KR20090023679A - 열 수축성 적층 필름 및 상기 필름을 이용한 성형품, 열 수축성 라벨 및 용기 - Google Patents
열 수축성 적층 필름 및 상기 필름을 이용한 성형품, 열 수축성 라벨 및 용기 Download PDFInfo
- Publication number
- KR20090023679A KR20090023679A KR1020097000375A KR20097000375A KR20090023679A KR 20090023679 A KR20090023679 A KR 20090023679A KR 1020097000375 A KR1020097000375 A KR 1020097000375A KR 20097000375 A KR20097000375 A KR 20097000375A KR 20090023679 A KR20090023679 A KR 20090023679A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- film
- resin
- shrinkage
- mass
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C61/00—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor
- B29C61/003—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C61/00—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor
- B29C61/06—Making preforms having internal stresses, e.g. plastic memory
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/04—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/744—Labels, badges, e.g. marker sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1328—Shrinkable or shrunk [e.g., due to heat, solvent, volatile agent, restraint removal, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
(I)층의 양쪽에 (Ⅱ)층을 갖는 적어도 3층으로 이루어지는 열 수축성 적층 필름에 있어서, (I)층을 1종 이상의 폴리올레핀계 수지를 주성분으로 하는 층으로 구성하고, (Ⅱ)층을 1종 이상의 폴리락트산계 수지를 주성분으로 하는 층으로 구성하고, 필름의 주수축 방향과 직교하는 방향에 대하여, 동주파수 10㎐, 변형 0.1%의 조건 하에서 동적 점탄성을 측정했을 때의 80℃의 저장 탄성률(E')을 10MPa 이상 1,000MPa 이하로 하여, 우수한 수축 마무리성, 저온 수축 특성을 갖고, 또한 자연 수축이 억제된 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름을 제공한다.
Description
본 발명은, 폴리올레핀계 수지와 폴리락트산계 수지를 이용한 열 수축성 적층 필름, 및 상기 필름을 이용한 성형품, 열 수축성 라벨 및 용기에 관한 것이다. 더욱 상세하게는, 본 발명은, 우수한 수축 마무리성, 저온 수축 특성을 갖고, 또한 자연 수축이 억제된 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름, 더욱이는, 우수한 열 수축 특성, 투명성, 수축 마무리성을 갖고, 또한 필름의 가장자리 등의 트리밍 손실 등으로부터 발생하는 리사이클 가능한 수지를 첨가(이하, 「재생 첨가」라 함) 가능한 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름, 및 상기 필름을 이용한 성형품, 열 수축성 라벨 및 상기 성형품 또는 열 수축성 라벨을 장착한 용기에 관한 것이다.
현재, 쥬스 등의 청량 음료, 맥주 등의 알코올 음료 등은, 병, 페트병 등의 용기에 충전된 상태로 판매되고 있다. 그때, 타상품과의 차별화나 상품의 시인성을 향상시키기 위해, 용기 바깥쪽에 인쇄를 실시한 열 수축성 라벨을 장착하는 경우가 많다.
이 열 수축성 라벨의 소재로는, 보통, 폴리염화바이닐, 폴리에스터, 폴리스타이렌, 폴리올레핀 등이 사용되고 있다.
폴리올레핀계 수지는 연소 생성 가스나, 이른바 환경 호르몬인 내분비 교란 화학 물질에 관한 문제가 비교적 적고, 또한 비중이 작기 때문에 쓰레기 중량의 감소로 이어지는 환경 부하가 적은 바람직한 소재이다. 그러나, 이 폴리올레핀계 수지로 이루어지는 열 수축성 필름은 필름의 강성, 저온 수축성이 충분하지 않아, 열 수축 시의 수축이 부족하게 되고, 또한 자연 수축(상온보다 약간 높은 온도, 예컨대, 여름철에 필름이 본래의 사용 전에 조금 수축되어 버리는 것)이 일어나기 쉽다고 하는 문제가 있다.
한편, 폴리에스터계 열 수축성 필름은, 실온에서 강성(상온에서의 강성)이 있어, 저온 수축성을 갖고, 또한 자연 수축성이 매우 양호하기 때문에, 열 수축성 라벨의 용도에 따라 바람직하게 사용되고 있다. 그러나, 폴리에스터계 열 수축 필름은 폴리염화바이닐계 열 수축성 필름과 비교하면 가열 수축 시에 수축 불균일이나 주름이 발생하기 쉽다고 하는 문제가 있다. 폴리에스터계 열 수축 필름의 하나로서 폴리락트산계 수지를 사용한 열 수축 필름이 있고, 상기 문제를 개량하는 수단으로, 폴리락트산계 수지의 L-락트산과 D-락트산의 공중합비를 조정한 예가 보고되어 있다(예컨대, 특허 문헌 1 참조). 그러나, 이 필름은 가열 시의 결정화의 문 제는 어느 정도 개선되었지만, 급격한 수축에 의해 불균일, 주름, 작은 구멍(abata)이 발생하는 경우가 있어, 이 문제는 아직 해결되지 않은 상태였다.
또한, 마찬가지로 폴리락트산계 수지의 결정화도를 조정하고, 또한 지방족 폴리에스터계 수지를 혼합하는 것 등에 의해 수축 마무리 특성의 개량이 시도되고 있다(특허 문헌 1 참조). 그러나, 폴리염화바이닐계 열 수축성 필름과 비교하면, 수축 마무리성이 아직 충분하다고는 할 수 없었다.
그런데, 폴리올레핀계 수지를 주성분으로 하는 층과 폴리락트산을 주성분으로 하는 층을 갖는 수축 시트에 대해서는 보고되어 있다(특허 문헌 2 참조). 그러나, 이 시트는 편의점 등에서 판매되는 도시락, 반찬 등의 수축 포장용 필름을 제작하는 것을 목적으로 하고, 인플레이션법에 의한 수축 시트 성형을 시도한 것으로서, 저온 고수축이 필요한 병용 라벨로 사용한 경우에는, 충분한 저온 수축 특성이 얻어지지 않았다. 또한, 폴리올레핀층을 바깥층으로 하는 시트가 제시되어 있지만, 통 형상으로 밀봉(seal)된 제대(製袋: bag making)를 행하는 것은 곤란하였다.
또한, 폴리락트산계 수지와 폴리올레핀 수지나 에틸렌-아세트산 바이닐 공중합체(EVA)와의 적층 필름도 보고되어 있다(특허 문헌 3, 4 참조). 그러나, 이 발명은 열 밀봉성을 부여할 목적으로 에틸렌-아세트산 바이닐 공중합체를 필름의 표리층으로서 도입하는 것이고, 본 발명이 목적으로 하는 효과 (즉, 수축 마무리성, 투명성, 용제 밀봉성 등)는 얻어지지 않는다.
또한, 상기 문제에 대하여, 폴리올레핀 수지를 중심층으로 하고, 그 양면에 접착 수지층을 통해 폴리에스터계 수지를 적층한 열 수축성 필름이 보고되어 있다(특허 문헌 5 참조). 그러나, 이 열 수축성 필름은 양면층의 폴리에스터계 수지와 중심층의 폴리올레핀 수지의 상용성(相溶性)이 나쁘기 때문에, 재생 첨가했을 때에 필름 전체의 투명성이 극단적으로 저하되어 버린다고 하는 문제가 있었다.
특허 문헌 1: 일본 공개 특허 공보 제2003-119367호
특허 문헌 2: 일본 공개 특허 공보 제2002-019053호
특허 문헌 3: 일본 공개 특허 공보 제2000-108202호
특허 문헌 4: 일본 공개 특허 공보 제2004-262029호
특허 문헌 5: 일본 공개 특허 공보 제2002-347184호
발명이 해결하고자 하는 과제
본 발명은, 상기한 과제를 감안하여 이루어진 것으로, 본 발명의 목적은 우수한 수축 마무리성, 저온 수축 특성을 갖고, 또한 자연 수축이 억제된 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름, 및 우수한 열 수축 특성, 투명성 및 수축 마무리성을 갖고, 또한 재생 첨가가 가능한 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름을 제공하는 것이다.
본 발명의 다른 목적은 수축 포장, 수축 결속 포장, 수축 라벨 등의 용도에 적합한 상기 필름을 이용한 성형품, 열 수축성 라벨 및 상기 성형품 또는 열 수축성 라벨을 장착한 용기를 제공하는 것이다.
과제를 해결하기 위한 수단
본 발명자는, 적층 필름을 형성하는 (Ⅱ)층(표리층)과 (I)층(중간층), 또한 (Ⅲ)층(접착층)의 각 조성을 예의 검토한 결과, 상기 종래 기술의 과제를 해결할 수 있는 적층 필름을 얻는 것에 성공하여, 본 발명을 완성하기에 이르렀다.
제 1의 본 발명은, (I)층의 양쪽에 (Ⅱ)층을 갖는 적어도 3층으로 이루어지는 적층 필름으로서, 필름의 주수축 방향과 직교하는 방향에 대하여, 진동 주파수 10㎐, 변형 0.1%의 조건 하에서 동적 점탄성을 측정했을 때의 80℃의 저장 탄성률(E')이 10MPa 이상 1,000MPa 이하인 것을 특징으로 하는 열 수축성 적층 필름이다.
(I)층: 1종 이상의 폴리올레핀계 수지를 주성분으로 하는 층
(Ⅱ)층: 1종 이상의 폴리락트산계 수지를 주성분으로 하는 층
제 1의 본 발명에 있어서, 80℃의 온수 중에 10초간 침지했을 때의 주수축 방향에서의 열 수축률은 20% 이상인 것이 바람직하다.
제 1의 본 발명에 있어서, 폴리락트산계 수지는 D-락트산 및 L-락트산의 공중합체로 이루어지는 폴리락트산계 수지인 것이 바람직하다. 또한, 폴리락트산계 수지의 D-락트산과 L-락트산의 구성은 D-락트산/L-락트산=3/97 내지 15/85, 또는 85/15 내지 97/3인 것이 바람직하다.
제 1의 본 발명에 있어서, 폴리올레핀계 수지를 시차 주사 열량계(DSC)로 측정했을 때에, 결정 융해 피크가 80℃ 이상 160℃ 이하의 범위에 적어도 하나 이상 존재하는 것이 바람직하다.
제 1의 본 발명에 있어서, 폴리올레핀계 수지는 폴리에틸렌계 수지, 폴리프로필렌계 수지, 에틸렌-아세트산 바이닐 공중합체, 또는 이들의 혼합물인 것이 바람직하다(제 1 형태의 폴리올레핀계 수지).
제 1의 본 발명에 있어서, 폴리올레핀계 수지는 융점이 90℃ 이상 130℃ 이하이고 프로필렌 단량체 단위의 함유율이 80질량% 이상 99질량% 이하인 폴리프로필렌계 수지인 것이 바람직하다(제 2 형태의 폴리올레핀계 수지).
제 1의 본 발명에 있어서, 폴리올레핀계 수지는 에틸렌-아세트산 바이닐 공중합체를 주성분으로 하고, 폴리프로필렌계 수지를 함유하는 폴리올레핀계 수지인 것이 바람직하다(제 3 형태의 폴리올레핀계 수지).
제 3 형태의 폴리올레핀계 수지에 있어서, 에틸렌-아세트산 바이닐 공중합체에 있어서의 아세트산 바이닐 단량체 단위의 함유율은 5질량% 이상 30질량% 이하인 것이 바람직하다.
제 3 형태의 폴리올레핀계 수지에 있어서, 에틸렌-아세트산 바이닐 공중합체와 폴리프로필렌계 수지의 질량비는, 에틸렌-아세트산 바이닐 공중합체/폴리프로필렌계 수지=(40 내지 95)/(60 내지 5)인 것이 바람직하다.
제 3 형태의 폴리올레핀계 수지에 있어서, 에틸렌-아세트산 바이닐 공중합체와 폴리프로필렌계 수지의 질량비는, 에틸렌-아세트산 바이닐 공중합체/폴리프로필렌계 수지=(60 내지 85)/(40 내지 15)인 것이 바람직하다.
제 3 형태의 폴리올레핀계 수지를 이용한 제 1의 본 발명에 있어서, 60℃ 및 90℃의 온수 중에 10초간 침지했을 때의 주수축 방향과 직교하는 방향의 열 수축률 의 평균값은 ±5% 이내인 것이 바람직하다.
제 1의 본 발명에 있어서, (I)층에는, 1종 이상의 폴리락트산계 수지를 더 함유시킬 수 있다. 또한, 그 함유량은, 폴리올레핀계 수지 100질량부에 대하여, 폴리락트산계 수지 100질량부 이하로 하는 것이 바람직하다.
제 1의 본 발명에 있어서, (I)층의 주성분을 구성하는 수지가 제 2 형태의 폴리올레핀계이고, (I)층이 1종 이상의 폴리락트산계 수지를 더 함유하는 형태에 있어서, 그 함유량은 (I)층의 폴리프로필렌 100질량부에 대하여 3질량부 이상 30질량부 이하로 하는 것이 바람직하다.
제 1의 본 발명에 있어서, (I)층과 (Ⅱ)층 사이에 적어도 1층의 접착성 수지를 주성분으로 하는 (Ⅲ)층을 가져도 좋다.
제 1의 본 발명에 있어서, 폴리올레핀계 수지로서, 제 2 형태 및 제 3 형태의 폴리올레핀계 수지를 이용한 경우, JIS K7105에 준거한 헤이즈값을 10% 이하로 할 수 있다.
제 1의 본 발명에 있어서, 폴리올레핀계 수지로서, 제 2 형태 및 제 3 형태의 폴리올레핀계 수지를 이용한 경우, 분위기 온도 0℃, 인장 속도 100㎜/분의 조건 하에서 측정되는 주수축 방향과 직교하는 방향의 인장 파단 신장도는 100% 이상 500% 이하로 할 수 있다.
제 2의 본 발명은 제 1의 본 발명의 열 수축성 적층 필름을 기재로서 이용한 성형품이다.
제 3 본 발명은 제 1의 본 발명의 열 수축성 적층 필름을 기재로서 이용한 열 수축성 라벨이다.
제 4 본 발명은, 제 2의 본 발명의 성형품, 또는 제 3 본 발명의 열 수축성 라벨을 장착한 용기이다.
발명의 효과
제 1의 본 발명의 열 수축성 적층 필름은 표리층인 (Ⅱ)층이 폴리락트산계 수지층, 중간층인 (I)층이 폴리올레핀계 수지층으로 각각 구성되기 때문에, 본 발명에 의하면, 폴리락트산계 수지 단독 또는 폴리올레핀계 수지 단독으로 구성되는 열 수축성 필름에서는 얻어지지 않는, 우수한 수축 마무리성, 저온 수축성을 갖고, 또한 자연 수축률이 작은 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름이 얻어진다.
또한, 폴리올레핀계 수지로서, 제 2 형태 및 제 3 형태의 폴리올레핀계 수지를 이용한 경우는, 우수한 열 수축 특성 및 수축 마무리성을 갖고, 또한 재생 첨가하여도 양호한 투명성이 유지되는 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름이 얻어진다.
또한, 본 발명의 성형품, 열 수축 라벨은 본 발명의 열 수축성 적층 필름이 사용되고 있기 때문에, 본 발명에 따르면, 수축 마무리성, 저온 수축성이 양호한 성형품, 열 수축성 라벨을 제공할 수 있다. 또한, 본 발명의 용기는, 상기 성형품 또는 열 수축성 라벨을 장착하고 있기 때문에, 본 발명에 따르면, 외관의 돋보임이 양호한 용기를 제공할 수 있다.
도 1은 본 발명의 열 수축성 적층 필름의 층 구성의 일 태양을 개략적으로 나타내는 단면도이다.
도 2는 본 발명의 열 수축성 적층 필름의 층 구성의 다른 일 태양을 개략적으로 나타내는 단면도이다.
(부호의 설명)
10, 20 : 열 수축성 적층 필름
11 : (I)층
12a, 12b : (Ⅱ)층
23a, 23b : (Ⅲ)층
발명을 실시하기 위한 최선의 형태
이하, 본 발명의 열 수축성 적층 필름, 성형품, 열 수축성 라벨, 및 상기 성형품 및 라벨을 장착한 용기(이하, 「본 발명의 필름」, 「본 발명의 성형품」, 「본 발명의 라벨」 및 「본 발명의 용기」라 함)에 대하여 구체적으로 설명한다.
또, 본 명세서에 있어서, 「주성분으로 한다」란, 각 층을 구성하는 수지의 작용·효과를 방해하지 않는 범위에서, 다른 성분을 포함하는 것을 허용하는 취지이다. 또한, 이 용어는 구체적인 함유율을 제한하는 것은 아니지만, 각 층의 구성 성분 전체의 50질량% 이상, 바람직하게는 70질량% 이상, 더 바람직하게는 80질량% 이상, 더더욱 바람직하게는 90질량% 이상이고 또한 100질량% 이하를 차지하는 성분이다.
또한, 본 명세서에 있어서 「필름」이란, 길이 및 폭에 비하여 두께가 매우 얇고, 최대 두께가 임의로 한정되어 있는 얇고 평평한 제품으로서, 보통, 롤(roll) 모양으로 제공되는 것을 말하고(일본 공업 규격 JIS K6900), 「시트」란, 일본 공업 규격(JIS)의 정의 상, 얇고, 보통은 그 두께가 길이와 폭에 비해 작고 평평한 제품을 말한다. 그러나, 시트와 필름의 경계는 확정되어 있지 않고, 본 발명에서도 문언 상 양자를 구별할 필요가 없으므로, 본 발명에서 「필름」이라고 하는 경우에는 「시트」도 포함하는 것으로 한다.
또한, 본 명세서에 있어서 「주수축 방향」이란, 필름의 세로 방향(긴 방향)과 필름의 가로 방향(폭 방향) 중 열 수축률이 큰 방향을 의미하고, 예컨대, 병에 접착하는 경우에는 그 외주 방향에 상당하는 방향을 의미하며, 「직교 방향」이란 주수축 방향과 직교하는 방향을 의미한다.
[열 수축성 적층 필름]
본 발명의 필름의 제 1 태양은, 도 1에 나타내는 바와 같이, 1종 이상의 폴리올레핀계 수지를 주성분으로 하는 (I)층(11)과, 상기 (I)층의 양면에 형성된 1종 이상의 폴리락트산계 수지를 주성분으로 하는 (Ⅱ)층(12a, 12b)에 의해 구성되는 적어도 3층을 갖는 적층 필름(10)이다.
<(Ⅱ)층(표리층)>
본 발명의 필름(10)에 있어서, (Ⅱ)층(12a, 12b)은 표리층으로서 기능하는 층이며, 1종 이상의 폴리락트산계 수지(이하, 「PLA」라 약칭하는 경우가 있음)를 주성분으로 하는 조성물로 구성된다. 본 발명의 필름(10)은 (Ⅱ)층(12a, 12b)이 1종 이상의 폴리락트산계 수지를 주성분으로 하는 조성물로 이루어지는 층으로 구성되어 있기 때문에, 이하의 이점을 갖는다. 첫째로, 표리층은 폴리에틸렌테레프탈레이트계 수지나 폴리스타이렌계 수지로 구성되는 열 수축성 필름보다 우수한 저온 수축성과 강성을 갖는다. 둘째로, 표리층이 폴리올레핀계 수지로 구성되는 열 수축성 필름보다 인쇄 시에 양호한 잉크 밀착성을 갖기 때문에, 막 제조 후의 코로나 처리 등을 생략할 수 있고, 제조 공정을 간략화할 수 있다. 셋째로, 제대 시에 THF 등의 용제에 의한 밀봉이 양호하기 때문에, 밀봉 시의 접착제의 사용을 생략할 수 있어, 제조 비용의 저렴화에 기여할 수 있다.
(Ⅱ)층에서 사용할 수 있는 폴리락트산계 수지는, D-락트산이나 L-락트산의 단독 중합체, 또는 그들의 공중합체이며, 이들의 혼합물도 포함된다. 보다 구체적으로는, 구조 단위가 D-락트산인 폴리(D-락트산), 구조 단위가 L-락트산인 폴리(L-락트산), L-락트산과 D-락트산의 공중합체인 폴리(DL-락트산) 또는 이들의 혼합물이다.
본 발명에서 사용되는 PLA가 D-락트산 및 L-락트산의 공중합체 또는 D-락트산 및 L-락트산의 단독 중합체의 혼합물인 경우, D-락트산과 L-락트산의 구성은, D-락트산/L-락트산=99.8/0.2 내지 75/25이거나, 또는 D-락트산/L-락트산=0.2/99.8 내지 25/75인 것이 바람직하고, D-락트산/L-락트산=99.5/0.5 내지 80/20, 또는 D-락트산/L-락트산=0.5/99.5 내지 20/80인 것이 더 바람직하다.
D-락트산 또는 L-락트산의 단독으로 이루어지는 PLA는, 매우 높은 결정성을 나타내고, 융점이 높고, 내열성 및 기계적 물성이 우수한 경향이 있다. 그러나, 열 수축성 필름으로서 사용하는 경우는, 보통, 인쇄 및 용제를 이용한 제대 공정이 수반되기 때문에, 인쇄 적합성 및 용제 밀봉성을 향상시키기 위해 구성 재료 자체의 결정성을 적절히 낮추는 것이 필요해진다. 또한, 결정성이 너무 높은 경우, 연신 시에 배향 결정화가 진행되어, 수축 특성이 저하되는 경향이 있다. 이로부터, 본 발명에 사용되는 PLA의 D-락트산과 L-락트산의 구성은, D-락트산/L-락트산=99/1 내지 85/15, 또는 D-락트산/L-락트산=1/99 내지 15/85인 것이 더 바람직하고, D-락트산/L-락트산=97/3 내지 85/15, 또는 D-락트산/L-락트산=3/97 내지 15/85인 것이 가장 바람직하다.
본 발명에 있어서, PLA로서 다른 공중합비를 갖는 D-락트산과 L-락트산의 공중합체를 혼합하여 사용할 수도 있다. 그 경우에는, 복수의 락트산계 중합체의 D-락트산과 L-락트산의 공중합비를 평균한 값이 상기 범위 내에 포함되도록 조정하면 바람직하다. 사용 용도에 맞춰, D-락트산과 L-락트산의 공중합체비가 다른 PLA를 2종 이상 혼합하여 결정성을 조정함으로써, 내열성과 열 수축 특성의 밸런스를 취할 수 있다.
또한, (Ⅱ)층에서 사용되는 PLA는 락트산(D-락트산, L-락트산)과, α-하이드록시카복실산, 지방족 다이올, 또는 지방족 다이카복실산과의 공중합체여도 좋다. 여기서, PLA에 공중합되는 「α-하이드록시카복실산」으로는, 락트산의 광학 이성체(L-락트산에 대해서는 D-락트산, D-락트산에 대해서는 L-락트산을 각각 가리킴), 글라이콜산, 3-하이드록시뷰티르산, 4-하이드록시뷰티르산, 2-하이드록시-n-뷰티르산, 2-하이드록시-3,3-다이메틸뷰티르산, 2-하이드록시-3-메틸뷰티르산, 2-메틸뷰티르산, 2-하이드록시카프로락톤산 등의 2작용 지방족 하이드록시카복실산, 및 카프로락톤, 뷰틸락톤, 발레로락톤 등의 락톤류를 들 수 있다. 또한, PLA에 공중합되는 「지방족 다이올」로는, 에틸렌글라이콜, 1,4-뷰테인다이올, 1,4-사이클로헥세인다이메탄올 등을 들 수 있다. 또한, 공중합되는 「지방족 다이카복실산」으로는, 석신산, 아디프산, 수베르산, 세바스산 및 도데케인2산 등을 들 수 있다.
락트산과, α-하이드록시카복실산, 지방족 다이올, 또는 지방족 다이카복실산과의 공중합체의 공중합비는 락트산:α-하이드록시카복실산, 지방족 다이올 또는 지방족 다이카복실산=90:10 내지 10:90이 바람직하고, 더 바람직하게는 80:20 내지 20:80, 더더욱 바람직하게는 30:70 내지 70:30이다. 공중합비가 상기 범위 내이면, 강성, 투명성, 내충격성 등의 물성 밸런스가 양호한 필름을 얻을 수 있다.
상기 PLA는 축합 중합법, 개환 중합법 등의 공지된 중합법에 의해 제작할 수 있다. 예컨대, 축합 중합법이면, D-락트산, L-락트산 또는 이들의 혼합물을 직접 탈수 축합 중합하여 임의의 조성을 갖는 PLA를 얻을 수 있다. 또한, 개환 중합법에서는, 락트산의 환상 2량체인 락타이드를, 필요에 따라 중합 조정제 등을 이용하면서, 소정의 촉매의 존재 하에 개환 중합함으로써 임의의 조성을 갖는 PLA를 얻을 수 있다. 상기 락타이드에는, L-락트산의 2량체인 DL-락타이드가 있고, 이들을 필요에 따라 혼합하여 중합함으로써 임의의 조성, 결정성을 갖는 PLA를 얻을 수 있다. 또한, 분자량 증대를 목적으로 하여 소량의 사슬 연장제, 예컨대, 다이아이소사이아네이트 화합물, 다이에폭시 화합물, 산 무수물, 산클로라이드 등을 사용하여도 상관없다.
상기 (Ⅱ)층에서 사용되는 PLA의 중량(질량) 평균 분자량은 20,000 이상, 바람직하게는 40,000 이상, 더 바람직하게는 60,000 이상이며, 상한이 400,000 이하, 바람직하게는 350,000 이하, 더 바람직하게는 300,000 이하이다. 중량(질량) 평균 분자량이 20,000 이상이면, 적절한 수지 응집력이 얻어져, 필름의 강신도(强伸度)가 부족해지거나, 취화(脆化)하는 것을 억제할 수 있다. 한편, 중량(질량) 평균 분자량이 400,000 이하이면, 용융 점도를 낮출 수 있어, 제조, 생산성 향상의 관점에서는 바람직하다.
상기 PLA의 시판품으로는, 예컨대, 「Nature Works」(Nature Works LLC 제품), 「LACEA」(미쓰이 화학사 제품) 등을 들 수 있다.
또한 상기 (Ⅱ)층에는 필름의 내충격성을 향상시키기 위해, 수축 특성 및 필름의 강성을 손상시키지 않는 범위 내에서, PLA 이외의 다른 고무 성분을 첨가하는 것이 바람직하다. 이 고무 성분은 특별히 한정되는 것은 아니지만, PLA 이외의 지방족 폴리에스터, 방향족-지방족 폴리에스터, 다이올과 다이카복실산과 PLA의 공중합체나 코어 셸 구조 고무 및 에틸렌-아세트산 바이닐 공중합체(EVA), 에틸렌-아크릴산 공중합체(EAA), 에틸렌-아크릴산에틸 공중합체(EEA), 에틸렌-(메트)아크릴산 공중합체(EMAA), 에틸렌-메틸(메트)아크릴산 공중합체(EMMA) 등을 적절하게 사용할 수 있다.
고무 성분으로서 PLA 이외의 지방족 폴리에스터를 사용하는 경우, 이 지방족 폴리에스터로는, 폴리하이드록시카복실산, 지방족 다이올과 지방족 다이카복실산을 축합하여 수득되는 지방족 폴리에스터, 환상 락톤류를 개환 중합하여 수득되는 지방족 폴리에스터, 합성계 지방족 폴리에스터 등을 들 수 있다. 상기 폴리하이드록시카복실산의 구성 단위인 하이드록시카복실산으로는, 3-하이드록시뷰티르산, 4-하이드록시뷰티르산, 2-하이드록시-n-뷰티르산, 2-하이드록시-3,3-다이메틸뷰티르산, 2-하이드록시-3-메틸뷰티르산, 2-메틸락트산, 2-하이드록시카프로락톤산 등의 하이드록시카복실산의 단독 중합체나 공중합체를 들 수 있다.
지방족 다이올과 지방족 다이카복실산을 축합하여 수득되는 지방족 폴리에스터로는, 다음에 설명하는 지방족 다이올 및 지방족 다이카복실산 중에서 각각 1종류 또는 2종류 이상을 선택하여 축합하든지, 또는 필요에 따라 아이소사이아네이트 화합물 등으로 분자량을 급증시켜 원하는 고분자로 하여 얻을 수 있는 중합체를 들 수 있다. 여기서, 지방족 다이올로는, 에틸렌글라이콜, 프로필렌글라이콜, 1,4-뷰테인다이올, 1,4-사이클로헥세인다이메탄올 등을 들 수 있고, 지방족 다이카복실산으로는, 석신산, 아디프산, 수베르산, 세바스산, 도데케인2산 등을 들 수 있다.
또한, 환상 락톤류를 개환 축합한 지방족 폴리에스터로는, 환상 모노머인 ε-카프로락톤, σ-발레로락톤, β-메틸-σ-발레로락톤 등의 개환 중합체를 들 수 있다. 이들의 환상 모노머는 1종뿐만 아니라, 복수 종을 선택하여 공중합할 수도 있다.
또한, 합성계 지방족 폴리에스터로는, 환상 산무수물과 옥시레인류의 공중합체, 예컨대, 무수석신산과 에틸렌옥사이드의 공중합체, 프로피온옥사이드 등과의 공중합체 등을 들 수 있다.
상기 PLA 이외의 지방족 폴리에스터의 대표적인 것으로는, 석신산과 1,4-뷰테인다이올과 아디프산을 중합하여 수득되는 「Bionole」(쇼와 하이폴리머사 제품)을 상업적으로 입수할 수 있다. 또한, ε-카프로락톤을 개환 축합하여 수득되는 것으로는, 「셀 그린」(다이셀 화학 공업사 제품)을 들 수 있다.
다음으로, 고무 성분으로서 방향족-지방족 폴리에스터를 사용하는 경우, 이 방향족-지방족 폴리에스터로는, 지방족 사슬 사이에 방향환을 도입함으로써 결정성을 저하시킨 것을 들 수 있다. 방향족-지방족 폴리에스터는, 예컨대, 방향족 다이카복실산과, 지방족 다이카복실산과, 지방족 다이올을 축합하여 수득된다.
여기서, 상기 방향족 다이카복실산으로는, 예컨대, 아이소프탈산, 테레프탈산, 2,6-나프탈렌다이카복실산 등을 들 수 있고, 테레프탈산이 가장 바람직하게 사용된다. 또한, 지방족 다이카복실산으로는, 예컨대, 석신산, 아디프산, 수베르산, 세바스산, 도데케인2산 등을 들 수 있고, 아디프산이 가장 바람직하게 사용된다. 또, 방향족 다이카복실산, 지방족 다이카복실산 또는 지방족 다이올은 각각 2종류 이상을 사용할 수 있다.
방향족-지방족 폴리에스터를 대표하는 것으로는, 테트라메틸렌아디페이트와 테레프탈레이트의 공중합체, 폴리뷰틸렌아디페이트와 테레프탈레이트의 공중합체 등을 들 수 있다. 테트라메틸렌아디페이트와 테레프탈레이트의 공중합체로서 EasterBio(이스트맨 케미컬사 제품), 또한 폴리뷰틸렌아디페이트와 테레프탈레이트의 공중합체로서 Ecoflex(BASF사 제품)를 상업적으로 입수할 수 있다.
다음으로, 고무 성분으로서 PLA와 다이올과 다이카복실산의 공중합체를 이용하는 경우, 그 구조로는 랜덤 공중합체, 블록 공중합체, 그래프트 공중합체를 들 수 있고, 어느 구조라도 좋다. 단, 필름의 내충격성 및 투명성의 관점에서, 블록 공중합체 또는 그래프트 공중합체가 바람직하다. 랜덤 공중합체의 구체예로는 「GS-Pla」(미쓰비시 화학사 제품)을 들 수 있고, 블록 공중합체 또는 그래프트 공중합체의 구체예로는 「PLAMATE」(다이니폰 잉크 화학 공업사 제품)를 들 수 있다.
PLA와 다이올과 다이카복실산의 공중합체의 제조 방법은, 특별히 한정되지 않지만 다이올과 다이카복실산을 탈수 축합한 구조를 갖는 폴리에스터 또는 폴리에터폴리올을, 락타이드와 개환 중합 또는 에스터 교환 반응시켜 수득하는 방법을 들 수 있다. 또한, 다이올과 다이카복실산을 탈수 축합한 구조를 갖는 폴리에스터 또는 폴리에터폴리올을, 폴리락트산계 수지와 탈수·탈글라이콜 축합 또는 에스터 교환 반응시켜 수득하는 방법이 있다.
PLA와 다이올과 다이카복실산과의 공중합체는, 아이소사이아네이트 화합물이나 카복실산 무수물을 이용하여 소정의 분자량으로 조정하는 것이 가능하다. 단, 가공성, 기계적 특성의 관점에서, 중량(질량) 평균 분자량은 50,000 이상, 바람직하게는 100,000 이상이며, 또한 300,000 이하, 바람직하게는 250,000 이하인 것이 바람직하다.
다음으로, 고무 성분으로서 코어 셸 구조 고무를 사용하는 경우, 코어 셸 구조 고무로는, 예컨대, (메트)아크릴산-뷰타다이엔 공중합체, 아크릴로나이트릴-뷰타다이엔-스타이렌 공중합체 등의 다이엔계 코어 쉘형 중합체, (메트)아크릴산-스타이렌-아크릴로나이트릴 공중합체 등의 아크릴계 코어 쉘형 중합체, 실리콘-(메트)아크릴산-메틸(메트)아크릴산 공중합체, 실리콘-(메트)아크릴산-아크릴로나이트릴-스타이렌 공중합체 등의 실리콘계 코어 쉘형 공중합체를 들 수 있다. 그 중에서도 폴리락트산계 수지와의 상용성이 양호하며, 필름의 내충격성, 투명성의 밸런스를 취할 수 있는 실리콘-(메트)아크릴산-메틸(메트)아크릴산 공중합체가 더 바람직하게 사용된다.
구체적으로는, 「METABLEN」(미쓰비시 레이온사 제품), 「Kane Ace」(가네카사 제품) 등을 상업적으로 입수할 수 있다.
(Ⅱ)층이 상기 고무 성분을 함유하는 경우, 그 첨가량은 (Ⅱ)층의 주성분으로서 포함되는 PLA계 수지 100질량부에 대하여, 100질량부 이하, 바람직하게는 80질량부 이하, 더 바람직하게는 70질량부 이하인 것이 바람직하다. 고무 성분의 첨가량이 100질량부 이하이면, 필름의 강성, 투명성을 손상시키지 않고, 열 수축 라벨로서 바람직하게 사용할 수 있고, 또한 하한은 특별히 한정되지 않지만, 바람직하게는 10질량부 이상, 더 바람직하게는 15질량부 이상으로 하는 것이, 필름에 양호한 내충격성을 부여하는 관점에서 바람직하다.
<(I)층(중간층)>
본 발명의 필름(10)에 있어서, (I)층(11)은 중간층으로서 기능하는 층이며, 1종 이상의 폴리올레핀계 수지를 주성분으로 하는 조성물로 이루어지는 층이다.
(제 1 형태의 폴리올레핀계 수지)
본 발명의 필름(10)의 (I)층(11)에서 사용되는 폴리올레핀계 수지로는 특별히 한정되는 것은 아니지만, 폴리에틸렌계 수지, 폴리프로필렌계 수지나, 에틸렌-아세트산 바이닐 공중합체 등을 들 수 있다(제 1 형태의 폴리올레핀계 수지). 그 중에서도, 열 수축률과 성형성의 관점에서, 폴리에틸렌계 수지, 폴리프로필렌계 수지의 혼합물을 이용하는 것이 바람직하다. 폴리에틸렌계 수지나 폴리프로필렌계 수지나 에틸렌-아세트산 바이닐 공중합체는 중합 방법이나 공중합 성분 등에 의해 다양한 종류가 존재하기 때문에, 그 범위가 특별히 한정되는 것은 아니지만, 특히 바람직한 종류를 이하에 나타낸다.
또한, 본 발명의 필름(10)의 (I)층(11)에서 사용되는 폴리올레핀계 수지는, 시차 주사 열량계(DSC)로 측정했을 때, 결정 융해 피크가 80℃ 이상 160℃ 이하, 바람직하게는 85℃ 이상 150℃ 이하, 더 바람직하게는 90℃ 이상 140℃ 이하의 범위에 적어도 하나 이상 존재하는 것이 바람직하다.
결정 융해 피크가 80℃ 이상에 적어도 하나 이상 존재하는 것에 의해, 라벨 장착 시의 실용 온도 영역(70℃ 이상 90℃ 이하 정도)에서의 필름 강성을 유지할 수 있어, 수축 시에 필름의 「피로」에 의해 생기기 쉬운 주름이나 세로 수축(주수축 방향과는 수직 방향으로 수축하는 현상으로, 수축 불량으로 되기 때문에 바람직하지 못함)을 억제할 수 있기 때문에 바람직하다.
한편, 올레핀계 수지의 결정 융해 피크를 160℃ 이하로 하면, 저온에서의 연신성이 유지되어, 실용 온도 영역의 열 수축률을 충분히 얻을 수 있다는 점에서 바람직하다.
본 발명에서 사용되는 폴리에틸렌계 수지로는, 보통, 밀도가 0.94g/㎤ 이상0.97g/㎤ 이하인 고밀도 폴리에틸렌 수지(HDPE), 밀도가 0.92g/㎤ 이상 0.94g/㎤ 이하인 중밀도 폴리에틸렌 수지(MDPE), 밀도가 0.92g/㎤ 미만인 저밀도 폴리에틸렌 수지(LDPE), 및 직쇄 형상 저밀도 폴리에틸렌 수지(LLDPE)를 들 수 있다. 그 중에서도 연신성, 필름의 내충격성, 투명성 등의 관점에서는, 직쇄 형상 저밀도 폴리에틸렌 수지(LLDPE)가 특히 바람직하게 사용된다.
상기 직쇄 형상 저밀도 폴리에틸렌 수지(LLDPE)로는, 에틸렌과 탄소수 3 이상 20 이하, 바람직하게는 탄소수 4 이상 12 이하인 α-올레핀과의 공중합체를 들 수 있다. α-올레핀으로는, 예컨대, 프로필렌, 1-뷰텐, 1-펜텐, 1-헥센, 1-헵텐, 1-옥텐, 1-노넨, 1-데센, 3-메틸-1-뷰텐, 4-메틸-1-펜텐 등이 예시된다. 그 중에서도 1-뷰텐, 1-헥센, 1-옥텐이 바람직하게 사용된다. 또한, 공중합하는 α-올레핀은 1종만을 단독으로, 또는 2종 이상을 조합시켜 이용하여도 상관없다.
또한, 상기 폴리에틸렌계 수지의 밀도는, 0.890g/㎤ 이상이 바람직하고, 0.895g/㎤ 이상이 더 바람직하며, 0.900g/㎤ 이상이 더더욱 바람직하고, 또한 상한은 0.950g/㎤ 이하가 바람직하고, 0.940g/㎤ 이하가 더 바람직하며, 0.930g/㎤ 이하가 더더욱 바람직하다. 밀도가 0.890g/㎤ 이상이면 실용 온도 영역에서의 필름 강성을 유지할 수 있기 때문에, 수축 시에 생기는 주름이나 세로 수축을 억제할 수 있고, 또한 필름 전체의 상온에서의 강성을 현저히 저하시키지 않기 때문에, 바람직하다. 한편, 밀도가 0.950g/㎤ 이하이면, 저온에서의 연신성이 유지되어, 실용 온도 영역의 열 수축률을 충분히 얻을 수 있다는 점에서 바람직하다.
상기 폴리에틸렌계 수지는 용융 유량(MFR:JIS K7210, 온도: 190℃, 하중: 21.18N)이 0.1g/10분 이상 10g/10분 이하인 것이 바람직하게 사용된다. MFR이 0.1g/10분 이상이면, 압출 가공성을 양호하게 유지할 수 있고, 한편으로, MFR이 10g/10분 이하이면 필름의 두께 불균일이나 역학 강도의 저하를 일으키지 않게 되어 바람직하다.
다음으로, 폴리프로필렌계 수지로는, 호모 프로필렌 수지, 랜덤 폴리프로필렌 수지, 블록 폴리프로필렌 수지, 프로필렌-에틸렌 고무 등을 들 수 있다. 이들 중에서도 연신성, 투명성, 강성 등의 관점에서, 랜덤 폴리프로필렌 수지가 특히 바람직하게 사용된다.
상기 랜덤 폴리프로필렌 수지에 있어서, 프로필렌과 공중합시키는 α-올레핀으로는, 바람직하게는 탄소수 2 이상 20 이하, 더 바람직하게는 탄소수 4 이상 12 이하인 것을 들 수 있고, 에틸렌, 1-뷰텐, 1-펜텐, 1-헥센, 1-헵텐, 1-옥텐, 1-노넨, 1-데센 등을 예시할 수 있다. 본 발명에 있어서는, 연신성, 열 수축 특성, 필름의 내충격성이나 투명성, 강성 등의 관점에서, α-올레핀의 함유율이 2질량% 이상 10질량% 이하인 랜덤 폴리프로필렌이 특히 바람직하게 사용된다. α-올레핀의 함유율이 2질량% 이상이면, 저온 연신성이 양호하여 열 수축률을 확보할 수 있기 때문에 바람직하다. 또한, α-올레핀의 함유율이 10질량% 이하이면, 열 수축 시의 필름 강성을 유지할 수 있기 때문에 주름이나 세로 수축을 억제할 수 있어 바람직하다. 또한, 공중합하는 α-올레핀은 1종만을 단독으로, 또는 2종 이상을 조합시켜 이용하여도 상관없다.
또한, 폴리프로필렌계 수지의 용융 유량(MFR)은 특별히 제한되는 것이 아니지만, 보통, MFR(JIS K7210, 온도: 230℃, 하중: 21.18N)이, 바람직하게는 0.5g/10분 이상, 더 바람직하게는 1.0g/10분 이상이며, 또한 바람직하게는 15g/10분 이하, 더 바람직하게는 10g/10분 이하이다.
다음으로, 에틸렌-아세트산 바이닐 공중합체로는, 에틸렌 단위의 함유율이, 바람직하게는 50몰% 이상 95몰% 이하, 더 바람직하게는 60몰% 이상 85몰% 이하이다. 에틸렌 단위의 함유율이 50몰% 이상이면, 필름 전체의 강성을 양호하게 유지할 수 있기 때문에 바람직하다. 한편, 에틸렌 단위의 함유율이 95몰% 이하이면, 필름 전체의 상온에서의 강성이나 내열성을 현저히 저하시키지 않기 때문에 실용상 바람직하다.
상기 에틸렌-아세트산 바이닐 공중합체의 MFR은, 특별히 제한되는 것은 아니지만, 보통, MFR(JIS K7210, 온도: 190℃, 하중: 21.18N)이, 바람직하게는 0.5g/10분 이상, 더 바람직하게는 1.0g/10분 이상이며, 또한 바람직하게는 15g/10분 이하, 더 바람직하게는 10g/10분 이하이다.
본 발명에서 사용되는 폴리올레핀계 수지는, 질량(중량) 평균 분자량의 하한값이, 바람직하게는 50,000, 더 바람직하게는 100,000이며, 상한값이 바람직하게는 700,000, 더 바람직하게는 600,000, 더더욱 바람직하게는 500,000이다. 폴리올레핀계 수지의 질량(중량) 평균 분자량이 상기 범위 내이면, 원하는 기계 물성이나 내열성 등의 실용 물성을 발현할 수 있고, 또한 적절한 용융 점도가 얻어져, 양호한 성형 가공성이 얻어진다.
또한, 상기 폴리올레핀계 수지의 제조 방법은, 특별히 한정되는 것은 아니고, 공지의 올레핀 중합용 촉매를 이용한 공지의 중합 방법, 예컨대, 지글러 나타(Ziegler-Natta)형 촉매로 대표되는 멀티사이트 촉매나 메탈로센계 촉매로 대표되는 싱글사이트 촉매를 이용한 슬러리 중합법, 용액 중합법, 괴상 중합법, 기상 중합법 등, 또는, 라디칼 개시제를 이용한 괴상 중합법 등을 들 수 있다.
폴리올레핀계 수지로는, 폴리에틸렌계 수지로서 상품명 「Novatec HD, LD, LL」, 「Kernel」, 「Tufmer A, P」(니혼 폴리에틸렌사 제품), 「Creolex」(아사히 화성 케미컬사 제품), 「Esprene SPO」, 「Excellen VL」(스미토모 화학사 제품), 「ENGAGE」(다우 케미컬사 제품) 등 시판되어 있는 상품을 사용할 수 있다.
또한, 폴리프로필렌계 수지로는, 예컨대, 상품명 「Novatec PP」, 「WINTEC」(니혼 폴리프로필렌사 제품), 「Versify」, 「NOTIO」, 「Tufmer」(미쓰이 화학사 제품), 「Zelas」, 「Thermorun」(미쓰비시 화학사 제품), 「Sumitomo Noblen」, 「Tuf-selen」(스미토모 화학사 제품), 「IDEMITSU TPO」(이데미쓰 코산사 제품), 「Adflex」, 「Adsyl」(Sun Allomer사 제품) 등 시판되어 있는 상품을 사용할 수 있다. 또한, 에틸렌아세트산 바이닐 공중합체로는, 예컨대, 「EVAFLEX」(미쓰이·듀퐁 폴리케미컬사 제품), 「Novatec EVA」(일본 폴리에틸렌사 제품) 등 시판되어 있는 상품을 사용할 수 있다.
또한, 본 발명에 있어서는, 폴리올레핀계 수지에 수축률을 조정하는 등의 용도를 위해, 필요에 따라 석유 수지 등을 적당량 첨가할 수 있다. 석유 수지를 첨가함으로써, 저온에서의 연신성을 유지할 수 있고, 열 수축 특성의 향상을 기대할 수 있다.
상기 석유 수지로는, 사이클로펜타다이엔 또는 그의 2량체로부터의 지환식 석유 수지나 C9성분으로부터의 방향족 석유 수지를 들 수 있다. 석유 수지는, 폴리올레핀계 수지 등에 혼합한 경우에 비교적 양호한 상용성을 나타내는 것이 알려져 있지만, 색조, 열안정성 및 상용성으로부터 수소 첨가 유도체를 이용하는 것이 바람직하다.
구체적으로는, 미쓰이 화학 주식회사의 상품명 「Highlets」, 「Petrogine」, 아라카와 화학 공업(주)의 상품명 「Alcon」, 이데미츠 석유 화학(주)의 상품명 「I-MARV」, 토넥스(주)의 상품명 「ESCOLETS」 등의 시판품을 이용할 수 있다.
석유 수지는, 주로 분자량에 따라 여러 가지의 연화 온도를 갖는 것이 있지만, 본 발명에 있어서는, 연화 온도가 100℃ 이상 150℃ 이하, 바람직하게는 110℃ 이상 140℃ 이하인 것이 바람직하게 사용된다. 석유 수지의 연화 온도가 100℃ 이상이면, 폴리올레핀계 수지에 혼합했을 때에, 시트 표면에 석유 수지가 흘러내려 블로킹을 초래하거나, 시트 전체의 기계적 강도가 저하되어 잘 찢어지거나 하지 않아, 실용적으로 바람직하다.
한편, 연화 온도가 150℃ 이하이면, 폴리올레핀계 수지와의 상용성이 양호하게 유지되고, 경시적으로 필름 표면에 석유 수지가 흘러내려, 블로킹이나 투명성의 저하를 초래하지 않아 바람직하다.
(I)층(11)에 첨가하는 석유 수지의 혼합량은, (I)층(11)을 구성하는 폴리올레핀계 수지 100질량부에 대하여, 5질량부 이상 80질량부 이하인 것이 바람직하다. 석유 수지의 혼합량이 5질량부 이상이면, 필름 표면의 광택도나 수축 특성의 향상효과가 얻어진다. 한편, 석유 수지의 혼합량이 80질량부 이하이면, 경시적으로 표면에 석유 수지가 흘러내리고, 필름끼리 쉽게 블로킹하거나, 내충격성이 저하하거나 하는 등의 문제의 발생을 억제할 수 있다. 이들로부터 (I)층(11)에 첨가하는 석유 수지의 혼합량은 (I)층(11)을 구성하는 수지 100질량부에 대하여, 10질량부 이상 60질량부 이하인 것이 더 바람직하다.
또한, (I)층(11)에는 상술한 성분 외에, 본 발명의 효과를 현저히 저해하지 않는 범위 내에서, (Ⅱ)층(12a, 12b)에서 사용되는 수지를 포함할 수 있다. (I)층(11)에 (Ⅱ)층(12a, 12b)에서 사용되는 수지를 포함시킬 수 있으면, 예컨대, 필름의 가장자리 등의 트리밍 손실 등에 의해 발생하는 리사이클 필름을 재이용할 수 있어, 제조 비용을 절감할 수 있다. (I)층(11)이 (Ⅱ)층(12a, 12b)을 구성하는 수지를 포함하는 경우, (I)층(11)을 구성하는 폴리올레핀계 수지 100질량부에 대하여, (Ⅱ)층(12a, 12b)을 구성하는 수지를 50질량부 이하, 바람직하게는 40질량부 이하, 더 바람직하게는 30질량부 이하로 하는 것이 바람직하다. (Ⅱ)층(12a, 12b)을 구성하는 수지가 50질량부 이하이면, 필름의 기계적 강도를 저하시키지 않고, 재생 첨가 시의 투명성을 유지할 수 있다.
또한, (I)층(11)은 접착층(23a, 23b)에서 사용되는 접착성 수지를 포함할 수 있다. (I)층(11)이 접착층(23a, 23b)을 구성하는 수지를 포함하는 경우, (I)층(11)을 구성하는 폴리올레핀계 수지 100질량부에 대하여, 접착층(23a, 23b)을 구성하는 수지를 1질량부 이상 30질량부 이하, 바람직하게는 25질량부 이하, 더 바람직하게는 20질량부 이하로 하는 것이 바람직하다.
아울러, 본 발명의 제 1 태양에 따른 필름(10), 또는 제 2 태양에 따른 필름(20)에서는, (Ⅱ)층(12a, 12b), (I)층(11), (Ⅲ)층(23a, 23b)에는, 상술한 성분 외에, 본 발명의 효과를 현저히 저해하지 않는 범위 내에서, 성형 가공성, 생산성 및 열 수축성 필름의 제(諸)물성을 개량·조정할 목적으로, 실리카, 탈크, 카올린 등의 무기 입자, 난연제, 내후성 안정제, 내열 안정제, 대전 방지제, 용융 점도 개량제, 가교제, 윤활제, 핵제, 가소제, 노화 방지제 등의 첨가제를 적절히 첨가할 수 있다.
(제 2 형태의 폴리올레핀계 수지)
본 발명의 필름의 (I)층을 구성하는 폴리올레핀계 수지는, 융점이 90℃ 이상 130℃ 이하이고, 프로필렌 단량체 단위의 함유율이 80질량% 이상 99질량% 이하인 폴리프로필렌계 수지인 것이 바람직하다.
일반의 폴리프로필렌 수지를 이용하여 열 수축성 필름을 제작한 경우, 폴리프로필렌 수지의 결정성이 높기 때문에, 열 성형할 때에 비교적 고온 영역에서 처리해야 했다. 또한, 일반의 폴리프로필렌 수지는, 저온에서의 열 수축성이 뒤떨어지기 때문에, 열 수축성 필름을 제작한 경우에는 비교적 저온에서의 열 수축 특성이나 유연성을 수득하는 것은 곤란했다. 또한, 일반의 폴리프로필렌 수지에 PLA를 함유시킨 경우, 일반의 폴리프로필렌 수지는 굴절률이 높고, PLA와의 계면에서 광 산란이 일어나기 때문에, 필름 전체의 투명성이 저하되어 버린다고 하는 문제가 있었다.
본 발명의 필름에서는, 상기 과제를 해결하기 위해, 폴리프로필렌 수지 중에서, 비교적 저온 영역에서 열 성형이 가능하고, 또한 PLA를 함유시킨 경우에, 투명성을 유지할 수 있도록 하기 위해, 융점이 90℃ 이상 130℃ 이하이며, 또한 프로필렌 단량체 단위의 함유율이 80질량% 이상 99질량% 이하인 폴리프로필렌계 수지를 이용하는 것이 바람직하다.
상기 폴리프로필렌계 수지의 융점은 90℃ 이상이며, 바람직하게는 95℃ 이상이며, 더 바람직하게는 100℃ 이상이며, 또한 130℃ 이하, 바람직하게는 125℃ 이하이다. 융점이 상기 범위 내인 폴리프로필렌계 수지를 이용한 열 수축성 필름이면, 저온에서의 열 수축 특성이 얻어지고, 또한 고온 수축 시에 직교 방향의 수축률이 억제되기 때문에, 이른바 세로 수축의 발생을 억제할 수 있다.
또한, 상기 폴리프로필렌계 수지의 프로필렌 단량체 단위의 함유율은 80질량% 이상, 바람직하게는 85질량% 이상, 더 바람직하게는 90질량% 이상이며, 또한 99질량% 이하, 바람직하게는 97질량% 이하, 더 바람직하게는 95질량% 이하이다. 프로필렌 단량체 단위의 함유율이 상기 범위인 폴리프로필렌계 수지로부터 수득되는 필름이면, 결정성이 낮기 때문에 굴절률을 낮출 수 있고, (I)층에 PLA가 첨가된 경우에도 계면에서의 난반사를 억제하여 투명성을 유지할 수 있고, 또한, 적절한 결정성이 얻어져 필름에 강도를 부여할 수 있는 외에, 비교적 저온 영역에서의 열처리가 가능해지고, 저온에서의 수축 특성을 부여할 수 있다.
상기 폴리프로필렌계 수지는 저온 특성이나 상온에서의 유연성을 더욱 부여할 목적으로, α-올레핀, 예컨대, 에틸렌, 뷰텐, 또는 헥센을 프로필렌과 공중합시킬 수 있다. 그 중에서도 에틸렌-프로필렌 공중합체를 이용한 경우, PLA를 함유시켰을 때에 필름의 투명성을 유지할 수 있기 때문에 특히 바람직하다.
상기 폴리프로필렌계 수지는, 호모, 랜덤, 블록 등의 구조를 취할 수 있지만, 연신성, 투명성, 강성 등의 관점에서 랜덤 구조를 갖는 폴리프로필렌계 수지나, 메탈로센 촉매를 이용하여 수득되는 랜덤 구조를 갖는 폴리프로필렌계 수지가 바람직하다.
또한, 상기 폴리프로필렌계 수지의 용융 유량(MFR)은, 특별히 제한되는 것은 아니지만, 보통, MFR(JIS K7210, 온도: 230℃, 하중: 2.16㎏)이, 0.5g/10분 이상, 바람직하게는 1.0g/10분 이상이며, 15g/10분 이하, 바람직하게는 10g/10분 이하인 것이 바람직하다. 폴리프로필렌계 수지의 MFR은 균일한 두께의 필름을 얻기 위해 폴리락트산계 수지의 용융 시의 점도와 유사한 것을 선택할 수 있다.
상기 폴리프로필렌계 수지의 제조 방법은 특별히 한정되지 않고, 공지된 올레핀 중합용 촉매를 이용한 공지된 중합 방법, 예컨대, 지글러 나타형 촉매로 대표되는 멀티사이트 촉매나 메탈로센 촉매로 대표되는 싱글사이트 촉매를 이용한 슬러리 중합법, 용액 중합법, 괴상 중합법, 기상 중합법 등이나 라디칼 개시제를 이용한 괴상 중합법 등으로 제조할 수 있다.
시판된 상기 폴리프로필렌계 수지를 예시하면, 예컨대, 메탈로센폴리프로필렌으로서 「WINTEC」(니혼 폴리프로필렌사 제품)이나, 에틸렌-프로필렌 공중합체로서 「VERSIFY」(다우 케미컬사 제품) 등을 들 수 있다.
(I)층을 구성하는 폴리올레핀계 수지로서, 제 2 형태의 폴리프로필렌계 수지를 이용한 경우, (I)층은 (Ⅱ)층에서 사용 가능한 PLA, 또한 후술하는 (Ⅲ)층에서 사용 가능한 접착성 수지를 함유할 수 있다. 이것에 의해, 본 발명의 필름은 (I)층에 재생 첨가가 가능하여, 필름의 리사이클성을 향상시킬 수 있다. (I)층이 PLA를 함유하는 경우, 그 함유량은 상기 (I)층의 주성분으로서 포함되는 상기 폴리프로필렌계 수지 100질량부에 대하여, PLA를, 바람직하게는 100질량부 이하, 더 바람직하게는 80질량부 이하, 더더욱 바람직하게는 60질량부 이하, 가장 바람직하게는 30질량부 이하를 함유시킬 수 있다. 하한은 특별히 한정되지 않지만, 바람직하게는 3질량부 이상, 더 바람직하게는 10질량부 이상이다. 본 발명에서 사용되는 폴리프로필렌계 수지는 일반 폴리프로필렌계 수지보다 굴절률이 낮기 때문에, 상기 폴리프로필렌계 수지 100질량부에 대하여 PLA의 함유량을 100질량부 이하로 함으로써, 수득되는 필름의 투명성, 강성, 내파단성, 수축 마무리성(저온 수축성)등을 유지할 수 있다.
한편, (I)층이 (Ⅲ)층에서 사용 가능한 접착성 수지를 함유하는 경우, 그 함유량은 접착성 수지의 종류에 따라 상한은 다르지만, 대중하여 상기 (I)층의 주성분으로서 포함되는 상기 폴리프로필렌계 수지 100질량부에 대하여, 접착성 수지 8질량부 이하, 바람직하게는 6질량부 이하, 더 바람직하게는 5질량부 이하를 함유시킬 수 있다. 하한은 특별히 한정되지 않지만 1질량부 이상인 것이 바람직하다. 상기 폴리프로필렌계 수지 100질량부에 대하여, 접착성 수지의 함유량이 8질량부 이하이면, 수득되는 필름의 투명성, 내파단성, 수축 마무리성 등을 유지할 수 있다.
또한, (I)층에 PLA를 함유시키는 경우, PLA의 분산 직경을 작게 하고, 헤이즈값을 개선하는 것을 목적으로 하여 상용화제를 첨가할 수도 있다.
(제 3 형태의 폴리올레핀계 수지)
본 발명의 필름의 (I)층을 구성하는 폴리올레핀계 수지는, 에틸렌-아세트산 바이닐 공중합체를 주성분으로 하고, 프로필렌계 수지를 함유하는 폴리올레핀계 수지인 것이 바람직하다.
본 발명자는, (I)층에 재생 첨가했을 때의 필름의 투명성 저하와, 양호한 수축 특성을 양립시킬 수 있는 폴리프로필렌계 수지에 관하여 예의 검토한 결과, 에틸렌-아세트산 바이닐 공중합체에 폴리프로필렌계 수지를 혼합한 경우, 필름의 주수축 방향과 직교하는 방향의 수축률의 저하(이른바, 세로 수축)를 억제할 수 있고, 더욱이 에틸렌-공중합체에 고융점 성분이 첨가되기 때문에, 수축 동작 시의 탄성률이 유지되고, 또한 투명성을 유지한 채로 수축 마무리가 우수한 필름을 얻을 수 있는 것을 발견했다. 아울러, 열 수축성 필름의 기계 특성의 하나인 탄성률도 향상시킬 수 있는 것을 발견했다.
본 발명자는, 지금까지 에틸렌-아세트산 바이닐 공중합체를 주성분으로 하는 층과 폴리락트산을 주성분으로 하는 층을 갖는 열 수축성 적층 필름에서 시행착오의 실험을 반복하였지만, 에틸렌-아세트산 바이닐 공중합체에 있어서의 아세트산 바이닐 단량체 단위의 함유율을 높여 가면, 고온 부근의 수축 특성이 나쁘게 되어, 수축 시의 마무리 불량의 문제가 발생되는 것이 밝혀졌다. 그래서, (I)층에서 사용하는 에틸렌-아세트산 바이닐 공중합체는, 아세트산 바이닐 단량체 단위의 함유율이 바람직하게는 5질량% 이상, 더 바람직하게는 8질량% 이상, 더더욱 바람직하게는 10질량% 이상이며, 또한 바람직하게는 30질량% 이하, 더 바람직하게는 20질량% 이하, 더더욱 바람직하게는 15질량% 이하로 된다. 아세트산 바이닐 단량체 단위의 함유율이 5질량 이하이면, 필름 전체의 강성을 양호하게 유지할 수 있기 때문에 바람직하다.
한편, 아세트산 바이닐 단량체 단위의 함유율이 30질량% 이하이면, 필름 전체의 상온에서의 강성이나 내열성을 그다지 저하시키지 않기 때문에, 실용상 바람직하다.
상기 에틸렌-아세트산 바이닐 공중합체의 용융 유량(MFR)은, 특별히 제한되는 것이 아니지만, 보통, MFR(JIS 7210, 온도: 190℃, 하중: 2.16㎏)이, 바람직하게는 0.5g/10분 이상, 더 바람직하게는 1.0g/10분 이상이며, 바람직하게는 15g/10분 이하, 더 바람직하게는 10g/10분 이하이다. 에틸렌-아세트산 바이닐 공중합체의 MFR은 균일한 두께의 필름을 얻기 위해 폴리락트산계 수지의 용융 시의 점도에 유사한 것을 선택할 수 있다.
(I)층의 에틸렌-아세트산 바이닐 공중합체와 폴리프로필렌계 수지의 질량비는 에틸렌-아세트산 바이닐 공중합체/프로필렌계 수지=(40 내지 95)/(60 내지 5)인 것이 바람직하고, (60 내지 85)/(40 내지 15)인 것이 더 바람직하다. 에틸렌-아세트산 바이닐 공중합체와 폴리프로필렌계 수지의 전체 질량에 대한 폴리프로필렌계 수지의 함유율을 5질량% 이상으로 함으로써, 폴리프로필렌계 수지의 고융점에 기인한 수축 동작 시의 탄성률이 유지되고, 또한 양호한 투명성을 유지한 채로, 우수한 수축 마무리성을 갖는 열 수축성 적층 필름을 얻을 수 있다. 한편, 폴리프로필렌계 수지의 함유율을 60질량% 이하로 함으로써, 고온 영역에서 양호한 열 수축성을 유지할 수 있다.
제 3 형태의 폴리올레핀계 수지에 있어서, 사용 가능한 폴리프로필렌계 수지로는, 호모프로필렌 수지, 랜덤 폴리프로필렌 수지, 블록 폴리프로필렌 수지, 에틸렌-프로필렌 고무, 에틸렌-뷰텐 고무, 에틸렌다이엔 고무 등을 들 수 있다. 그 중에서도 연신성, 투명성, 강성 등의 관점에서 랜덤 폴리프로필렌 수지가 특히 바람직하게 사용된다.
제 3 형태의 폴리올레핀계 수지에 있어서는, 폴리프로필렌 수지로서 프로필렌과 α-올레핀의 공중합체를 이용할 수 있다. 프로필렌과 공중합시키는 α-올레핀으로는, 바람직하게는 탄소수 2 내지 20, 보다 바람직하게는 탄소수 4 내지 12의α-올레핀을 들 수 있고, 예컨대, 에틸렌, 1-뷰텐, 1-펜텐, 1-헥센, 1-헵텐, 1-옥텐, 1-노넨, 1-데센 등을 예시할 수 있다. 공중합시키는 α-올레핀은 1종만을 단독으로 또는 2종 이상을 조합시켜 이용하여도 상관없다.
본 발명의 필름은 연신성, 열 수축 특성, 필름의 내충격성이나 투명성, 강성 등의 관점을 고려하면, 제 3 형태의 폴리올레핀계 수지에서의 폴리프로필렌은 폴리프로필렌과 α-올레핀의 공중합체인 것이 바람직하다. 이 공중합체에서의 프로필렌 단량체 단위의 함유율은 90질량% 이상, 바람직하게는 92질량% 이상이며, 98질량% 이하, 바람직하게는 96질량% 이하인 것이 바람직하고, α-올레핀이 에틸렌 단량체 단위인 랜덤 폴리프로필렌 공중합체가 특히 바람직하게 사용된다.
또한, 폴리프로필렌계 수지의 용융 유량(MFR)은 특별히 제한되는 것은 아니지만, 보통, MFR(JIS K7210, 온도: 230℃, 하중: 2.16㎏)이 바람직하게는 0.5g/10분 이상, 더 바람직하게는 1.0g/10분 이상이고, 또한 바람직하게는 15g/10분 이하, 더 바람직하게는 10g/10분 이하이다. 폴리프로필렌계 수지의 MFR은 균일한 두께의 필름을 얻기 위해 폴리락트산계 수지의 용융 시의 점도와 유사한 것을 선택할 수 있다.
상기 에틸렌-아세트산 바이닐 공중합체 및 폴리프로필렌계 수지의 제조 방법은 특별히 한정되지 않고, 공지된 올레핀 중합용 촉매를 이용한 공지된 중합 방법, 예컨대, 지글러 나타형 촉매로 대표되는 멀티사이트 촉매나 메탈로센 촉매로 대표되는 싱글사이트 촉매를 이용한 슬러리 중합법, 용액 중합법, 괴상 중합법, 기상 중합법 등이나 라디칼 개시제를 이용한 괴상 중합법 등으로 제조할 수 있다.
상기 에틸렌-아세트산 바이닐 공중합체의 시판품으로는, 예컨대, 「EVAFLEX」(미쓰이·듀퐁 폴리 케미컬사 제품), 「Novatec EVA」(미쓰비시 화학사 제품), 「EVATHLENE」(다이니폰 잉크 화학 공업사 제품), 「EVATATE」(스미토모 화학사 제품)를 들 수 있다. 또한, 폴리프로필렌계 수지로는, 예컨대, 상품명 「Novatec PP」, 「WINTEC」, 「Tufmer XR」(니혼 폴리 프로필렌사 제품), 「MITSUI POLYPRO」(미쓰이 화학사 제품), 「SUMITOMO Noblen」, 「Tuf-selen」, 「Excellen EPX」(스미토모 화학사 제품), 「IDEMITSU PP」, 「IDEMITSU TPO」(이데미츠 코산사 제품), 「Adflex」, 「Adsyl」(Sun Allomer사 제품) 등 시판되어 있는 상품을 들 수 있다.
제 3 형태에 있어서, (I)층은 (Ⅱ)층에서 사용 가능한 PLA, 더욱이는 후술하는 (Ⅲ)층에서 사용 가능한 접착성 수지를 함유할 수 있다. 이것에 의해, 본 발명의 필름은 (I)층에 재생 첨가 가능하여, 필름의 리사이클성을 향상시킬 수 있다. (I)층이 PLA를 함유하는 경우, 그 함유량은 상기 (I)층의 에틸렌-아세트산 바이닐 공중합체 및 프로필렌계 수지의 혼합물로 이루어지는 폴리올레핀계 수지 100질량부에 대하여, PLA 100질량부 이하, 바람직하게는 80질량부 이하, 더 바람직하게는 60질량부 이하를 함유시킬 수 있다. 하한은 특별히 한정되지 않지만 10질량부 이상인 것이 바람직하다. 상기 폴리올레핀계 수지 100질량부에 대하여, PLA의 함유량이 100질량부 이하이면, 수득되는 필름의 투명성, 내파단성, 수축 마무리성 등을 유지할 수 있다.
한편, (I)층이 (Ⅲ)층에서 사용 가능한 접착성 수지를 함유하는 경우, 그 함유량은 접착성 수지의 종류에 따라 상한은 다르지만, 대체로 상기 (I)층의 에틸렌-아세트산 바이닐 공중합체 및 프로필렌계 수지의 혼합물로 이루어지는 폴리올레핀계 수지 100질량부에 대하여, 접착성 수지 8질량부 이하, 바람직하게는 6질량부 이하, 더 바람직하게는 5질량부 이하를 함유시킬 수 있다. 하한은 특별히 한정되지 않지만 1질량부 이상인 것이 바람직하다. 상기 폴리올레핀계 수지 100질량부에 대하여, 접착성 수지의 함유량이 8질량부 이하이면, 수득되는 필름의 투명성, 내파단성, 수축 마무리성 등을 유지할 수 있다.
<(Ⅲ)층(접착층)>
본 발명의 필름의 제 2 태양으로는, 도 2에 나타내는 바와 같이, (I)층(11)과 (Ⅱ)층(12a, 12b) 사이에 접착성의 향상을 목적으로 한 (Ⅲ)층(23a, 23b)을 갖는 태양의 필름(20)을 예시할 수 있다.
본 발명에서 사용되는 접착층(23a, 23b)은 접착성 수지를 주성분으로 한다. (Ⅲ)층의 주성분으로서 포함되는 접착성 수지는 (I)층과 (Ⅱ)층을 접착시킬 수 있는 수지이면 특별히 한정되지 않지만, 하기 (a), (b) 및 (c)로 이루어지는 군으로부터 선택되는 1종 이상의 공중합체 또는 수지를 이용하는 것이 바람직하다.
(a) 에틸렌 단량체 단위와, 아세트산 바이닐, 아크릴산, (메트)아크릴산, (메트)아크릴산에틸, 메틸(메트)아크릴산, 무수말레산 및 메타크릴산글라이시딜로 이루어지는 군으로부터 선택되는 1종의 단위로 이루어지는 공중합체(이하, 「에틸렌계 공중합체」라고도 함)
(b) 연질의 방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체 또는 이들의 수소 첨가 유도체
(c) 변성 폴리올레핀계 수지
우선, (a)의 에틸렌계 공중합체에 대하여 설명한다. 상기 에틸렌계 공중합체로는, 예컨대, 에틸렌-아세트산 바이닐 공중합체(EVA), 에틸렌-아크릴산 공중합체(EAA), 에틸렌-(메트)아크릴산 공중합체(EMA), 에틸렌-(메트)아크릴산에틸 공중합체(EEA), 에틸렌-메틸(메트)아크릴산 공중합체(EMMA), 에틸렌-아세트산 바이닐-무수말레산 3원 공중합체, 에틸렌-아크릴산에틸-무수말레산 3원 공중합체, 에틸렌-메타크릴산글라이시딜 공중합체, 에틸렌-아세트산 바이닐-메타크릴산글라이시딜 3원 공중합체, 에틸렌-아크릴산에틸-메타크릴산글라이시딜 3원 공중합체를 들 수 있다. 그 중에서도, 에틸렌-아세트산 바이닐 공중합체(EVA), 에틸렌-아크릴산 공중합체(EAA), 에틸렌-아크릴산에틸 공중합체(EEA), 에틸렌-(메트)아크릴산 공중합체(EMA), 에틸렌-메틸(메트)아크릴산 공중합체(EMMA)를 바람직하게 사용할 수 있다.
상기 에틸렌계 공중합체는, 에틸렌 단량체 단위의 함유율이 50몰% 이상, 바람직하게는 60몰% 이상, 더 바람직하게는 65몰% 이상이며, 95몰% 이하, 바람직하게는 90몰% 이하, 더 바람직하게는 85몰% 이하인 것이 바람직하다. 에틸렌 단량체 단위의 함유율이 50몰% 이상이면, 필름 전체의 강성을 양호하게 유지할 수 있기 때문에 바람직하다. 한편, 에틸렌 단량체 단위의 함유율이 95몰% 이하이면, 유연성을 충분히 유지할 수 있고, 필름에 응력이 가해진 경우에, (I)층과 (Ⅱ)층 사이에 생긴 응력에의 완충 작용이 작용하기 때문에, 층간 박리를 억제할 수 있다.
상기 에틸렌계 공중합체는, MFR(JIS K7210, 온도: 190℃, 하중: 2.16㎏)이 0.1g/10분 이상 10g/10분 이하인 것이 바람직하게 사용된다. MFR이 0.1g/10분 이상이면 압출 가공성을 양호하게 유지할 수 있고, 한편, MFR이 10g/10분 이하이면 필름의 두께 불균일이나 역학 강도를 저하시키지 않게 되어 바람직하다.
상기 에틸렌계 공중합체는, 에틸렌-아세트산 바이닐 공중합체로서「EVAFLEX EV40LX」(미쓰이-듀퐁 폴리 케미컬사 제품, 에틸렌 함유율 78몰%, MFR 2.5g/10분), 에틸렌-메틸(메트)아크릴산 공중합체로서 「ACRYFT」(스미토모 화학사 제품), 에틸렌-아세트산 바이닐-무수말레산 3원 공중합체로서 「BONDINE」(스미토모 화학사 제품), 에틸렌-메타크릴산글라이시딜 공중합체, 에틸렌-아세트산 바이닐-메타크릴산글라이시딜 3원 공중합체, 에틸렌-아크릴산에틸-메타크릴산글라이시딜 3원 공중합체로서 「Bond First」(스미토모 화학사 제품) 등을 상업적으로 입수할 수 있다.
다음으로, 상기 (b)의 연질의 방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체 및 그의 수소 첨가 유도체에 대하여 설명한다. 연질의 방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체를 구성하는 방향족계 탄화수소로는, 스타이렌이 바람직하게 사용되고, α-메틸스타이렌 등의 스타이렌 동족체 등도 이용할 수 있다. 또한, 공액 다이엔계 탄화수소로는, 1,3-뷰타다이엔, 1,2-아이소프렌, 1,4-아이소프렌, 1,3-펜타다이엔 등을 들 수 있고, 이들은 수소 첨가 유도체여도 좋다. 이들은 단독으로, 또는 2종 이상을 혼합하여 사용할 수도 있다.
상기 방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체 또는 그의 수소 첨가 유도체는 방향족계 탄화수소의 함유율이 공중합체 전체 질량의 5질량% 이상, 바람직하게는 7질량% 이상, 더 바람직하게는 10질량% 이상이며, 또한 50질량% 이하, 바람직하게는 40질량% 이하, 더 바람직하게는 35질량% 이하인 연질의 공중합체인 것이 바람직하다. 방향족계 탄화수소의 함유율이 5질량% 이상이면, 필름을(I)층, (Ⅱ)층 및 (Ⅲ)층의 어느 한 층(바람직하게는 (I)층)에 재생 첨가한 경우에, 양호한 상용성이 얻어져, 필름의 백탁화(白濁化)를 억제하여, 투명성을 유지할 수 있다. 한편, 방향족계 탄화수소의 함유율이 50질량% 이하이면, (I)층의 유연성을 저하시키지 않고, 필름에 응력이 가해진 경우에, (I)층과 (Ⅱ)층 사이에 생기는 응력에의 완충 작용이 일어나기 때문에, 층간 박리를 억제할 수 있다.
방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체의 수소 첨가 유도체로는, 스타이렌-공액 다이엔계 랜덤 공중합체의 수소 첨가 유도체를 바람직하게 이용할 수 있다. 스타이렌-공액 다이엔계 랜덤 공중합체의 수소 첨가 유도체의 상세한 내용 및 그의 제조 방법에 대해서는, 일본 공개특허공보 평2-158643호, 일본 공개특허공보 평2-305814호 및 일본 공개특허공보 평3-72512호의 각 공보에 개시되어 있다.
방향족계 탄화수소-공액 다이엔계 탄화수소 공중합체는, 상기 예시한 각각의 공중합체를 단독으로, 또는 2종 이상을 혼합하여 사용할 수 있다.
방향족계 탄화수소-공액 다이엔계 탄화수소 공중합체의 시판품으로는, 스타이렌-뷰타다이엔 블록 공중합체 엘라스토머로서 상품명 「TUFPRENE」(아사히 화성 케미컬사 제품), 스타이렌-뷰타다이엔 블록 공중합체의 수소 첨가 유도체로서 상품명 「Tuftec H」(아사히 화성 케미컬사 제품), 상품명 「Kraton G」(크레이톤 재팬사 제품), 스타이렌-뷰타다이엔 랜덤 공중합체의 수소 첨가 유도체로서 상품명 「DYNARON」(JSR사 제품), 스타이렌-아이소프렌 블록 공중합체의 수소 첨가 유도체로서 상품명 「SEPTON」(KURARAY), 스타이렌-바이닐아이소프렌 블록 공중합체 엘라스토머로서 상품명 「HYBRAR」(KURARAY사 제품) 등을 들 수 있다.
또한, 상기 방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체 또는 그의 수소 첨가 유도체는, 극성기를 도입하는 것에 의해, 폴리락트산계 수지를 주성분으로 하는 (I)층과의 층간 접착성을 한층 향상시킬 수 있다. 도입할 극성기로는, 산무수물기, 카복실산기, 카복실산에스터기, 카복실산염화물기, 카복실산아마이드기, 카복실산염기, 설폰산기, 설폰산에스터기, 설폰산염화물기, 설폰산아마이드기, 설폰산염기, 에폭시기, 아미노기, 이미드기, 옥사졸린기, 하이드록실기 등을 들 수 있다. 극성기를 도입한 스타이렌계 화합물과 공액 다이엔의 공중합체 또는 그의 수소 첨가 유도체로는, 무수말레산 변성 SEBS, 무수말레산 변성 SEPS, 에폭시 변성 SEBS, 에폭시 변성 SEPS 등을 대표적으로 들 수 있다. 이들의 공중합체는, 각각 단독으로 또는 2종 이상을 혼합하여 사용할 수 있다.
상기 극성기를 도입한 방향족계 탄화수소와 공액 다이엔계 탄화수소의 공중합체 또는 그의 수소 첨가 유도체의 상품명을 예시하면, 예컨대, 「Tuftec M」(아사히 화성 케미컬사 제품), 「Epofriend」(다이셀 화학사 제품) 등을 들 수 있다.
다음으로, 상기 (c)의 변성 폴리올레핀 수지에 대하여 설명한다. 본 발명에 있어서, (Ⅲ)층을 구성할 수 있는 변성 폴리올레핀 수지란, 불포화카복실산 또는 그의 무수물, 또는 실레인계 커플링제로 변성된 폴리올레핀을 주성분으로 하는 수지를 말한다. 불포화카복실산 또는 그의 무수물로는, 아크릴산, 메타크릴산, 말레산, 무수말레산, 시트라콘산, 무수시트라콘산, 이타콘산, 무수이타콘산 또는 이들의 유도체의 모노 에폭시 화합물과 상기 산과의 에스터 화합물, 분자 내에 이들 산과 반응할 수 있는 기를 갖는 중합체와 산과의 반응 생성물 등을 들 수 있다. 또한, 이들의 금속염도 사용할 수 있다. 이들 중에서도, 무수말레산이 더 바람직하게 사용된다. 또한, 이들 공중합체는, 각각 단독으로, 또는 2종 이상을 혼합하여 사용할 수 있다.
또한, 실레인계 커플링제로는, 바이닐트라이에톡시실레인, 메타클로일옥시트라이메톡시실레인, γ-메타크릴로일옥시프로필트라이아세틸옥시실레인 등을 들 수 있다.
변성 폴리올레핀 수지를 제조하기 위해서는, 예컨대, 미리 폴리머를 중합하는 단계에서 이들 변성 모노머를 공중합시킬 수도 있고, 일단 중합한 폴리머에 이들 변성 모노머를 그래프트 공중합시킬 수도 있다. 또한, 변성은 이들 변성 모노머를 단독으로, 또는 복수를 병용하여, 그 함유율이 0.1질량% 이상 5질량% 이하의 범위인 것이 바람직하게 사용된다. 그 중에서도 그래프트 변성한 것이 바람직하게 사용된다.
시판되어 있는 변성 폴리올레핀계 수지를 예시하면, 예컨대, 「ADMER」(미쓰이 화학사 제품), 「MODIC-AP」(미쓰비시 화학사 제품) 등을 들 수 있다.
상기 (Ⅲ)층은 상기 (a) 내지 (c)의 공중합체 또는 수지를 단독으로, 또는 2종 이상을 혼합하여 사용할 수도 있다. 그 경우, 상기 (a) 내지 (c)의 공중합체 또는 수지의 함유율은 (I)층 및 (Ⅱ)층을 구성하는 수지에 따라 적절히 결정할 수 있다.
<필름의 층 구성>
본 발명의 필름은, 1종 이상의 폴리올레핀계 수지를 주성분으로 하는 (I)층(11)과, 상기 (I)층(11)의 양쪽에 적층된 1종 이상의 폴리락트산계 수지를 주성분으로 하는 (Ⅱ)층(12a, 12b)으로 구성된다. 본 발명의 필름(10, 20)은 굴절률이 비교적 비슷한 폴리올레핀계 수지와 폴리락트산 수지로 이루어지는 열 수축성 필름이기 때문에, 필름의 가장자리 등의 트리밍 손실 등으로부터 발생하는 리사이클 수지를 첨가했을 때에도, 필름의 투명성을 확보할 수 있다.
본 발명의 필름은, 적어도 상기 3층을 가지면, 층 구성은 특별히 한정되지는 않는다. 여기서, 「(I)층의 양쪽에 적층된 (Ⅱ)층」이란, (I)층에 인접하여 (Ⅱ)층이 적층되는 경우(제 1 태양)뿐만 아니라, (I)층과 (Ⅱ)층 사이에 제 3 층(예컨대, 제 2 태양)을 갖는 경우도 포함된다. 또한, (I)층은 (Ⅱ)층과 마찬가지의 층을 포함하여도 상관없다.
본 발명에 있어서, 필름의 적층 구성은 (Ⅱ)층(12a)/(I)층(11)/(Ⅱ)층(12b)으로 이루어지는 3층 구성이며, 보다 바람직한 층 구성은 (Ⅱ)층(12a)/접착층(23a)/(I)층(11)/접착층(23b)/(Ⅱ)층(12b)으로 이루어지는 5층 구성이다. 이 층 구성을 채용함으로써, 본 발명의 목적인 저온 수축성, 필름의 강성(상온에서의 강성), 수축 마무리성이 우수하고, 또한 자연 수축이 작고, 필름(10, 20)의 층간 박리가 억제된 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 열 수축성 적층 필름을 생산성, 경제성 좋게 얻을 수 있다.
다음으로, 본 발명의 바람직한 실시 형태의 예인 (Ⅱ)층(12a)/(I)층(11)/(Ⅱ)층(12b)의 3층 구성의 필름(10) 및 (Ⅱ)층(12a)/접착층(23a)/(I)층(11)/접착층(23b)/(Ⅱ)층(12b)으로 이루어지는 5층 구성의 필름(20)에 대하여 설명한다.
각 층의 두께비는, 상술한 작용 효과를 고려하여 설정하면 바람직하고, 특별히 한정되는 것은 아니다. 필름 전체의 두께에 대한 (Ⅱ)층(12a, 12b)의 두께비는 10% 이상, 바람직하게는 15% 이상, 더 바람직하게는 20% 이상이며, 또한 80% 이하, 바람직하게는 70% 이하, 더 바람직하게는 50% 이하, 가장 바람직하게는 45% 이하의 범위로 할 수 있다. 또한, 필름 전체의 두께에 대한 (I)층의 두께비는 10% 이상, 바람직하게는 20% 이상, 더 바람직하게는 30% 이상이며, 또한 90% 이하, 바람직하게는 85% 이하, 더 바람직하게는 80% 이하이다.
(I)층(11)과 (Ⅱ)층(12a, 12b) 사이에 접착층(23a, 23b)을 갖는 경우, 접착층(23a, 23b)은 그 기능으로부터, 0.5㎛ 이상, 바람직하게는 0.75㎛ 이상, 더 바람직하게는 1㎛ 이상이며, 6㎛ 이하, 바람직하게는 5㎛ 이하이다.
각 층의 두께비가 상기 범위 내이면, 필름의 수축 마무리성, 저온 수축성이 우수하고, 또한 자연 수축이 작은 수축 포장, 수축 결속 포장이나 수축 라벨 등의 용도에 적합한 필름(10, 20)을 얻을 수 있다.
본 발명의 필름의 총 두께는 특별히 한정되는 것은 아니지만, 투명성, 수축 가공성, 원료 비용 등의 관점에서는 얇은 쪽이 바람직하다. 구체적으로는 연신 후의 필름의 총 두께가 80㎛ 이하이며, 바람직하게는 70㎛ 이하이며, 더 바람직하게는 50㎛ 이하이며, 가장 바람직하게는 40㎛ 이하이다. 또한, 필름의 총 두께의 하한은 특별히 한정되지 않지만, 필름의 핸들링성을 고려하면, 10㎛ 이상인 것이 바람직하다.
<물리적·기계적 특성>
(80℃의 저장 탄성률(E'))
본 발명에 있어서는 진동 주파수 10㎐, 변형 0.1%, 승온 속도 2℃/분, 척간 거리 2.5㎝의 조건 하에, 측정 온도가 -150℃ 내지 150℃인 범위에서, 필름 연신 방향과 직교하는 방향에 대하여 동적 점탄성을 측정했을 때의, 80℃에서의 저장 탄성률(E')이 10MPa 이상인 것이 중요하고, 더 바람직하게는 30MPa이상, 더더욱 바람직하게는 50MPa 이상, 한편 상한은 1,000MPa 이하, 더 바람직하게는 800MPa 이하, 더더욱 바람직하게는 600MPa 이하이다. 80℃에서의 저장 탄성률(E')이 10MPa 이상이면, 병에의 접착 공정에서 필름을 가열 수축했을 때에도, 필름의 강성이 충분하기 때문에, 주름이나 세로 수축을 억제할 수 있다. 한편, 저장 탄성률(E')이 1,000MPa 이하이면, 저온에서의 연신성이 양호하여 열 수축률을 확보할 수 있기 때문에 바람직하다.
본 발명의 필름에 있어서, 80℃에서의 저장 탄성률(E')을 상기 범위로 조정하기 위해서는, 수지 조성을 본 발명에서 기재하는 바와 같이 조정함으로써 가능해지지만, 특히 시차 주사 열량계(DSC)로 측정했을 때, 결정 융해 피크가 80℃ 이상 160℃ 이하에 적어도 하나 이상 포함되는 폴리올레핀계 수지를 사용함으로써 쉽게 달성되고, 그 밖에 필름 전체에 대한 (Ⅱ)층(12a, 12b)의 비율을 높이는 등의 수단을 이용하는 것도 효과적이다.
(인장 탄성률)
본 발명의 필름의 강성(상온에서의 강성)은 필름의 주수축 방향과 직교하는 방향의 인장 탄성률이 800MPa 이상인 것이 바람직하고, 1,000MPa 이상인 것이 더 바람직하며, 1,200MPa 이상인 것이 더더욱 바람직하다. 또한, 보통 사용되는 열 수축성 필름의 인장 탄성률의 상한값은 4,000MPa 정도이며, 바람직하게는 3, 500MPa 정도이며, 더 바람직하게는 3,000MPa 정도이다. 필름의 주수축 방향과 직교하는 방향의 인장 탄성률이 800MPa 이상이면, 필름 전체로서의 상온에서의 강성을 높게 할 수 있고, 특히 필름의 두께를 얇게 한 경우에도, 패트병 등의 용기에 제대한 필름을 레벨링 머신 등으로 덮을 때에, 비스듬히 덮거나, 필름의 중간이 부러지는 등 수율이 저하되기 쉽다는 등의 문제점이 발생하기 어려워 바람직하다. 인장 탄성률은 JIS K7127에 준거하여, 온도 23℃의 조건으로 측정할 수 있다.
필름의 주수축 방향과 직교하는 방향의 인장 탄성률을 800MPa 이상으로 하기 위해서는, 각 층의 수지 조성을 본 발명에서 규정하는 범위로 하는 것이 중요하지만, 특히 (Ⅱ)층의 필름 전체의 두께에 대한 두께비를 10% 이상으로 하고, (Ⅲ)층의 두께를 5㎛ 이하로 하면 좋다.
(열 수축률)
다음으로, 본 발명의 필름은 80℃ 온수 중에 10초 침지했을 때의 열 수축률이 주수축 방향에서 20% 이상인 것이 바람직하다. 이것은 패트병의 수축 라벨 용도 등의 비교적 단시간(수초 내지 10수초 정도)의 수축 가공 공정에의 적응성을 판단하는 지표로 된다. 예컨대, 패트병의 수축 라벨 용도에 적용되는 열 수축성 필름에 요구되는 필요 수축률은 그 형상에 따라 여러 가지이지만 일반적으로 20 내지 70% 정도이다.
또한, 현재 패트병의 라벨 장착 용도에 공업적으로 가장 많이 사용되는 수축 가공기로는, 수축 가공을 행하는 가열 매체로서 수증기를 이용하는 증기 쉬링커라고 일반적으로 부르는 것이다. 열 수축성 필름은 피복 대상물에의 열의 영향 등의 점에서 될 수 있는 한 낮은 온도로 충분히 열 수축해야 한다. 또한, 최근의 레벨링 공정의 고속화에 따라, 보다 저온에서의 신속한 수축이 요구되고 있다. 이러한 공업 생산성도 고려하여, 상기 조건에서의 열 수축률이 20% 이상인 필름이면, 수축 가공 시간 내에 충분히 피복 대상물에 밀착될 수 있기 때문에 바람직하다. 이로부터, 80℃의 온수 중에 10초 침지했을 때의 열 수축률은, 적어도 1방향, 보통 주수축 방향으로 바람직하게는 20% 이상, 더 바람직하게는 30% 이상, 더더욱 바람직하게는 40% 이상이며, 상한은 바람직하게는 85% 이하, 더 바람직하게는 80% 이하, 더더욱 바람직하게는 75% 이하이다.
본 발명의 필름은, 70℃의 온수 중에서 10초간 침지했을 때의 주수축 방향의 열 수축률이 바람직하게는 10% 이상, 더 바람직하게는 20% 이상, 더더욱 바람직하게는 25% 이상이며, 상한은 바람직하게는 40% 이하, 더 바람직하게는 35% 이하이다. 70℃에서의 주수축 방향의 열 수축률을 10% 이상으로 함으로써, 증기 쉬링커에 의해 병에 접착할 때에, 국부적으로 발생할 수 있는 수축 불균일을 억제하여, 결과적으로 주름, 작은 구멍 등의 형성을 억제할 수 있다. 또한, 열 수축률의 상한을 40% 이하로 함으로써, 저온에서의 극단적인 수축을 억제할 수 있어, 예컨대, 여름 철 등의 고온 환경 하에서도 자연 수축을 작게 유지할 수 있다.
본 발명의 필름이 열 수축성 라벨로서 사용되는 경우, 주수축 방향과 직교하는 방향의 열 수축률은, 60℃과 90℃의 온수 중에 각각 10초간 침지했을 때의 평균값이 ±5% 이내인 것이 바람직하고, ±4% 이내인 것이 더 바람직하며, ±3% 이내인 것이 더더욱 바람직하다. 60℃와 90℃의 주수축 방향과 직교하는 방향의 열 수축률의 평균값이 ±5% 이내인 필름이면, 수축 후의 주수축 방향과 직교하는 방향의 치수 자체가 짧아지거나, 수축 후의 인쇄 문양이나 문자의 변형 등이 쉽게 생기거나, 각형(角型) 병인 경우에는 세로 수축 등의 문제가 발생하지 않아 바람직하다.
본 발명의 필름에 있어서, 80℃ 온수 중에 10초간 침지한 후의 주수축 방향의 열 수축률을 20% 이상, 주수축 방향과 직교하는 방향의 60℃ 및 90℃의 열 수축률의 평균값을 ±5% 이내로 하기 위해서는, 각 층의 수지 조성을 본 발명에서 규정하는 범위로 하는 것이 중요하지만, 또한 (Ⅱ)층의 필름 전체의 두께에 대한 두께비를 10% 이상으로 하는 것, (Ⅲ)층의 두께를 5㎛ 이하로 하는 것, 및 연신 배율을 2배 이상 10배 이하, 연신 온도를 60 이상 130℃ 이하의 범위로 제어하는 것이 바람직하다.
(자연 수축률)
본 발명의 필름의 자연 수축률은 될 수 있는 한 작은 쪽이 바람직하지만, 일반적으로 열 수축성 필름의 자연 수축률은, 예컨대, 30℃ 50% RH에서 30일 보존한 후의 자연 수축률은, 바람직하게는 3.0% 미만, 더 바람직하게는 2.0% 이하, 더더욱 바람직하게는 1.5% 이하이다. 상기 조건 하에서의 자연 수축률이 3.0% 미만이면 제작한 필름을 장기 저장하는 경우에도 용기 등에 안정하게 장착할 수 있어 실용상 문제가 생기지 않는다. 상기 필름의 자연 수축률을 조정하는 수단으로는, 각 층의 수지 조성을 본 발명에서 규정하는 범위로 하는 것이 중요하지만, 특히 (Ⅱ)층의 필름 전체의 두께에 대한 두께비를 10% 이상으로 하는 것이 바람직하다.
(투명성)
본 발명의 필름의 투명성은, 예컨대, 두께 40㎛의 필름을 JIS K7105에 준거하여 측정한 경우, 필름의 헤이즈값은 10% 이하인 것이 바람직하고, 7% 이하인 것이 더 바람직하며, 5% 이하인 것이 더더욱 바람직하다. 필름의 헤이즈값이 10% 이하이면, 필름의 투명성이 얻어져, 디스플레이 효과를 얻을 수 있다.
또한, 본 발명의 필름은, (I)층이 (Ⅱ)층에서 사용한 PLA 또는 (Ⅱ)층에서 사용한 PLA 및 (Ⅲ)층에서 사용한 접착성 수지를 함유하는 경우에도, 두께 40㎛의 필름을 JIS K7105에 준거하여 측정한 경우의 필름의 헤이즈값이 바람직하게는 10% 이하, 더 바람직하게는 7% 이하, 더더욱 바람직하게는 5% 이하이다. (I)층에 PLA 또는 PLA 및 접착성 수지를 함유했을 때의 필름의 헤이즈값이 10% 이하이면, (I)층에 재생 첨가한 경우에도 양호한 투명성을 유지할 수 있다. 이것에 의해, 본 발명의 필름은 필름의 제조 공정에서 발생한 필름의 양 단부(가장자리) 등을 원료로서 재이용할 수 있고, 또한 수득된 필름에서의 투명성을 양호하게 유지할 수 있다. 재생 첨가 후의 필름의 헤이즈값은 재생 첨가 시의 첨가량을 증감시킴으로써 헤이즈값을 조정할 수 있다. 예컨대, (I)층에의 PLA의 첨가량을 10질량부 이상 100질량부 이하 및 접착성 수지의 첨가량을 1질량부 이상 5질량부 이하의 범위로 조정함으로써 필름의 헤이즈값을 10% 이하로 할 수 있다.
(내충격성)
본 발명의 필름의 내충격성은 인장 파단 신장도에 의해 평가되고, 0℃ 환경 하의 인장 시험에 있어서, 특히 라벨 용도에서는 필름의 드로잉(진행) 방향(MD)으로 신장율이 바람직하게는 100% 이상, 더 바람직하게는 150% 이상, 더더욱 바람직하게는 200% 이상이다. 0℃ 환경 하에서의 인장 파단 신장도가 100% 이상이면 인쇄·제대 등의 공정 시에 필름이 파단되는 등의 불량이 생기지 않게 되어 바람직하다. 또한, 인쇄·제대 등의 공정 시간의 단축에 따라 필름에 대하여 가해지는 장력이 증가할 때에도, 인장 파단 신장도가 100% 이상이면 파단되지 않아 바람직하다. 한편, 직교 방향의 인장 파단 신장도의 상한은 특별히 제한은 없지만 500% 정도인 것이 바람직하다.
(용제 밀봉 강도)
또한, 본 발명의 필름의 제대 시의 용제 밀봉 강도는 후술하는 실시예에서 기재된 측정 방법을 이용하여, 바람직하게는 2N/15㎜폭 이상, 더 바람직하게는 4N/15㎜폭 이상, 더더욱 바람직하게는 6N/15㎜폭 이상이다. 여기서의 용제 밀봉 강도란, 후술하는 센터 밀봉에 의해 필름을 통 형상으로 제대했을 때의, 밀봉부의 박리 강도값을 가리킨다. 필름 표면끼리가 밀봉 용제에 충분히 팽윤되지 않은 경우나, (I)층과 (Ⅱ)층의 층간 접착력이 모자란 경우에는, 충분한 밀봉 강도를 확보할 수 없다. 본 발명의 필름은, 표리층으로서 (Ⅱ)층을 적층함으로써 유기 용제에 의해 필름 표면이 충분히 팽윤되고, 제대 공정 시에 필름 표면끼리가 확실히 접착되기 때문에, 사용 시에 밀봉 부분이 벗겨져 버리는 등의 문제가 생기지 않는다.
본 발명의 필름의 용제 밀봉 강도를 상기 범위로 하기 위해서는, 수지 조성을 본 발명에서 기재하는 바와 같이 조정하는 것이 중요하고, 보다 구체적인 조정방법으로는, (Ⅱ)층을 구성하는 PLA의 D-락트산과 L-락트산의 공중합비를 조정하여 결정성을 낮추는 층간 박리에 의한 밀봉 강도 저하를 막기 위한 접착층을 마련하는 등의 방법을 들 수 있다.
<본 발명의 필름의 제조 방법>
본 발명의 필름은 공지된 방법에 의해 제조할 수 있다. 필름의 형태로는 평면 형상, 튜브 형상의 어느 것이라도 좋지만, 생산성(원판 필름의 폭 방향을 따라 제품으로서 수 개 잘라낼 수 있음)이나 내면에 인쇄가 가능하다는 점에서 평면 형상이 바람직하다. 평면 형상 필름의 제조 방법으로는, 예컨대, 복수의 압출기를 이용하여 수지를 용융하고, T 다이로부터 공압출하고, 칠드 롤(chilled roll)로 냉각 고화하며, 세로 방향으로 롤 연신을 행하고, 가로 방향으로 텐터 연신을 행하고, 어닐링하고, 냉각하며, (인쇄가 실시되는 경우에는 그 면에 코로나 방전 처리를 행하여), 권취기로 권취하여, 소정의 길이(보통은 1,000m 이상, 바람직하게는 2000m이상, 더 바람직하게는 3000m 이상의 길이. 이하 동일)를 갖는 열 수축성 필름 롤을 제작함으로써 필름을 수득하는 방법을 예시할 수 있다. 또한, 튜블러법으로 제조한 필름을 잘라 평면 형상으로 한 것을 소정의 길이를 갖는 필름 롤 형상으로 권취하는 방법도 적용할 수 있다.
연신 배율은 열 수축성 라벨용 등, 주로 1방향으로 수축시키는 용도에서는, 주수축 방향에 상당하는 방향이, 바람직하게는 2배 이상 10배 이하, 더 바람직하게는 4배 이상 8배 이하이며, 그리고 직교하는 방향이 바람직하게는 1배 이상 2배 이하(1배란 연신하지 않은 경우를 가리킴), 더 바람직하게는 1.1배 이상 1.5배 이하의, 실질적으로는 1축 연신의 범주에 있는 배율비가 선정된다. 상기 범위 내의 연신 배율로 연신한 2축 연신 필름은 주수축 방향과 직교하는 방향의 열 수축률이 지나치게 커지지 않아, 예컨대, 수축 라벨로서 이용하는 경우, 용기에 장착할 때 용기의 높이 방향에도 필름이 열 수축하는, 이른바 세로 수축 현상을 억제할 수 있기 때문에 바람직하다.
연신 온도는 이용하는 수지의 유리 전이 온도나 열 수축성 필름에 요구되는 특성에 따라 변경할 필요가 있지만, 대강 50℃ 이상, 바람직하게는 60℃ 이상이며, 상한이 130℃ 이하, 바람직하게는 110℃ 이하의 범위에서 제어된다. 또한, 연신 배율은 이용하는 수지의 특성, 연신 수단, 연신 온도, 원하는 제품 형태 등에 따라, 주수축 방향으로는 1.5배 이상 10배 이하, 바람직하게는 3배 이상 7배 이하, 더 바람직하게는 3배 이상 5배 이하의 범위에서 1축 또는 2축 방향으로 적절하게 결정된다. 또한, 가로 방향으로 1축 연신의 경우에도 필름의 기계 물성 개량 등의 목적으로 세로 방향으로 1.05배 이상 1.8배 이하 정도의 약(弱) 연신을 부여하는 것도 효과적이다. 이어서, 연신한 필름은, 필요에 따라, 자연 수축률의 저감이나 열 수축 특성의 개량 등을 목적으로 하여, 50℃ 이상 100℃ 이하 정도의 온도로 열처리나 이완 처리를 행한 후, 분자 배향이 완화되지 않는 시간 내에 빠르게 냉각되어, 열 수축성 필름으로 된다.
또한 본 발명의 필름은, 필요에 따라 코로나 처리, 인쇄, 코팅, 증착 등의 표면 처리나 표면 가공, 그 위에, 각종 용제나 열 밀봉에 의한 제대 가공이나 천공 가공 등을 실시할 수 있다.
본 발명의 필름은, 각 층의 어느 한층 또는 2층 이상에 대하여, 상술한 성분 외에, 본 발명의 효과를 현저하게 저해하지 않는 범위 내에서, 성형 가공성, 생산성 및 열 수축성 필름의 제 물성을 개량·조정할 목적으로, 필름의 가장자리 등의 트리밍 손실 등으로부터 발생하는 리사이클 수지나 실리카, 탈크, 카올린, 탄산칼슘 등의 무기 입자, 산화타이타늄, 카본 블랙 등의 안료, 난연제, 내후성 안정제, 내열 안정제, 대전 방지제, 용융 점도 개량제, 가교제, 윤활제, 핵제, 가소제, 노화 방지제 등의 첨가제를 적절히 첨가할 수 있다.
본 발명의 필름은 피포장물에 의해 플랫 형상으로부터 원통 형상 등으로 가공하여 포장에 제공된다. 패트병 등의 원통 형상의 용기에 인쇄를 필요로 하는 경우, 우선, 롤에 권취된 광폭의 플랫 필름의 일면에 필요한 화상을 인쇄하고, 그리고 이것을 필요한 폭으로 절단하면서 인쇄면이 안쪽이 되도록 접어 센터 밀봉(밀봉부의 형상은 이른바 봉투 접합)하여 원통 형상으로 하면 좋다. 센터 밀봉 방법으로는, 유기 용제에 의한 접착 방법, 열 밀봉에 의한 방법, 접착제에 의한 방법, 임펄스 시일러(impulse sealer)에 의한 방법이 생각된다. 그 중에서도, 생산성, 돋보임의 관점에서 유기 용제에 의한 접착 방법이 바람직하게 사용된다.
[성형품, 열 수축성 라벨 및 용기]
본 발명의 필름은, 필름의 저온 수축성, 수축 마무리성, 투명성, 자연 수축 등이 우수하기 때문에, 그 용도가 특별히 제한되는 것은 아니지만, 필요에 따라 인쇄층, 증착층 기타 기능층을 형성함으로써, 병(블로우 병), 트레이, 도시락 상자, 반찬 용기, 유제품 용기 등의 다양한 성형품으로서 이용할 수 있다. 특히, 본 발명의 필름을 식품 용기(예컨대, 청량 음료수용 또는 식품용의 패트병, 유리병, 바람직하게는 패트병)용 열 수축성 라벨로서 이용하는 경우, 복잡한 형상(예컨대, 중심이 잘록한 원주, 모서리가 있는 사각 기둥, 5각 기둥, 6각 기둥 등)이어도 상기 형상에 밀착 가능하고, 주름이나 작은 구멍 등이 없는 미려한 라벨이 장착된 용기를 얻을 수 있다. 본 발명의 성형품 및 용기는 보통의 성형법을 이용함으로써 제작할 수 있다.
본 발명의 필름은, 우수한 저온 수축성, 수축 마무리성을 갖기 때문에, 고온으로 가열하면 변형을 일으키는 플라스틱 성형품의 열 수축성 라벨 소재 외에, 열팽창율이나 흡수성 등이 본 발명의 필름과는 매우 다른 재질, 예컨대, 금속, 자기, 유리, 종이, 폴리에틸렌, 폴리프로필렌, 폴리뷰텐 등의 폴리올레핀계 수지, 폴리메타크릴산에스터계 수지, 폴리카보네이트계 수지, 폴리에틸렌테레프탈레이트, 폴리뷰틸렌테레프탈레이트 등의 폴리에스터계 수지, 폴리아마이드계 수지로부터 선택되는 1종 이상을 구성 소재로서 이용한 포장체(용기)의 열 수축성 라벨 소재로서 바람직하게 이용할 수 있다.
본 발명의 필름을 이용할 수 있는 플라스틱 포장체를 구성하는 재질로는, 상기의 수지 외에, 폴리스타이렌, 고무 변성 내충격성 폴리스타이렌(HIPS), 스타이렌-뷰틸아크릴레이트 공중합체, 스타이렌-아크릴로나이트릴 공중합체, 스타이렌-무수말레산 공중합체, 아크릴로나이트릴-뷰타다이엔-스타이렌 공중합체(ABS), (메트)아크릴산-뷰타다이엔-스타이렌 공중합체(MBS), 폴리염화바이닐계 수지, 페놀 수지, 유레아 수지, 멜라민 수지, 에폭시 수지, 불포화폴리에스터 수지, 실리콘 수지 등을 들 수 있다. 이들 플라스틱 포장체는 2종 이상의 수지류의 혼합물이어도, 적층체여도 좋다.
<실시예 1 내지 5, 비교예 1 내지 5>
이하에 본 발명에 대하여 실시예를 이용하여 설명한다. 또, 실시예에 나타 내는 측정값 및 평가는 다음과 같이 실시했다. 실시예에서는, 적층 필름의 드로잉(진행) 방향을 「세로」 방향, 그 직각 방향을 「가로」 방향이라고 기재한다.
(저장 탄성률(E'))
수득된 필름으로부터, 가로 4㎜×세로 60㎜의 크기로 정확히 잘라내어, 샘플로 했다. 점탄성 분광계 DVA-200(아이티 계측사 제품)을 이용하여, 진동 주파수 10㎐, 변형 0.1%, 승온 속도 2℃/분, 척간 거리 2.5㎝의 조건 하에, 측정 온도가 -150℃ 내지 150℃인 범위에서, 세로 방향에 대하여 동적 점탄성을 측정했다. 또, 저장 탄성률(E')로서, 80℃에서의 저장 탄성률(E')을 표 2에 기재했다.
(가로 수축률)
수득된 열 수축성 필름 롤로부터 세로 100㎜, 가로 10㎜ 크기의 필름을 잘라내고, 80℃의 온수 버스에 10초간 각각 침지하여, 수축량을 측정했다. 열 수축률은 가로 방향에 대하여, 수축 전의 원 치수에 대한 수축량의 비율을 %값으로 표시했다.
(세로 수축률)
수득된 열 수축성 필름 롤로부터 세로 100㎜, 가로 10㎜ 크기의 필름을 잘라내고, 100℃의 온수 버스에 10초간 각각 침지하여, 수축량을 측정했다. 열 수축률은 세로 방향에 대하여, 수축 전의 원 치수에 대한 수축량의 비율을 %값으로 표시했다.
(자연 수축률)
수득된 열 수축성 필름 롤로부터 필름을 세로 50㎜, 가로 1,000㎜의 크기로 잘라내고, 30℃의 분위기의 항온조에 30일간 방치하여, 주수축 방향에 대하여, 수축 전의 원 치수에 대한 수축량을 측정하여, 그 비율을 % 값으로 표시했다.
(헤이즈값)
JIS K7105에 준거하여 두께 40㎛의 필름의 헤이즈값을 측정했다.
(수축 마무리성)
10㎜ 간격의 격자 모양을 인쇄한 필름을 세로 100㎜×가로 298㎜ 크기로 잘라내고, 가로 방향의 필름 양단을 10㎜ 겹쳐 테트라하이드로퓨란(THF) 용제로 접착하여, 원통 형상 필름을 제작했다. 이 원통 형상 필름을, 용량 1.5리터의 원통형 패트병에 장착하고, 증기 가열 방식의 길이 3.2m(3존)의 수축 터널 내를 회전시키지 않고, 약 4초간 통과시켰다. 각 존에서의 터널 내 분위기 온도는, 증기량을 증기 밸브로 조정하여, 80℃에서 95℃까지의 범위로 했다. 필름 피복 후에는 하기 기준으로 평가했다.
◎: 주름, 작은 구멍, 격자 모양의 변형, 및 세로 수축도 생기지 않는다.
○: 주름, 작은 구멍, 격자 모양의 변형은 생기지만, 세로 수축은 생기지 않는다.
×: 주름, 작은 구멍, 격자 모양의 변형이 현저하게 생기고, 세로 수축도 생긴다.
실시예, 비교예에서 사용한 원 재료는 이하와 같다.
(폴리락트산계 수지)
S-1: Nature Works LLC사 제품 폴리락트산 Nature Works 4060D
S-2: Nature Works LLC사 제품 폴리락트산 Nature Works 4050D
S-3: 미쓰비시 레이온사 제품 아크릴-실리콘 복합 고무 MATABLEN S2001
(올레핀계 수지)
M-1: 니혼 폴리프로필렌사 제품 PP WINTEC WFX6(MFR:3.0, Tm:132℃)
M-2: 니혼 폴리에치사 제품 EVA Novatec EVA LV430(MFR:1.0, Tm:89℃)
M-3: 니혼 폴리에치사 제품 LLDPE Kernel KF271(MFR:1.0, Tm:102℃)
M-4: 니혼 폴리에치사 제품 LLDPE Kernel KS240T(MFR:1.0, Tm:60℃)
M-5: 아라카와 화학사 제품 수첨 석유 수지 ARCON P140(연화점:90℃)
(접착층 수지)
AD-1: 미쓰이 화학사 제품 변성 PO ADMER SE800
AD-2: 미쓰이·듀퐁 폴리 케미컬사 제품 EVA EVAFLEX EV45LX
(실시예 1 내지 5, 비교예 1 내지 5)
표 1에 나타내는 바와 같이, 각 재료를 도시바 기계 주식회사제의 2축 압출기에 투입하고, 설정 온도 200℃에서 용융 혼합한 후, 단층, 2종 3층, 3종 5층의 피드 블록을 통하여 T다이로부터 압출하고, 50℃의 캐스팅 롤로 되감고, 냉각 고화시켜, 폭 300㎜, 두께 200㎛의 미연신 시트를 수득했다. 다음으로, 교토 기계 주식회사제 필름 텐터에 의해, 예열 온도 80℃, 연신 온도 73℃에서 가로 일축 방향으로 5.0배 연신시킨 후, 80℃에서 열처리를 행하여, 열 수축성 필름을 수득했다. 다음으로, 수득된 열 수축성 필름 단부를 슬릿하여 제거한 후, 이 필름을 1,000m 권취했다. 수득된 열 수축성 필름의 두께는 40㎛이었다.
평가 항목의 모두가 ◎인 필름을 (◎), ○가 포함되는 필름을 (○), 하나라도 ×가 있었던 필름을 (×)로 하여 종합 평가를 행하였다. 평가한 결과를 표 2에 나타낸다.

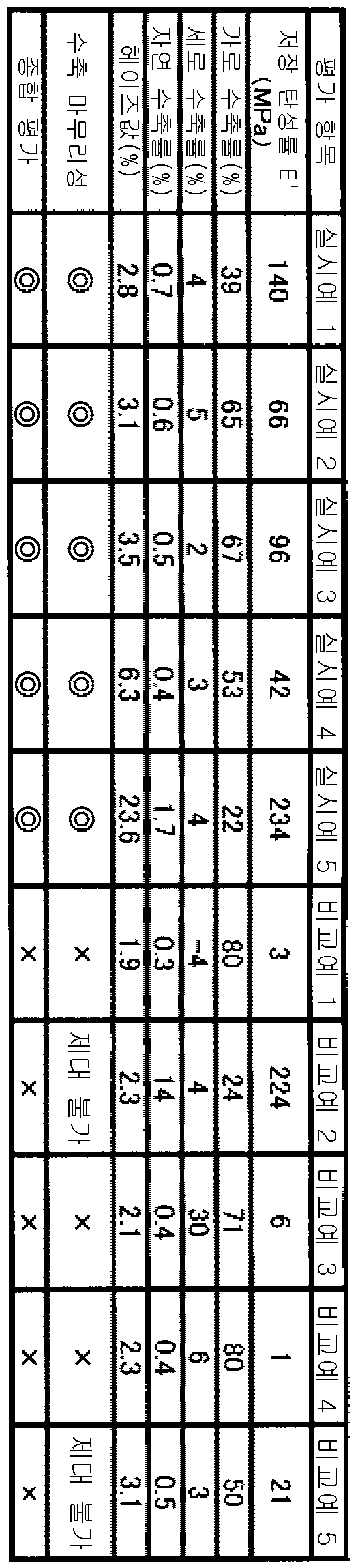
표 1로부터, 본 발명에서 규정하는 범위 내에서 구성된 실시예의 적층 필름은 수축 마무리성, 저온 수축성, 자연 수축성에 대하여 비교예보다 우수했다.
이에 비하여, 폴리락트산계 수지의 단층 필름의 경우(비교예 1)에는, 가로 수축률(80℃)이 현저하게 높은 값을 나타내고, 수축 마무리성이 뒤떨어지는 결과를 나타내었다. 또한, (Ⅱ)층으로서 폴리락트산계 수지층을 갖지 않는 경우(비교예 2)에는, 수축성 및 자연 수축성이 뒤떨어지는 결과로 되었다. 또한, (I)층이 융점(Tm) 80℃ 이하인 폴리올레핀계 수지로 구성되고, 80℃의 저장 탄성률(E')이 10MPa에 도달하지 않는 경우(비교예 3, 4)에는, 수축 마무리성이 나빠, 세로 싱크 마크(sink mark)가 생겼다. 또한, (Ⅱ)층에 폴리올레핀계 수지를 배치한 경우(비교예 5)에는, 용제 밀봉성이 나빠, 제대할 수 없는 결과로 되었다.
이로부터, 본 발명의 필름은, 수축 마무리성, 저온 수축성이 우수하고, 또한 자연 수축이 억제된 수축 포장, 수축 결속 포장이나 열 수축성 라벨 등의 용도에 적합한 열 수축성 적층 필름인 것을 알 수 있다.
<실시예 6 내지 9, 비교예 6 내지 10, 참고예 1>
이하에 본 발명에 대하여, 실시예를 이용하여 구체적으로 설명한다. 실시예에서는, 필름의 드로잉(진행) 방향을 MD, 그 직각 방향을 TD라고 기재한다.
(열 수축률)
필름을 MD 100㎜, TD 100㎜의 크기로 잘라내고, 60℃, 70℃, 80℃ 및 90℃의 각 온도의 온수 버스에 10초간 각각 침지하여, 수축량을 측정했다. 열 수축률은 TD에 관해서는 70℃과 80℃, MD에 관해서는 60℃과 90℃ 각각의 온도에서 측정하고, 이하에 의해 수축 전의 원 치수에 대한 수축량의 비율을 %값으로 표시했다.
열 수축률(%)={(수축 전의 치수-수축 후의 치수)/수축 전의 치수}×100
(인장 탄성률)
JIS K7127에 준거하여, 1호형 시험편(전장 200㎜, 폭 10㎜ 내지 25㎜의 단편, 표선간 거리 100㎜, 파지구간 거리 150㎜)의 온도 23℃에서의 주수축 방향과 직교하는 방향(MD)에 대하여 인장 탄성률을 측정했다.
(저온 인장 파단 신장도)
JIS K7127에 준거하여, 1호형 시험편, 온도 0℃, 시험 속도 100㎜/분의 조건으로 필름의 주수축 방향과 직교하는 방향(MD)에 대하여 측정했다.
(헤이즈값)
JIS K7105에 준거하여 두께 40㎛인 필름의 헤이즈값을 측정했다.
(수축 마무리성)
10㎜ 간격의 격자 모양을 인쇄한 필름을 MD 100㎜×TD 298㎜의 크기로 잘라내고, TD의 양단을 10㎜ 겹쳐 테트로하이드로퓨란(THF) 용제로 접착하여, 원통 형상 필름을 제작했다. 이 원통 형상 필름을, 용량 1.5L의 원통형 패트병에 장착하고, 증기 가열 방식의 길이 3.2m(3존)의 수축 터널 내를 회전시키지 않고, 약 4초간 통과시켰다. 각 존에서의 터널 내 분위기 온도는, 증기량을 증기 밸브로 조정하여, 70 내지 85℃의 범위로 했다. 필름 피복 후는 하기 기준으로 평가했다.
◎: 수축이 충분하고 주름, 작은 구멍, 격자 모양의 변형이 전혀 생기지 않음
○: 수축이 충분하고 주름, 작은 구멍, 격자 모양의 변형이 약간 생김
×: 수축은 충분하지만 주름, 작은 구멍, 격자 모양의 변형이 현저하게 생김
(실시예 6)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, Nature Works LLC사 제품 폴리락트산 수지, 상품명 「Nature Works NW4060D」(L체/D체=88/12)(이하, 「PLA1」이라 약칭함) 50질량%와, Nature Works LLC사 제품 폴리락트산계 수지, 상품명 「Nature Works NW4050D」(L체/D체=95/5)(이하, 「PLA2」라고 약칭함) 40질량%와, 미쓰비시 레이온사 제품 실리콘-아크릴 코어 셸 구조 고무, 상품명 「METABLEN S2001」(이하, 「실리콘 고무」라고 약칭함) 10질량%의 혼합 수지를 이용하고, (I)층을 구성하는 수지로서, 니혼 폴리에틸렌사 제품, 에틸렌-아세트산 바이닐 수지, 상품명 「Novatec EVALV342」(아세트산 바이닐 단량체 단위의 함유율 10질량%, MFR 2.0g/10분)(이하, 「EVA1」이라 약칭함) 85질량%와, 스미토모 화학 주식회사제, 폴리프로필렌 수지, 상품명 「Noblen FH3315」(이하, 「PP」라고 약칭함) 15질량%로 이루어지는 혼합 수지를 이용하여, 각각의 수지를 별개의 미쓰비시 중공업 주식회사제 단축 압출기에 투입하고, 설정 온도 200℃에서 용융 혼합한 후, 각 층의 두께가 (Ⅱ)층/(I)층/(Ⅱ)층=40㎛/170㎛/40㎛가 되도록 2종 3층 다이스로부터 공압출하고, 50℃의 캐스팅 롤로 뽑아내고, 냉각 고화시켜 폭 300㎜, 두께 250㎛의 미연신 적층 시트를 수득했다. 다음으로, 교토 기계 주식회사제 필름 텐터로, 예열 온도 80℃, 연신 온도 75℃에서 가로 일축 방향으로 5.0배 연신한 후, 80℃에서 열처리를 행하여, 열 수축성 필름을 수득했다. 다음으로, 수득된 열 수축성 필름 단부를 슬릿하여 제거한 후, 이 필름을 1,000m 권취했다. 수득된 열 수축성 필름의 두께는 40㎛이었다. 평가 항목의 모두가 우수한 결과를 나타낸 필름을 (◎), 일부의 평가에 양호함이 포함되어 있는 필름을 (○), 하나도 기준을 만족시키지 않은 필름을 (×)로 하여 종합 평가를 행하였다. 평가한 결과를 표 4에 나타낸다.
(실시예 7)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 70질량%, PLA2를 20질량%, 실리콘 고무를 10질량% 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서, 니혼 폴리에틸렌사 제품, 에틸렌-아세트산 바이닐 수지, 상품명 「Novatec EVALV430」(아세트산 바이닐 단량체 단위의 함유율 15질량%, MFR 1.0g/10분)(이하, 「EVA2」라고 약칭함) 70질량%와 PP의 함유율을 30질량%로 변경한 이외에는, 실시예 6과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(실시예 8)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 50질량%, PLA2를 30질량%, 실리콘 고무를 20질량% 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서, 미쓰이-듀퐁 폴리 케미컬사 제품, 포에틸렌 아세트산 바이닐 수지, 상품명 「EVAFLEX EV360」(아세트산 바이닐 단량체 단위의 함유율 25질량%, MFR 2.0g/10분)(이하, 「EVA3」이라 약칭함)을 40질량%, PP를 60질량% 포함하는 혼합 수지를 이용하고, (Ⅲ)층을 구성하는 수지로서, KURARAY사 제품 스타이렌계 열 가소성 수지, 상품명 「HYBRAR 7125」(스타이렌 함유율 20질량%)(이하, 「TPS」라고 약칭함)를 도입하고, 각각의 수지를 별개의 미쓰비시 중공업 주식회사제 단축 압출기에 투입하여, 설정 온도 200℃에서 용융 혼합한 후, 각 층의 두께가 (Ⅱ)층/(Ⅲ)층/(I)층/(Ⅲ)층/(Ⅱ)층=40㎛/10㎛/150㎛/10㎛/40㎛가 되도록 3종 5층 다이스에 의해 공압출하고, 50℃의 캐스팅 롤로 뽑아내고, 냉각 고화시켜, 폭 300㎜, 두께 250㎛의 미연신 적층 시트를 수득했다. 다음으로, 교토 기계 주식회사제 필름 텐터로, 예열 온도 80℃, 연신 온도 75℃에서 가로 일축 방향으로 5.0배 연신한 후, 80℃에서 열처리를 행하여, 열 수축성 필름을 수득했다. 다음으로, 수득된 열 수축성 필름 단부를 슬릿하여 제거한 후, 이 필름을 1,000m 권취했다. 수득된 열 수축성 필름의 두께는 40㎛이었다.
수득된 필름을 실시예 6과 마찬가지로 평가한 결과를 표 4에 나타낸다.
(실시예 9)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 45질량%, PLA2를 40질량%, 실리콘 고무를 15질량% 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서, EVA1을 60질량%, PP를 40질량% 함유하는 혼합 수지 100질량부에 대하여, PLA1을 20질량부 포함하는 수지로 변경한 이외에는, 실시예 8과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(비교예 6)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 90질량%, 실리콘 고무를 10질량% 포함하는 혼합 수지로 변경하고, (I)층을 구성하는 수지를 PLA1로 변경하고, 또한 각 층의 두께가 (Ⅱ)층/(I)층/(Ⅱ)층=40㎛/120㎛/40㎛로 되도록 2종 3층 다이로 공압출한 이외에는, 실시예 6과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(비교예 7)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, 에틸렌-아세트산 바이닐 공중합체 상품명 「NUC-8420」(니혼 유니카사 제품, 아세트산 바이닐 단량체 단위의 함유율 15질량%)(이하, 「EVA5」라고 약칭함) 100질량%와, (I)층을 구성하는 수지로서 PLA1:100질량%로 변경한 이외에는 실시예 6과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(비교예 8)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 70질량%, PLA2를 20질량%, 실리콘 고무를 10질량% 포함하는 혼합 수지로 변경하고, (I)층을 구성하는 수지로서, 니혼 폴리에틸렌사 제품 폴리에틸렌 수지, 상품명 「Kernel KS240T」(MFR:2.2g/10분, 융점:60℃, 밀도:0.880g/㎤)(이하, 「PE」라고 약칭함) 100질량%로 변경한 이외에는 실시예 6과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(참고예 1)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 50질량%, PLA2를 40질량%, 실리콘 고무를 10질량% 포함하는 혼합 수지로 변경하고, (I)층을 구성하는 수지로서 EVA2를 100질량%로 변경한 이외에는 실시예 6과 마찬가지로 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(비교예 9)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 70질량%, PLA2를 20질량%, 실리콘 고무를 10질량% 포함하는 혼합 수지로 변경하고, (I)층을 구성하는 수지로서 PE를 100질량%, 그의 수지 100질량부에 대하여, PLA1을 20질량부 포함하는 수지로 변경한 이외에는, 실시예 8과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.
(비교예 10)
표 3에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서, PLA1을 50질량%, PLA2를 40질량%, 실리콘 고무를 10질량% 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서, 미쓰이-듀퐁 폴리 케미컬사 제품, 폴리에틸렌-아세트산 바이닐 수지, 상품명 「EVAFLEX EV45LX」(아세트산 바이닐 단량체 단위의 함유율:46질량%, MFR:2.5g/10분)(이하, 「EVA4」라고 약칭함)를 80질량%, PP를 20질량% 포함하는 혼합 수지로 변경한 이외에는, 실시예 8과 마찬가지로 하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과를 표 4에 나타낸다.

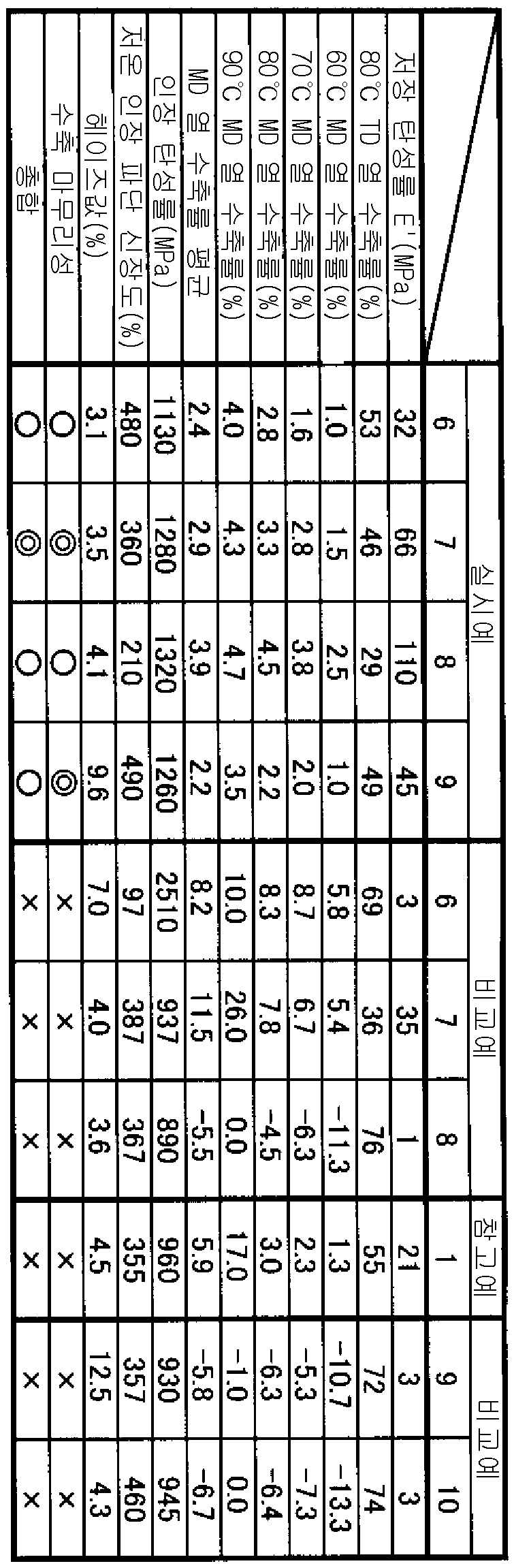
표 3 및 4로부터, 본 발명에서 규정하는 범위 내의 층에 의해 구성된 실시예 6 내지 9의 필름은 열 수축 특성, 투명성, 수축 마무리성 모두 우수했다.
이에 비하여, 필름의 (I)층에 본 발명에서 규정하는 이외의 수지를 이용한 경우(비교예 6 및 7)에는, 수축 마무리가 나쁘고, 세로 수축이 발생하여, 수축 특성에 문제가 있었다. 또한, (I)층에 본 발명의 바람직한 형태 이외의 수지를 이용한 경우에도(비교예 8 및 참고예 1), 수축 마무리가 나쁘고, 세로 수축이 발생하여, 비교예 6 및 7과 같이 수축 특성에 문제가 있었다. 또한, (I)층에 본 발명의 바람직한 형태 이외의 수지에서 재생을 첨가한 경우(비교예 9)에는, 수축 특성 및 투명성에 문제가 있었다.
이로부터, 본 발명의 필름은 열 수축 특성이 우수하고, 투명성, 수축 마무리성이 우수하며, 또한 재생 첨가 가능한 수축 포장, 수축 결속 포장이나 열 수축성 라벨 등의 용도에 적합한 열 수축성 필름인 것을 알 수 있다.
<실시예 10 내지 14, 참고예 2 내지 4>
이하에 본 발명에 대하여, 실시예를 이용하여 구체적으로 설명한다. 실시예에서는, 필름의 드로잉(진행) 방향을 MD, 그 직각 방향을 TD라고 기재한다.
(융점)
사용한 폴리프로필렌계 수지의 융점을 시차 주사 열량 측정(DSC) 장치(Pyris1 DSC(퍼킨 엘머사 제품))를 이용하여, -40℃에서 200℃까지의 온도 범위, 승온 속도 10℃/분으로 승온시켜 융해 피크를 측정하여 융점을 구했다.
(프로필렌 단량체 단위의 함유율)
사용한 폴리프로필렌계 수지에 포함되는 프로필렌 단량체 단위의 함유율을 NMR에 의해 측정했다.
(저장 탄성률)
수득된 열 수축성 필름 롤로부터 세로 4㎜, 가로 60㎜ 크기의 필름을 잘라내어, 점탄성 분광계 DVA-200을 이용하여, 진동 주파수 10㎐, 변형 0.1%, 승온 속도3℃/분, 척간 거리 2.5㎝에서, -150℃ 내지 150℃까지의 범위에서의 세로 방향의 동적 점탄성을 측정했다. 저장 탄성률로서는 20℃에서의 저장 탄성률을 나타낸다.
(열 수축률)
수득된 열 수축성 필름 롤로부터 세로 100㎜, 가로 100㎜의 크기의 필름을 잘라내고, 70℃ 및 80℃의 온수 버스에 10초간 침지하여, 그 수축량을 측정했다. 열 수축률은, 세로 방향 및 가로 방향에 대하여, 수축 전의 원 치수에 대한 수축량의 비율을 %값으로 표시했다.
(헤이즈값)
JIS K7105에 준거하여 두께 50㎛의 필름의 헤이즈값을 측정했다.
(저온 인장 파단 신장도)
JIS K7127에 준거하여 필름의 인장 파단 신장도를 측정했다.
(수축 마무리성)
10㎜ 간격의 격자 모양을 인쇄한 필름을 세로 100㎜×가로 298㎜의 크기로 잘라내고, 가로 방향의 필름 양단을 10㎜ 겹쳐 THF 용제로 접착하여, 원통 형상 필름을 제작했다. 이 원통 형상 필름을, 용량 1.5L의 원통형 패트병에 장착하고, 증기 가열 방식의 길이 3.2m(3존)의 수축 터널 내를 회전시키지 않고서, 약 4초간 통과시켰다. 각 존에서의 터널 내의 분위기 온도는 증기 밸브로 조정하여, 70℃에서 85℃까지의 범위로 했다. 필름 피복 후에는 하기 기준으로 판단했다.
◎: 수축이 충분하고 주름, 작은 구멍, 격자 모양의 변형이 생기지 않는다.
○: 수축이 충분하지만, 곳곳에 주름, 작은 구멍, 또는 격자 모양의 변형이 생겨 있다.
×: 수축이 충분하지만, 주름, 작은 구멍, 격자 모양의 변형이 현저하게 생기거나, 또는 수축이 충분하지 않아, 병에의 피복이 불충분하다.
(실시예 10)
표 5에 나타내는 바와 같이, (Ⅱ)층을 구성하는 PLA로서, Nature Works 4060 (Nature Works LLC사 제품, L-락트산/D-락트산=88/12, 이하, 「PLA1」이라 약칭함) 50질량부와, Nature Works 4050(Nature Works LLC사 제품, L-락트산/D-락트산=95/5, 이하, 「PLA2」라고 약칭함) 40질량부, 고무상 성분으로서, METABLEN S2001(미쓰비시 레이온사 제품, 실리콘-아크릴 코어 셸 구조 고무, 이하, 「고무 성분 1」이라 약칭함) 10질량부로 이루어지는 수지 조성물을 이용하고, (I)층을 구성하는 폴리프로필렌계 수지로서, WINTEC WFX6(니혼 폴리프로필렌사 제품, 융점 125℃, PP 함유율 97.6질량%, 이하, 「PP1」이라 약칭함)을 각각 이용했다.
각 수지를 각각 별개의 미쓰비시 중공업 주식회사제 단축 압출기에 투입하고, 설정 온도 220℃에서 용융 혼합한 후, 각 층의 두께가 (Ⅱ)층/(I)층/(Ⅱ)층=30㎛/190㎛/30㎛이 되도록 2종 3층 다이스로 공압출하고, 50℃의 캐스팅 롤로 뽑아내고, 냉각 고화시켜, 폭 220㎜, 두께 250㎛의 2종 3층의 미연신 적층 시트를 수득했다. 다음으로, 필름 텐터(교토 기계 주식회사제)에 의해, 예열 온도 70℃, 연신 온도 65℃에서 5.0배로 가로 일축 연신한 후, 65℃에서 열처리를 행하고, 냉풍으로 급냉하여, 열 수축성 필름을 수득했다. 다음으로, 수득된 열 수축성 필름 단부를 슬릿하여 제거한 후, 이 필름을 1,000m 권취했다. 수득된 열 수축성 필름의 두께는 50㎛이었다. 수득된 필름을 평가한 결과를 표 5에 나타낸다.
(실시예 11)
표 5에 나타내는 바와 같이, (Ⅱ)층을 구성하는 PLA로서 PLA1을 45질량부, PLA2를 45질량부, 고무상 성분으로서 고무 성분 1을 10질량부 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 폴리프로필렌계 수지로서, Versify 2300(다우 케미컬사 제품, 융점 93℃, PP 함유율: 90 질량%, 이하, 「PP2」라고 함)을 사용하고, 필름 텐터의 예열 온도를 80℃, 연신 온도를 75℃로 하여 가로 일축 방향으로 5.0배 연신한 후, 열처리 온도를 80℃로 변경한 이외에는 실시예 10과 마찬가지의 방법으로 열 수축성 적층 필름을 수득했다. 수득된 필름을 실시예 10과 마찬가지로 평가한 결과를 표 5에 나타낸다.
(실시예 12)
표 5에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서 PLA1을 54질량부, PLA2를 36질량부, 고무상 성분으로서 고무 성분 1을 10질량부 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서 PP1을 80질량부, PLA1을 20질량부로 변경한 이외에는 실시예 10과 마찬가지의 방법으로 열 수축성 적층 필름을 수득했다. 수득된 필름을 실시예 10과 마찬가지로 평가한 결과를 표 5에 나타낸다.
(실시예 13)
표 5에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서 PLA1을 50질량부, PLA2를 40질량부, 고무상 성분으로서 고무 성분 1을 10질량부 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서 PP1을 80질량부 및 PLA1을 20질량부 포함하는 수지를 이용하고, (Ⅲ)층을 구성하는 수지로서 KURARAY사 제품 스타이렌계 열 가소성 수지, 상품명 「HYBRAR 7125」(스타이렌 함유율 20질량%), 이하, 「TPS」라고 약칭함)를 도입하여, 각각의 수지를 별개의 미쓰비시 중공업 주식회사제 단축 압출기에 투입하고, 설정 온도 200℃에서 용융 혼합한 후, 각 층의 두께가 (Ⅱ)층/(Ⅲ)층/(I)층/(Ⅲ)층/(Ⅱ)층=30㎛/5㎛/180㎛/5㎛/30㎛로 되도록 3종 5층 다이스에 의해 공압출하고, 50℃의 캐스팅 롤로 뽑아내고, 냉각 고화시켜, 폭 220㎜, 두께 250㎛의 미연신 적층 시트를 수득했다. 다음으로, 교토 기계 주식회사제 필름 텐터로, 예열 온도 70℃, 연신 온도 65℃에서 가로 일축 방향으로 5.0배 연신한 후, 65℃에서 열처리를 행하여, 열 수축성 필름을 수득했다. 다음으로, 수득된 열 수축성 필름 단부를 슬릿하여 제거한 후, 이 필름을 1,000m 권취했다. 수득된 열 수축성 필름의 두께는 50㎛이었다. 수득된 필름을 실시예 10과 마찬가지로 하여 평가한 결과를 표 5에 나타낸다.
(실시예 14)
표 5에 나타내는 바와 같이, (I)층을 구성하는 수지로서 PP1을 40질량부, PP2를 40질량부 및 PLA1을 20질량부 포함하는 수지를 이용한 이외에는, 실시예 13과 마찬가지의 방법으로 열 수축성 필름을 수득했다. 수득된 필름을 실시예 10과 마찬가지로 하여 평가한 결과를 표 5에 나타낸다.
(참고예 2)
표 5에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서 PLA1을 50질량부, PLA2를 40질량부, 고무상 성분으로서 고무 성분 1을 10질량부 혼합한 수지 조성물을 이용하고, (I)층을 구성하는 폴리프로필렌계 수지로서 Noblen FH3315(스미토모 화학사 제품, 융점: 144℃, PP 함유율: 96%, 이하, 「PP3」이라 함)를 이용했다. 각 층의 두께가 (Ⅱ)층/(I)층/(Ⅱ)층=30㎛/190㎛/30㎛이 되도록 2종 3층 다이스에 의해 공압출하고, 50℃의 캐스팅 롤로 뽑아내고, 냉각 고화시켜 폭 220㎜, 두께 250㎛의 2종 3층의 미연신 적층 시트를 수득했다. 그 이외에는 실시예 10과 마찬가지로 실시하여 열 수축성 필름을 수득했다. 수득된 필름을 평가한 결과는 표 5에 나타낸다.
(참고예 3)
(I)층을 구성하는 PP계 수지에 대하여, PP3을 80질량부, PLA1을 20질량부로 하여 이루어지는 수지 조성물을 이용한 이외에는 실시예 10과 마찬가지로 실시하여 열 수축성 적층 필름을 수득했다. 수득된 필름을 평가한 결과는 표 5에 나타낸다.
(참고예 4)
표 1에 나타내는 바와 같이, (Ⅱ)층을 구성하는 수지로서 PLA1을 50질량부, PLA2를 40질량부, 고무상 성분으로서 고무 성분 1을 10질량부 포함하는 혼합 수지를 이용하고, (I)층을 구성하는 수지로서 PP3을 80질량부, PLA1을 20질량부 포함하는 PP계 수지를 이용하고, (Ⅲ)층을 구성하는 수지로서 「TPS」를 도입하여, 각각의 수지를 별개의 미쓰비시 중공업사제 단축 압출기에 투입하고, 설정 온도 200℃에서 용융 혼합한 후, 각 층의 두께가 (Ⅱ)층/(Ⅲ)층/(I)층/(Ⅲ)층/(Ⅱ)층=30㎛/5㎛/180㎛/5㎛/30㎛로 되도록 3종 5층 다이스에 의해 공압출하고, 50℃의 캐스팅 롤로 뽑아내고, 냉각 고화시켜, 폭 220㎜, 두께 200㎛의 미연신 적층 시트를 수득했다. 수득된 필름은 실시예 10과 마찬가지로 실시하여 열 수축성 필름을 수득했다. 평가 결과는 표 5에 나타낸다.

표 5로부터, 본 발명에서 규정되는 범위의 열 수축성 필름은, 저온 수축성, 투명성 및 수축 마무리가 모두 양호했다. 이에 비하여, (I)층에 융점이 높은 PO를 사용한 경우(참고예 2)에는 양호한 수축 마무리성이 얻어지지 않았다. 또한, 융점이 높은 PO와 함께 PLA가 포함되는 경우(참고예 3 및 4)에는 투명성이 뒤떨어져 있었다. 이로부터 본 발명의 필름은, 저온 수축성, 투명성 및 수축 마무리성이 우수하고, 또한 (I)층에 재생 첨가한 경우에도 양호한 투명성을 유지할 수 있는 것을 알 수 있다.
본 발명의 열 수축성 적층 필름은 우수한 수축 마무리성, 저온 수축성을 갖고, 자연 수축이 억제되어 있기 때문에 열 수축성을 필요로 하는 성형품, 특히 슈링크 라벨 등에 바람직하게 이용할 수 있다. 또한, 본 발명의 열 수축성 적층 필름은 우수한 열 수축 특성, 투명성 및 수축 마무리성을 갖고, 또한 재생 첨가가 가능한 성형품, 특히 슈링크 라벨 등에 바람직하게 이용할 수 있다. 또한, 본 발명에 사용하는 PLA계 수지는 식물 유래 수지이기 때문에, 바이오매스의 이용을 촉진하여, 순환형 사회를 지향하는데 적합하다.
Claims (21)
- (I)층의 양쪽에 (Ⅱ)층을 갖는 적어도 3층으로 이루어지는 적층 필름으로서,필름의 주수축 방향과 직교하는 방향에 대하여, 진동 주파수 10㎐, 변형 0.1%의 조건 하에서 동적 점탄성을 측정했을 때의 80℃의 저장 탄성률(E')이 10MPa 이상 1,000MPa 이하인 것을 특징으로 하는 열 수축성 적층 필름.(I)층: 1종 이상의 폴리올레핀계 수지를 주성분으로 하는 층(Ⅱ)층: 1종 이상의 폴리락트산계 수지를 주성분으로 하는 층
- 제 1 항에 있어서,80℃의 온수 중에 10초간 침지했을 때의 주수축 방향에서의 열 수축률이 20% 이상인 열 수축성 적층 필름.
- 제 1 항 또는 제 2 항에 있어서,상기 폴리락트산계 수지가 D-락트산 및 L-락트산의 공중합체로 이루어지는 폴리락트산계 수지인 열 수축성 적층 필름.
- 제 3 항에 있어서,상기 폴리락트산계 수지의 D-락트산과 L-락트산의 구성은, D-락트산/L-락트산=3/97 내지 15/85, 또는 85/15 내지 97/3인 열 수축성 적층 필름.
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,상기 폴리올레핀계 수지를 시차 주사 열량계(DSC)로 측정했을 때에, 결정 융해 피크가 80℃ 이상 160℃ 이하의 범위에 적어도 하나 이상 존재하는 열 수축성 적층 필름.
- 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,상기 폴리올레핀계 수지가, 폴리에틸렌계 수지, 폴리프로필렌계 수지, 에틸렌-아세트산 바이닐 공중합체, 또는 이들의 혼합물인 열 수축성 적층 필름.
- 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,상기 폴리올레핀계 수지가, 융점이 90℃ 이상 130℃ 이하이고 프로필렌 단량체 단위의 함유율이 80질량% 이상 99질량% 이하인 폴리프로필렌계 수지인 열 수축성 적층 필름.
- 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,상기 폴리올레핀계 수지가, 에틸렌-아세트산 바이닐 공중합체를 주성분으로 하고, 폴리프로필렌계 수지를 함유하는 폴리올레핀계 수지인 열 수축성 적층 필름.
- 제 8 항에 있어서,상기 에틸렌-아세트산 바이닐 공중합체에 있어서의 아세트산 바이닐 단량체 단위의 함유율이 5질량% 이상 30질량% 이하인 열 수축성 적층 필름.
- 제 8 항 또는 제 9 항에 있어서,상기 에틸렌-아세트산 바이닐 공중합체와 폴리프로필렌계 수지의 질량비가, 에틸렌-아세트산 바이닐 공중합체/폴리프로필렌계 수지=(40 내지 95)/(60 내지 5)인 열 수축성 적층 필름.
- 제 8 항 또는 제 9 항에 있어서,상기 에틸렌-아세트산 바이닐 공중합체와 폴리프로필렌계 수지의 질량비가 에틸렌-아세트산 바이닐 공중합체/폴리프로필렌계 수지=(60 내지 85)/(40 내지 15)인 열 수축성 적층 필름.
- 제 8 항 내지 제 11 항 중 어느 한 항에 있어서,60℃ 및 90℃의 온수 중에 10초간 침지했을 때의 주수축 방향과 직교하는 방향의 열 수축률의 평균값이 ±5% 이내인 열 수축성 적층 필름.
- 제 1 항 내지 제 12 항 중 어느 한 항에 있어서,(I)층이 1종 이상의 폴리락트산계 수지를 더 함유하는 열 수축성 적층 필름.
- 제 13 항에 있어서,(I)층이 폴리올레핀계 수지 100질량부에 대하여, 폴리락트산계 수지 100질량부 이하를 함유하는 열 수축성 적층 필름.
- 제 13 항에 있어서,(I)층의 주성분을 구성하는 수지가 제 7 항에 기재된 폴리프로필렌계 수지이고, 또한 (I)층이 상기 폴리프로필렌 100질량부에 대하여 3질량부 이상 30질량부 이하의 폴리락트산계 수지를 함유하는 열 수축성 적층 필름.
- 제 1 항 내지 제 15 항 중 어느 한 항에 있어서,(I)층과 (Ⅱ)층 사이에 1층 이상의 접착성 수지를 주성분으로 하는 (Ⅲ)층을 갖는 열 수축성 적층 필름.
- 제 7 항 내지 제 16 항 중 어느 한 항에 있어서,JIS K7105에 준거한 헤이즈값이 10% 이하인 열 수축성 적층 필름.
- 제 7 항 내지 제 17 항 중 어느 한 항에 있어서,분위기 온도 0℃, 인장 속도 100㎜/분의 조건 하에서 측정되는 주수축 방향과 직교하는 방향의 인장 파단 신장도가 100% 이상 500% 이하인 열 수축성 적층 필 름.
- 제 1 항 내지 제 18 항 중 어느 한 항에 기재된 열 수축성 적층 필름을 기재로서 이용한 성형품.
- 제 1 항 내지 제 18 항 중 어느 한 항에 기재된 열 수축성 적층 필름을 기재로서 이용한 열 수축성 라벨.
- 제 19 항에 기재된 성형품, 또는 제 20 항에 기재된 열 수축성 라벨을 장착한 용기.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006182450 | 2006-06-30 | ||
| JPJP-P-2006-182450 | 2006-06-30 | ||
| JPJP-P-2006-197398 | 2006-07-19 | ||
| JP2006197397 | 2006-07-19 | ||
| JPJP-P-2006-197397 | 2006-07-19 | ||
| JP2006197398 | 2006-07-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20090023679A true KR20090023679A (ko) | 2009-03-05 |
Family
ID=38845676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020097000375A KR20090023679A (ko) | 2006-06-30 | 2007-06-29 | 열 수축성 적층 필름 및 상기 필름을 이용한 성형품, 열 수축성 라벨 및 용기 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20090202758A1 (ko) |
| EP (1) | EP2036718A1 (ko) |
| KR (1) | KR20090023679A (ko) |
| TW (1) | TW200812796A (ko) |
| WO (1) | WO2008001916A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1839849B1 (en) | 2005-01-11 | 2012-12-19 | Mitsubishi Plastics, Inc. | Heat-shrinkable layered film, molded article comprising the film, and heat-shrinkable label and container |
| JP5247150B2 (ja) * | 2005-11-30 | 2013-07-24 | 三菱樹脂株式会社 | ポリオレフィン系熱収縮性フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び容器 |
| JP4943960B2 (ja) * | 2006-07-19 | 2012-05-30 | 三菱樹脂株式会社 | 積層シート状物 |
| WO2008096798A1 (ja) | 2007-02-06 | 2008-08-14 | Mitsubishi Plastics, Inc. | 熱収縮性フィルム、並びにこの熱収縮性フィルムを用いた成形品、熱収縮性ラベル、およびこの成形品を用いた、またはこのラベルを装着した容器 |
| US20120145304A1 (en) * | 2009-08-19 | 2012-06-14 | Upm Raflatac Oy | Removable label for containers |
| KR100981129B1 (ko) * | 2010-03-09 | 2010-09-10 | 에스케이씨 주식회사 | 열수축성 폴리에스터계 필름 |
| US8920692B2 (en) * | 2011-03-22 | 2014-12-30 | Eastman Kodak Company | Method for recycling relief image elements |
| JP6316192B2 (ja) * | 2011-10-14 | 2018-04-25 | エーブリー デニソン コーポレイションAvery Dennison Corporation | ラベル用のシュリンクフィルム |
| JP2014172335A (ja) * | 2013-03-12 | 2014-09-22 | Mitsubishi Plastics Inc | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル、及び該成形品を用いた、又は該ラベルを装着した容器 |
| DE102014219613A1 (de) * | 2014-09-26 | 2016-03-31 | Contitech Luftfedersysteme Gmbh | Artikel, insbesondere ein Luftfederbalg, ein Metall-Gummi-Element oder ein Schwingungsdämpfer |
| JP7151720B2 (ja) * | 2017-11-17 | 2022-10-12 | Agc株式会社 | 積層フィルム及び半導体素子の製造方法 |
| WO2023129077A2 (en) * | 2021-12-29 | 2023-07-06 | Korozo Ambalaj Sanayi Ve Ticaret A.S. | A packaging film |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2638165B2 (ja) | 1988-12-09 | 1997-08-06 | 日本合成ゴム株式会社 | 水添ジエン系共重合体樹脂組成物、およびその製造方法 |
| US5023143A (en) * | 1989-03-14 | 1991-06-11 | W. R. Grace & Co.-Conn. | Low shrink force shrink film |
| JP2754723B2 (ja) | 1989-05-19 | 1998-05-20 | ジェイエスアール株式会社 | 水添ジエン系共重合体およびその組成物 |
| JP2764746B2 (ja) | 1989-05-19 | 1998-06-11 | ジェイエスアール株式会社 | 水添ジエン系共重合体、変性水添ジエン系共重合体およびその組成物 |
| JPH0623260B2 (ja) * | 1989-11-08 | 1994-03-30 | 工業技術院長 | 微生物崩壊性熱可塑性樹脂成形物及びその製造方法 |
| US5512333A (en) * | 1992-10-16 | 1996-04-30 | Icd Industries | Method of making and using a degradable package for containment of liquids |
| US5516393A (en) * | 1993-04-29 | 1996-05-14 | Avery Dennison Corporation | Labelling of substrates |
| JP2000026623A (ja) * | 1998-07-13 | 2000-01-25 | Asahi Chem Ind Co Ltd | 密着性耐熱ラップフィルム |
| AUPP749398A0 (en) * | 1998-12-03 | 1999-01-07 | Sporos Sa | Multilayer heat shrinkable film |
| JP3824846B2 (ja) * | 2000-07-07 | 2006-09-20 | 三菱樹脂株式会社 | 収縮シート状物 |
| JP3694648B2 (ja) * | 2000-12-22 | 2005-09-14 | 三菱樹脂株式会社 | 熱収縮性フィルム |
| US6703115B2 (en) | 2001-05-01 | 2004-03-09 | Eastman Chemical Company | Multilayer films |
| US20030039775A1 (en) * | 2001-08-17 | 2003-02-27 | Dan-Cheng Kong | Multilayer sleeve labels |
| JP4418161B2 (ja) | 2003-02-28 | 2010-02-17 | ユニチカ株式会社 | ヒートシール性ポリ乳酸系二軸延伸フィルム |
| JP2004345244A (ja) * | 2003-05-22 | 2004-12-09 | Mitsubishi Plastics Ind Ltd | 熱収縮性ポリオレフィン系積層フィルム |
| JP2005014428A (ja) * | 2003-06-26 | 2005-01-20 | Mitsubishi Plastics Ind Ltd | 熱収縮性ポリオレフィン系積層フィルム |
| JP2007526387A (ja) * | 2004-03-03 | 2007-09-13 | クレイトン・ポリマーズ・リサーチ・ベー・ベー | 高い流動及び高い弾性を有するブロック共重合体を含有するポリマー組成物 |
| JP4297911B2 (ja) * | 2005-01-11 | 2009-07-15 | 三菱樹脂株式会社 | 熱収縮性積層フィルム、該フィルムを用いた成形品、熱収縮性ラベルおよび容器 |
| JP4632866B2 (ja) * | 2005-05-25 | 2011-02-16 | 三菱樹脂株式会社 | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び容器 |
-
2007
- 2007-06-29 KR KR1020097000375A patent/KR20090023679A/ko not_active Application Discontinuation
- 2007-06-29 EP EP20070767961 patent/EP2036718A1/en not_active Withdrawn
- 2007-06-29 WO PCT/JP2007/063180 patent/WO2008001916A1/ja active Application Filing
- 2007-06-29 US US12/306,599 patent/US20090202758A1/en not_active Abandoned
- 2007-07-02 TW TW96123965A patent/TW200812796A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20090202758A1 (en) | 2009-08-13 |
| EP2036718A1 (en) | 2009-03-18 |
| WO2008001916A1 (en) | 2008-01-03 |
| TW200812796A (en) | 2008-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4632866B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び容器 | |
| KR100988747B1 (ko) | 열수축성 적층 필름, 그 필름을 사용한 성형품, 열수축성라벨 및 용기 | |
| KR101014585B1 (ko) | 폴리올레핀계 열수축성 필름, 그리고 그 필름을 이용한 성형품, 열수축성 라벨 및 용기 | |
| KR20090023679A (ko) | 열 수축성 적층 필름 및 상기 필름을 이용한 성형품, 열 수축성 라벨 및 용기 | |
| KR101444490B1 (ko) | 열수축성 필름 및 이 열수축성 필름을 이용한 성형품, 열수축성 라벨, 및 이 성형품을 이용하거나 또는 이 라벨을 장착한 용기 | |
| KR100909200B1 (ko) | 열수축성 적층 필름, 그 필름을 이용한 성형품, 열수축성라벨 및 용기 | |
| JP4297911B2 (ja) | 熱収縮性積層フィルム、該フィルムを用いた成形品、熱収縮性ラベルおよび容器 | |
| JP5052243B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び該成形品又は熱収縮性ラベルを装着した容器 | |
| JP5235494B2 (ja) | 積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び該ラベルを装着した容器 | |
| WO2005118288A1 (ja) | 熱収縮性積層フィルム、該フィルムを用いた成形品、熱収縮性ラベル及び容器 | |
| JP5351007B2 (ja) | ポリ乳酸系熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル、及び該成形品を用いた、又は該ラベルを装着した容器 | |
| JP2008214624A (ja) | 熱収縮性フィルム、並びにこの熱収縮性フィルムを用いた成形品、熱収縮性ラベル、およびこの成形品を用いた、またはこのラベルを装着した容器 | |
| JP4334555B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び該成形品又は熱収縮性ラベルを装着した容器 | |
| JP2007144906A (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び容器 | |
| JP5025191B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び容器 | |
| JP5037249B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び該成形品又は熱収縮性ラベルを装着した容器 | |
| JP5042730B2 (ja) | 熱収縮性積層フィルム、ならびに該フィルムを用いた成形品、熱収縮性ラベルおよび容器 | |
| JP6551087B2 (ja) | ポリ乳酸系積層フィルム、該積層フィルムを用いた熱収縮性積層フィルム、該熱収縮性積層フィルムを用いた成形品、熱収縮性ラベル、及び、該成形品を用いた、または該ラベルを装着した容器 | |
| WO2008001917A1 (fr) | Film, film thermorétractable, article moulé utilisant le film thermorétractable, étiquette thermorétractable, et récipient utilisant l'article moulé ou fixé avec l'étiquette | |
| JP2008023801A (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、ラベル及び該成形品及び該ラベルを装着した容器 | |
| JP5037250B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び該成形品又は熱収縮性ラベルを装着した容器 | |
| JP5695829B2 (ja) | 熱収縮性積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル、および該成形品を用いた、又は該ラベルを装着した容器 | |
| JP2009013407A (ja) | 熱収縮性フィルム並びに該フィルムを用いた成形品、熱収縮性ラベル、及び該成形品又は該ラベルを装着した容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |