KR20160099701A - 스텐실 인쇄된 광학적으로 투명한 액체 접착제의 무진공 라미네이션을 가능하게 하기 위한 프로파일 코팅 - Google Patents
스텐실 인쇄된 광학적으로 투명한 액체 접착제의 무진공 라미네이션을 가능하게 하기 위한 프로파일 코팅 Download PDFInfo
- Publication number
- KR20160099701A KR20160099701A KR1020167019580A KR20167019580A KR20160099701A KR 20160099701 A KR20160099701 A KR 20160099701A KR 1020167019580 A KR1020167019580 A KR 1020167019580A KR 20167019580 A KR20167019580 A KR 20167019580A KR 20160099701 A KR20160099701 A KR 20160099701A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- layer
- substrate
- optically clear
- adhesive composition
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
- B32B37/1292—Application of adhesive selectively, e.g. in stripes, in patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0076—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised in that the layers are not bonded on the totality of their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/14—Printing or colouring
- B32B38/145—Printing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2398/00—Unspecified macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
- B32B37/0023—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality around holes, apertures or channels present in at least one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
- B32B37/003—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality to avoid air inclusion
-
- C09J2201/622—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
스텐실 인쇄 방법은 비-처짐(non-sag) 접착제의 층을 제1 기재 상으로 인쇄하는 단계, 비-처짐 접착제의 층에 토포그래피(topography)를 부가하는 단계, 및 비-처짐 접착제의 층과 제2 기재를 접촉시키는 단계를 포함한다. 제2 기재는 처음에는 비-처짐 접착제의 층의 노출된 표면적의 단지 약 5% 이하와 접촉한다.
Description
본 발명은 일반적으로 스텐실 인쇄(stencil printing)에 관한 것이다. 특히, 본 발명은 무진공 라미네이션(vacuumless lamination)에 의한 스텐실 인쇄 방법이다.
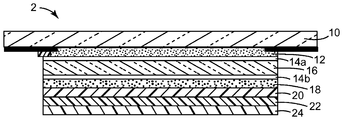
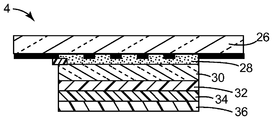
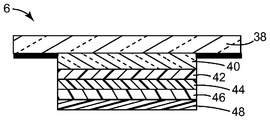
광학적으로 투명한 액체 접착제 (LOCA)는 디스플레이 모듈의 층들 또는 기재들 사이의 공기 간격을 충전하기 위해 디스플레이 산업에서 점점 더 널리 퍼져 있다. 예를 들어, LOCA는 커버글라스와 인듐-주석-산화물 (ITO) 터치 센서 사이에서 (도 1a), ITO 터치 센서와 액정 모듈 사이에서 (도 1b), 또는 커버글라스와 액정 모듈 사이에서 (도 1c) 통상 사용된다. 도 1a의 디스플레이 구성(2)에서 층에는 유리 렌즈 또는 플라스틱 렌즈(10), 제1 광학적으로 투명한 액체 접착제 (LOCA)(12), 제1 ITO 패턴화 회로(14a), 양면 ITO (DITO) 유리 판(16), 제2 ITO 패턴화 회로(14b), 제2 LOCA(18), 전면 편광판(20), 유리 판(22) 및 후면 편광판(24)이 포함된다. 도 1b의 디스플레이 구성(4)에서 층에는 유리 또는 플라스틱 렌즈(26), 파편 방지(anti-splinter) (AS) 또는 반사 방지 (AR) 코팅(28), LOCA (30), 전면 편광판(32), 유리 판(34) 및 후면 편광판(36)이 포함된다. 도 1c의 디스플레이 구성(6)에서 층에는 유리 또는 플라스틱 렌즈(38), LOCA(40), 전면 편광판(42), ITO 회로를 갖는 컬러 필터(44), 유리 판(46) 및 후면 편광판(48)이 포함된다.
LOCA는 현재 분배성 유체를 사용하거나, 또는 더 진하고 잠재적으로 요변성인 재료를 스텐실 또는 스크린(screen)을 사용하여 패턴화함으로써 적용된다. 분배성 유체의 사용은 뉴턴 유체(Newtonian fluid)와 같이 거동하는 유동성 LOCA를 포함한다. 원하는 인쇄 영역을 넘는 유동을 방지하기 위해서, 예비 경화된 댐(dam) 재료의 사용이 종종 요구된다. 광학적으로 투명한 접착제가 LOCA인 경우, 예비 경화된 댐 재료의 굴절률은 LOCA의 굴절률과 일치해야 한다. 또한, 예비 경화된 댐 재료의 사용은 추가 가공 단계를 포함하고, 정확한 양이 분배되지 않고/않거나 LOCA와 접합되고 있는 2개의 기재들 사이에서 동일-평면성(co-planarity)이 완벽하게 정렬되지 않는 경우 여전히 LOCA의 범람(overflow)으로 이어질 수 있다.
LOCA를 인쇄하기 위한 스크린의 사용은, 예를 들어 고바야시(Kobayashi) 등의 미국 특허 출원 공개 제 /0215351호에 기재되어 있다. LOCA를 인쇄하기 위한 스텐실의 사용은, 예를 들어 PCT 공보 WO 2012/136980호에 기재되어 있다. 두 방법 모두 기재 상의 원하는 영역에서 접착제 코팅을 적절하게 적용하기 위하여 LOCA를 스크린 또는 스텐실에 통과시키는 것을 필요로 한다.
상기 언급한 방법들은 한 번에 하나의 장치를 인쇄하고 라미네이팅하는 것을 필요로 한다. 분배성 유체를 사용하는 전통적인 댐 및 충전 방법(dam and fill method)에 있어서, 인쇄 후 즉시 (또는 인쇄 후 제어된 시간 내에) 라미네이션을 행해야 하는데, 왜냐하면 LOCA가 시간이 경과함에 따라 유동하기 때문이다. 또한, 현재 사용되는 LOCA용 스텐실 인쇄 및 라미네이션 공정은 가시 영역(viewing area)으로부터 기포를 제거하기 위해 진공 라미네이션을 필요로 한다.
스텐실 인쇄/라미네이션 LOCA 장비는 값비싸고 전형적으로 약 60 내지 90초의 택트(Takt) (주기) 시간을 갖는다. 비용을 줄이기 위해서, 디스플레이당 장비 비용을 줄여야 하고/하거나 택트 시간을 줄여야 한다. 택트 시간을 제한하는 요소는 진공 라미네이션 단계로서, 이는 종종 공정 중 임의의 다른 단계보다 2 내지 3배 더 길다. 또한, 상당한 양의 장비 비용은 그와 관련된 진공 챔버 및 펌프에 기인할 수 있다.
하나의 실시 형태에서, 본 발명은 스텐실 인쇄 방법이다. 이 방법은 비-처짐(non-sag) 접착제의 층을 제1 기재 상으로 인쇄하는 단계, 비-처짐 접착제의 층에 토포그래피(topography)를 부가하는 단계, 및 비-처짐 접착제의 층과 제2 기재를 접촉시키는 단계를 포함한다. 제2 기재는 처음에는 접착제의 층의 노출된 표면적의 단지 약 5% 이하와 접촉한다.
다른 실시 형태에서, 본 발명은 스텐실 인쇄 방법이다. 이 방법은 광학적으로 투명한 비-처짐 액체 접착제의 층을 제1 기재 상으로 인쇄하는 단계, 광학적으로 투명한 비-처짐 액체 접착제의 층에 토포그래피를 부가하는 단계, 및 광학적으로 투명한 비-처짐 액체 접착제의 층과 제2 기재를 접촉시키는 단계를 포함한다. 토포그래피는 광학적으로 투명한 비-처짐 액체 접착제의 층의 노출된 표면적의 약 5% 이하를 구성한다.
도 1a는 광학적으로 투명한 액체 접착제의 하나 이상의 층을 포함하는 디스플레이 구성의 제1 실시 형태의 단면도이다.
도 1b는 광학적으로 투명한 액체 접착제의 하나 이상의 층을 포함하는 디스플레이 구성의 제2 실시 형태의 단면도이다.
도 1c는 광학적으로 투명한 액체 접착제의 하나 이상의 층을 포함하는 디스플레이 구성의 제3 실시 형태의 단면도이다.
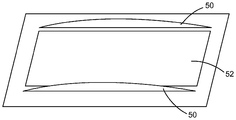
도 2는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제1 방법에 사용되는 가이드(guide)를 갖는 스텐실의 사시도이다.
도 3a는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제2 방법의 제1 패스 코팅 프로파일(coating profile)이다.
도 3b는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제2 방법의 제2 패스 코팅 프로파일이다.
도 4는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제3 방법의 제2 패스 코팅 프로파일이다.
이들 도면은 축척대로 도시되지 않았으며 단지 설명의 목적으로만 의도된다.
도 1b는 광학적으로 투명한 액체 접착제의 하나 이상의 층을 포함하는 디스플레이 구성의 제2 실시 형태의 단면도이다.
도 1c는 광학적으로 투명한 액체 접착제의 하나 이상의 층을 포함하는 디스플레이 구성의 제3 실시 형태의 단면도이다.
도 2는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제1 방법에 사용되는 가이드(guide)를 갖는 스텐실의 사시도이다.
도 3a는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제2 방법의 제1 패스 코팅 프로파일(coating profile)이다.
도 3b는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제2 방법의 제2 패스 코팅 프로파일이다.
도 4는 본 발명에 따른 광학적으로 투명한 액체 접착제를 분배하는 제3 방법의 제2 패스 코팅 프로파일이다.
이들 도면은 축척대로 도시되지 않았으며 단지 설명의 목적으로만 의도된다.
본 발명의 방법은 진공을 사용하지 않고도 접착제 조성물이 스텐실 인쇄되게 한다. 스텐실을 통해, 토포그래피를 갖는 프로파일 코팅(profiled coating)이 인쇄된다. 프로파일 코팅은 라미네이션 중에 제1 접촉 영역을 최소화하고, 인쇄 공정 및/또는 라미네이션 공정 동안 기포의 배출(bleed)을 촉진하여, 무진공 라미네이션을 가능하게 한다. 본 발명의 방법을 사용함으로써, 코팅 충실도(fidelity), 가공 속도 및 최적 재료 사용이 최적화된다. 규정된 양의 접착제 조성물이 기재의 원하는 영역 내에 코팅되고, 그러한 인쇄된 영역의 충실도가 접착제 조성물의 라미네이션 및 경화 내내 유지된다. 하나의 실시 형태에서, 충실도는 라미네이션 및 경화 후 측면 치수의 약 1.0 mm 미만 내에서, 특히 약 0.5 mm 미만 내에서, 보다 특히 약 0.1 mm 미만 내에서 유지된다. 프로파일 코팅은 초기 스텐실 인쇄 단계 동안 및/또는 이어지는 후-인쇄 단계 동안 중 어느 하나에서 이루어질 수 있다. 하나의 실시 형태에서, 본 발명은 디스플레이 응용을 위한 스텐실 인쇄된 광학적으로 투명한 액체 접착제의 무진공 라미네이션을 가능하게 한다.
방법
접착제 조성물은, 본 명세서에 참고로 포함되는 PCT 출원 공개 WO2012/036980호에 기재된 것과 유사한 공정으로 스텐실 인쇄된다. 일반적으로, 접착제 조성물은 제1 기재의 표면 상으로 먼저 인쇄된다. 스텐실 인쇄에서, 스텐실은 제1 기재 상에 놓여지고, 접착제 조성물은 스텐실의 개구를 통해 브러싱, 분무 또는 스퀴징(squeegeeing)에 의해 인쇄된다. 스텐실 프레임은 얇은 금속, 플라스틱 또는 액체 접착제에 대해 불침투성인 임의의 다른 재료로 제작될 수 있다. 일부 실시 형태에서 스퀴지가 필요하지 않을지라도 매끄럽고 균일한 두께의 액체 접착제 코팅을 수득하기 위해 스퀴징이 사용될 수 있다. 하나의 실시 형태에서, 스텐실은 단지 외부 경계 또는 둘레만이 금속, 플라스틱 또는 판지에 의해 한정되어, 스텐실의 내부에는 금속, 플라스틱 또는 판지가 완전히 없게 된다. 선택적으로, 금속, 플라스틱 또는 판지의 내부 리브(rib) 또는 폭이 좁은 길이는 스텐실의 내부 부분에서 스퀴지의 처짐을 방지하거나 또는 스텐실의 보강을 위해 일 측면으로부터 다른 측면까지 스텐실의 내부에 걸쳐있을 수 있다. 접착제 조성물은 스텐실 상에 분배되고 이어서 스퀴지에 의해 스텐실을 가로질러 도포될 수 있거나, 또는 접착제 조성물은 이를 노치 바(notch bar) 앞에 분배하고 스퀴지를 사용하지 않고서 기재 상의 층으로서 접착제를 도포하기 위하여 노치 바와 기판을 서로에 대해 이동시킴으로써 스텐실 상에 침착될 수 있다. 인쇄 동안에, 스텐실은 기재 상에 직접 안착될 수 있는 반면 스퀴지는 접착제를 도포하기 위해 스텐실에 걸쳐서 이동한다. 스퀴지가 스텐실에 걸쳐 이동함에 따라, 액체 접착제는 스텐실 내의 개구에 걸쳐 이동하고, 기재 아래에 침착하게 된다. 그 이후에, 스텐실은 기재로부터 들어 올려지고, 액체 접착제를 남겨 둔다.
무진공 라미네이션을 가능하게 하기 위해 사용될 수 있는 인쇄 공정에 대한 다양한 실시 형태가 있다. 모든 실시 형태에서, 접착제 조성물은 라미네이션 중에 제1 접촉 영역을 최소화하고 라미네이션 공정 동안 기포의 배출을 촉진하는 프로파일 코팅을 생성하기 위해 다양한 토포그래피를 갖는다. 본 발명의 제1 실시 형태에서, (상기 기재된) 스텐실 인쇄가능한 접착제 조성물의 인쇄의 제1 패스 동안, 접착제 조성물은 인쇄 영역에 걸쳐 z-방향으로의 높이의 변동을 갖고서 인쇄되어, 프로파일을 생성한다. 도 2에 나타낸 바와 같이, 프로파일은, 예를 들어 슬롯 다이(slot die)를 인쇄 영역(52)의 경계를 형성하거나 그 외부에 위치되는 가이드(50)에 걸치게 함으로써 생성될 수 있다. 다른 실시 형태에서, 프로파일은 높이를 증가시키고/시키거나 스텐실 속도를 감소시켜 특정 영역에 더 많은 접착제 조성물을 적용함으로써 생성될 수 있다.
본 발명의 제2 실시 형태에서, 초기량의 접착제 조성물(54)을 제1 패스 (도 3a)에서 스텐실 인쇄하고, 이때 제2 패스 (도 3b)에서 후속량의 접착제 조성물(56)을 인쇄된 접착제 조성물 상의 특정 위치에 첨가하여 토포그래피 변화를 부가한다. 도 3b가 라미네이션 동안 처음 접촉이 발생하는 지점 또는 피크로서 후속량의 접착제 조성물을 나타내었지만, 코팅의 토포그래피에서의 변화가 있는 한 임의의 변화가 인쇄될 수 있다. 예를 들어, 후속량은 분배 니들(needle)로부터 분배된 접착제 조성물의 단일 방울이거나, 또는 슬롯 다이 또는 본 발명의 의도된 범위로부터 벗어나지 않는 유사한 장치로부터 분배된 접착제 조성물의 선(line)일 수 있다.
본 발명의 제3 실시 형태에서, 접착제 조성물은 초기량의 접착제 조성물(54)이 인쇄되는 본 발명의 제2 실시 형태 (및 도 3a)와 유사한 제1 패스에서 스텐실 인쇄된다. 이어서, 규정된 프로파일을 갖는 드로우바(draw bar)가 코팅 위를 통과한다. 도 4는 생성된 접착제 조성물의 코팅의 단면도를 나타낸다. 규정된 프로파일은 접착제 조성물에 배출 채널 또는 홈(58)을 배치하여 코팅에 토포그래피를 부가할 것이다. 채널 또는 홈(58)은 기포가 라미네이션 공정 동안 배출되게 한다. 채널의 단면 프로파일이 도 4에서 삼각형으로 도시되어 있지만, 바 및 생성된 채널 또는 홈의 형태는 특별히 제한되지 않고, 삼각형, 정사각형, 직사각형, 반원형 프로파일 등을 포함하지만 이로 제한되지 않는 임의의 형태를 포함할 수 있다. 추가적으로, 상이한 프로파일 형태들의 조합이 또한 사용될 수 있다.
기술된 세 가지 모든 실시 형태에서, 접착제 조성물의 토포그래피의 변화는 라미네이션 동안 제2 기재와의 초기 접촉 중 접착제 조성물과의 접촉 영역을 최소화하도록 최적화된다. 하나의 실시 형태에서, 초기 접촉 영역은 접착제 조성물의 노출된 표면적의 약 5% 미만, 특히 약 2% 미만일 것이다.
접착제 조성물이 토포그래피를 갖고서 제1 기재 상으로 인쇄된 후, 접착제 조성물은 이어서 제2 기재의 표면과 접촉하게 된다. 상술한 바와 같이, 접착제 조성물과 제2 기재의 표면의 접촉은 처음에는 접착제 조성물의 노출된 표면적의 약 5% 미만, 특히 접착제 조성물의 노출된 표면적의 약 2% 미만이다. 처음 접촉 후, 제1 기재 및 제2 기재는 서로 더 근접하게 이동된다. 토포그래피의 변화는 인쇄 공정 동안 존재하였던 임의의 기포의 배출을 가능하게 한다. 제1 기재 및 제2 기재가 원한다면 접착제 조성물이 그들 사이에 위치한 상태로 서로에 대해 위치할 때, 접착제 조성물은 경화되어 접착제 층을 산출한다. 제1 기재 및 제2 기재를 그들의 원하는 위치로 가져옴에 따라 접착제 조성물의 토포그래피의 변화에 의해 유발된 공기의 배출로 인하여, 접착제 조성물, 제1 기재 및 제2 기재는 진공의 사용 없이 라미네이팅될 수 있다.
세 가지 모든 실시 형태에서, 라미네이션 단계는 공기 (예를 들어, 대기압) 중에서 수행될 것이다. 진공이 필요한 경우, 진공 압력은 약 5,000 Pa 초과, 약 10,000 Pa 초과, 또는 심지어 약 20,000 Pa 초과이다. 또한, 실시 형태들이 개별적으로 기술되었지만, 이들은 합쳐져서 추가의 작용을 제공할 수 있다.
접착제 조성물
본 발명의 방법과 함께 사용되기에 적합한 접착제 조성물은, 적절한 양의 전단이 가해지는 경우 코팅 공정 동안 유동될 수 있으면서 전단이 거의 내지 전혀 없을 때 고체 유사 거동을 나타내고 본질적으로 비-처짐성인 액체 조성물이다. 본 명세서에서, 비-처짐성은 접착제 조성물이 영의 또는 거의 영의 전단 응력 조건 하에서 전혀 또는 아주 거의 유동을 나타내지 않는 특성을 지칭한다. 하나의 실시 형태에서, 비-처짐 접착제 조성물은, 예를 들어 16000 내지 50000 cp (또는 mPa·s)의 높은 점도를 갖고 요변성 거동을 갖는다. 하나의 실시 형태에서, 접착제 조성물은 점도가 0.01 s-1에서 약 100 Pa·s 이상이고, 1 내지 10 s-1에서 약 50 Pa·s 미만이다. 일부 실시 형태에서, 접착제 층은 요변성 특성을 갖는 접착제 조성물로부터 형성될 수 있다. 요변성 접착제는 소정 기간에 걸쳐서 전단 응력이 가해질 때 점도가 감소되고 (전단 박화), 이때 전단 응력이 감소되거나 또는 제거될 때 후속적인 점도의 회복 또는 부분 회복이 일어나는 것을 특징으로 한다. 요변 특성의 이점은 고 전단율 조건 하에서 점도의 신속한 감소로 인해 니들 분배와 같은 이러한 공정에 의해 접착제 조성물이 용이하게 분배될 수 있다는 것이다. 고 점도를 나타내는 접착제에 비하여 요변성 거동을 나타내는 접착제의 이점은, 고 점도 접착제가 스퀴지 또는 롤링 공정 동안에 분배되기 어렵고 유동을 일으키기 어려운 반면, 요변성 거동을 나타내는 접착제는 분배될 수 있고 전단 하에서 유동될 것이라는 것이다. 하나의 실시 형태에서, 접착제 조성물은 요변성 지수 (0.01 s-1 및 10 s-1에서 점도의 비)가 약 2 초과, 특히 약 3 초과, 보다 특히 약 4 초과이다. 접착제 조성물은 입자를 조성물에 첨가함으로써 요변성이 되게 할 수 있다. 일부 실시 형태에서, 약 2 내지 약 10 중량% 또는 약 3.5 내지 약 7 중량%의 양의 건식 실리카를 첨가하여 액체 접착제에 요변성 특성을 부여한다.
일부 실시 형태에서, 점도가 1 내지 10 sec-1의 전단율에서 30 Pa·s 이하, 특히 약 2 내지 약 30 Pa·s, 보다 특히 약 5 내지 약 20 Pa·s인 임의의 접착제 조성물은 요변제와 조합되어 스텐실 인쇄에 적합한 요변성 특성을 갖는 광학적으로 투명한 접착제를 형성할 수 있다. 요변제의 효율 및 광학 특성은 광학적으로 투명한 액체 접착제의 조성 및 요변제와의 상호 작용에 좌우된다. 예를 들어, 회합성 요변제 또는 친수성 실리카의 경우에, 고도로 극성인 단량체, 예컨대 아크릴산, 산 또는 하이드록실 함유 단량체 또는 올리고머의 존재는 요변성 또는 광학 성능을 방해할 수 있다.
일부 실시 형태에서, 접착제 조성물의 점도는 둘 이상의 상이한 전단율에서 제어될 수 있다.
본 명세서에서 사용된 접착제 조성물은 문헌[J. Kevra, "Estimation of Shear Rates During Rolling in the Screening and Stenciling Process", The International Journal for Hybrid Microelectronics, Vol. 12, No. 4, pp. 188-194 (1989)]에 의해 모델링된 바와 같이 인쇄 공정 동안에 전단율의 진전(evolution)을 경험한다. 예를 들어, 접착제 조성물은 접착제 조성물이 먼저 스텐실에 적용됨에 따라 영 내지 수 sec-1의 전단율을 경험할 수 있다. 수백 내지 약 1000 sec-1의 최대 전단율은 접착제 조성물이 스퀴지 또는 롤링 공정 동안 스텐실을 통하여 밀어 넣어질 때 발생된다. 이러한 고 전단율에서, 접착제 조성물의 점도는 낮아지고, 용이하게 유동된다. 접착제 조성물이 제1 기재 상으로 스텐실에서 빠져 나감에 따라, 이는 전단율의 신속한 감소를 경험하고 결국 0의 전단율 상태에 도달되며, 이때 접착제 조성물을 비-처짐 상태로 될 수 있도록 점도가 다시 신속하게 형성되게 된다.
적어도 두 가지의 상이한 전단율에서 접착제 조성물의 점도를 제어함으로써 비-처짐 접착제를 달성할 수 있다는 것이 밝혀졌다. 더욱 구체적으로는, 예를 들어 접착제 조성물은 1 sec-1의 전단율에서 18 Pa·s 내지 140 Pa·s의 점도 및 0.01 sec-1에서 200 Pa·s 내지 4200 Pa·s의 점도를 갖는 것을 특징으로 한다. 접착제 조성물이 1 sec-1의 전단율에서 18 Pa·s 내지 140 Pa·s의 점도를 갖는 경우, 접착제 조성물은 상기 기재된 바와 같이 스텐실의 개구를 통해 스텐실 및 스퀴지 상에 침착될 수 있다.
더 나아가, 본 발명의 접착제 조성물은 점도가 0.01 sec-1의 전단율에서 200 Pa·s 내지 4200 Pa·s이기 때문에, 접착제 조성물은 제1 기재 상으로 스텐실의 개구를 빠져 나간 후 비-처짐 거동을 유지한다.
상술한 점도 값은 40 mm 직경 × 1° 원추를 장착하고 0.001 내지 100 sec-1의 전단율 범위에 걸쳐 스캔되는 AR2000 유량계 (티에이 인스트루먼트(TA Instruments)에 의해 제조됨)를 사용하여 25℃에서 결정된다.
하나의 실시 형태에서, 접착제 층은 25℃ 및 10 sec-1의 전단율에서 점도가 약 2 내지 약 30 Pa·s, 특히 약 5 내지 약 20 Pa·s이다. 하나의 실시 형태에서, 접착제 층은 25℃ 및 0.01 sec-1의 전단율에서 점도가 약 700 내지 약 10,000 Pa·s, 특히 약 1,000 내지 약 8,000 Pa·s이다. 하나의 실시 형태에서, 접착제 층은 25℃ 및 1 sec-1의 전단율에서 점도가 약 18 Pa·s 내지 약 140 Pa·s, 특히 약 30 Pa·s 내지 약 100 Pa·s이다.
일부 실시 형태에서, 접착제 조성물은 10 Pa의 응력이 2분 동안 접착제에 가해질 때 변위 크리프(displacement creep)가 약 0.1 라디안 이하이다. 일반적으로, 변위 크리프는 25℃에서 40 mm 직경 × 1° 원추를 장착한 티에이 인스트루먼트에 의해 제조된 AR2000 유량계를 사용하여 결정되는 값이고, 10 Pa의 응력이 접착제에 가해질 때의 원추의 회전 각도로서 정의된다. 변위 크리프는 중력 및 표면 장력과 같은 매우 낮은 응력 조건 하에서 요변성 접착제 층이 유동 또는 처짐에 저항하는 능력과 관련된다.
일부 실시 형태에서, 광학적으로 투명한 액체 접착제는, 원추형 및 판형 유동계 내에서 1 ㎐의 주파수로 80 μN·m의 토크가 가해질 때, 델타가 45도 이하, 특히 42도 이하, 특히 35도 이하, 보다 특히 30도 이하이다. 델타는, 진동력 (응력)이 재료에 가해지고 생성된 변위 (변형)가 측정될 경우, 응력과 변형 사이의 위상 지연이다. 델타에는 도 단위가 할당된다. 델타는 매우 낮은 진동 응력에서의 요변성 접착제 층의 "고체" 거동 또는 이의 비-처짐 특성과 관련된다.
접착제 층은 또한 스텐실 인쇄 응용에서의 스퀴지와 같은 설비 아래를 통과한 후, 짧은 시간 내에 비-처짐 구조를 회복할 수 있는 능력을 갖는다. 하나의 실시 형태에서, 접착제 층의 회복 시간은 1 ㎐의 주파수에서 약 60초 동안 약 1000 μN·m의 토크가 가해진 후 즉시 1 ㎐ 주파수로 80 μN·m의 토크가 가해지고 나서 35도의 델타에 도달할 때까지 약 5분 미만, 특히 2분 미만, 특히 60초 미만, 특히 약 30초 미만, 보다 특히 약 10초 미만이다. 접착제 조성물이 코팅 공정 후 소정 기간 내에서 비-처짐 구조를 회복하는 능력은 코팅 영역의 치수 공차가 유지됨을 보장한다.
비-처짐 접착제 조성물은 요변성 거동을 생성하는 것으로 알려진 충전제 입자를 포함할 수 있다. 본 발명에 따른 적합한 충전제에는 점토, 입자 크기 및 표면 처리에 따른 다양한 형태의 실리카 및 산화알루미늄, 및 유기 충전제, 예컨대 셀룰로오스, 피마자유 왁스, 및 폴리아미드-함유 충전제가 포함된다. 요변성을 부여하는 미립자 충전제에는 건식 실리카, 건식 산화알루미늄 및 점토가 포함되지만, 이로 한정되지 않는다. 적합한 건식 실리카의 예에는 에어로실(AEROSIL) 200; 및 에어로실 R805 (둘 모두 에보닉 인더스트리즈(Evonic Industries)로부터 입수가능함); 캡-오-실(CAB-O-SIL) TS 610; 및 캡-오-실 T 5720 (둘 모두 캐보트 코포레이션(Cabot Corp.)으로부터 입수가능함), 및 바커 케미 아게(Wacker Chemie AG)로부터 입수가능한 HDK H2ORH가 포함되지만, 이로 한정되지 않는다. 적합한 건식 산화알루미늄의 예에는 에어록사이드 알루(AEROXIDE ALU) 130 (미국 뉴저지주 파시패니 소재의 에보닉으로부터 입수가능함)이 포함되지만, 이로 한정되지 않는다. 적합한 점토의 예에는 가라마이트(GARAMITE) 1958 (서던 클레이 프로덕츠(Southern Clay Products)로부터 입수가능함)가 포함되지만, 이로 한정되지 않는다. 건식 실리카가 일반적으로 가장 바람직한 충전제에 해당되지만, 이는 다소 제형 의존적이다. 접착제 조성물은 약 2 중량% 내지 약 10 중량%, 특히 약 3.5 중량% 내지 약 7 중량%의 요변성 재료를 포함할 수 있다.
비요변성 액체가 사용되는 경우, 유동은 기재의 프레임 경화(frame cure) 또는 전체 예비-경화(full pre-cure)에 의해 방지될 수 있다. 프레임 경화는 기재에 코팅된 접착제의 둘레 주위를 고 출력의 LED가 빠르게 통과하는 것을 포함한다. 하나의 실시 형태에서, LED는 피크 조명 출력(peak illumination power)이 약 25 mW/㎠ 초과, 특히 약 300 mW/㎠ 초과, 보다 특히 약 4,000 mW/㎠ 초과이다. 프레임 경화의 사용은 LOCA가 겔화되게 하고, 이에 의해 점도가 증가하고 유동이 억제될 것이다.
본 발명에서 사용되는 접착제 조성물은 광학적으로 투명하다. 본 명세서에서 사용된 바와 같이, "광학적으로 투명한"은 일반적으로 제1 기재 또는 제2 기재에 관하여 또는 접착제 층에 관하여 사용 시에 물품이 약 400 nm 내지 약 720 nm의 범위에 걸쳐서 85% 이상, 특히 95% 이상의 투과도, 보다 특히 약 400 nm 내지 약 720 nm의 범위에 걸쳐서 92% 이상의 투과도를 갖는 것을 의미한다. 하나의 실시 형태에서, 접착제 층은 퍼센트 투과율을 측정할 수 있는 분광 광도계 또는 다른 장치에 의해 측정된 바와 같이 460 nm에서 약 85% 초과, 530 nm에서 약 90% 초과, 그리고 670 nm에서 90% 초과의 투과도를 갖는다. 이들 투과도 특성은 풀 컬러(full color) 디스플레이에서 컬러 포인트를 유지하는 데 중요한 전자기 스펙트럼의 가시 영역에 걸쳐 광의 균일한 투과도를 제공한다.
접착제 층의 투명도 특성의 탁도 부분은 비와이케이 가드너(Byk Gardner)로부터 입수가능한 헤이즈가드 플러스(HazeGard Plus) 또는 헌터 랩스(Hunter Labs)로부터 입수가능한 울트라스캔 프로(UltraScan Pro)와 같은 탁도계에 의해 측정된 접착제 층의 % 탁도 값에 의해 추가로 정의된다. 예를 들어, 접착제 조성물의 % 탁도는 약 5% 미만, 특히 약 2% 미만, 보다 특히 약 1% 미만이어야 한다. 이들 탁도 특성은 풀 컬러 디스플레이에서 출력의 품질을 유지하는 데 중요한 저 광 산란을 제공한다.
본 발명은 바람직한 실시 형태를 참고하여 기술하였지만, 당업자는 본 발명의 사상 및 범주로부터 벗어남이 없이 형태 및 세부 사항에서 변화가 이루어질 수 있음을 알 것이다.
Claims (16)
- 비-처짐 접착제(non-sag adhesive)의 층을 제1 기재 상으로 인쇄하는 단계,
비-처짐 접착제의 층에 토포그래피(topography)를 부가하는 단계, 및
비-처짐 접착제의 층과 제2 기재를 접촉시키는 단계
를 포함하고,
이때 제2 기재는 처음에는 비-처짐 접착제의 층의 노출된 표면적의 단지 약 5% 이하와 접촉하는, 스텐실 인쇄 방법. - 제1항에 있어서, 비-처짐 접착제의 층과 제2 기재를 접촉시키는 단계는 대기압에서 일어나는, 방법.
- 제1항에 있어서, 비-처짐 접착제의 층을 제1 기재 상으로 인쇄하는 단계는 다양한 높이를 갖는 층을 인쇄함을 포함하는, 방법.
- 제1항에 있어서, 토포그래피를 부가하는 단계는 별개의 위치에서 제2 양의 비-처짐 접착제를 부가함을 포함하는, 방법.
- 제1항에 있어서, 토포그래피를 부가하는 단계는 비-처짐 접착제의 층 위로 드로우바(draw bar)를 통과시켜, 비-처짐 접착제의 층 내에 채널 또는 홈을 형성함을 포함하는, 방법.
- 제1항에 있어서, 비-처짐 접착제는 점도가 0.01 s-1에서 100 Pa·s 이상이고, 1 내지 10 s-1에서 약 50 Pa·s 미만인, 방법.
- 제1항에 있어서, 제2 기재는 처음에는 비-처짐 접착제의 층의 노출된 표면적의 단지 약 2% 이하와 접촉하는, 방법.
- 제1항에 있어서, 비-처짐 접착제는 요변성인, 방법.
- 제1항에 있어서, 비-처짐 접착제는 광학적으로 투명한 액체 접착제인, 방법.
- 광학적으로 투명한 비-처짐 액체 접착제의 층을 제1 기재 상으로 인쇄하는 단계,
광학적으로 투명한 비-처짐 액체 접착제의 층에 토포그래피를 부가하는 단계 - 토포그래피는 광학적으로 투명한 비-처짐 액체 접착제의 층의 노출된 표면적의 약 5% 이하를 구성함 -, 및
광학적으로 투명한 비-처짐 액체 접착제의 층과 제2 기재를 접촉시키는 단계
를 포함하는, 스텐실 인쇄 방법. - 제10항에 있어서, 제2 기재는 처음에는 광학적으로 투명한 비-처짐 액체 접착제의 층의 노출된 표면적의 단지 약 2% 이하와 접촉하는, 방법.
- 제10항에 있어서, 광학적으로 투명한 비-처짐 액체 접착제는 점도가 0.01 s-1에서 100 Pa·s 이상이고, 1 내지 10 s-1에서 약 50 Pa·s 미만인, 방법.
- 제10항에 있어서, 광학적으로 투명한 비-처짐 액체 접착제는 요변성인, 방법.
- 제10항에 있어서, 광학적으로 투명한 비-처짐 액체 접착제의 층을 제1 기재 상으로 인쇄하는 단계는 다양한 높이를 갖는 층을 인쇄함을 포함하는, 방법.
- 제10항에 있어서, 토포그래피를 부가하는 단계는 별개의 위치에서 제2 양의 광학적으로 투명한 비-처짐 액체 접착제를 부가함을 포함하는, 방법.
- 제10항에 있어서, 토포그래피를 부가하는 단계는 광학적으로 투명한 비-처짐 액체 접착제의 층 위로 드로우바를 통과시켜 접착제의 층 내에 채널 또는 홈을 생성시킴을 포함하는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/135,999 | 2013-12-20 | ||
| US14/135,999 US9623644B2 (en) | 2013-12-20 | 2013-12-20 | Profiled coatings for enabling vacuumless lamination of stencil printed liquid optically clear adhesives |
| PCT/US2014/069649 WO2015094881A1 (en) | 2013-12-20 | 2014-12-11 | Profiled coatings for enabling vacuumless lamination of stencil printed liquid optically clear adhesives |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160099701A true KR20160099701A (ko) | 2016-08-22 |
Family
ID=52282932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167019580A KR20160099701A (ko) | 2013-12-20 | 2014-12-11 | 스텐실 인쇄된 광학적으로 투명한 액체 접착제의 무진공 라미네이션을 가능하게 하기 위한 프로파일 코팅 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9623644B2 (ko) |
| JP (1) | JP2017507200A (ko) |
| KR (1) | KR20160099701A (ko) |
| CN (1) | CN105829475B (ko) |
| WO (1) | WO2015094881A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106608088A (zh) * | 2015-10-26 | 2017-05-03 | 宸鸿科技(厦门)有限公司 | 贴合结构 |
| CN109878189A (zh) * | 2017-12-06 | 2019-06-14 | 3M创新有限公司 | 用于形成弯曲层合产品的方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11128805A (ja) | 1997-11-05 | 1999-05-18 | Dainippon Printing Co Ltd | チクソ性塗布液用ダイおよびチクソ性塗布液の塗布方法 |
| AU2219299A (en) | 1998-01-09 | 1999-07-26 | Fastar, Ltd. | Moving head, coating apparatus and method |
| JP2000051771A (ja) | 1998-08-05 | 2000-02-22 | Dainippon Printing Co Ltd | 塗布液供給装置 |
| JP2001137764A (ja) | 1999-11-15 | 2001-05-22 | Dainippon Printing Co Ltd | 塗布装置及び塗布方法 |
| US7344665B2 (en) | 2002-10-23 | 2008-03-18 | 3M Innovative Properties Company | Coating die with expansible chamber device |
| JP2004148167A (ja) | 2002-10-29 | 2004-05-27 | Nordson Corp | 粘性流体材料の塗布方法及び装置 |
| JP2007152261A (ja) | 2005-12-06 | 2007-06-21 | Shibaura Mechatronics Corp | ペースト塗布装置、ペースト塗布方法及びこれを用いた表示パネルの製造装置 |
| JP2007167791A (ja) | 2005-12-22 | 2007-07-05 | Shibaura Mechatronics Corp | ペースト塗布装置、これを用いた表示パネルの製造装置、及び、ペースト塗布方法 |
| DE102006053916B3 (de) * | 2006-11-15 | 2008-06-19 | Qimonda Ag | Verfahren zum Herstellen einer Klebefläche auf einer Oberfläche eines Die-Trägers |
| US20090183819A1 (en) | 2007-12-27 | 2009-07-23 | Tsutomu Matsuhira | Manufacturing method for a display device |
| US20090194021A1 (en) | 2008-02-01 | 2009-08-06 | Scott Snodgrass | Dispenser for a coating apparatus having reduced sag |
| JP5188833B2 (ja) | 2008-02-21 | 2013-04-24 | 株式会社ジャパンディスプレイイースト | 表示装置の製造方法 |
| JP2013522453A (ja) | 2010-03-24 | 2013-06-13 | スリーエム イノベイティブ プロパティズ カンパニー | ディスプレイパネルを有する光学アセンブリ、並びにその製造及び分解方法 |
| SG179299A1 (en) | 2010-09-13 | 2012-04-27 | Trimech Technology Pte Ltd | A display panel substrate assembly, an apparatus and a method for forming a display panel substrate assembly |
| KR20130128439A (ko) * | 2010-12-21 | 2013-11-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광학 접착제를 갖는 물품 및 그 제조 방법 |
| GB2489935A (en) | 2011-04-08 | 2012-10-17 | Ocean Surveys Sciences And Engineering Associates Ltd | A vessel with a buoyancy device movable with respect to the vessel's hull |
| KR101557601B1 (ko) | 2011-09-28 | 2015-10-05 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 액상의 광학투명 접착제의 경성 기재상 코팅 방법 |
-
2013
- 2013-12-20 US US14/135,999 patent/US9623644B2/en active Active
-
2014
- 2014-12-11 CN CN201480069811.5A patent/CN105829475B/zh not_active Expired - Fee Related
- 2014-12-11 JP JP2016541548A patent/JP2017507200A/ja not_active Withdrawn
- 2014-12-11 KR KR1020167019580A patent/KR20160099701A/ko not_active Application Discontinuation
- 2014-12-11 WO PCT/US2014/069649 patent/WO2015094881A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| US20150174880A1 (en) | 2015-06-25 |
| JP2017507200A (ja) | 2017-03-16 |
| US9623644B2 (en) | 2017-04-18 |
| CN105829475B (zh) | 2018-03-09 |
| WO2015094881A1 (en) | 2015-06-25 |
| CN105829475A (zh) | 2016-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6048542B2 (ja) | 画像表示装置の製造方法 | |
| KR101557601B1 (ko) | 액상의 광학투명 접착제의 경성 기재상 코팅 방법 | |
| CN103238105B (zh) | 一种显示面板基板组件和一种形成显示面板基板组件的装置和方法 | |
| JP6465157B2 (ja) | 画像表示装置の製造方法、樹脂用ディスペンサー | |
| JP6549486B2 (ja) | 粘稠な液体の精密コーティング方法 | |
| CN104837567B (zh) | 液体涂布的基板上的离散液体涂层以及在形成层合物方面的用途 | |
| JP5358847B2 (ja) | 板状部材の貼り合せ方法及び貼り合せ装置 | |
| CN104703795A (zh) | 带粘附层的透明面材、其制造方法及显示装置 | |
| KR20160099701A (ko) | 스텐실 인쇄된 광학적으로 투명한 액체 접착제의 무진공 라미네이션을 가능하게 하기 위한 프로파일 코팅 | |
| US20130341823A1 (en) | Mold, method for producing mold, and method for producing nanoimprint film | |
| KR102692688B1 (ko) | 적층체의 제조 방법, 및 광경화성 수지 조성물 | |
| KR101735963B1 (ko) | 기판의 접착방법 및 이를 통해 제조된 디스플레이용 기판 | |
| JP2014059524A (ja) | 透明性凹凸フィルム及びその製造方法、並びに透明性凹凸フィルムを備えたディスプレイ | |
| TWI279614B (en) | Method and apparatus for processing a flexible liquid crystal display | |
| CN106985480A (zh) | 一种用于全贴合工艺的光学材料及其制备方法和应用 | |
| JP2018141834A (ja) | 画像表示装置及びその製造方法 | |
| KR102089717B1 (ko) | 편광자 보호 필름 및 이의 제조방법 | |
| JP5844244B2 (ja) | 表示パネルの作製方法 | |
| WO2013133231A1 (ja) | 光学用積層構造体の製造方法および製造装置 | |
| JP5880830B2 (ja) | 画像表示装置 | |
| US20160026016A1 (en) | Patterned layer for a liquid crystal display device that functions as an edge seal, or internal spacer, or internal gasket, or internal wall, and a precise method to manufacture the patterned layer | |
| KR20170118616A (ko) | 기판의 접착방법 및 이를 통해 제조된 디스플레이용 기판 | |
| KR20170121917A (ko) | 진공 압축 하드코팅 공정 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Withdrawal due to no request for examination |