JP6549486B2 - 粘稠な液体の精密コーティング方法 - Google Patents
粘稠な液体の精密コーティング方法 Download PDFInfo
- Publication number
- JP6549486B2 JP6549486B2 JP2015546529A JP2015546529A JP6549486B2 JP 6549486 B2 JP6549486 B2 JP 6549486B2 JP 2015546529 A JP2015546529 A JP 2015546529A JP 2015546529 A JP2015546529 A JP 2015546529A JP 6549486 B2 JP6549486 B2 JP 6549486B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- coating
- patch
- liquid
- viscosity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/10—Homopolymers or copolymers of methacrylic acid esters
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1303—Apparatus specially adapted to the manufacture of LCDs
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/13338—Input devices, e.g. touch panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0073—Optical laminates
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F2202/00—Materials and properties
- G02F2202/28—Adhesive materials or arrangements
Landscapes
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Nonlinear Science (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mathematical Physics (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- General Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Electroluminescent Light Sources (AREA)
- Coating Apparatus (AREA)
- Laminated Bodies (AREA)
- Human Computer Interaction (AREA)
- Mechanical Engineering (AREA)
- Ophthalmology & Optometry (AREA)
- Health & Medical Sciences (AREA)
- Wood Science & Technology (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
本出願は、2012年12月6日に出願された米国特許仮出願第61/734,221号の利益を主張するものであり、この開示の全体が参照により本明細書に組み込まれる。
本開示は、全般に、基材に対するコーティングの適用に関するものであり、より具体的には、自己平坦化しない粘稠液状接着剤を基材の上に精密コーティングを行い、そのようなコーティングされた基材から積層体を形成することに関する。
前述のコーティングプロセスのいくつかの代表的な実施形態において、第1コーティング液は少なくとも約1秒−1の剪断速度で分配される。他の代表的な実施形態において、第1コーティング液は少なくとも約10、約50、約100、約1000、及び約10000秒−1の剪断速度で分配される。必要に応じて、第1コーティング液は約100,000秒−1以下の剪断速度で分配される。特定の代表的な実施形態において、第1コーティング液は約20℃〜約100℃の温度で分配される。いくつかのそのような代表的な実施形態において、第1コーティング液は分配時に、約2パスカル秒〜約20パスカル秒の粘度を示す。
明細書及び特許請求の範囲を通して特定の用語が使用されており、大部分は周知であるが、いくらか説明を必要とする場合がある。本明細書で使用される場合、
用語「均質」とは、巨視的スケールで観察される場合、物質の単一相のみを示すことを意味する。
本開示は、第1コーティング液供給源と流体連通している外側開口部を有するコーティングヘッドを提供する工程と、前記基材に対して前記コーティングヘッドを配置して前記外側開口部と基材との間に間隙を画定する工程と、前記コーティングヘッドと前記基材との間で相対的な動きをコーティング方向に形成する工程と、前記基材の少なくとも1つの主表面の少なくとも一部分に、前記外側開口部から前記第1コーティング液の所定量を分配することにより、前記基材の前記主表面の少なくとも一部分の所定位置に前記第1コーティング液の分離したパッチを形成する工程とを含むプロセスについて記述する。この第1コーティング液は分配時に、少なくとも1パスカル秒(Pa−s)の粘度を示す。このパッチは、ある厚さ及び外周を有する。現時点で、分離したパッチを形成するのに、ステンシルを使用しないことが好ましい。
現時点で好ましい実施形態において、分配時の第1コーティング液は、剪断速度100秒−1、温度25℃で測定されたとき、少なくとも1パスカル秒(Pa−s)の粘度を示す。ただし、いくつかの代表的な実施形態において、このコーティング液は、少なくとも2Pa−s、少なくとも3Pa−s、少なくとも4Pa−s、少なくとも5Pa−s、少なくとも6Pa−s、少なくとも7Pa−s、少なくとも8Pa−s、少なくとも9Pa−s、又は更には少なくとも10Pa−s、少なくとも15Pa−s、少なくとも20Pa−s、少なくとも30Pa−s、少なくとも40Pa−s、少なくとも50Pa−s、又は更にはそれ以上の粘度が、有利であると示すことができる。
上述のコーティングプロセスで使用するのに特に好適な液状組成物は、LOCA組成物(例えば、光学アセンブリを製造するのに使用されている接着剤)である。よって、上述のプロセスのいずれかの、いくつかの代表的な実施形態において、第1コーティング液と第2コーティング液の少なくとも一方(又は両方)が、液状光学透明接着剤(LOCA)組成物となるように選択される。
前述の代表的な実施形態のいずれかにおいて、LOCA組成物は、有利なように、熱安定化剤、酸化防止剤、帯電防止剤、増粘剤、充填剤、顔料、染料、着色剤、チキソトロピー剤、加工助剤、ナノ粒子、及び繊維から選択される少なくとも1つの添加剤を含み得る。特定のそのような実施形態において、この添加剤は、液状光学透明接着剤組成物の質量に対して、0.01〜10重量%の量で存在する。いくつかの代表的な実施形態において、液状光学透明接着剤組成物は、中央値粒径が1nm〜約100nmの金属酸化物ナノ粒子を、液状光学透明接着剤組成物の全重量に対して1〜10重量%で更に含む。
又はByk−Chemie GmbH(Wesel、Germany)から入手されるBYK 410)、金属スルホン化物(例えばKing Industries(Norwalk、CT)から入手されるK−STAY 501、又はLubrizol Advanced Materials(Cleveland、OH)から入手されるIRCOGEL 903)、アクリレート化オリゴアミン(例えばRahn USA Corp(Aurora、IL)から入手されるGENOMER 5275)、ポリアクリル酸(例えばLubrizol Advanced Materials(Cleveland、OH)から入手されるCARBOPOL 1620)、変性ウレタン(例えばKing Industries(Norwalk、CT)から入手されるK−STAY 740)、又はポリアミドが挙げられるがこれらに限定されない。
本プロセスの想到される実施形態の多くは、例えば光学ディスプレイ又は液晶ディスプレイ(LCD)モジュール用のカバーグラスのような、剛体のシート又は剛体の物品上に液状光学透明導電性接着剤のパッチを形成する工程を含む。ただし、いくつかの想到される実施形態は、透明な可撓性シート、又はロール・トゥ・ロールプロセスにおける無限長さの透明可撓性ウェブの上に、液状光学透明導電性接着剤のパッチを形成する工程を含む。可撓性基材は、可撓性ガラスシート又はウェブを含み得る。可撓性ガラスシート又はウェブをこの種の実施形態においてどのように上手くとりあつかうことができるかについての議論は、米国特許出願公開第2013/0196163号に見られる。
本開示の様々な例示的実施形態を特に図面に関連して説明する。
ここで図2Aを参照して、シート材料片22aと、その主表面上に配置されたコーティング液のパッチ24とを含む、コーティングされたシート20aの平面図が図示されている。図示されている実施形態において、パッチ24はシート材料片22aの縁26全体にわたってコーティングされておらず、パッチ24の外周の全辺に、コーティングされていない縁30、32、34、及び36が残っている。コーティングされたパッチ24は、例えば手持ち式装置の液晶ディスプレイに使用されるような多くの用途において、そのような縁を有することが便利である。更に、これらの縁30、32、34、及び36のうち1つ以上が、精密公差の精度を持って、所定の幅を有すると便利であることが多い。
本開示の代表的な実施形態の作業を、以下の非限定的な詳細の実施例に関して更に説明する。これらの実施例は、様々な具体的且つ好ましい実施形態及び技術を更に例示するために与えられるものである。しかしながら、本開示の範囲内で多くの変更及び改変がなされ得ることは理解されるべきである。
大きな寸法、又は面積を有する光学アセンブリは、効率及び厳しい光学品質が望まれるならば、製造するのが難しい場合がある。光学構成要素間のギャップは、ギャップ内に硬化性組成物を注ぐか、又は注入することによって充填し、続いて組成物を硬化させて構成要素を一緒に結合することができる。しかしながら、これらの一般的に使用される組成物は長い流出時間を有し、これは大きな光学アセンブリには非効率的な製造方法の一因となる。
光学アセンブリに使用される実質的に透明な基材は、様々なタイプの材料を含み得る。実質的に透明な基材は、光学用途に適しており、典型的に460〜720nmの範囲にわたって少なくとも85%の可視光透過率を有する。実質的に透明な基材は、厚さ1ミリメートルについて、460nmで約85%より大きい透過率、530nmで約90%より大きい透過率、及び670nmで約90%より大きい透過率を有することができる。
接着剤層は、好ましくは光学的用途に好適である。例えば、接着剤層は460〜720nmの範囲にわたって少なくとも85%の透過率を有し得る。例えば、接着剤層は、厚さ1ミリメートルについて、460nmで約85%より大きい透過率、530nmで約90%より大きい透過率、及び670nmで約90%より大きい透過率を有することができる。これらの透過特性により、電磁スペクトルの可視領域全体にわたって均一な光透過率がもたらされ、これは、フルカラーディスプレイで色点を維持するのに重要である。
いくつかの実施形態において、このプロセスは、加熱、化学線照射、電離放射線照射、又はこれらの組み合わせを適用することにより、コーティング液を硬化させる工程を更に含む。
いくつかの特定の代表的な実施形態において、この積層体は、有機発光ダイオードディスプレイ、有機発光トランジスタディスプレイ、液晶ディスプレイ、プラズマディスプレイ、表面伝導型電子放出素子ディスプレイ、電界放出ディスプレイ、量子ドットディスプレイ、液晶ディスプレイ、マイクロ電子機械システムディスプレイ、強誘電性液晶ディスプレイ、厚膜誘電性エレクトロルミネッセンスディスプレイ、テレスコピックピクセルディスプレイ、又はレーザー蛍光体ディスプレイから選択されるディスプレイパネルから構成されている。
本実施例及び本明細書の残りの部分における部、百分率 及び比率などは全て、別段の指定がない限り重量による。使用した溶媒及び他の試薬は、特に断らない限り、Sigma−Aldrich Chemical Company(Milwaukee,WI)から入手し得る。
粘度測定
TA Instruments(New Castle,Delaware)からの40mmの1°のステンレス鋼錐体及びプレートを備えるAR2000レオメーターを使用することによって行われた。粘度は、28μmのギャップを備える錐体と平板との間で、0.01〜100秒−1の幾つかの剪断速度で、定常流動操作を用いて25℃で測定した。
第1コーティング装置が、概ね図1に図示されているように構築された。基材支持体52は、THK Co.(Tokyo、JP)からモデルSHS−15として市販されている精密すべり軸受に取り付けされ、Kollmorgen(Radford、VA)からモデルICD10−100A1リニアモーターとして市販されているアクチュエーターと、これもKollmorgenからモデルAKD−P00306−NAEC−0000として市販されているドライブ/増幅器とによって動かされた。基材支持体の上に、スロットダイ形状のコーティングヘッドが取り付けられた。これは、空洞を有し、従来型の幅4インチ(102mm)のものであった。コーティングヘッドは、KollmorgenからモデルICD 10〜100として市販されているリニアアクチュエーター上に取り付けられた。物理的標準(精密シム)と連携して、基材の表面からスロットまでのダイ隙間を監視するために、リニアクチュエーターに組み込まれているエンコーダーが使用された。特に基材の平坦さが問題となる場合には、レーザー三角測量センサーなど他の位置センサーも、追加で採用できることが想到される。実際には、アクチュエーター、センサー、構成要素の幾何学的形状、機械的システムの剛性のすべてが、パッチの高い寸法精度と、先端及び終端のきれいさの両方を達成する能力に、役割を果たしていることが見出された。
図1に示し上述した装置と概ね同様であるが、ただし基材の支持体が円筒形で、これが回転運動し、コーティングヘッドと基材との間に相対的な動きを形成するような、別の装置が更に構築された。より具体的には、支持体は直径32.4cmのアルミニウム製ドラムで、この回転運動は、KollmorgenからモデルFH5732として市販されているモーターにより制御され、このモーターは、Professional Instruments(Hopkins、MN)からBLOCK−HEAD 10Rとして市販されているエアベアリングによってドラムに連結させた。

この実施例の構成は、コントローラーに提供されたプログラミング以外、実施例1と概ね同様である。表2に、この実施例をまとめる。
実施例1によるサンプルをドラムから注意深く取り外し、花崗岩テーブル上に配置した。Corning(Corning NY)から市販されているEAGLE XGディスプレイガラスを、同様の大きさのシートにしたものを、花崗岩表面に対して垂直の動きを用い、通常雰囲気下で、手動で積層した。積層中、ディスプレイガラスのわずかな曲がりを押し付けることにより、積層時に生じた捕捉気体のポケットを低減した。結果として得られたサンプルは、捕捉された気体のポケットの存在を示したが、減圧下での積層、又は機械によるディスプレイガラス操作での積層によって、よりよい結果が得られるであろう。
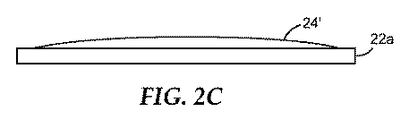
実施例1の手順を繰り返し、ただし、流量パラメータを変えて、図2C及び2Dに示すパッチを製造した。概ね実施例3の記述と同様に、ディスプレイガラスの積層が実施される。捕捉気体気泡のない積層が観察される。
実施例1によるサンプルをドラムから注意深く取り外し、花崗岩テーブル上に配置する。R.D.Specialties(Webster、NY)から#75 Mayer Rodとして市販されているワイヤ巻き付けロッドで、コーティングの上を手作業で引き動かし、後続のラミネート方向に平行な長手方向軸のリブを備えたリブ構造を形成する。EAGLE XGディスプレイガラスを同様の大きさのシートにしたものを、花崗岩表面に対して垂直の動きを用い、通常雰囲気下で、手動で積層する。
[1]
第1コーティング液供給源と流体連通している外側開口部を含むコーティングヘッドを提供する工程と、
前記基材に対して前記コーティングヘッドを配置して前記外側開口部と基材の間に間隙を画定する工程と、
前記コーティングヘッドと前記基材との間で相対的な動きをコーティング方向に形成する工程と、
前記基材の少なくとも1つの主表面の少なくとも一部分に、前記外側開口部から前記第1コーティング液の所定量を分配することにより、前記基材の前記主表面の少なくとも一部分の所定位置に前記第1コーティング液の分離したパッチを形成する工程と、
を含み、ここにおいて前記パッチは厚さ及び外周を有し、前記第1コーティング液は分配される時に、少なくとも1パスカル秒の粘度を示し、
必要に応じて、前記分離したパッチを形成するのに、ステンシルを使用しない、プロセス。
[2]
前記第1コーティング液が、少なくとも約1秒 −1 の剪断速度で分配され、必要に応じて、前記第1コーティング液が、約100,000秒 −1 以下の剪断速度で分配される、項目1に記載のプロセス。
[3]
前記第1コーティング液が、約20℃〜約100℃の温度で分配される、項目1又は2のいずれかに記載のプロセス。
[4]
前記第1コーティング液が分配される時に、約2パスカル秒〜約20パスカル秒の粘度を示す、項目1〜3のいずれかに記載のプロセス。
[5]
前記第1コーティング液が、チキソトロピックレオロジー挙動と偽塑性レオロジー挙動から選択される少なくとも1つの特有のレオロジー特性を示す、項目1〜4のいずれかに記載のプロセス。
[6]
前記第1コーティング液が、剪断速度0.1秒 −1 で測定された低剪断粘度と、剪断速度100秒 −1 で測定された高剪断粘度との比として定義される、少なくとも5のチキソトロピック指数を有する、項目5に記載のプロセス。
[7]
前記パッチを構成する前記第1コーティング液は、剪断速度1秒 −1 で測定された平衡粘度が、前記基材上の前記コーティング液の自己平坦化を防ぐのに十分な高さの値を示し、必要に応じて、剪断速度0.01秒 −1 で測定された前記平衡粘度が、少なくとも80パスカル秒である、項目1〜6のいずれかに記載のプロセス。
[8]
前記第1コーティング液が液状光学透明接着剤組成物である、項目1〜7のいずれかに記載のプロセス。
[9]
前記液状光学透明接着剤組成物が、
多官能性(メタ)アクリレートオリゴマーと、
剪断速度1秒 −1 において温度25℃で測定した粘度が0.004〜0.020パスカル秒である単官能性(メタ)アクリレートモノマーを含む反応性希釈剤と、
の反応生成物と、
可塑剤か、又はアルキレンオキシド官能基を有する単官能性(メタ)アクリレートモノマーのうち少なくとも一方と、を含む、項目8に記載のプロセス。
[10]
前記多官能性(メタ)アクリレートオリゴマーが、
多官能性ウレタン(メタ)アクリレートオリゴマーと、
多官能性ポリエステル(メタ)アクリレートオリゴマーと、
多官能性ポリエーテル(メタ)アクリレートオリゴマーと、の中のいずれか1種又は複数種を含む、項目9に記載のプロセス。
[11]
前記液状光学透明接着剤組成物が、
多官能性ゴム系(メタ)アクリレートオリゴマーと、
約4〜20個の炭素原子のペンダントアルキル基を有する単官能性(メタ)アクリレートモノマーとの反応生成物と、
液状ゴムと、を含む、項目8に記載のプロセス。
[12]
前記多官能性ゴム系(メタ)アクリレートオリゴマーが、
多官能性ポリブタジエン(メタ)アクリレートオリゴマーと、
多官能性イソプレン(メタ)アクリレートオリゴマーと、
ブタジエンとイソプレンのコポリマーを含む多官能性(メタ)アクリレートオリゴマーと、の中のいずれか1種又は複数種を含み、
必要に応じて、前記液状ゴムが液状イソプレンを含む、項目11に記載のプロセス。
[13]
前記液状光学透明接着剤組成物は、
a)M w が5〜30kDaであり、T g が20℃未満である(メタ)アクロイルオリゴマーであって、
i.50重量部を超える(メタ)アクリレートエステルモノマー単位と、
ii.10〜49重量部のヒドロキシル官能性モノマー単位と、
iii.1〜10重量部の、ペンダント(メタ)アクリレート基を有するモノマー単位と、
iv.0〜20重量部の極性モノマー単位と、
v.0〜10重量部のシラン官能性モノマー単位と、を含み、
ここにおいて前記モノマー単位の合計が100重量部である、(メタ)アクロイルオリゴマーと、
b)希釈剤モノマー成分と、
c)光開始剤と、
を含む、硬化性組成物であり、更にここにおいて、前記硬化性組成物が架橋剤を含まない、項目8に記載のプロセス。
[14]
前記希釈剤モノマー成分が、(メタ)アクリレートエステルモノマー単位、ヒドロキシル官能性モノマー単位、ペンダント(メタ)アクリレート基を有するモノマー単位、極性モノマー単位、及びシラン官能性モノマー単位から選択される少なくとも1つのモノマーを含む、項目13に記載のプロセス。
[15]
前記液状光学透明接着剤組成物が更に、熱安定化剤、酸化防止剤、帯電防止剤、増粘剤、充填剤、顔料、染料、着色剤、チキソトロピー剤、加工助剤、ナノ粒子、及び繊維から選択される少なくとも1種の添加剤を含む、項目8〜14のいずれかに記載のプロセス。
[16]
前記添加剤が、前記液状光学透明接着剤組成物の質量に対して、0.01〜10重量%の量で存在する、項目15に記載のプロセス。
[17]
前記液状光学透明接着剤組成物が更に、中央値粒径が1nm〜約100nmである金属酸化物ナノ粒子を、前記液状光学透明接着剤組成物の全重量に対して1〜10重量%含む、項目16に記載のプロセス。
[18]
前記パッチが、前記基材の第1主表面の一部分のみを覆う、項目1〜17のいずれかに記載のプロセス。
[19]
前記外周が、正方形、長方形、又は平行四辺形から選択される幾何学形状を示す、項目1〜18のいずれかに記載のプロセス。
[20]
前記所定の位置は、前記パッチの前記外周が、前記基材の前記主表面の中心に近接した中心を有するように選択される、項目1〜19のいずれかに記載のプロセス。
[21]
前記パッチの前記厚さが不均一である、項目20に記載のプロセス。
[22]
前記パッチの前記厚さが前記パッチの中心近くで厚く、更に前記パッチの前記外周近くで薄い、項目21に記載のプロセス。
[23]
前記パッチが、前記基材の前記主表面から外向きに延びている少なくとも1つの隆起し分離した突起から構成されている、項目21又は22のいずれかに記載のプロセス。
[24]
前記少なくとも1つの隆起し分離した突起が、前記基材の前記主表面の少なくとも一部分にわたって延びる少なくとも1本の隆起したリブから構成されている、項目23に記載のプロセス。
[25]
前記少なくとも1本の隆起したリブが、前記基材の前記主表面上に交差して配置された少なくとも2本の隆起したリブを含む、項目24に記載のプロセス。
[26]
前記少なくとも2本のリブが、前記パッチの前記外周の前記中心近くで交差し重なり合う、項目25に記載のプロセス。
[27]
前記少なくとも1つの隆起し分離した突起が、複数の隆起し分離した突起である、項目23に記載のプロセス。
[28]
前記複数の隆起し分離した突起が、複数の隆起し分離したこぶ、複数の隆起し分離したリブ、又はこれらの組み合わせから選択される、項目27に記載のプロセス。
[29]
前記複数の隆起し分離したこぶが、半球形のこぶから構成され、必要に応じて、前記複数の隆起し分離したこぶが、ある配列パターンで配置されている、項目28に記載のプロセス。
[30]
前記複数の隆起し分離したリブが、ドッグボーン形状のパターンを形成する、項目28に記載のプロセス。
[31]
前記複数の隆起し分離したリブが、楕円形状リブから構成される、項目28に記載のプロセス。
[32]
前記複数の隆起し分離したリブは、それぞれのリブがそれぞれ隣接するリブに対して実質的に平行に配置されている、項目28又は31のいずれかに記載のプロセス。
[33]
前記複数の隆起し分離したリブのうち少なくとも2本が、互いに実質的に平行に配置され、更に、前記複数の隆起し分離したリブのうち少なくとも1本が、前記実質的に平行な少なくとも2本の隆起し分離したリブに対して実質的に直交に配置されている、項目28又は31のいずれかに記載のプロセス。
[34]
前記パッチの前記厚さが実質的に均一であり、必要に応じて、前記パッチの平均厚さが約1μm〜約500μmである、項目1〜20のいずれかに記載のプロセス。
[35]
前記パッチの前記厚さが、前記平均厚さの+/−10%又はそれより良好な均一性を有する、項目34に記載のプロセス。
[36]
前記パッチの前記外周が、前記パッチの複数の外側縁により画定され、更に前記パッチの少なくとも1つの外側縁が、標的位置から+/−500μm以内で、前記基材のエッジに対して配置されている、項目1〜20のいずれかに記載のプロセス。
[37]
前記基材が、発光ディスプレイ構成要素又は光反射装置構成要素である、項目1〜36のいずれかに記載のプロセス。
[38]
前記基材が実質的に透明である、項目1〜37のいずれかに記載のプロセス。
[39]
前記基材がガラスから構成される、項目1〜38のいずれかに記載のプロセス。
[40]
前記基材が可撓性である、項目39に記載のプロセス。
[41]
前記コーティングヘッドが、単一スロットダイ、多重スロットダイ、単一オリフィスダイ、及び多重オリフィスダイからなる群から選択される、項目1〜40のいずれかに記載のプロセス。
[42]
前記コーティングヘッドが、単一のダイスロットを有する単一スロットダイであり、更にここにおいて、前記外側開口部が前記ダイスロットから構成されている、項目41に記載のプロセス。
[43]
前記単一スロットダイが、鋭利なリップの押出スロットダイ、スロット供給ナイフダイ(ランド付き)、又はノッチ入りスロットダイから選択される、項目42に記載のプロセス。
[44]
前記第1コーティング液の前記供給源が、シリンジポンプ、投薬ポンプ、ギヤポンプ、サーボ駆動容積移送式ポンプ、ロッド駆動容積移送式ポンプ、又はこれらの組み合わせから選択される、事前計量コーティング液送達システムを含む、項目1〜43のいずれかに記載のプロセス。
[45]
前記第1コーティング液の前記供給源と通信している少なくとも1つの圧力センサーが、前記第1コーティング液の送達圧力を測定するのに使用され、更にここにおいて、前記送達圧力が、前記基材に対する前記第1コーティング液の送達速度、又は前記パッチの品質特性のうちの少なくとも1つを制御するのに使用されている、項目1〜44のいずれかに記載のプロセス。
[46]
第2コーティング液を使用して請求項1に記載の前記工程を繰り返すことを更に含む、項目1〜45のいずれかに記載のプロセス。
[47]
前記第2コーティング液が前記第1コーティング液とは異なっている、項目46に記載のプロセス。
[48]
前記第2コーティング液が、前記第1コーティング液の少なくとも一部分に重ね塗りされる、項目46又は47のいずれかに記載のプロセス。
[49]
前記第1基材に対して第2基材を配置する工程を更に含み、これによって前記パッチが前記第1基材と前記第2基材との間に配置され、そこで前記パッチが前記第1基材及び前記第2基材のそれぞれの少なくとも一部分に接触し、これにより積層体を形成する、項目1〜48のいずれかに記載のプロセス。
[50]
加熱、化学線照射、電離放射線照射、又はこれらの組み合わせを適用することにより、前記コーティング液を硬化させる工程を更に含む、項目49に記載のプロセス。
[51]
前記積層体が、有機発光ダイオードディスプレイ、有機発光トランジスタディスプレイ、
液晶ディスプレイ、プラズマディスプレイ、表面伝導型電子放出素子ディスプレイ、電界放出ディスプレイ、量子ドットディスプレイ、液晶ディスプレイ、マイクロ電子機械システムディスプレイ、強誘電性液晶ディスプレイ、厚膜誘電性エレクトロルミネッセンスディスプレイ、テレスコピックピクセルディスプレイ、又はレーザー蛍光体ディスプレイを含む、項目50に記載のプロセス。
Claims (5)
- 第1コーティング液供給源と流体連通している外側開口部を含むコーティングヘッドを提供する工程と、
基材に対して前記コーティングヘッドを配置して前記外側開口部と基材の間に間隙を画定する工程と、
前記コーティングヘッドと前記基材との間で相対的な動きをコーティング方向に形成する工程と、
前記基材の少なくとも1つの主表面の少なくとも一部分に、前記外側開口部から前記第1コーティング液の所定量を分配することにより、前記基材の前記主表面の少なくとも一部分の所定位置に前記第1コーティング液の分離したパッチを形成する工程と、
を含み、ここにおいて前記パッチは厚さ及び外周を有し、前記第1コーティング液は分配される時に、少なくとも1パスカル秒の粘度を示し、
前記第1コーティング液は剪断速度0.01秒 −1 で少なくとも80パスカル秒の平衡粘度を示す、コーティング方法。 - 前記第1コーティング液が、少なくとも1秒−1の剪断速度で分配される、請求項1に記載の方法。
- 前記第1コーティング液が、20℃〜100℃の温度で分配される、請求項1又は2に記載の方法。
- 前記第1コーティング液が分配される時に、2パスカル秒〜20パスカル秒の粘度を示す、請求項1〜3のいずれか一項に記載の方法。
- 前記第1コーティング液が、チキソトロピックレオロジー挙動又は偽塑性レオロジー挙動のレオロジー特性を示す、請求項1〜4のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261734221P | 2012-12-06 | 2012-12-06 | |
| US61/734,221 | 2012-12-06 | ||
| PCT/US2013/072582 WO2014088936A1 (en) | 2012-12-06 | 2013-12-02 | Precision coating of viscous liquids and use in forming laminates |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016507357A JP2016507357A (ja) | 2016-03-10 |
| JP2016507357A5 JP2016507357A5 (ja) | 2017-01-19 |
| JP6549486B2 true JP6549486B2 (ja) | 2019-07-24 |
Family
ID=50883898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015546529A Expired - Fee Related JP6549486B2 (ja) | 2012-12-06 | 2013-12-02 | 粘稠な液体の精密コーティング方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9738816B2 (ja) |
| JP (1) | JP6549486B2 (ja) |
| KR (1) | KR102173963B1 (ja) |
| CN (1) | CN104812501B (ja) |
| PH (1) | PH12015501279A1 (ja) |
| TW (1) | TWI641429B (ja) |
| WO (1) | WO2014088936A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6430955B2 (ja) | 2012-12-06 | 2018-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 液体コーティングされた基材上の液体の離散的コーティング、及び積層体の形成における使用 |
| US10513458B2 (en) * | 2013-10-25 | 2019-12-24 | Nippon Sheet Glass Company, Limited | Method for producing glass sheet and glass sheet |
| US20180118982A1 (en) * | 2015-05-05 | 2018-05-03 | 3M Innovative Properties Company | Warm melt optically clear adhesives and their use for display assembly |
| US9850329B2 (en) | 2015-06-29 | 2017-12-26 | Fina Technology, Inc. | Farnesene-based polymers and liquid optically clear adhesive compositions incorporating the same |
| US11090682B2 (en) | 2015-08-26 | 2021-08-17 | 3M Innovative Properties Company | Method and apparatus for forming articles with non-uniform discontinuous patterned coatings |
| CN108602086A (zh) | 2016-02-12 | 2018-09-28 | 3M创新有限公司 | 具有主动受控涂覆宽度的狭缝模具 |
| WO2017209926A1 (en) | 2016-05-31 | 2017-12-07 | 3M Innovative Properties Company | Cam die coating systems |
| US10544241B2 (en) | 2016-09-15 | 2020-01-28 | Fina Technology, Inc. | Farnesene-based macromonomers and methods of making and using the same |
| CN107159516A (zh) * | 2017-05-31 | 2017-09-15 | 句容晨阳体育用品有限公司 | 一种羽毛球用涂胶工艺 |
| KR102543277B1 (ko) | 2017-06-30 | 2023-06-16 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 인쇄가능한 경화성 혼합물 및 경화된 조성물 |
| CN107846835B (zh) * | 2017-10-27 | 2024-01-09 | 东莞东聚电子电讯制品有限公司 | 一种带加热功能的贴片装置 |
| WO2019109022A1 (en) | 2017-11-30 | 2019-06-06 | Moore John R | Coating compositions for application utilizing a high transfer efficiency applicator and methods and systems thereof |
| EP3539674B1 (en) * | 2018-03-15 | 2020-10-14 | OMRON Corporation | Robot system and control method of robot |
| JP6633821B1 (ja) * | 2018-04-23 | 2020-01-22 | 旭化成株式会社 | セルロース含有ギヤ |
| DE102018008957A1 (de) * | 2018-11-14 | 2020-05-14 | Shape Engineering GmbH | Verfahren zur Beschichtung von Brillengläsern |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4938994A (en) | 1987-11-23 | 1990-07-03 | Epicor Technology, Inc. | Method and apparatus for patch coating printed circuit boards |
| JP3396032B2 (ja) * | 1991-11-01 | 2003-04-14 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 分離パッチのパターンを塗布するための装置及び方法 |
| JPH0768208A (ja) | 1993-09-06 | 1995-03-14 | Matsushita Electric Ind Co Ltd | 間欠塗布装置 |
| JP3122568B2 (ja) * | 1993-10-19 | 2001-01-09 | 富士写真フイルム株式会社 | 塗布装置 |
| JP3392233B2 (ja) * | 1994-10-06 | 2003-03-31 | 富士写真フイルム株式会社 | 塗布方法 |
| DE69637372T2 (de) * | 1995-02-23 | 2008-04-10 | H.B. Fuller Licensing & Financing, Inc., St. Paul | Verfahren zur Herstellung einer kontinuierlichen Beschichtung aus thermoplastischem Material, und daraus hergestellte Gegenstände |
| US5867241A (en) | 1995-04-28 | 1999-02-02 | Rockwell International | Liquid crystal display lamination with silicone gel adhesive |
| JP3482112B2 (ja) * | 1996-10-02 | 2003-12-22 | 松下電器産業株式会社 | 塗布方法及び装置 |
| US5843530A (en) * | 1997-01-21 | 1998-12-01 | Minnesota Mining And Manufacturing Company | Method for minimizing waste when coating a fluid with a slide coater |
| DE19711948C2 (de) | 1997-03-21 | 1999-05-20 | Roland Man Druckmasch | Vorrichtung in einer Druckmaschine zum Aufbringen von Leim |
| JP2002500099A (ja) | 1998-01-09 | 2002-01-08 | エフエイスター、リミティド | 可動ヘッド、塗装装置、および方法 |
| GB9903146D0 (en) | 1998-09-10 | 1999-04-07 | Williams David G | Method and apparatus for applying a viscous or paste material onto a substrate |
| US7105203B1 (en) | 1999-02-10 | 2006-09-12 | Mastsushita Electric Industrial Co., Ltd. | Intermittent coating apparatus and intermittent coating method |
| US6388724B1 (en) * | 2000-05-02 | 2002-05-14 | Rockwell Collins, Inc. | Apparatus having a platen with pins and standoffs, used to laminate an LCD to other optical components using silicone gel |
| JP4596614B2 (ja) | 2000-08-04 | 2010-12-08 | 東芝機械株式会社 | 基材表面に間欠的に塗布剤を塗布する装置 |
| US6737113B2 (en) * | 2001-01-10 | 2004-05-18 | 3M Innovative Properties Company | Method for improving the uniformity of a wet coating on a substrate using pick-and-place devices |
| JP2002361151A (ja) * | 2001-06-10 | 2002-12-17 | Mikuni Denshi Kk | 液状体の吐出塗布方法と吐出塗布装置 |
| DE10230121A1 (de) * | 2002-07-04 | 2004-02-05 | Basf Ag | Verfahren zur Herstellung von diskreten Mustern klebender Beschichtungen auf einem Substrat |
| US7344665B2 (en) | 2002-10-23 | 2008-03-18 | 3M Innovative Properties Company | Coating die with expansible chamber device |
| JP2005000887A (ja) * | 2003-06-16 | 2005-01-06 | Inoue Kinzoku Kogyo Co Ltd | 塗工方法及び塗工装置 |
| CA2557472C (en) * | 2004-02-25 | 2013-05-07 | Nanoink, Inc. | Micrometric direct-write methods for patterning conductive material and applications to flat panel display repair |
| KR100780718B1 (ko) | 2004-12-28 | 2007-12-26 | 엘지.필립스 엘시디 주식회사 | 도포액 공급장치를 구비한 슬릿코터 |
| TWI244941B (en) | 2005-02-01 | 2005-12-11 | Univ Tsinghua | Apparatus and process for block coating |
| WO2007047762A2 (en) * | 2005-10-14 | 2007-04-26 | P-Inc. Holdings, Llc | Pressure responsive sensor |
| US20070191506A1 (en) * | 2006-02-13 | 2007-08-16 | 3M Innovative Properties Company | Curable compositions for optical articles |
| BRPI0811658A2 (pt) | 2007-06-19 | 2015-02-10 | 3M Innovative Properties Co | "sistemas e métodos para idicação da posição deuma manta" |
| CN101688794B (zh) | 2007-06-19 | 2012-12-12 | 3M创新有限公司 | 用于制造位移刻度尺的系统和方法 |
| KR20100049540A (ko) | 2007-06-19 | 2010-05-12 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 내부 전반사 변위 스케일 |
| JP5188833B2 (ja) | 2008-02-21 | 2013-04-24 | 株式会社ジャパンディスプレイイースト | 表示装置の製造方法 |
| JP5250299B2 (ja) * | 2008-04-21 | 2013-07-31 | 日東電工株式会社 | ダイ塗工装置及びダイ塗工方法 |
| US7981986B2 (en) * | 2008-04-29 | 2011-07-19 | 3M Innovative Properties Company | Optical films comprising fluorenol (meth)acrylate monomer |
| HUE030424T2 (en) | 2008-07-23 | 2017-05-29 | Arena Pharm Inc | Substituted 1,2,3,4-tetrahydrocyclopenta [b] indol-3-ylacetic acid derivatives useful in the treatment of autoimmune and inflammatory disorders |
| EP2380067B1 (en) | 2008-12-29 | 2019-06-26 | 3M Innovative Properties Company | Method and system for determining a longitudinal position of an elongated web |
| BRPI0918692A2 (pt) | 2008-12-30 | 2015-12-01 | 3M Innovative Properties Co | aparelho e método para a produção de fiduciais sobre um substrato |
| WO2010111316A2 (en) | 2009-03-27 | 2010-09-30 | 3M Innovative Properties Company | Optical assembly having a display panel and methods of making and disassembling same |
| EP2523796B1 (en) | 2010-01-15 | 2018-02-28 | 3M Innovative Properties Company | Method and system for controlling cross-web layer profile of a multilayer polymer film |
| JP2013522453A (ja) | 2010-03-24 | 2013-06-13 | スリーエム イノベイティブ プロパティズ カンパニー | ディスプレイパネルを有する光学アセンブリ、並びにその製造及び分解方法 |
| SG179299A1 (en) | 2010-09-13 | 2012-04-27 | Trimech Technology Pte Ltd | A display panel substrate assembly, an apparatus and a method for forming a display panel substrate assembly |
| JP5596588B2 (ja) | 2010-11-08 | 2014-09-24 | 日東電工株式会社 | 紫外線硬化型光学樹脂接着剤組成物 |
| KR101850170B1 (ko) * | 2010-11-24 | 2018-04-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 얇은 코팅 층을 도포하기 위한 이송 코팅의 사용 |
| JP2012115788A (ja) * | 2010-12-02 | 2012-06-21 | Nitto Denko Corp | 塗布液の塗布方法及び塗布装置、並びに、塗布物の製造方法 |
| CN103827245B (zh) | 2011-09-28 | 2016-08-17 | 3M创新有限公司 | 将光学澄清的液态粘合剂涂布于刚性基板上的方法 |
| US20130196163A1 (en) | 2012-01-31 | 2013-08-01 | 3M Innovative Properties Company | Composite glass laminate and web processing apparatus |
| SG11201407923TA (en) | 2012-05-29 | 2014-12-30 | 3M Innovative Properties Co | Liquid optical adhesive compositions |
| JP6430955B2 (ja) | 2012-12-06 | 2018-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 液体コーティングされた基材上の液体の離散的コーティング、及び積層体の形成における使用 |
-
2013
- 2013-12-02 KR KR1020157017494A patent/KR102173963B1/ko active IP Right Grant
- 2013-12-02 JP JP2015546529A patent/JP6549486B2/ja not_active Expired - Fee Related
- 2013-12-02 WO PCT/US2013/072582 patent/WO2014088936A1/en active Application Filing
- 2013-12-02 CN CN201380061321.6A patent/CN104812501B/zh not_active Expired - Fee Related
- 2013-12-02 US US14/442,131 patent/US9738816B2/en active Active
- 2013-12-05 TW TW102144680A patent/TWI641429B/zh not_active IP Right Cessation
-
2015
- 2015-06-05 PH PH12015501279A patent/PH12015501279A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014088936A1 (en) | 2014-06-12 |
| PH12015501279A1 (en) | 2015-08-24 |
| CN104812501B (zh) | 2018-07-17 |
| TW201436873A (zh) | 2014-10-01 |
| CN104812501A (zh) | 2015-07-29 |
| US20160289502A1 (en) | 2016-10-06 |
| TWI641429B (zh) | 2018-11-21 |
| KR102173963B1 (ko) | 2020-11-04 |
| US9738816B2 (en) | 2017-08-22 |
| JP2016507357A (ja) | 2016-03-10 |
| KR20150093191A (ko) | 2015-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6549486B2 (ja) | 粘稠な液体の精密コーティング方法 | |
| KR102234051B1 (ko) | 액체 코팅된 기재 상에의 액체의 개별 코팅 방법 | |
| JP6033313B2 (ja) | 液体でありかつ光学的に透明である接着剤を剛性基材上にコーティングする方法 | |
| US20180118982A1 (en) | Warm melt optically clear adhesives and their use for display assembly | |
| US9889461B2 (en) | Display panel substrate assembly and an apparatus and method for forming a display panel substrate assembly | |
| TWI512361B (zh) | 用於製造影像顯示裝置之方法 | |
| JP2013522453A (ja) | ディスプレイパネルを有する光学アセンブリ、並びにその製造及び分解方法 | |
| WO2006026142A1 (en) | Method of forming microstructures with a discrete mold provided on a roller | |
| JP2017507200A (ja) | ステンシル印刷された液体光学的透明接着剤の減圧不使用積層を可能にする浮き上がりコーティング | |
| JP2002311441A (ja) | 流動性物質封止素子及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190528 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190627 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6549486 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |