JP7154106B2 - 電子部品のピックアップ装置及び実装装置 - Google Patents
電子部品のピックアップ装置及び実装装置 Download PDFInfo
- Publication number
- JP7154106B2 JP7154106B2 JP2018203187A JP2018203187A JP7154106B2 JP 7154106 B2 JP7154106 B2 JP 7154106B2 JP 2018203187 A JP2018203187 A JP 2018203187A JP 2018203187 A JP2018203187 A JP 2018203187A JP 7154106 B2 JP7154106 B2 JP 7154106B2
- Authority
- JP
- Japan
- Prior art keywords
- pressing
- adhesive sheet
- electronic component
- cam
- pressing body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67132—Apparatus for placing on an insulating substrate, e.g. tape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/52—Mounting semiconductor bodies in containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67144—Apparatus for mounting on conductive members, e.g. leadframes or conductors on insulating substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67712—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations the substrate being handled substantially vertically
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67721—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations the substrates to be conveyed not being semiconductor wafers or large planar substrates, e.g. chips, lead frames
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L21/6836—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/50—Tape automated bonding [TAB] connectors, i.e. film carriers; Manufacturing methods related thereto
Description
[構成]
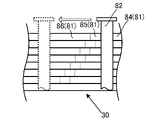
図1は、第1の実施形態のピックアップ装置1の概略構成を示す透視正面図、図2は図1に示すピックアップ装置1のバックアップ部200の吸着面220を示す平面図、図3は押圧部230を示す平面図、図4は押圧部230の分解図である。図4(a)~(h)の左側が正面図、右側が側面図である。なお、以下の説明中において、押圧部230の軸に平行な直線をZ軸、これに直交する平面において互いに直交する2軸をX軸及びY軸とする。軸に沿う方向といった場合、軸に平行な直線上の相反する2方向を含む。但し、押圧部230が移動して粘着シート2を押圧する方向を、図中の矢印で示すZ方向、Z方向に直交し、ローラシャフト82が移動する方向を、図中の矢印で示すX方向とする。また、本実施形態では、X軸及びY軸は水平に沿う軸であり、Z軸は垂直な軸であるものとする。さらに、本実施形態では、重力に従う方向を下方、重力に抗する方向を上方としている。なお、押圧部230の軸は、後述する粘着シート2に接離する押圧面31の中心を貫いて、径方向の断面に直交する直線である。押圧部230の「径方向の断面」とは、押圧部230を押圧面31に正対して見たときに、押圧面31の外形線によって形成される平面図形に沿う方向の断面である。なお、「押圧面の中心」とは、押圧部230を押圧面31に正対して見たときに、押圧面31の外形線によって形成される平面図形の中心又は重心のことである。
電子部品3は、例えば、半導体素子、及び半導体素子以外の抵抗やコンデンサ等を挙げることができる。半導体素子としては、例えば、トランジスタ、ダイオード、LED、コンデンサ、及びサイリスタ等のディスクリート半導体、ICやLSI等の集積回路等を挙げることができる。本実施形態は、図1に示すように、電子部品3として、直方体形状の半導体チップを用いる。各半導体チップは、半導体ウエーハをさいの目状に切断するダイシングにより個片化したものである。
電子部品3は、ダイシングテープと呼ばれる粘着シート2に貼着されている。粘着シート2は、図示しないウエーハリングに保持されている。粘着シート2の粘着面に貼着された半導体ウエーハを、さいの目状に切断して個片化することにより、粘着シート2に複数の電子部品3が貼着された状態となっている。
本実施形態のピックアップ装置1は、粘着シート2に貼着された複数の電子部品3を粘着シート2から個別に剥離して取り出す装置である。ピックアップ装置1は、ピックアップ機構100、バックアップ部200、制御装置300を有する。
以上のような本実施形態のピックアップ装置1の動作を、上記の図面に加えて、図5~8を参照して説明する。まず、ウエーハリングを駆動する駆動機構によって、ピックアップされる電子部品3が、押圧部230の押圧面32に合い、粘着シート2が吸着面220に接するように、粘着シート2を移動させる。この移動は、あらかじめ電子部品3の位置座標を含むマップ情報に基づいて行われる。
(1)本実施形態のピックアップ装置1は、粘着シート2に貼着された電子部品3をピックアップするピックアップ部4と、粘着シート2の電子部品3とは反対側の面に対向して設けられたバックアップ部200と、を有し、バックアップ部200は、粘着シート2のピックアップされる電子部品3に対応する領域を吸着保持する吸着面220と、吸着面220内に共通の軸に沿って移動可能に設けられ、外形の大きさが異なる複数の押圧体30が共通の軸に同軸の入れ子状に配設された押圧部230と、押圧部230を移動させて、全ての押圧体30により粘着シート2を押圧する押圧動作と、外側の押圧体30から隣接する内側の押圧体30を、電子部品3を粘着シート2から剥離させる離隔方向へ移動させる離隔動作とを行わせる駆動機構240と、駆動機構240に設けられ、共通の軸に沿って移動する単一の第1の駆動部材241の動作を、複数の押圧体30の離脱動作に変換する変換機構250と、を有する。
図9を参照して、第2の実施の形態として、第1の実施形態のピックアップ装置1を備えた実装装置400について説明する。以下の説明では、垂直方向の直線に沿う方向をZ軸方向、Z軸方向に直交する水平方向の平面において、互いに直交する2直線に沿う方向をX軸方向、Y軸方向とする。
本実施形態は、以下のような変形例も適用可能である。例えば、粘着シート2の支持方向、ピックアップ機構100のピックアップ方向、バックアップ部200の第1の駆動部材241、第2の駆動部材242の駆動方向、押圧体30の移動方向は、垂直方向であっても、水平方向であっても、これらに対して傾斜した方向であってもよい。
2 粘着シート
3 電子部品
4 ピックアップ部
5 主胴部
6 凸部
7 吸引孔
8 吸着ノズル
8a 平坦面
9 ノズル孔
30、30A~30H 押圧体
31、32 押圧面
33 第1の凸部
34 第2の凸部
35 凹部
36 切欠
50 フレーム
51 支持ブロック
51a ガイド孔
51b 突出部
52 第1の支持板
53 リニアガイド
54 第2の支持板
60 延出部
70 付勢部材
80 第1のカム機構
81 カム面
82 ローラシャフト
83 移動体
83a 移動ブロック
83b 軸受け
84 第1の一致面
85 傾斜面
86 第2の一致面
90 第2のカム機構
91 傾斜面
92 ローラ
93 軸受け
100 ピックアップ機構
200 バックアップ部
210 収容体
211 吸引ポンプ
220 吸着面
221 吸引孔
222 開口部
230 押圧部
240 駆動機構
241 第1の駆動部材
242 第2の駆動部材
250 変換機構
300 制御装置
400 実装装置
500 供給装置
510 ウエーハリング
520 ウエーハテーブル
600 中間ステージ
700 基板ステージ
710 基板
800 実装機構
810 実装ツール
Claims (8)
- 粘着シートに貼着された電子部品をピックアップするピックアップ部と、
前記粘着シートの前記電子部品とは反対側の面に対向して設けられたバックアップ部と、
を有し、
前記バックアップ部は、
前記粘着シートのピックアップされる前記電子部品に対応する領域を吸着保持する吸着面と、
前記吸着面内に共通の軸に沿って移動可能に設けられ、外形の大きさが異なる複数の押圧体が前記共通の軸に同軸の入れ子状に配設された押圧部と、
前記押圧部を移動させて、全ての押圧体により前記粘着シートを押圧する押圧動作と、いずれかの押圧体から隣接する押圧体を順次、前記電子部品を粘着シートから剥離させる離隔方向へ移動させる離隔動作とを行わせる駆動機構と、
前記駆動機構に設けられ、前記共通の軸に沿って移動する単一の駆動部材の動作を、前記複数の押圧体の離隔動作に変換する変換機構と、
を有し、
前記変換機構は、
各押圧体の相反する側面から外方に延出した少なくとも一対の延出部と、
各押圧体の延出部を前記離隔方向に個別に付勢する付勢部材と、
前記駆動部材により駆動され、各押圧体の前記離隔方向への移動を、いずれかの押圧体から隣接する押圧体へと順次許容する第1のカム機構と、
を有し、
前記第1のカム機構は、
各押圧体の前記粘着シートに押圧される押圧面とは反対側の面に設けられ、前記共通の軸に交差する方向に沿って、前記押圧体毎に形状が異なるカム面と、
各押圧体のカム面に接して、各押圧体を前記付勢部材に抗する方向に付勢するとともに、前記離隔方向に交差する方向に移動するローラシャフトと、
を有し、
前記カム面の形状に応じて、前記一対の延出部の一方と他方に対する付勢部材の付勢力が相違することを特徴とする電子部品のピックアップ装置。 - 前記ローラシャフトの移動範囲は、前記吸着面の外縁の範囲内であることを特徴とする請求項1記載の電子部品のピックアップ装置。
- 最も外側の前記押圧体の一対の前記延出部が最も外側に設けられ、内側の前記押圧体になるに従って、前記延出部が順次内側に設けられていることを特徴とする請求項1又は請求項2記載の電子部品のピックアップ装置。
- 前記変換機構は、
前記駆動部材の前記共通の軸に沿う方向への移動を、前記ローラシャフトの前記離隔方向に交差する方向への移動へ変換する第2のカム機構を有することを特徴とする請求項1乃至3のいずれかに記載の電子部品のピックアップ装置。 - 前記第2のカム機構は、
ローラ及びこれに接する傾斜面を有し、
前記ローラ及び前記傾斜面のいずれか一方を前記共通の軸に沿って移動させる主動カム、他方を前記共通の軸に交差する方向に移動させる従動カムとする直動カムであることを特徴とする請求項4記載の電子部品のピックアップ装置。 - 前記押圧部は、5個以上の押圧体を備え、
最も外側の押圧体は、押圧面の大きさが、ピックアップされる前記電子部品の前記粘着シートに貼り付けられる面の大きさと同じ或いは若干小さくなるように形成され、
最も内側の押圧体は、押圧面の面積が、ピックアップされる前記電子部品の前記粘着シートに貼り付けられる面の面積の30%以下となる大きさに形成されて成ることを特徴とする請求項1乃至5のいずれかに記載の電子部品のピックアップ装置。 - 粘着シートに貼着された電子部品をピックアップするピックアップ機構と、
前記粘着シートの前記電子部品とは反対側の面に対向して設けられたバックアップ部と、
を有し、
前記バックアップ部は、
前記粘着シートのピックアップされる前記電子部品に対応する領域を吸着保持する吸着面と、
前記吸着面内に共通の軸に沿って移動可能に設けられ、外形の大きさが異なる複数の押圧体が前記共通の軸に同軸の入れ子状に配設された押圧部と、
前記押圧部を移動させて、全ての押圧体により前記粘着シートを押圧する押圧動作と、いずれかの押圧体から隣接する押圧体を順次、前記電子部品を粘着シートから剥離させる離隔方向へ移動させる離隔動作とを行う駆動機構と、
前記駆動機構に設けられ、前記共通の軸に沿って移動する単一の駆動部材の動作を、前記複数の押圧体の離隔動作に変換する変換機構と、
を有し、
前記変換機構は、
各押圧体の相反する側面から外方に延出した少なくとも一対の延出部と、
各押圧体を前記離隔方向に個別に付勢する付勢部材と、
各押圧体の前記粘着シートに押圧される押圧面とは反対側の面に設けられ、前記共通の軸に交差する方向に沿って、前記押圧体毎に形状が異なるカム面と、
各押圧体のカム面に接して、各押圧体を前記付勢部材に抗する方向に付勢するとともに、前記離隔方向に交差する方向に移動するローラシャフトと、
を有し、
前記カム面の形状に応じて、前記一対の延出部の一方と他方に対する付勢部材の付勢力が相違することを特徴とする電子部品のピックアップ装置。 - 半導体チップを貼着保持した粘着シートを保持する供給装置と、
基板を載置する基板ステージと、
前記供給装置が保持した前記粘着シートから前記半導体チップをピックアップするピックアップ装置と、
前記ピックアップ装置によって取り出された前記半導体チップを、前記基板に実装する実装機構と、を備えた実装装置であって、
前記ピックアップ装置は、請求項1乃至7のいずれかに記載のピックアップ装置であることを特徴とする実装装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018203187A JP7154106B2 (ja) | 2018-10-29 | 2018-10-29 | 電子部品のピックアップ装置及び実装装置 |
| CN201911028600.8A CN111106037B (zh) | 2018-10-29 | 2019-10-28 | 电子零件的拾取装置以及安装装置 |
| KR1020190134538A KR102330577B1 (ko) | 2018-10-29 | 2019-10-28 | 전자 부품의 픽업 장치 및 실장 장치 |
| TW108138938A TWI720667B (zh) | 2018-10-29 | 2019-10-29 | 電子零件的拾取裝置以及安裝裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018203187A JP7154106B2 (ja) | 2018-10-29 | 2018-10-29 | 電子部品のピックアップ装置及び実装装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020072125A JP2020072125A (ja) | 2020-05-07 |
| JP2020072125A5 JP2020072125A5 (ja) | 2021-11-18 |
| JP7154106B2 true JP7154106B2 (ja) | 2022-10-17 |
Family
ID=70421023
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018203187A Active JP7154106B2 (ja) | 2018-10-29 | 2018-10-29 | 電子部品のピックアップ装置及び実装装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7154106B2 (ja) |
| KR (1) | KR102330577B1 (ja) |
| CN (1) | CN111106037B (ja) |
| TW (1) | TWI720667B (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI743870B (zh) * | 2020-07-06 | 2021-10-21 | 友達光電股份有限公司 | 排片機構 |
| JP7465859B2 (ja) | 2021-11-25 | 2024-04-11 | キヤノントッキ株式会社 | 基板キャリア、基板剥離装置、成膜装置、及び基板剥離方法 |
| CN116884908B (zh) * | 2023-09-06 | 2023-11-10 | 深圳华太芯创有限公司 | 一种芯片加工用吸附转移机构及其使用方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013171996A (ja) | 2012-02-21 | 2013-09-02 | Shibaura Mechatronics Corp | 半導体チップのピックアップ装置及びピックアップ方法 |
| JP2015179813A (ja) | 2014-02-26 | 2015-10-08 | 株式会社新川 | 半導体ダイのピックアップ装置及びピックアップ方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3117326B2 (ja) * | 1993-05-28 | 2000-12-11 | 株式会社東芝 | 半導体チップ取出装置 |
| JP2007220905A (ja) * | 2006-02-16 | 2007-08-30 | Shibuya Kogyo Co Ltd | 板状物品のピックアップ装置 |
| KR20070120319A (ko) * | 2006-06-19 | 2007-12-24 | 삼성전자주식회사 | 한 쌍의 이젝터들을 구비하는 반도체 칩의 탈착 장치 및이를 이용한 반도체 칩의 탈착 방법 |
| JP5054949B2 (ja) * | 2006-09-06 | 2012-10-24 | ルネサスエレクトロニクス株式会社 | 半導体装置の製造方法 |
| JP4825637B2 (ja) * | 2006-10-31 | 2011-11-30 | 芝浦メカトロニクス株式会社 | 半導体チップのピックアップ装置 |
| JP5075013B2 (ja) * | 2008-05-27 | 2012-11-14 | ルネサスエレクトロニクス株式会社 | 半導体集積回路装置の製造方法 |
| JP5227117B2 (ja) * | 2008-08-29 | 2013-07-03 | 芝浦メカトロニクス株式会社 | 半導体チップのピックアップ装置及びピックアップ方法 |
| JP2011082379A (ja) * | 2009-10-08 | 2011-04-21 | Hitachi High-Technologies Corp | 本圧着装置及び本圧着方法 |
| JP5123357B2 (ja) * | 2010-06-17 | 2013-01-23 | 株式会社日立ハイテクインスツルメンツ | ダイボンダ及びピックアップ装置 |
| JP2013033850A (ja) * | 2011-08-02 | 2013-02-14 | Shibaura Mechatronics Corp | 半導体チップのピックアップ装置及びピックアップ方法 |
| JP5924446B1 (ja) * | 2015-11-30 | 2016-05-25 | 富士ゼロックス株式会社 | 半導体製造装置および半導体片の製造方法 |
| JP6637397B2 (ja) * | 2016-09-12 | 2020-01-29 | ファスフォードテクノロジ株式会社 | 半導体製造装置および半導体装置の製造方法 |
-
2018
- 2018-10-29 JP JP2018203187A patent/JP7154106B2/ja active Active
-
2019
- 2019-10-28 CN CN201911028600.8A patent/CN111106037B/zh active Active
- 2019-10-28 KR KR1020190134538A patent/KR102330577B1/ko active IP Right Grant
- 2019-10-29 TW TW108138938A patent/TWI720667B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013171996A (ja) | 2012-02-21 | 2013-09-02 | Shibaura Mechatronics Corp | 半導体チップのピックアップ装置及びピックアップ方法 |
| JP2015179813A (ja) | 2014-02-26 | 2015-10-08 | 株式会社新川 | 半導体ダイのピックアップ装置及びピックアップ方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102330577B1 (ko) | 2021-11-25 |
| CN111106037B (zh) | 2023-10-24 |
| JP2020072125A (ja) | 2020-05-07 |
| CN111106037A (zh) | 2020-05-05 |
| TWI720667B (zh) | 2021-03-01 |
| KR20200049625A (ko) | 2020-05-08 |
| TW202017082A (zh) | 2020-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101489054B1 (ko) | 다이본더 및 픽업 방법 및 픽업 장치 | |
| JP7154106B2 (ja) | 電子部品のピックアップ装置及び実装装置 | |
| CN108400096B (zh) | 半导体制造装置及半导体器件的制造方法 | |
| CN107622955B (zh) | 半导体制造装置及半导体器件的制造方法 | |
| JP7023590B2 (ja) | 半導体チップのピックアップ装置及び実装装置 | |
| CN108346585B (zh) | 半导体制造装置及半导体器件的制造方法 | |
| JP2010161155A (ja) | チップ転写方法およびチップ転写装置 | |
| KR102490394B1 (ko) | 다이 본딩 장치, 반도체 장치의 제조 방법, 및 박리 장치 | |
| JP5941701B2 (ja) | ダイボンダ | |
| JP6941513B2 (ja) | 半導体製造装置および半導体装置の製造方法 | |
| JP6200735B2 (ja) | ダイボンダ及びボンディング方法 | |
| JP7458773B2 (ja) | 電子部品のピックアップ装置及び実装装置 | |
| JP2013065628A (ja) | ダイボンダ並びにダイピックアップ装置及びダイピックアップ方法 | |
| JP2014239090A (ja) | ピックアップシステム | |
| JP2006165452A (ja) | チップボンディング装置及びチップボンディング方法 | |
| CN112530834B (zh) | 芯片贴装装置、剥离单元、筒夹及半导体器件的制造方法 | |
| JP2013222715A (ja) | ピックアップ方法およびピックアップ装置 | |
| JP5214739B2 (ja) | チップ剥離方法、半導体装置の製造方法、及びチップ剥離装置 | |
| JP2014011184A (ja) | チップ搬送システムおよびチップトレイ | |
| JP2023177254A (ja) | ピックアップコレット、ピックアップ装置及び実装装置 | |
| JP2022152578A (ja) | 実装ツール及び実装装置 | |
| JP2021129078A (ja) | ピックアップ装置およびピックアップ方法 | |
| JP2023041312A (ja) | テープ廃棄装置 | |
| CN114792647A (zh) | 芯片贴装装置以及半导体器件的制造方法 | |
| JP2014157904A (ja) | 電子部品の載置テーブルと同テーブルを備えたダイボンダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211008 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211008 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220927 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221004 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7154106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |