JP6924933B2 - 搬送ステージとそれを使用したインクジェット装置 - Google Patents
搬送ステージとそれを使用したインクジェット装置 Download PDFInfo
- Publication number
- JP6924933B2 JP6924933B2 JP2018164571A JP2018164571A JP6924933B2 JP 6924933 B2 JP6924933 B2 JP 6924933B2 JP 2018164571 A JP2018164571 A JP 2018164571A JP 2018164571 A JP2018164571 A JP 2018164571A JP 6924933 B2 JP6924933 B2 JP 6924933B2
- Authority
- JP
- Japan
- Prior art keywords
- base
- guide
- scanning direction
- air bearing
- bearing portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Description
図1(a)、図1(b)は、インクジェット装置を印刷対象物6の主面方向から表した平面図である。
複数のラインヘッド5が複数あるのは、インクの色が異なるためである。ラインヘッド5は、複数が必須でなく、1つの場合もある。ラインヘッド5は、門型ガントリー4に配置される。そのため、ラインヘッド5と門型ガントリー4とは、近傍に位置する
なお、以後の説明では、基板を搬送する方向を走査方向41、走査方向41に直行する方向を副走査方向42とする。
図3(a)は、基台1とガイド2が、41の矢印で示す走査方向41に連結された複数の部材で構成された場合の概念を示しており、走査方向41に平行な断面を副走査方向42から見た概念図である。なお、空気軸受部12を有する可動部11が、走査方向41に沿ってガイド2上を走査する。
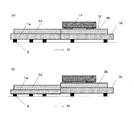
そこで、図4(a)に示すように、基台1の継目70とガイド2の継目60を走査方向41にずらして配置させる。ガイド2を構成する全てのガイド2(本構成ではガイド2a、ガイド2b)の重心位置が、基台1を構成する全ての基台1(本構成では基台1a、基台1b)のうち、基準部材と呼ぶ一つの基台1(本構成では基台1b)の直上に存在させる。基準部材(本構成では基台1b)以外の基台1(本構成では基台1a)の上面は、基準部材の上面よりも高い位置にない構成とする。つまり、基準部材(本構成では基台1b)以外の基台1(本構成では基台1a)の上面は、基準部材の上面以下である。
なお、図4(d)に示すように、門型ガントリー4、ラインヘッド5の位置は、継目70より中央部分に位置するのが好ましい。ラインヘッド5から、印刷対象物6(図1(a))に、インクが塗布される。このため、ラインヘッド5の位置で、平行度がでていことが好ましい。
さらに、図4(d)に示すように、門型ガントリー4、ラインヘッド5の位置は、継目60より中央部分に位置するのがより好ましい。
また、門型ガントリー4、ラインヘッド5の位置は、基準部材の基台1の上方に位置するのが、同様に好ましい。
(実施の形態2)
実施の形態2は、継目60,70の凹形状の構成に関する。図5(a)に示すように、少なくとも空気軸受部12が相対する面の継目60は滑らかな凹形状61とするのが良い。図5(b)は、継目60が滑らかでない場合を示す。説明しない事項は、実施の形態2と同様である。
しかしながら、凹形状61の幅L1が、空気軸受部12走査方向41の幅L2の半分よりも大きくなると、可動部11が凹形状61を通過する際の振動が大きくなることを、本発明者らは見出した。その理由を以下に述べる。
なお、図5(c)に示すように、門型ガントリー4、ラインヘッド5の位置は、幅L1より中央部分に位置するのが好ましい。ラインヘッド5から、印刷対象物6(図1(a))に、インクが塗布される。このため、ラインヘッド5の位置で、平行度がでていことが好ましい。
(実施の形態3)
実施の形態3は、基台1およびガイド2の継目の配置に関する。説明しない事項は、実施の形態1、2と同様である。なお、上記構成としても、可動部11が継目60を通過する際に生じる振動は完全には抑制できない。すなわち、可動部11が継目60を通過する際に、振動が生じやすく、その振動をさらに抑制する方法があれば、さらによい。
(F−N)+L1<X<2N−L1・・・(式2)
なお、凹形状61を設けず同一平面で加工する場合は、上述の式中の、凹形状61の走査方向41の幅L1は無視して考えれば良い。
上記構成により、複数の空気軸受部12が同時に継目60を通過することが避けられる。このため、可動部11がガイド2を走行する際に振動を抑制することができる。
なお、図8(c)に示すように、門型ガントリー4、ラインヘッド5の位置は、複数の継目70より中央部分に位置するのが好ましい。ラインヘッド5から、印刷対象物6(図1(a))に、インクが塗布される。このため、ラインヘッド5の位置で、平行度がでていことが好ましい。
また、門型ガントリー4、ラインヘッド5の位置は、複数の継目60より中央部分に位置するのがより好ましい。
(実施の形態4)
実施の形態4は、継目通過時の剛性を高めることで振動を抑制するための、静圧軸受とガイドのギャップの構成に関する。説明しない事項は、実施の形態1〜3と同様である。
(実施の形態5)
実施の形態5は、基台の構成と分割方法に関する。説明しない事項は、実施の形態1〜4と同様である。
(実施の形態6)
実施の形態6は、大型ステージを用いたインクジェット装置の構成と補正方法に関する。説明しない事項は、実施の形態1〜5と同様である。
1a 基台
1b 基台
2 ガイド
2a ガイド
2b ガイド
3 搬送テーブル
4 門型ガントリー
5 ラインヘッド
6 印刷対象物
8 高さ調整部
9 基板搬送部
F 距離
L1、L2 幅
M 剛性
N 距離
X 距離
11 可動部
12 空気軸受部
22 矢印
31 値
32 ピーク値
41 走査方向
42 副走査方向
50 印刷位置観測手段
60 継目
61 凹形状
70 継目
Claims (10)
- 体積が異なる複数の基台から構成される基台と、
前記複数の基台の高さを各々に調整可能な高さ調整部と、
前記基台上に配置され、複数のガイドからなるガイドと、
前記ガイドに沿って移動可能な可動部と、
前記可動部に接続され、基板を走査方向へ搬送される搬送テーブルと、
前記可動部を気体によって支持する空気軸受部と、
前記搬送テーブルに連結された基板搬送部と、を含み、
前記複数のガイドの重心位置のすべては、
前記複数の基台の内、最も体積が大きい、または、最も重量が重い基準部材の直上に位置し、
前記基準部材以外の前記基台の上面は、前記基準部材の上面以下である搬送ステージ。 - 前記空気軸受部と対向する前記ガイド間の継目は、凹形状を施しており、前記凹形状の前記走査方向の幅は、前記空気軸受部の前記走査方向の幅の半分よりも小さい請求項1記載の搬送ステージ。
- 複数の基台から構成される基台と、
前記複数の基台の高さを各々に調整可能な高さ調整部と、
前記基台上に配置され、複数のガイドからなるガイドと、
前記ガイドに沿って移動可能な可動部と、
前記可動部に接続され、基板を走査方向へ搬送される搬送テーブルと、
前記可動部を気体によって支持する空気軸受部と、
前記搬送テーブルに連結された基板搬送部と、を含み、
前記複数のガイドの重心位置のすべては、
前記複数の基台の内、最も体積が大きい、または、最も重量が重い基準部材の直上に位置し、
前記基準部材以外の前記基台の上面は、前記基準部材の上面以下である搬送ステージであり、
複数の前記ガイドの継目は、前記走査方向と垂直方向である副走査方向で、同一線上に複数存在しない搬送ステージ。 - 前記ガイドの継目間の前記走査方向の距離Xは、
前記搬送テーブルの中心軸から前記空気軸受部の最も近い端部までの走査方向距離をN、前記搬送テーブルの中心軸から前記空気軸受部の最も遠い端部までの走査方向距離をF、前記凹形状の走査方向幅をL1とすると以下の式を満たす請求項2に記載の搬送ステージ。
(F−N)+L1<X<2N−L1または2F+L1<X - 体積が異なる複数の基台から構成される基台と、
前記複数の基台の高さを各々に調整可能な高さ調整部と、
前記基台上に配置され、複数のガイドからなるガイドと、
前記ガイドに沿って移動可能な可動部と、
前記可動部に接続され、基板を走査方向へ搬送される搬送テーブルと、
前記可動部を気体によって支持する空気軸受部と、
前記搬送テーブルに連結された基板搬送部と、を含み、
前記複数のガイドの重心位置のすべては、
前記複数の基台の内、最も体積が大きい、または、最も重量が重い基準部材の直上に位置し、
前記基準部材以外の前記基台の上面は、前記基準部材の上面以下である搬送ステージであり、
前記空気軸受部が前記ガイドの継目を通過しない領域の剛性は、
前記空気軸受部が前記ガイドの継目を通過する領域の剛性よりも小さくなるように、
前記空気軸受部の前記ガイドからの浮上量が決定されている搬送ステージ。 - 体積が異なる複数の基台から構成される基台と、
前記複数の基台の高さを各々に調整可能な高さ調整部と、
前記基台上に配置され、複数のガイドからなるガイドと、
前記ガイドに沿って移動可能な可動部と、
前記可動部に接続され、基板を走査方向へ搬送される搬送テーブルと、
前記可動部を気体によって支持する空気軸受部と、
前記搬送テーブルに連結された基板搬送部と、を含み、
前記複数のガイドの重心位置のすべては、
前記複数の基台の内、最も体積が大きい、または、最も重量が重い基準部材の直上に位置し、
前記基準部材以外の前記基台の上面は、前記基準部材の上面以下である搬送ステージであり、
前記基台は、前記走査方向と垂直方向である副走査方向に分割できる構成であり、
前記基台の副走査方向の継目は、
前記ガイドよりも外側にある構成とする搬送ステージ。 - 前記請求項1〜6のいずれか1項に記載の搬送テーブルを跨ぐように配置された少なくとも一つ以上のガントリーと、
前記ガントリーに固定され前記搬送テーブル上の印刷対象物にインクを吐出するラインヘッドと、
前記ラインヘッドから吐出された液滴座標を取得する印刷位置観測手段と、
前記印刷位置観測手段によって得られる前記液滴座標を用いて前記ラインヘッドからの吐出タイミングを補正する制御部と、を有するインクジェット装置。 - 前記ラインヘッドは、前記複数の基台の内、最も体積が大きい、または、最も重量が重い基準部材の直上に位置する請求項7記載のインクジェット装置。
- 前記ラインヘッドは、前記ガイド間の継目より走査方向で、前記インクジェット装置の中央側に位置する請求項7または8記載のインクジェット装置。
- 前記ラインヘッドは、前記基台の継目より、走査方向で、前記インクジェット装置の中央側に位置する請求項7〜9のいずれか1項に記載のインクジェット装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811292147.7A CN109760418B (zh) | 2017-11-10 | 2018-10-31 | 搬运台和使用该搬运台的喷墨装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017216852 | 2017-11-10 | ||
| JP2017216852 | 2017-11-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019089316A JP2019089316A (ja) | 2019-06-13 |
| JP6924933B2 true JP6924933B2 (ja) | 2021-08-25 |
Family
ID=66835618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018164571A Active JP6924933B2 (ja) | 2017-11-10 | 2018-09-03 | 搬送ステージとそれを使用したインクジェット装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6924933B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4346067B2 (ja) * | 2003-10-08 | 2009-10-14 | 日本精工株式会社 | 精密テーブル |
| CN100590836C (zh) * | 2006-02-28 | 2010-02-17 | 株式会社爱发科 | 台架装置 |
| JP4315295B2 (ja) * | 2006-09-12 | 2009-08-19 | 芝浦メカトロニクス株式会社 | ペースト塗布装置 |
| JP5124340B2 (ja) * | 2008-05-19 | 2013-01-23 | 株式会社アルバック | ステージ |
| JP5293410B2 (ja) * | 2009-05-29 | 2013-09-18 | コニカミノルタ株式会社 | ラインヘッドユニットの組立方法 |
| US8292395B2 (en) * | 2009-08-10 | 2012-10-23 | Kornit Digital Technologies Ltd. | Matrix printing device |
| JP2013115125A (ja) * | 2011-11-25 | 2013-06-10 | Toray Eng Co Ltd | 塗布装置 |
-
2018
- 2018-09-03 JP JP2018164571A patent/JP6924933B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019089316A (ja) | 2019-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5062339B2 (ja) | インクジェット装置 | |
| CN113571445A (zh) | 引导传输路径校正 | |
| JP2006224039A (ja) | パターン形成装置、パターニング方法、基板処理装置、基板処理方法 | |
| JP5797277B2 (ja) | タッチパネルの製造方法、及び基板製造装置 | |
| JP4876839B2 (ja) | 液滴吐出ヘッド及びその製造方法並びに液滴吐出装置 | |
| JP6924933B2 (ja) | 搬送ステージとそれを使用したインクジェット装置 | |
| JP5560092B2 (ja) | インクジェットヘッド用ハウジング | |
| JP2007050662A (ja) | 構造体の製造方法及び構造体、並びに液滴吐出装置 | |
| WO2013069256A1 (ja) | インクジェット塗布装置及びインクジェット塗布方法 | |
| CN109760418B (zh) | 搬运台和使用该搬运台的喷墨装置 | |
| JP2008179081A (ja) | 液滴吐出装置及び液滴吐出装置の製造方法 | |
| KR101212814B1 (ko) | 개선된 코팅 영역의 기판 부상 장치 및 부상 방법, 및 이를 구비한 코팅 장치 | |
| CN110843341B (zh) | 搬运台和使用该搬运台的喷墨装置 | |
| JP6775127B2 (ja) | 搬送ステージとそれを使用したインクジェット装置 | |
| JP7417939B2 (ja) | ステージ装置および印刷装置 | |
| JP5186501B2 (ja) | ステージ装置 | |
| JP2006205004A (ja) | パターン形成装置、ヘッドユニット、ヘッドの位置決め方法 | |
| JP7186379B2 (ja) | 搬送ステージとそれを使用したインクジェット装置 | |
| JP6752577B2 (ja) | インクジェット塗布装置及びインクジェット塗布方法 | |
| JP2006212791A (ja) | インクジェット記録装置 | |
| WO2014125686A1 (ja) | 浮上搬送装置、搬送レール、および浮上搬送方法 | |
| KR20230095825A (ko) | 안내 장치, 워크 반송 스테이지 및 잉크젯 인쇄 장치 | |
| WO2010082501A1 (ja) | インクジェットヘッド取付け位置調整方法、及びインクジェット装置のヘッド位置制御方法 | |
| JP7297514B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP5151056B2 (ja) | 液滴吐出ヘッド及び液滴吐出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20190124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190704 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200602 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210615 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210628 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6924933 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |