JP6899094B2 - 三次元造形装置、三次元造形物製造方法及び造形プログラム - Google Patents
三次元造形装置、三次元造形物製造方法及び造形プログラム Download PDFInfo
- Publication number
- JP6899094B2 JP6899094B2 JP2017103119A JP2017103119A JP6899094B2 JP 6899094 B2 JP6899094 B2 JP 6899094B2 JP 2017103119 A JP2017103119 A JP 2017103119A JP 2017103119 A JP2017103119 A JP 2017103119A JP 6899094 B2 JP6899094 B2 JP 6899094B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- powder layer
- flattening member
- treatment
- modeling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Description
図1は本実施形態の三次元造形装置100の概略平面説明図、図2は三次元造形装置100を図1中の右方から見た概略側面説明図である。図3は、図2に示す粉体保持部1の拡大側面説明図であり、図3は造形時の状態で示している。
本説明における「X方向」は図1における左右方向であり、「Y方向」は図1における上下方向である。また、「Z方向」は図2中の上下方向であって、図1の紙面に直交する方向である。
粉体保持部1及び造形ユニット5は、Y方向に相対移動可能であり、また造形ユニット5の液体吐出ユニット50は、粉体保持部1に対してX方向に相対移動可能に構成されている。
粉体保持部1は、粉体収容槽11と、平坦化手段(リコータ)を構成する平坦化部材としてのローラ状の回転部材である平坦化ローラ12と、平坦化ローラ12に付着した粉体20を除去する粉体除去板13とを備えている。平坦化部材は、ローラ状の部材や回転部材に限るものではなく、例えば板状部材(ブレード)とすることもできる。
造形槽22の内部には、底部を構成する造形ステージ24が配置され、この造形ステージ24は、鉛直方向(高さ方向)に昇降自在となっており、造形ステージ24上に層状構造物30が積層された三次元造形物が造形される。
造形槽22に粉体20を供給するときには、平坦化ローラ12が水平方向に移動することで、供給槽21の供給ステージ23上に貯留されている粉体20の一部を平坦化ローラ12が水平方向に押して造形槽22に移送し、供給する。
さらに、平坦化ローラ12が造形槽22上を通過することで、平坦化ローラ12が造形槽22に供給された粉体20の上層側の一部を移送しつつ、残った粉体20表面(上面)を均して平坦化し、所定の層厚の粉体層31を形成する。
平坦化ローラ12は、平坦化ローラ回転モータ26によって回転されながら、供給槽21及び造形槽22の上方を通過するように水平方向に往復移動する。
図2に示すように、造形ユニット5は、液体吐出ユニット50を備えている。液体吐出部である液体吐出ユニット50は、造形ステージ24上の粉体層31に粉体20を結合させる造形液10を吐出(付与)して、粉体20が結合した層状の構造物としての層状構造物30を形成する。
メンテナンス機構61では、キャップ62をヘッド52のノズル面(ノズルが形成された面)に密着させ、ノズルから造形液を吸引する。これは、ノズルに詰まった粉体20の排出や高粘度化した造形液を排出するためである。
図4に示すように、制御部500は、CPU501と、ROM502と、RAM503とを含む主制御部500Aを備えている。CPU501は、三次元造形装置100全体の制御を司るものである。ROM502は、CPU501に三次元造形動作の制御を実行させるための造形プログラムを含むプログラム、その他の固定データを格納するものである。RAM503は、造形データ等を一時格納するものである。
造形データ作成装置600は、最終形態の三次元造形物を各層状構造物にスライスした造形データを作成する装置であり、例えばパーソナルコンピュータ等の情報処理装置で構成される。
また、制御部500は、各種センサの検知信号を取り込むための入出力部507(I/O)を備えている。入出力部507には、装置の環境条件としての温度及び湿度を検出する温湿度センサ560などの検知信号やその他のセンサ類の検知信号が入力される。
また、制御部500は、主走査方向駆動部510と副走査方向駆動部512とを備える。
主走査方向駆動部510は、液体吐出ユニット50のキャリッジ51をX方向(主走査方向)に移動させる主走査方向移動機構550を構成するモータを駆動する。
副走査方向駆動部512は、造形ユニット5をY方向(副走査方向)に移動させる副走査方向移動機構552を構成するモータを駆動する。
また、制御部500は、平坦化ローラ12を移動させる平坦化ローラ往復モータ25を駆動する平坦化往復駆動部515と、平坦化ローラ12を回転駆動する平坦化ローラ回転モータ26を駆動する平坦化回転駆動部516を備えている。
また、制御部500は、余剰粉体回収槽29内の余剰粉体を回収する粉体回収スクリューを回転駆動する粉体回収モータ555を駆動する粉体回収駆動部519を備えている。
三次元造形装置100と造形データ作成装置600とによって、造形装置が構成される。
まず、所望する立体データ(例えばSTLなどのCADデータ)を積層方向(即ち「Z方向」)で分断して、複数のスライスデータとする。
そして、各スライスデータの各X座標と各Y座標とに対応した液滴吐出の有無や、液滴の大きさ、液滴の種類、などを決定し、これを造形データとする。この造形データの作成方法は一例であり、これに限るものでなく、造形データ作成装置600を別体のパーソナルコンピュータで行うこともできるし、所望する立体データのスライスデータへの変換を必須とするものではない。
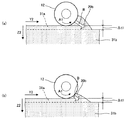
図5及び図6は、本実施形態における粉体層31の形成動作の一例の流れを説明する模式的説明図であり、図5は、プレ粉体層形成処理の説明図であり、図6は、粉体除去処理の説明図である。
一層目の層状構造物30上に次の一層の層状構造物30を形成するときには、まず、図5(b)に示すように、供給槽21の供給ステージ23をZ1方向に上昇させ、造形槽22の造形ステージ24をZ2方向に下降させる。供給ステージ23を上昇させることで、供給ステージ23上の粉体20の上面は、供給槽21の上面レベルよりも上方となる。また、造形ステージ24を下降させることで、造形ステージ24上の粉体20の上面は、造形槽22の上面レベルよりも下方となる。
これにより、図5(e)に示すように、造形ステージ24の粉体20の最上部に所定の層厚(積層ピッチ)よりも層厚が大きいプレ粉体層31aを形成する。このプレ粉体層31aを形成する処理をプレ粉体層形成処理と呼ぶ。このとき、図5(e)に示すように、プレ粉体層31aの形成に使用されなかった余剰の粉体20は余剰粉体回収槽29に落下する。
平坦化ローラ12が層状構造物30と接触しないために、「Δt1>Δt2」の関係を満たし、また「Δt1―Δt2」が、積層ピッチに相当する。積層ピッチは「数10[μm]〜100[μm]」程度であることが好ましい。
層状構造物30は、例えば、ヘッド52から吐出された造形液10が粉体20と混合されることで、粉体20に含まれる接着剤が溶解し、溶解した接着剤同士が結合して粉体20が結合されることで形成される。
造形ユニット5(液体吐出ユニット50)は、造形データに基づいて、粉体層31に造形液10を吐出する。より具体的には、造形ユニット5は、造形データに含まれる複数の画素のうち造形液の吐出が指定された画素群に対応する粉体層31上の領域に対して、造形液10を吐出する。
以上が層状構造物30の造形の流れであり、これを繰り返すことによって立体造形物を造形する。
このような粉体層形成動作と、粉体層31の粉体20を所要形状に結合して層状構造物30を形成する構造物形成動作とを繰り返し行い、層状構造物30が積層された三次元造形物を製造する。
しかし、造形ステージに対して平坦化部材を往復させることで、粉体層の粉体密度を高める従来の立体造形装置では、形成された粉体層の内部の粉体が変位して立体造形物の品質が低下することがあった。
次に、本実施形態の三次元造形装置100の粉体層形成動作の一つ目の実施例(以下、「実施例1」という。)について説明する。
実施例1では、平坦化ローラ12の回転速度について、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速くなるように設定する。具体的には、直径が10[mm]の平坦化ローラ12を用い、プレ粉体層形成処理のときの回転速度を5[rps]未満に設定し、粉体除去処理のときの回転速度を5[rps]以上に設定する。また、実施例1では、平坦化ローラ12のステージ面に沿った水平方向の移動速度はプレ粉体層形成処理及び粉体除去処理ともに50[mm/s]に設定する。
図7(a)は、矢印「A1」方向に回転する平坦化ローラ12の回転速度が低速回転(5[rps]未満)である場合の説明図である。図7(b)は、矢印「A1」方向に回転する平坦化ローラ12の回転速度が高速回転(5[rps]以上)である場合の説明図である。
図7中の矢印「B」は平坦化ローラ12から粉体20に作用する力を模式的に示したものである。
このため、図7(a)及び(b)の矢印「B」で示すように、平坦化ローラ12から粉体20に作用する力は、低速回転の方が大きくなる。また、矢印「B」で示す力について、平坦化ローラ12の移動方向(Y2方向)への分力は、図7(a)で示す低速回転時の方が十分に大きい。しかし、矢印「B」で示す力の粉体20を押圧する下方向(Z2方向)の分力は、図7(a)に示す低速回転時と図7(b)で示す高速回転時とでほとんど差はない。
実施例1では、プレ粉体形成処理時の平坦化ローラ12の回転速度を5[rps]未満の低速回転としているため、粉体20の飛散が生じ易いプレ粉体形成処理時の粉体20の飛散を抑制することができる。
図8(a)は、矢印「A2」方向に回転する平坦化ローラ12の回転速度が低速回転(5[rps]未満)である場合の説明図である。図8(b)は、矢印「A2」方向に回転する平坦化ローラ12の回転速度が中速回転(5[rps]以上、20[rps]未満)である場合の説明図である。図8(c)は、矢印「A2」方向に回転する平坦化ローラ12の回転速度が高速回転(20[rps]以上)である場合の説明図である。
しかし、平坦化ローラ12から粉体20に作用する粉体20を下方(Z2方向)に押し付ける力は、回転速度が変化してもほとんど変化せず、上方の粉体20から下方の粉体20に作用する下方に押し付ける力もほとんど変化しない。このため、回転速度を変化させても、平坦化ローラ12が粉体20を下方(Z2方向)に押し込む力によって粉体層31の粉体密度を高める作用を維持することができる。
また、同一の回転速度であれば、平坦化ローラ12の水平方向への移動速度が大きくなった場合、平坦化ローラ12周面の造形ステージ24に対する相対速度は上昇する。このため、プレ粉体層形成処理及び粉体除去処理ともに上述した効果を得るためには、回転速度はより低い領域へとシフトする。
また、粉体除去処理時に、平坦化ローラ12が粉体20に対して作用させる水平方向の力を小さくすることで、三次元造形物の造形精度の低下を抑制できると考えられる。これは、水平方向の力を小さくすることで、平坦化ローラ12の移動方向の力が既成粉体層31bの粉体20に作用することを抑制でき、層状構造物30を水平方向に変位させる力が作用することを抑制できるため、と考えられる。
図10は、平坦化ローラ12の回転速度を異ならせて、粉体20に作用する力をそれぞれ算出したシミュレーションの結果を示す説明図である。
図10(a)は、回転速度が0[rps]であり、図10(b)は、回転速度が5[rps]であり、図10(c)は、回転速度が50[rps]である。
図10中の実線の矢印がプレ粉体層形成処理で粉体20に作用する力の総和を示し、図10中の破線の矢印が粉体除去処理で粉体20に作用する力の総和を示す。
力が作用する方向の角度については、回転速度が0[rps]から50[rps]に増加すると、プレ粉体層形成処理では、実線の矢印で示すように50[°]から60[°]へと、わずかに増加した。これに対して、粉体除去処理では、破線の矢印で示すように50[°]から80[°]へと、大きく増加した。
さらに、粉体除去処理では、回転速度が0[rps]から50[rps]に増加するにつれて、力の総和の水平方向の分力は減少し、鉛直下方の分力はほとんど変化しなかった。このことから、粉体除去処理において回転速度を速くすることで、既成粉体層31bに水平方向の力が作用することを抑制しつつ、平坦化ローラ12の下方に押し込む力によって粉体層31の粉体密度を高める作用を維持することができる、と考えられる。
次に、本実施形態の三次元造形装置100の粉体層形成動作の二つ目の実施例(以下、「実施例2」という。)について説明する。
実施例2では、平坦化ローラ12のステージ面に沿った水平方向の移動速度について、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速くなるように設定する。具体的には、直径が10[mm]の平坦化ローラ12を用い、プレ粉体層形成処理のときの移動速度を50[mm/s]未満に設定し、粉体除去処理のときの移動速度を50[mm/s]以上に設定する。また、実施例2では、平坦化ローラ12の回転速度はプレ粉体層形成処理及び粉体除去処理ともに5[rps]に設定する。
実施例2は、平坦化ローラ12の回転速度と移動速度とが異なる点以外は、上述した実施例1と同様の構成である。
図11は、プレ粉体層形成処理における平坦化ローラ12の移動速度と粉体20の挙動との関係を示す説明図である。
図11(a)は、矢印「Y2」方向に水平移動する平坦化ローラ12の移動速度が低速回転(50[mm/s]未満)である場合の説明図である。図11(b)は、矢印「Y2」方向に水平移動する平坦化ローラ12の移動速度が高速移動(50[mm/s]以上)である場合の説明図である。
図11中の矢印「B」は平坦化ローラ12から粉体20に作用する力を模式的に示したものである。
図12(a)は、矢印「A2」方向に回転しながら水平方向に移動する平坦化ローラ12の移動速度が低速移動(50[mm/s]未満)である場合の説明図である。図12(b)は、矢印「A2」方向に回転しながら水平方向に移動する平坦化ローラ12の移動速度が高速移動(50[mm/s]以上)である場合の説明図である。
しかし、平坦化ローラ12の回転方向をカウンター方向に設定することで、粉体層31の粉体密度の均一化及び層厚の均一化を図ることができる。これは以下の理由による。
平坦化ローラ12等の平坦化部材によって造形槽22等の造形部に粉体20等の粉体を敷き詰めてプレ粉体層31a等のプレ粉体層を形成するプレ粉体層形成処理と、平坦化部材によってプレ粉体層の表層側の粉体を除去する粉体除去処理と、を実行して粉体層31等の粉体層を形成する粉体層形成動作と、粉体層の粉体を所要形状に結合して層状構造物30等の層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置100等の三次元造形装置であって、平坦化部材は、造形部に対する平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、平坦化部材の回転速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速いことを特徴とする。
本態様では、プレ粉体層形成処理時は粉体除去処理時よりも平坦化部材の回転速度が遅いため、平坦化部材の表面に接触する粉体は平坦化部材の表面に追従し易く、平坦化部材と粉体との間で静止摩擦力が作用し易い。このため、動摩擦力が作用し易い粉体除去処理時よりも平坦化部材と粉体との間で生じる摩擦力が相対的に大きいものとなっている。これにより、回転速度を速く設定する粉体除去処理とプレ粉体層形成処理とで回転速度が同じ構成よりも、平坦化部材の移動に伴って粉体を平坦化方向へ移送する移送能力を、高くすることができる。移送能力が高いことで、移送の途中で粉体が不足すること抑制でき、形成しようとするプレ粉体層の全体にわたって均一な量の粉体を行き渡らせることができ、プレ粉体層の粉体の一部を除去して形成される粉体層の粉体密度の均一化を図ることができる。
また、本態様では、粉体除去処理時における平坦化部材と粉体との間で生じる摩擦力がプレ粉体層形成処理時よりも相対的に小さい。このため、粉体除去処理時に生じ得る既成粉体層31b等の下方の粉体層における層状構造物の引き摺りや膨張を、粉体除去処理時とプレ粉体層形成処理とで平坦化部材の回転速度と移動速度とが同じ構成よりも抑制できる。その結果、粉体層を形成する間に生じる層状構造物の引き摺りや膨張を抑制し、三次元造形物の造形精度の低下を抑制する。
このように、本態様では、形成される粉体層の粉体密度の均一化を図りつつ、三次元造形物の造形精度の低下を抑制することができる。
態様Aにおいて、平坦化ローラ12等の平坦化部材の造形槽22等の造形部に対する移動速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速いことを特徴とする。
これによれば、上記実施例2について説明したように、プレ粉体層形成処理では造形槽22等の造形部の平坦化部材の移動方向の全体にわたって均一な量の粉体を行き渡らせることが可能となり、形成される粉体層の粉体密度の均一化を図ることができる。さらに、粉体除去処理では粉体層として残す粉体に平坦化部材の移動方向の力が作用することを抑制でき、形成しようとしている粉体層よりも下方の粉体層に形成された層状構造物が変位することを抑制でき、三次元造形物の造形精度の低下を抑制することができる。
態様AまたはBにおいて、平坦化ローラ12等の平坦化部材の回転方向は、平坦化部材の造形槽22等の造形部との対向部における表面移動方向が平坦化部材の前記造形部に対する移動方向と同方向となる回転方向(カウンター方向)である。
これによれば、上記実施形態について説明したように、粉体層の粉体密度の均一化及び層厚の均一化を図ることができる。
平坦化ローラ12等の平坦化部材によって造形槽22等の造形部に粉体20等の粉体を敷き詰めてプレ粉体層31a等のプレ粉体層を形成するプレ粉体層形成処理と、平坦化部材によってプレ粉体層の表層側の粉体を除去する粉体除去処理と、を実行して粉体層31等の粉体層を形成する粉体層形成動作と、粉体層の粉体を所要形状に結合して層状構造物30等の層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置100等の三次元造形装置であって、平坦化部材の造形部に対する移動速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速いことを特徴とする。
これによれば、上記実施例2について説明したように、プレ粉体層形成処理では造形槽22等の造形部の平坦化部材の移動方向の全体にわたって均一な量の粉体を行き渡らせることが可能となり、形成される粉体層の粉体密度の均一化を図ることができる。さらに、粉体除去処理では粉体層として残す粉体に平坦化部材の移動方向の力が作用することを抑制でき、形成しようとしている粉体層よりも下方の粉体層に形成された層状構造物が変位することを抑制でき、三次元造形物の造形精度の低下を抑制することができる。
態様A乃至Dの何れかの態様において、一回の粉体層形成動作の際に、プレ粉体層形成処理を複数回実行することを特徴とする。
これによれば、上記実施形態について説明したように、造形槽22等の造形部に対して必要な粉体20等の粉体を複数回に分けて供給できる。これにより、特定の箇所に多くの粉体が供給されることを抑制でき、造形部における平坦化ローラ12等の平坦化部材の移動方向(水平方向等)の全体にわたって均一な量の粉体を行き渡らせ易くなる。このため、形成される粉体層を高い粉体密度で均一化することが可能となる。
態様A乃至Eの何れかの態様において、一回の前記粉体層形成動作の際に、粉体除去処理を複数回実行することを特徴とする。
これによれば、上記実施形態について説明したように、一度の粉体除去処理で水平方向に移動させる粉体20等の粉体の量を少なくすることができる。これにより、平坦化ローラ12等の平坦化部材の移動方向(水平方向等)に移動する粉体の重量が軽くなり、この粉体の移動によって粉体層31等の粉体層として残す粉体に作用する平坦化部材の移動方向の力を小さくすることができる。このため、粉体層を形成する粉体の水平方向の変位を抑制でき、層状構造物30等の層状構造物の引き摺りや膨張を抑制でき、三次元造形物の造形精度が低下することを抑制できる。また、造形槽22等の造形部内の粉体を押し込む力を複数回作用させることができ、粉体層の高密度化を図ることができる。
平坦化ローラ12等の平坦化部材によって造形槽22等の造形部に粉体20等の粉体を敷き詰めてプレ粉体層31a等のプレ粉体層を形成するプレ粉体層形成処理と、平坦化部材によってプレ粉体層の表層側の粉体を除去する粉体除去処理と、を実行して粉体層31等の粉体層を形成する粉体層形成工程と、粉体層の粉体を所要形状に結合して層状構造物30等の層状構造物を形成する構造物形成工程と、を繰り返し行う三次元造形物製造方法であって、平坦化部材は、造形部に対する平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、平坦化部材の回転速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速いことを特徴とする。
これによれば、上記実施形態について説明したように、形成される粉体層の粉体密度の均一化を図りつつ、三次元造形物の造形精度の低下を抑制することができる。
平坦化ローラ12等の平坦化部材によって造形槽22等の造形部に粉体20等の粉体を敷き詰めてプレ粉体層31a等のプレ粉体層を形成するプレ粉体層形成処理と、平坦化部材によってプレ粉体層の表層側の粉体を除去する粉体除去処理と、を実行して粉体層31等の粉体層を形成する粉体層形成工程と、粉体層の粉体を所要形状に結合して層状構造物30等の層状構造物を形成する構造物形成工程と、を繰り返し行う三次元造形物製造方法であって、平坦化部材の造形部に対する移動速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速いことを特徴とする。
これによれば、上記実施形態について説明したように、形成される粉体層の粉体密度の均一化を図りつつ、三次元造形物の造形精度の低下を抑制することができる。
平坦化ローラ12等の平坦化部材によって造形槽22等の造形部に粉体20等の粉体を敷き詰めてプレ粉体層31a等のプレ粉体層を形成するプレ粉体層形成処理と、平坦化部材によってプレ粉体層の表層側の粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、粉体層の粉体を所要形状に結合して層状構造物30等の層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置100等の三次元造形装置を制御する造形プログラムであって、平坦化部材は、造形部に対する平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、平坦化部材の回転速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速くなるように三次元造形装置を制御することを特徴とする。
これによれば、上記実施形態について説明したように、形成される粉体層の粉体密度の均一化を図りつつ、三次元造形物の造形精度の低下を抑制することができる。
平坦化ローラ12等の平坦化部材によって造形槽22等の造形部に粉体20等の粉体を敷き詰めてプレ粉体層31a等のプレ粉体層を形成するプレ粉体層形成処理と、平坦化部材によってプレ粉体層の表層側の粉体を除去する粉体除去処理と、を実行して粉体層31等の粉体層を形成する粉体層形成動作と、粉体層の粉体を所要形状に結合して層状構造物30等の層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置100等の三次元造形装置を制御する造形プログラムであって、平坦化部材の造形部に対する移動速度が、プレ粉体層形成処理のときよりも粉体除去処理のときの方が速くなるように三次元造形装置を制御することを特徴とする。
これによれば、上記実施形態について説明したように、形成される粉体層の粉体密度の均一化を図りつつ、三次元造形物の造形精度の低下を抑制することができる。
5 造形ユニット
7 ベース部材
10 造形液
11 粉体収容槽
12 平坦化ローラ
13 粉体除去板
20 粉体
20a 余剰粉体
20b ローラ下流側粉体
21 供給槽
22 造形槽
23 供給ステージ
24 造形ステージ
25 平坦化ローラ往復モータ
26 平坦化ローラ回転モータ
27 供給ステージ昇降モータ
28 造形ステージ昇降モータ
29 余剰粉体回収槽
30 層状構造物
31 粉体層
31a プレ粉体層
31b 既成粉体層
50 液体吐出ユニット
51 キャリッジ
52 ヘッド
52a 第一ヘッド
52b 第二ヘッド
54 第一ガイド部材
55 第二ガイド部材
56 タンク装着部
60 タンク
61 メンテナンス機構
62 キャップ
63 ワイパ
70 側板
71 ガイド部材
72 スライダ部
100 三次元造形装置
500 制御部
500A 主制御部
506 外部インターフェース
507 入出力部
508 ヘッド駆動制御部
510 主走査方向駆動部
511 吐出ユニット昇降駆動部
512 副走査方向駆動部
513 供給ステージ駆動部
514 造形ステージ駆動部
515 平坦化往復駆動部
516 平坦化回転駆動部
517 粉体供給駆動部
518 メンテナンス駆動部
519 粉体回収駆動部
522 操作パネル
550 主走査方向移動機構
551 吐出ユニット昇降機構
552 副走査方向移動機構
554 粉体供給装置
555 粉体回収モータ
560 温湿度センサ
600 造形データ作成装置
Claims (12)
- 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置であって、
前記平坦化部材は、前記造形部に対する前記平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、
前記平坦化部材の回転速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速く、
前記平坦化部材の回転方向は、前記平坦化部材の前記造形部との対向部における表面移動方向が前記平坦化部材の前記造形部に対する移動方向と同方向となる回転方向であることを特徴とする三次元造形装置。 - 請求項1の三次元造形装置において、
前記平坦化部材の前記造形部に対する移動速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速いことを特徴とする三次元造形装置。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置であって、
前記平坦化部材の前記造形部に対する移動速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速いことを特徴とする三次元造形装置。 - 請求項1乃至3の何れか一に記載の三次元造形装置において、
一回の前記粉体層形成動作の際に、前記プレ粉体層形成処理を複数回実行することを特徴とする三次元造形装置。 - 請求項1乃至4の何れか一に記載の三次元造形装置において、
一回の前記粉体層形成動作の際に、前記粉体除去処理を複数回実行することを特徴とする三次元造形装置。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置であって、
前記平坦化部材は、前記造形部に対する前記平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、
前記平坦化部材の回転速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速く、
一回の前記粉体層形成動作の際に、前記粉体除去処理を複数回実行することを特徴とする三次元造形装置。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成工程と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成工程と、を繰り返し行う三次元造形物製造方法であって、
前記平坦化部材は、前記造形部に対する前記平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、
前記平坦化部材の回転速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速く、
前記平坦化部材の回転方向は、前記平坦化部材の前記造形部との対向部における表面移動方向が前記平坦化部材の前記造形部に対する移動方向と同方向となる回転方向であることを特徴とする三次元造形物製造方法。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成工程と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成工程と、を繰り返し行う三次元造形物製造方法であって、
前記平坦化部材の前記造形部に対する移動速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速いことを特徴とする三次元造形物製造方法。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成工程と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成工程と、を繰り返し行う三次元造形物製造方法であって、
前記平坦化部材は、前記造形部に対する前記平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、
前記平坦化部材の回転速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速く、
一回の前記粉体層形成工程の際に、前記粉体除去処理を複数回実行することを特徴とする三次元造形物製造方法。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置を制御する造形プログラムであって、
前記平坦化部材は、前記造形部に対する前記平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、
前記平坦化部材の回転速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速く、
前記平坦化部材の回転方向は、前記平坦化部材の前記造形部との対向部における表面移動方向が前記平坦化部材の前記造形部に対する移動方向と同方向となる回転方向であるように前記三次元造形装置を制御することを特徴とする造形プログラム。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置を制御する造形プログラムであって、
前記平坦化部材の前記造形部に対する移動速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速くなるように前記三次元造形装置を制御することを特徴とする造形プログラム。 - 平坦化部材によって造形部に粉体を敷き詰めてプレ粉体層を形成するプレ粉体層形成処理と、前記平坦化部材によって前記プレ粉体層の表層側の前記粉体を除去する粉体除去処理と、を実行して粉体層を形成する粉体層形成動作と、前記粉体層の前記粉体を所要形状に結合して層状構造物を形成する構造物形成動作と、を繰り返し行う三次元造形装置を制御する造形プログラムであって、
前記平坦化部材は、前記造形部に対する前記平坦化部材の移動方向に直交する回転軸を中心に回転駆動する回転体であり、
前記平坦化部材の回転速度が、前記プレ粉体層形成処理のときよりも前記粉体除去処理のときの方が速く、
一回の前記粉体層形成動作の際に、前記粉体除去処理を複数回実行するように前記三次元造形装置を制御することを特徴とする造形プログラム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017103119A JP6899094B2 (ja) | 2017-05-24 | 2017-05-24 | 三次元造形装置、三次元造形物製造方法及び造形プログラム |
| US15/966,538 US11179777B2 (en) | 2017-05-11 | 2018-04-30 | Device for fabricating three-dimensional fabrication object and method of manufacturing three-dimensional fabrication object |
| EP18170383.6A EP3401082B1 (en) | 2017-05-11 | 2018-05-02 | Device for fabricating three-dimensional fabrication object and method of manufacturing three-dimensional fabrication object |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017103119A JP6899094B2 (ja) | 2017-05-24 | 2017-05-24 | 三次元造形装置、三次元造形物製造方法及び造形プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018196968A JP2018196968A (ja) | 2018-12-13 |
| JP6899094B2 true JP6899094B2 (ja) | 2021-07-07 |
Family
ID=64662961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017103119A Active JP6899094B2 (ja) | 2017-05-11 | 2017-05-24 | 三次元造形装置、三次元造形物製造方法及び造形プログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6899094B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019142017A (ja) * | 2018-02-16 | 2019-08-29 | 株式会社日立製作所 | 付加製造装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014065179A (ja) * | 2012-09-25 | 2014-04-17 | Brother Ind Ltd | 立体造形装置および立体造形データ作成プログラム |
| JP2015150804A (ja) * | 2014-02-17 | 2015-08-24 | ブラザー工業株式会社 | 立体造形装置およびその駆動制御方法 |
| JP2015182304A (ja) * | 2014-03-24 | 2015-10-22 | ブラザー工業株式会社 | 立体造形装置およびその駆動制御方法 |
| JP2015202634A (ja) * | 2014-04-14 | 2015-11-16 | 株式会社リコー | 物体造形装置、物体造形方法、及びプログラム |
| JP6554951B2 (ja) * | 2014-09-09 | 2019-08-07 | 株式会社リコー | 立体造形装置 |
| JP6498922B2 (ja) * | 2014-12-08 | 2019-04-10 | 株式会社アスペクト | 粉末積層造形装置及び粉末積層造形方法 |
-
2017
- 2017-05-24 JP JP2017103119A patent/JP6899094B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018196968A (ja) | 2018-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6860849B2 (ja) | 三次元造形装置 | |
| JP6904035B2 (ja) | 立体造形物を造形する装置、立体造形物を造形する方法、立体造形物 | |
| JP6620505B2 (ja) | 粉末積層造形装置及び粉体層の製造方法 | |
| JP2017164989A (ja) | 立体造形物を造形する装置、プログラム、立体造形物を造形する方法 | |
| JP6905677B2 (ja) | 三次元造形装置及び三次元造形物の製造方法 | |
| JP6862823B2 (ja) | 立体造形装置、立体造形方法 | |
| JP2017007321A (ja) | 立体造形装置、立体造形方法、プログラム | |
| EP3401082B1 (en) | Device for fabricating three-dimensional fabrication object and method of manufacturing three-dimensional fabrication object | |
| JP2018012282A (ja) | 立体造形装置および立体造形方法 | |
| JP6880492B2 (ja) | 三次元造形装置、三次元造形物の製造方法及びプログラム | |
| JP6565489B2 (ja) | 立体造形方法、プログラム、装置 | |
| JP6899094B2 (ja) | 三次元造形装置、三次元造形物製造方法及び造形プログラム | |
| JP2016150458A (ja) | 立体造形装置、立体造型方法 | |
| JP6442997B2 (ja) | 立体造形装置 | |
| JP2017202620A (ja) | 立体造形装置 | |
| JP6766381B2 (ja) | 立体造形物を造形する装置、プログラム、立体造形物を造形する方法 | |
| JP2018196966A (ja) | 三次元造形装置、造形プログラム及び三次元造形物製造方法 | |
| JP6828267B2 (ja) | 立体造形物を造形する装置、プログラム、立体造形物を造形する方法、立体造形物の造形データを作成する方法 | |
| JP6872170B2 (ja) | 三次元造形装置、三次元造形物製造方法及びプログラム | |
| JP7087482B2 (ja) | 立体造形装置および立体造形方法 | |
| JP7328024B2 (ja) | 3次元造形装置、立体物の造形方法、プログラムおよびコンピュータ読み取り可能な記憶媒体 | |
| JP7468078B2 (ja) | 造形装置及び造形方法 | |
| JP6996310B2 (ja) | 立体造形物の製造方法 | |
| JP6848205B2 (ja) | 立体造形物を造形する装置、プログラム、立体造形物を造形する方法 | |
| JP6699811B2 (ja) | 立体造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210301 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210305 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210527 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6899094 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |