-12-03 | 2021-06-04 | 台达电子工业股份有限公司 | 机械手臂系统及机械手臂控制方法 |
| CN114800503B (zh) * | 2022-04-26 | 2024-09-20 | 乐聚(深圳)机器人技术有限公司 | 多关节机器人运动控制方法、装置、电子设备及存储介质 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01249268A (ja) | 1988-03-31 | 1989-10-04 | Kobe Steel Ltd | 自動溶接装置のワーク検知方法 |
| JPH07308780A (ja) | 1994-05-20 | 1995-11-28 | Kawasaki Steel Corp | 溶接ロボットのワイヤタッチセンシング方法 |
| JPH11320477A (ja) * | 1998-05-21 | 1999-11-24 | Nachi Fujikoshi Corp | 産業用ロボットの動作異常検出方法 |
| JP2001290541A (ja) | 2000-04-11 | 2001-10-19 | Yaskawa Electric Corp | 産業用機械の加減速方法 |
| JP2013244540A (ja) * | 2012-05-23 | 2013-12-09 | Nachi Fujikoshi Corp | 産業用ロボットの重力たわみ角補正方法および装置 |
| JP2013248683A (ja) * | 2012-05-30 | 2013-12-12 | Kobe Steel Ltd | 多関節ロボットの弾性変形補償制御装置および制御方法 |
| JP2013248681A (ja) * | 2012-05-30 | 2013-12-12 | Kobe Steel Ltd | 多関節ロボットの弾性変形補償制御装置および制御方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5455497A (en) * | 1992-04-20 | 1995-10-03 | Honda Giken Kogyo Kabushiki Kaisha | Legged mobile robot and a system for controlling the same |
| US6341244B1 (en) * | 1996-10-08 | 2002-01-22 | Siemens Aktiengesellschaft | Method and control structure for controlling moments in numerically controlled elastic (and therefore oscillation-capable) multiple mass systems |
| DE10043636A1 (de) * | 1999-09-08 | 2001-03-15 | Heidenhain Gmbh Dr Johannes | Verfahren und Schaltungsanordnung zur Erzeugung von Lagesollwerten für einen Lageregelkreis einer numerisch bahngesteuerten Maschine |
| DE10139638A1 (de) * | 2001-08-11 | 2003-02-20 | Heidenhain Gmbh Dr Johannes | Anordnung zur Erzeugung von Führungsgrößen für Regelkreise einer numerisch gesteuerten Maschine |
| DE60235839D1 (de) * | 2001-12-28 | 2010-05-12 | Honda Motor Co Ltd | Gangerzeugungsvorrichtung für beweglichen roboter mit beinen |
| WO2003061917A1 (fr) * | 2002-01-18 | 2003-07-31 | Honda Giken Kogyo Kabushiki Kaisha | Dispositif de commande pour robot bipede |
| JP3983577B2 (ja) * | 2002-03-26 | 2007-09-26 | 株式会社神戸製鋼所 | 推定装置を用いた制御装置 |
| EP1633534B1 (en) * | 2003-04-28 | 2018-09-12 | Nikon Metrology NV | Cmm arm with exoskeleton |
| KR101083414B1 (ko) * | 2003-06-27 | 2011-11-14 | 혼다 기켄 고교 가부시키가이샤 | 다리식 이동 로봇의 제어장치 |
| JP4536349B2 (ja) * | 2003-09-22 | 2010-09-01 | パナソニック株式会社 | 弾性体アクチュエータを用いた多自由度のロボットアームの制御装置及び制御方法 |
| JP4192780B2 (ja) * | 2003-12-26 | 2008-12-10 | 株式会社安川電機 | ロボットの制御装置 |
| JP2006167820A (ja) * | 2004-12-13 | 2006-06-29 | Toyota Motor Corp | ロボットアームの制御方法 |
| US8512415B2 (en) * | 2005-03-31 | 2013-08-20 | Massachusetts Institute Of Technology | Powered ankle-foot prothesis |
| US20080009771A1 (en) * | 2006-03-29 | 2008-01-10 | Joel Perry | Exoskeleton |
| JP4413891B2 (ja) * | 2006-06-27 | 2010-02-10 | 株式会社東芝 | シミュレーション装置およびシミュレーション方法並びにシミュレーションプログラム |
| JP2009066685A (ja) * | 2007-09-11 | 2009-04-02 | Sony Corp | ロボット装置及びロボット装置の制御方法 |
| US9345592B2 (en) * | 2008-09-04 | 2016-05-24 | Bionx Medical Technologies, Inc. | Hybrid terrain-adaptive lower-extremity systems |
| US20110082566A1 (en) * | 2008-09-04 | 2011-04-07 | Herr Hugh M | Implementing a stand-up sequence using a lower-extremity prosthesis or orthosis |
| JP5232124B2 (ja) * | 2009-10-28 | 2013-07-10 | 本田技研工業株式会社 | 脚式移動ロボットの制御装置 |
| US8818553B2 (en) * | 2009-12-28 | 2014-08-26 | Honda Motor Co., Ltd. | Robot control device |
| JP5311294B2 (ja) * | 2010-04-28 | 2013-10-09 | 株式会社安川電機 | ロボットの接触位置検出装置 |
| KR101953113B1 (ko) * | 2011-05-30 | 2019-03-05 | 삼성전자주식회사 | 로봇 및 그 제어방법 |
| JP5269158B2 (ja) * | 2011-09-01 | 2013-08-21 | 株式会社神戸製鋼所 | 制御方法及び制御装置 |
| US8996167B2 (en) * | 2012-06-21 | 2015-03-31 | Rethink Robotics, Inc. | User interfaces for robot training |
| JP5986445B2 (ja) * | 2012-07-20 | 2016-09-06 | 国立大学法人九州大学 | 歩行用遊脚振子運動補助具およびアシスト力の制御方法 |
| US9226796B2 (en) * | 2012-08-03 | 2016-01-05 | Stryker Corporation | Method for detecting a disturbance as an energy applicator of a surgical instrument traverses a cutting path |
| CN102825602B (zh) * | 2012-08-21 | 2015-03-25 | 华北电力大学(保定) | 一种基于psd的工业机器人自标定方法及装置 |
| US9539059B2 (en) * | 2013-09-24 | 2017-01-10 | Sony Olympus Medical Solutions Inc. | Medical robot arm apparatus, medical robot arm control system, medical robot arm control method, and program |
-
2014
- 2014-06-02 JP JP2014114086A patent/JP5897644B2/ja active Active
-
2015
- 2015-05-26 EP EP15803269.8A patent/EP3150341B1/en active Active
- 2015-05-26 CN CN201580028843.5A patent/CN106457560B/zh active Active
- 2015-05-26 KR KR1020167033371A patent/KR101864062B1/ko active IP Right Grant
- 2015-05-26 WO PCT/JP2015/065108 patent/WO2015186572A1/ja active Application Filing
- 2015-05-26 US US15/315,318 patent/US10022866B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01249268A (ja) | 1988-03-31 | 1989-10-04 | Kobe Steel Ltd | 自動溶接装置のワーク検知方法 |
| JPH07308780A (ja) | 1994-05-20 | 1995-11-28 | Kawasaki Steel Corp | 溶接ロボットのワイヤタッチセンシング方法 |
| JPH11320477A (ja) * | 1998-05-21 | 1999-11-24 | Nachi Fujikoshi Corp | 産業用ロボットの動作異常検出方法 |
| JP2001290541A (ja) | 2000-04-11 | 2001-10-19 | Yaskawa Electric Corp | 産業用機械の加減速方法 |
| JP2013244540A (ja) * | 2012-05-23 | 2013-12-09 | Nachi Fujikoshi Corp | 産業用ロボットの重力たわみ角補正方法および装置 |
| JP2013248683A (ja) * | 2012-05-30 | 2013-12-12 | Kobe Steel Ltd | 多関節ロボットの弾性変形補償制御装置および制御方法 |
| JP2013248681A (ja) * | 2012-05-30 | 2013-12-12 | Kobe Steel Ltd | 多関節ロボットの弾性変形補償制御装置および制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3150341A1 (en) | 2017-04-05 |
| KR101864062B1 (ko) | 2018-06-01 |
| JP2015226961A (ja) | 2015-12-17 |
| EP3150341B1 (en) | 2020-10-07 |
| CN106457560A (zh) | 2017-02-22 |
| US20170190049A1 (en) | 2017-07-06 |
| WO2015186572A1 (ja) | 2015-12-10 |
| JP5897644B2 (ja) | 2016-03-30 |
| CN106457560B (zh) | 2018-12-18 |
| US10022866B2 (en) | 2018-07-17 |
| EP3150341A4 (en) | 2017-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101864062B1 (ko) | 로봇의 제어 장치 | |
| KR101612218B1 (ko) | 다관절 로봇의 탄성 변형 보상 제어 장치 및 제어 방법 | |
| JP6484265B2 (ja) | 学習制御機能を備えたロボットシステム及び学習制御方法 | |
| JP5916583B2 (ja) | 多関節ロボットのウィービング制御装置 | |
| US10864632B2 (en) | Direct teaching method of robot | |
| JP5417161B2 (ja) | ロボットの制振方法およびロボットの制御装置 | |
| JP7220353B2 (ja) | コントローラの情報送信方法及びエンコーダの異常検出方法 | |
| JP5890473B2 (ja) | モータを制御するモータ制御装置 | |
| JP2008296310A (ja) | 加工ロボットの制御装置 | |
| JPWO2005009692A1 (ja) | ロボットアームの制御方法および制御装置 | |
| JP6044511B2 (ja) | ロボットの制御方法及びロボットシステム | |
| JP6238869B2 (ja) | 接触制御装置 | |
| JP2017209762A (ja) | ロボット装置、ロボット制御方法、プログラム、記録媒体及び物品の製造方法 | |
| CN108748144A (zh) | 一种人机协作机械臂的碰撞识别方法 | |
| US20190217466A1 (en) | Robot system, method of controlling robot arm, recording medium, and method of manufacturing an article | |
| WO2019012942A1 (ja) | ロボット制御装置 | |
| JP6814441B2 (ja) | 駆動機械の学習制御装置及び学習制御方法 | |
| JP6711536B2 (ja) | 外力検出方法 | |
| JP2014137626A (ja) | ロボットの制御方法及びロボット制御装置 | |
| JP5868266B2 (ja) | 多関節ロボットの弾性変形補償制御装置および制御方法 | |
| JP6926882B2 (ja) | ロボットの制御装置 | |
| KR20230122647A (ko) | 스프링 정수 보정 장치 및 그 방법 및 기록 매체 | |
| JP2019055456A (ja) | ロボットの制御装置 | |
| JP2019188519A (ja) | ピン挿入装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |