JP6990973B2 - ハウジング及びアルミニウム合金で作られる出力端子を有する電気化学蓄電池 - Google Patents
ハウジング及びアルミニウム合金で作られる出力端子を有する電気化学蓄電池 Download PDFInfo
- Publication number
- JP6990973B2 JP6990973B2 JP2016547013A JP2016547013A JP6990973B2 JP 6990973 B2 JP6990973 B2 JP 6990973B2 JP 2016547013 A JP2016547013 A JP 2016547013A JP 2016547013 A JP2016547013 A JP 2016547013A JP 6990973 B2 JP6990973 B2 JP 6990973B2
- Authority
- JP
- Japan
- Prior art keywords
- casing
- storage battery
- current output
- output terminals
- positive electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003860 storage Methods 0.000 title claims description 54
- 229910000838 Al alloy Inorganic materials 0.000 title claims description 40
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 claims description 45
- 229910001416 lithium ion Inorganic materials 0.000 claims description 44
- 239000010949 copper Substances 0.000 claims description 35
- 229910052782 aluminium Inorganic materials 0.000 claims description 33
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 30
- 229910052802 copper Inorganic materials 0.000 claims description 27
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 24
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 21
- 238000003466 welding Methods 0.000 claims description 17
- 229910045601 alloy Inorganic materials 0.000 claims description 16
- 239000000956 alloy Substances 0.000 claims description 16
- 239000011777 magnesium Substances 0.000 claims description 13
- 239000003792 electrolyte Substances 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000002184 metal Substances 0.000 claims description 12
- 229910052759 nickel Inorganic materials 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 8
- 229910052749 magnesium Inorganic materials 0.000 claims description 6
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- 229910002482 Cu–Ni Inorganic materials 0.000 claims description 2
- 239000000463 material Substances 0.000 description 16
- 239000010936 titanium Substances 0.000 description 10
- 229910052744 lithium Inorganic materials 0.000 description 8
- 229910052710 silicon Inorganic materials 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 7
- -1 for example Inorganic materials 0.000 description 6
- 239000011572 manganese Substances 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- 229910052748 manganese Inorganic materials 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 5
- 229910052725 zinc Inorganic materials 0.000 description 5
- 239000011701 zinc Substances 0.000 description 5
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 4
- 239000002608 ionic liquid Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229910010707 LiFePO 4 Inorganic materials 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000002788 crimping Methods 0.000 description 3
- 238000005242 forging Methods 0.000 description 3
- 229910003002 lithium salt Inorganic materials 0.000 description 3
- 159000000002 lithium salts Chemical class 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- ITMCEJHCFYSIIV-UHFFFAOYSA-N triflic acid Chemical compound OS(=O)(=O)C(F)(F)F ITMCEJHCFYSIIV-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 2
- 229910015643 LiMn 2 O 4 Inorganic materials 0.000 description 2
- 229910013716 LiNi Inorganic materials 0.000 description 2
- 229910013870 LiPF 6 Inorganic materials 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 150000001450 anions Chemical class 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 229910000625 lithium cobalt oxide Inorganic materials 0.000 description 2
- BFZPBUKRYWOWDV-UHFFFAOYSA-N lithium;oxido(oxo)cobalt Chemical compound [Li+].[O-][Co]=O BFZPBUKRYWOWDV-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- SOQBVABWOPYFQZ-UHFFFAOYSA-N oxygen(2-);titanium(4+) Chemical class [O-2].[O-2].[Ti+4] SOQBVABWOPYFQZ-UHFFFAOYSA-N 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229910015015 LiAsF 6 Inorganic materials 0.000 description 1
- 229910013063 LiBF 4 Inorganic materials 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910002992 LiNi0.33Mn0.33Co0.33O2 Inorganic materials 0.000 description 1
- 229910015014 LiNiCoAlO Inorganic materials 0.000 description 1
- 229910013210 LiNiMnCoO Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- QXZUUHYBWMWJHK-UHFFFAOYSA-N [Co].[Ni] Chemical compound [Co].[Ni] QXZUUHYBWMWJHK-UHFFFAOYSA-N 0.000 description 1
- FDLZQPXZHIFURF-UHFFFAOYSA-N [O-2].[Ti+4].[Li+] Chemical class [O-2].[Ti+4].[Li+] FDLZQPXZHIFURF-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 150000001449 anionic compounds Chemical class 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000009831 deintercalation Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- QHGJSLXSVXVKHZ-UHFFFAOYSA-N dilithium;dioxido(dioxo)manganese Chemical group [Li+].[Li+].[O-][Mn]([O-])(=O)=O QHGJSLXSVXVKHZ-UHFFFAOYSA-N 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000009459 flexible packaging Methods 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000013095 identification testing Methods 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- 229910001412 inorganic anion Inorganic materials 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000010416 ion conductor Substances 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 229940006487 lithium cation Drugs 0.000 description 1
- GELKBWJHTRAYNV-UHFFFAOYSA-K lithium iron phosphate Chemical compound [Li+].[Fe+2].[O-]P([O-])([O-])=O GELKBWJHTRAYNV-UHFFFAOYSA-K 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- LGRLWUINFJPLSH-UHFFFAOYSA-N methanide Chemical compound [CH3-] LGRLWUINFJPLSH-UHFFFAOYSA-N 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- 150000002891 organic anions Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images


















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/545—Terminals formed by the casing of the cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/22—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
- B23K26/322—Bonding taking account of the properties of the material involved involving coated metal parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
- B23K26/323—Bonding taking account of the properties of the material involved involving parts made of dissimilar metallic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/179—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/213—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/507—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising an arrangement of two or more busbars within a container structure, e.g. busbar modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/559—Terminals adapted for cells having curved cross-section, e.g. round, elliptic or button cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/12—Copper or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials, e.g. fibre reinforced
- B23K2103/166—Multilayered materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Materials Engineering (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Description
-米国特許出願公開第2006/0121348号明細書に開示されるような円筒形状;
-米国特許第7,348,098号明細書及び米国特許第7,338,733号明細書に開示されるような角柱形状;及び
-米国特許出願公開第2008/060189号明細書及び米国特許出願公開第2008/0057392号明細書並びに米国特許第7,335,448号明細書に開示されるようなスタック構造。
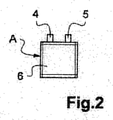
-少なくとも1つのカソード及びアノード、並びに、電解質の何れかの側にある、一方が前記アノードに接続され、他方がカソードに接続される2つの集電体からなる少なくとも1つの電気化学セル、
-前記電気化学セルを密封して含むように配置され、アルミニウム合金で作られるケーシング、
-一方が前記ケーシングの壁に溶接される2つの電流出力端子、
を含み、
前記ケーシングに溶接された前記出力端子が、0.01質量%以上、4質量%以下のマグネシウム(Mg)含有量、及び0.05質量%以上、0.3質量%以下の銅含有量を含むアルミニウムベースの合金で作られ、
前記ケーシングに溶接された前記出力端子のアルミニウム合金が、それに160MPa以上の最大抗張力(Rm)を提供する冶金状態を有する、電気化学蓄電池である。

-共に円筒形状(図9A)又は角柱形状(図9B)のケーシング6のカバーによって支持される、本発明によるアルミニウム合金で作られる正極端子40及び負極端子50;
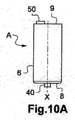
-負極端子50がケーシング6の軸Xに対して側方にシフトされ、正極端子がケーシングの軸Xにある状態で(図10A)、又は、両方の正極及び負極端子40、50がケーシングの軸X上にある状態で(図10B)、又は、両方の正極及び負極端子40、50がケーシングの軸Xから側方にシフトされる状態で(図10C)、ケーシング6の底部8によって支持される本発明によるアルミニウム合金で作られる正極端子40、及び、円筒形状のケーシング6のカバー9によって支持される負極端子50;
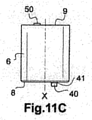
-負極端子50がケーシング6の軸Xに対して側方にシフトされ、正極端子がケーシングの軸Xにある状態で(図11A)、又は、両方の正極及び負極端子40、50がケーシングの軸X上にある状態で(図11B)、又は、両方の正極及び負極端子40、50がケーシングの軸Xから側方にシフトされる状態で(図11C)、ケーシング6の底部8によって支持される本発明によるアルミニウム合金で作られる正極端子40、及び角柱形状のケーシング6のカバー9によって支持される負極端子。
2 カソード
3 アノード
4 集電体
5 集電体
6 ケーシング
8 壁、底部
9 壁、カバー
40 電流出力端子
41 ベース
50 電流出力端子
Claims (14)
- 少なくとも1つのカソード(2)及びアノード(3)、並びに、電解質(1)の何れかの側にある、一方が前記アノードに接続され、他方がカソードに接続される2つの集電体からなる少なくとも1つの電気化学セル、
前記電気化学セルを密封して含むように配置され、アルミニウム合金で作られるケーシング(6)、
一方(40)が前記ケーシングのカバー(9)又は底部(8)に溶接される2つの電流出力端子(40、50)、
を含み、
前記ケーシングに溶接された前記電流出力端子の一方(40)が、0.01質量%以上、4質量%以下のマグネシウム(Mg)含有量、及び0.05質量%以上、0.3質量%以下の銅含有量を含むアルミニウムベースの合金で作られ、
前記ケーシングに溶接された前記電流出力端子の一方(40)のアルミニウム合金が、それに160MPa以上の最大抗張力(Rm)を提供する冶金状態を有する、電気化学蓄電池(A)。 - 前記ケーシングに溶接された前記電流出力端子の一方(40)のアルミニウム合金が、H18テンパー度を有する3003グレードである、請求項1に記載の蓄電池。
- 前記ケーシングに溶接された前記電流出力端子の一方(40)のアルミニウム合金が、5754グレードである、請求項1に記載の蓄電池。
- 前記ケーシングに溶接された前記電流出力端子の一方(40)のアルミニウム合金が、6060グレードである、請求項1に記載の蓄電池。
- 前記ケーシングに溶接された前記電流出力端子の一方(40)が、正極端子である、請求項1に記載の蓄電池。
- 前記ケーシングに溶接された前記電流出力端子の一方(40)のアルミニウム合金が、ニッケル(Ni)の層で覆われる、請求項1から5の何れか一項に記載の蓄電池。
- 前記Niの層が、2から20ミクロンの厚さを有する、請求項6に記載の蓄電池。
- 前記電流出力端子の他方(50)が、前記ケーシングのカバー(9)又は底部(8)を通して圧接又はねじ止めによって留められる、請求項1から7の何れか一項に記載の蓄電池。
- 前記電流出力端子の他方(50)が、Niの層で覆われる銅(Cu)で作られ、又はCu-Niベースの合金若しくはアルミニウムベースの合金で作られる、請求項1から8の何れか一項に記載の蓄電池。
- リチウムイオン蓄電池を構成する、請求項2から9の何れか一項に記載の蓄電池。
- 請求項1から10の何れか一項に記載の複数の蓄電池(M1、M2)を含む、電池パックと称される電池であって、
前記蓄電池が、電気的な並列又は直列に接続され、
前記各蓄電池の電流出力端子の少なくとも正極端子が、前記正極端子にねじ止めすることによって固定される、バスバーと称される金属ストリップ(10、11)を用いて前記他の蓄電池の電流出力端子の少なくとも1つに接続される、電池。 - 前記蓄電池の正極端子が、前記電流出力端子の一方(40)であり、前記正極端子の各々に印加されるスクリュートルクが、4N・mを超える、請求項11に記載の電池。
- 前記電流出力端子の一方(40)を前記ケーシングのカバー(9)又は底部(8)に溶接することからなるステップ(i)を含む、請求項1から10の何れか一項に記載の蓄電池を製造する方法。
- 前記ステップ(i)が、前記電流出力端子の一方(40)のベース(41)においてレーザー(L)を用いて行われ、前記電流出力端子の一方(40)が延びる軸X1に関して、前記ベース(41)の傾斜プロファイルが、前記レーザーから生じる光線の180°における反射を避けるように適合され、前記レーザーの光線が、前記軸X1に平行である、請求項13に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1450346A FR3016478B1 (fr) | 2014-01-16 | 2014-01-16 | Accumulateur electrochimique avec boitier et borne de sortie en alliage d'aluminium, pack-batterie et procede de realisation associes |
| FR1450346 | 2014-01-16 | ||
| PCT/IB2015/050276 WO2015107464A1 (fr) | 2014-01-16 | 2015-01-14 | Accumulateur electrochimique avec boitier et borne de sortie en alliage d'aluminium |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017503327A JP2017503327A (ja) | 2017-01-26 |
| JP2017503327A5 JP2017503327A5 (ja) | 2021-05-20 |
| JP6990973B2 true JP6990973B2 (ja) | 2022-01-12 |
Family
ID=50976761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016547013A Active JP6990973B2 (ja) | 2014-01-16 | 2015-01-14 | ハウジング及びアルミニウム合金で作られる出力端子を有する電気化学蓄電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10090491B2 (ja) |
| EP (1) | EP3095147B1 (ja) |
| JP (1) | JP6990973B2 (ja) |
| FR (1) | FR3016478B1 (ja) |
| WO (1) | WO2015107464A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3075478B1 (fr) * | 2017-12-14 | 2019-12-13 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Sous-ensemble integrant un mandrin creux et une partie d'une traversee creuse formant borne pour accumulateur electrochimique metal-ion, accumulateur associe |
| JP7064695B2 (ja) * | 2017-12-15 | 2022-05-11 | トヨタ自動車株式会社 | 密閉型電池、組電池、密閉型電池の製造方法および組電池の製造方法 |
| FR3085794B1 (fr) * | 2018-09-12 | 2020-11-13 | Commissariat Energie Atomique | Pack-batterie d'accumulateurs electrochimiques comprenant des dispositifs de deconnexion magnetique passive entre les accumulateurs et des busbars, et le cas echeant de shunt passif d'un ou plusieurs accumulateurs en cas de defaillance d'un de ceux-ci |
| DE102020119791A1 (de) * | 2020-07-28 | 2022-02-03 | Bayerische Motoren Werke Aktiengesellschaft | Elektrochemische Speicherzelle mit asymmetrisch angeordnetem Pol sowie Energiespeicher und Kraftfahrzeug mit einer solchen |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000138055A (ja) | 1998-11-02 | 2000-05-16 | Japan Storage Battery Co Ltd | 非水電解質電池 |
| JP2000149915A (ja) | 1998-09-02 | 2000-05-30 | Sanyo Electric Co Ltd | リチウム二次電池 |
| JP2001157607A (ja) | 1999-12-02 | 2001-06-12 | Kanebo Ltd | つけ爪およびその使用方法 |
| JP2002231192A (ja) | 2001-01-29 | 2002-08-16 | Japan Storage Battery Co Ltd | 電 池 |
| JP2011171080A (ja) | 2010-02-17 | 2011-09-01 | Toshiba Corp | 電池部品ならびに電池パックおよび電池パックの製造方法 |
| JP2013541159A (ja) | 2010-09-27 | 2013-11-07 | エルジー・ケム・リミテッド | 腐食防止用保護層を含む電極リード、およびこれを含む二次電池 |
| JP2015518254A (ja) | 2012-04-24 | 2015-06-25 | コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ | リチウム蓄電池用の端子を形成するブッシング及び関連する蓄電池 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3418283B2 (ja) * | 1995-10-20 | 2003-06-16 | 松下電器産業株式会社 | 密閉形二次電池 |
| JP2001093504A (ja) * | 1999-09-22 | 2001-04-06 | Matsushita Electric Ind Co Ltd | 電池及びその製造方法 |
| US6893773B2 (en) | 2000-10-13 | 2005-05-17 | Matsushita Electric Industrial Co., Ltd. | Flat square battery |
| JP2003045407A (ja) * | 2001-07-31 | 2003-02-14 | Nec Mobile Energy Kk | 密閉型電池 |
| JP2003223885A (ja) * | 2002-01-30 | 2003-08-08 | Japan Storage Battery Co Ltd | 電 池 |
| US7338733B2 (en) | 2002-04-30 | 2008-03-04 | Sanyo Electric Co., Ltd. | Battery pack |
| US7335448B2 (en) | 2002-05-30 | 2008-02-26 | Matsushita Electric Industrial Co., Ltd. | Lithium ion secondary battery |
| FR2875056B1 (fr) | 2004-09-07 | 2007-03-30 | Accumulateurs Fixes | Accumulateur presentant deux bornes de sortie de courant sur une paroi de son conteneur |
| JP4324794B2 (ja) | 2004-11-09 | 2009-09-02 | ソニー株式会社 | 負極活物質および二次電池 |
| JP4237785B2 (ja) * | 2005-09-09 | 2009-03-11 | 株式会社東芝 | 非水電解質二次電池および組電池 |
| JP4251204B2 (ja) | 2006-08-31 | 2009-04-08 | 日産自動車株式会社 | 電池モジュール |
| JP5114036B2 (ja) | 2006-09-08 | 2013-01-09 | Necエナジーデバイス株式会社 | 積層型電池の製造方法 |
| JP2011157607A (ja) * | 2010-02-03 | 2011-08-18 | Furukawa-Sky Aluminum Corp | アルミニウム合金製導電体及びその製造方法 |
| US8309246B2 (en) * | 2010-10-25 | 2012-11-13 | Sb Limotive Co., Ltd. | Terminal of rechargeable battery and method of manufacturing the same |
| JP6104821B2 (ja) * | 2011-02-18 | 2017-03-29 | ショット アクチエンゲゼルシャフトSchott AG | ガラス、特にガラスはんだまたは溶融ガラス |
| JP5976340B2 (ja) * | 2012-02-29 | 2016-08-23 | 三洋電機株式会社 | 角形二次電池の製造方法 |
| US9017861B2 (en) * | 2012-03-15 | 2015-04-28 | Kabushiki Kaisha Toshiba | Nonaqueous electrolyte secondary battery |
| KR101698768B1 (ko) * | 2013-07-18 | 2017-01-23 | 삼성에스디아이 주식회사 | 배터리 팩 |
| KR102140212B1 (ko) * | 2014-02-07 | 2020-07-31 | 삼성에스디아이 주식회사 | 배터리모듈 및 그 제조방법 |
| JP6341054B2 (ja) * | 2014-10-21 | 2018-06-13 | 株式会社Gsユアサ | 蓄電素子の製造方法、及び、蓄電素子 |
-
2014
- 2014-01-16 FR FR1450346A patent/FR3016478B1/fr active Active
-
2015
- 2015-01-14 WO PCT/IB2015/050276 patent/WO2015107464A1/fr active Application Filing
- 2015-01-14 EP EP15706929.5A patent/EP3095147B1/fr active Active
- 2015-01-14 JP JP2016547013A patent/JP6990973B2/ja active Active
- 2015-01-14 US US15/112,405 patent/US10090491B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000149915A (ja) | 1998-09-02 | 2000-05-30 | Sanyo Electric Co Ltd | リチウム二次電池 |
| JP2000138055A (ja) | 1998-11-02 | 2000-05-16 | Japan Storage Battery Co Ltd | 非水電解質電池 |
| JP2001157607A (ja) | 1999-12-02 | 2001-06-12 | Kanebo Ltd | つけ爪およびその使用方法 |
| JP2002231192A (ja) | 2001-01-29 | 2002-08-16 | Japan Storage Battery Co Ltd | 電 池 |
| JP2011171080A (ja) | 2010-02-17 | 2011-09-01 | Toshiba Corp | 電池部品ならびに電池パックおよび電池パックの製造方法 |
| JP2013541159A (ja) | 2010-09-27 | 2013-11-07 | エルジー・ケム・リミテッド | 腐食防止用保護層を含む電極リード、およびこれを含む二次電池 |
| JP2015518254A (ja) | 2012-04-24 | 2015-06-25 | コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ | リチウム蓄電池用の端子を形成するブッシング及び関連する蓄電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015107464A1 (fr) | 2015-07-23 |
| EP3095147A1 (fr) | 2016-11-23 |
| FR3016478B1 (fr) | 2017-09-08 |
| EP3095147B1 (fr) | 2019-07-31 |
| US10090491B2 (en) | 2018-10-02 |
| US20160336546A1 (en) | 2016-11-17 |
| JP2017503327A (ja) | 2017-01-26 |
| FR3016478A1 (fr) | 2015-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5774752B2 (ja) | 電池及び組電池 | |
| CN107069086B (zh) | 二次电池、复合电解质、电池包以及车辆 | |
| EP3220450B1 (en) | Non-aqueous electrolyte battery, non-aqueous electrolyte battery pack, and vehicle | |
| KR101399819B1 (ko) | 비수 전해질 이차 전지 및 결합 전지 | |
| AU2012225439B2 (en) | Metal free aqueous electrolyte energy storage device | |
| KR101684026B1 (ko) | 비수전해질 전지, 조전지 및 축전지 장치 | |
| JP6672208B2 (ja) | 二次電池、電池パック及び車両 | |
| US10833349B2 (en) | Energy storage device | |
| US20130177787A1 (en) | Current collector and nonaqueous secondary battery | |
| US20180062124A1 (en) | Cylindrical battery | |
| US20130101878A1 (en) | Battery comprising cuboid cells which contain a bipolar electrode | |
| CN102473890B (zh) | 锂离子二次电池 | |
| US10276888B2 (en) | Lithium electrochemical accumulator having a terminal directly connected to the electrochemical assembly and associated production methods | |
| KR20150047458A (ko) | 다중 셀 리튬 이온 배터리들 | |
| JP6990973B2 (ja) | ハウジング及びアルミニウム合金で作られる出力端子を有する電気化学蓄電池 | |
| EP3246984A1 (en) | Nonaqueous electrolyte battery and battery pack | |
| CN105322222A (zh) | 非水电解质电池及电池包 | |
| JP6324387B2 (ja) | 組み込み型シーリング手段を有する集電体、このような集電体を含むバイポーラ電池及びこのような電池の製造方法 | |
| US11165103B2 (en) | Method for regenerating the capacity of an electrochemical lithium battery, and associated battery housing and battery | |
| JP6250941B2 (ja) | 非水電解質二次電池 | |
| US20220359959A1 (en) | Lithium ion rechargeable electrochemical cells with insulated tabs and methods of forming the same | |
| JP2013222517A (ja) | 角形二次電池 | |
| CN106463656B (zh) | 电池和电池制造方法 | |
| JP2010525552A (ja) | 溶接点接続部を持つ電気化学単電池及びエネルギー貯蔵装置 | |
| US20170110756A1 (en) | Sodium ion secondary battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190128 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190514 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190909 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200109 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20201116 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210104 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20210331 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210412 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210812 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20211004 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20211108 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20211108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6990973 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |