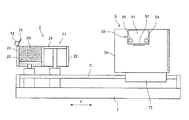
以下、本発明の実施の形態について添付図面を参照して説明する。本発明に係る立体造形装置の第1例の概要について図1ないし図5を参照して説明する。図1は同立体造形装置の概略平面説明図、図2は同じく概略側面説明図、図3は同じく造形部の断面説明図である。なお、図3は造形時の状態で示している。また、図4は同じく具体的構成の要部斜視説明図、図5は同じく造形部の斜視説明図である。
この立体造形装置は、粉体造形装置(粉末造形装置ともいう。)であり、粉体(粉末)が結合された層状造形物である造形層30が形成される造形部1と、造形部1の層状に敷き詰められた粉体層31に造形液10を吐出して立体造形物を造形する造形ユニット5とを備えている。
造形部1は、粉体槽11と、平坦化部材(リコータ)である回転体としての平坦化ローラ12などを備えている。なお、平坦化部材は、回転体に代えて、例えば板状部材(ブレード)とすることもできる。
粉体槽11は、粉体20を供給する供給槽21と、造形層30が積層されて立体造形物が造形される造形槽22とを有している。供給槽21の底部は供給ステージ23として鉛直方向(高さ方向)に昇降自在となっている。同様に、造形槽22の底部は造形ステージ24として鉛直方向(高さ方向)に昇降自在となっている。造形ステージ24上に造形層30が積層された立体造形物が造形される。
供給ステージ23は、例えば図4に示すように、モータ27によって矢印Z方向(高さ方向)に昇降され、造形ステージ24は、同じく、モータ28によって矢印Z方向に昇降される。
平坦化ローラ12は、供給槽21の供給ステージ23上に供給された粉体20を造形槽22に供給し、平坦化部材である平坦化ローラ12によって均して平坦化して、粉体層31を形成する。
この平坦化ローラ12は、造形ステージ24のステージ面(粉体20が積載される面)に沿って矢印Y方向に、ステージ面に対して相対的に往復移動可能に配置され、往復移動機構25によって移動される。また、平坦化ローラ12は、モータ26によって回転駆動される。
一方、造形ユニット5は、造形ステージ24上の粉体層31に造形液10を吐出する液体吐出ユニット50を備えている。
液体吐出ユニット50は、キャリッジ51と、キャリッジ51に搭載された2つ(1又は3つ以上でもよい。)の液体吐出ヘッド(以下、単に「ヘッド」という。)52a、52bを備えている。
キャリッジ51は、ガイド部材54及び55に移動可能に保持されている。ガイド部材54及び55は、両側の側板70、70に昇降可能に保持されている。
このキャリッジ51は、後述するX方向走査機構550によってモータ、プーリ及びベルトから構成される主走査移動機構を介して主走査方向である矢印X方向(以下、単に「X方向」という。他のY、Zについても同様とする。)に往復移動される。
2つのヘッド52a、52b(以下、区別しないときは「ヘッド52」という。)は、液体を吐出する複数のノズルを配列したノズル列がそれぞれ2列配置されている。一方のヘッド52aの2つのノズル列は、シアン造形液及びマゼンタ造形液を吐出する。他方のヘッド52bの2つのノズル列は、イエロー造形液及びブラック造形液をそれぞれ吐出する。なお、ヘッド構成はこれに限るものではない。
これらのシアン造形液、マゼンタ造形液、イエロー造形液、ブラック造形液の各々を収容した複数のタンク60がタンク装着部56に装着され、供給チューブなどを介してヘッド52a、52bに供給される。
また、キャリッジ51には造形槽22に1層の造形層30を形成するときに、少なくとも当該造形液10が付着した領域に粉体20を供給する粉体後供給手段である粉体後供給部80が一体に備えられている。
また、X方向の一方側には、液体吐出ユニット50のヘッド52の維持回復を行うメンテナンス機構61が配置されている。
メンテナンス機構61は、主にキャップ62とワイパ63で構成される。キャップ62をヘッド52のノズル面(ノズルが形成された面)に密着させ、ノズルから造形液を吸引する。ノズルに詰まった粉体の排出や高粘度化した造形液を排出するためである。その後、ノズルのメニスカス形成(ノズル内は負圧状態である)のため、ノズル面をワイパ63でワイピング(払拭)する。また、メンテナンス機構61は、造形液の吐出が行われない場合に、ヘッドのノズル面をキャップ62で覆い、粉体20がノズルに混入することや造形液10が乾燥することを防止する。
造形ユニット5は、ベース部材7上に配置されたガイド部材71に移動可能に保持されたスライダ部72を有し、造形ユニット5全体がX方向と直交するY方向(副走査方向)に往復移動可能である。この造形ユニット5は、後述するY方向走査機構552によって全体がY方向に往復移動される。
液体吐出ユニット50は、ガイド部材54、55とともに矢印Z方向に昇降可能に配置され、後述するZ方向昇降機構551によってZ方向に昇降される。
ここで、造形部1の詳細について説明する。
粉体槽11は、箱型形状をなし、供給槽21と造形槽22の2つの上面が開放された槽を備えている。供給槽21内部には供給ステージ23が、造形槽22内部には造形ステージ24がそれぞれ昇降可能に配置される。
供給ステージ23の側面は供給槽21の内側面に接するように配置されている。造形ステージ24の側面は造形槽22の内側面に接するように配置されている。これらの供給ステージ23及び造形ステージ24の上面は水平に保たれている。
粉体槽11の周りには、図5に示すように、上面が開放された凹形状である粉体落下口29が設けられている(図1ないし図3では省略)。粉体落下口29には、粉体層31を形成するときに平坦化ローラ12によって供給される粉体20のうちの余剰の粉体20が落下する。粉体落下口29に落下した余剰の粉体20は供給槽21に粉体を供給する粉体供給装置に戻される。
供給槽21上には図9の粉体供給装置554が配置される。造形の初期動作時や供給槽21の粉体量が減少した場合に、粉体供給装置554を構成するタンク内の粉体を供給槽21に供給する。粉体供給のための粉体搬送方法としては、スクリューを利用したスクリューコンベア方式や、エアーを利用した空気輸送方式などが挙げられる。
平坦化ローラ12は、供給槽21から粉体20を造形槽22へと移送供給して、表面を均すことで平坦化して所定の厚みの層状の粉体である粉体層31を形成する。
この平坦化ローラ12は、造形槽22及び供給槽21の内寸(即ち、粉体が供される部分又は仕込まれている部分の幅)よりも長い棒状部材であり、往復移動機構25によってステージ面に沿ってY方向(副走査方向)に往復移動される。
この平坦化ローラ12は、モータ26によって回転されながら、供給槽21の外側から供給槽21及び造形槽22の上方を通過するようにして水平移動する。これにより、粉体20が造形槽22上へと移送供給され、平坦化ローラ12が造形槽22上を通過しながら粉体20を平坦化することで粉体層31が形成される。
また、図2にも示すように、平坦化ローラ12の周面に接触して、平坦化ローラ12に付着した粉体20を除去するための粉体除去部材である粉体除去板13が配置されている。
粉体除去板13は、平坦化ローラ12の周面に接触した状態で、平坦化ローラ12とともに移動する。また、粉体除去板13は、平坦化ローラ12が平坦化を行うときの回転方向に回転するときにカウンタ方向になる状態で配置されている。
本実施形態では、造形部1の粉体槽11が供給槽21と造形槽22の二つの槽を有する構成としているが、造形槽22のみとして、造形槽22に粉体供給装置から粉体を供給して、平坦化手段で平坦化する構成とすることもできる。
次に、上記立体造形装置の制御部の概要について図6を参照して説明する。図6は同制御部のブロック図である。
制御部500は、この立体造形装置全体の制御を司るCPU501と、CPU501に本発明に係わる制御を含む立体造形動作の制御を実行させるためのプログラムを含むプログラム、その他の固定データを格納するROM502と、造形データ等を一時格納するRAM503とを含む主制御部500Aを備えている。
制御部500は、装置の電源が遮断されている間もデータを保持するための不揮発性メモリ(NVRAM)504を備えている。また、制御部500は、画像データに対する各種信号処理等を行う画像処理やその他装置全体を制御するための入出力信号を処理するASIC505を備えている。
制御部500は、外部の造形データ作成装置600から造形データを受信するときに使用するデータ及び信号の送受を行うためのI/F506を備えている。なお、造形データ作成装置600は、最終形態の造形物を各造形層にスライスした造形データを作成する装置であり、パーソナルコンピュータ等の情報処理装置で構成されている。
制御部500は、各種センサの検知信号を取り込むためのI/O507を備えている。
制御部500は、液体吐出ユニット50の各ヘッド52を駆動制御するヘッド駆動制御部508を備えている。
制御部500は、液体吐出ユニット50のキャリッジ51をX方向(主走査方向)に移動させるX方向走査機構550を構成するモータを駆動するモータ駆動部510と、造形ユニット5をY方向(副走査方向)に移動させるY方向走査機構552を構成するモータを駆動するモータ駆動部512を備えている。
制御部500は、液体吐出ユニット50のキャリッジ51をZ方向に移動(昇降)させるZ方向昇降機構551を構成するモータを駆動するモータ駆動部511を備えている。なお、矢印Z方向への昇降は造形ユニット5全体を昇降させる構成とすることもできる。
制御部500は、供給ステージ23を昇降させるモータ27を駆動するモータ駆動部513と、造形ステージ24を昇降させるモータ28を駆動するモータ駆動部514を備えている。
制御部500は、平坦化ローラ12を移動させる往復移動機構25のモータ553を駆動するモータ駆動部515と、平坦化ローラ12を回転駆動するモータ26を駆動する516を備えている。
制御部500は、供給槽21に粉体20を供給する粉体供給装置554を駆動する供給系駆動部517と、液体吐出ユニット50のメンテナンス機構61を駆動するメンテナンス駆動部518を備えている。
制御部500のI/O507には、装置の環境条件としての温度及び湿度を検出する温湿度センサ560などの検知信号やその他のセンサ類の検知信号が入力される。
制御部500には、この装置に必要な情報の入力及び表示を行うための操作パネル522が接続されている。
なお、造形データ作成装置600と立体造形装置(粉体積層造形装置)601によって本発明に係る装置としての立体造型システムが構成される。
次に、造形の流れについて図7も参照して説明する。図7は造形の流れの説明に供する模式的説明図である。
造形槽22の造形ステージ24上に、1層目の造形層30が形成されている状態から説明する。
この造形層30上に次の造形層30を形成するときには、図7(a)に示すように、供給槽21の供給ステージ23をZ1方向に上昇させ、造形槽22の造形ステージ24をZ2方向に下降させる。
このとき、造形槽22の上面(粉体層表面)と平坦化ローラ12の下部(下方接線部)との間隔がΔt1となるように造形ステージ24の下降距離を設定する。この間隔Δt1が次に形成する粉体層31の厚さに相当する。間隔Δt1は、数十〜100μm程度であることが好ましい。
次いで、図7(b)に示すように、供給槽21の上面レベルよりも上方に位置する粉体20を、平坦化ローラ12を順方向(矢印方向)に回転しながらY2方向(造形槽22側)に移動することで、粉体20を造形槽22へと移送供給する(粉体供給)。
さらに、図7(c)に示すように、平坦化ローラ12を造形槽22の造形ステージ24のステージ面と平行に移動させ、図7(d)に示すように、造形ステージ24の造形層30上で所定の厚さΔt1になる粉体層31を形成する(平坦化)。粉体層31を形成後、平坦化ローラ12は、図7(d)に示すように、Y1方向に移動されて初期位置に戻される。
ここで、平坦化ローラ12は、造形槽22及び供給槽21の上面レベルとの距離を一定に保って移動できるようになっている。一定に保って移動できることで、平坦化ローラ12で粉体20を造形槽22の上へと搬送させつつ、造形槽22上又は既に形成された造形層30の上に均一厚さΔt1の粉体層31を形成できる。
その後、図7(e)に示すように、液体吐出ユニット50のヘッド52から造形液10の液滴を吐出して、次の粉体層31に造形層30を積層形成する(造形)。
なお、造形層30は、例えば、ヘッド52から吐出された造形液10が粉体20と混合されることで、粉体20に含まれる接着剤が溶解し、溶解した接着剤同士が結合して粉体20が結合されることで形成される。
次いで、上述した粉体供給・平坦化よる粉体層31を形成する工程、ヘッド52による造形液吐出工程を繰り返して新たな造形層30を形成する。このとき、新たな造形層30とその下層の造形層30とは一体化して三次元形状造形物の一部を構成する。
以後、粉体の供給・平坦化よる粉体層31を形成する工程、ヘッド52による造形液吐出工程を必要な回数繰り返すことによって、三次元形状造形物(立体造形物)を完成させる。
次に、上記立体造形装置で使用する立体造形用粉末材料(粉体)及び造形液の一例について説明する。なお、以下で説明する粉体及び造形液に限定されるものではない。
立体造形用粉末材料は、基材と、この基材を平均厚み5nm〜500nmで被覆し、造形液としての架橋剤含有水の作用により溶解し架橋可能な水溶性有機材料とを有してなる。
この立体造形用粉末材料においては、基材を被覆する水溶性有機材料が、架橋剤含有水の作用により溶解し架橋可能であるため、水溶性有機材料に架橋剤含有水が付与されると、水溶性有機材料は、溶解すると共に、架橋剤含有水に含まれる架橋剤の作用により架橋する。
これにより、上記立体造形用粉末材料を用いて薄層(粉体層)を形成し、粉体層に架橋剤含有水を造形液10として吐出することで、粉体層においては、溶解した水溶性有機材料が架橋する結果、粉体層が結合硬化して造形層30が形成される。
このとき、基材を被覆する水溶性有機材料の被覆量が平均厚みで5nm〜500nmであるため、水溶性有機材料が溶解したときに基材の周囲に必要最小量だけ存在し、これが架橋して三次元ネットワークを形成するため、粉体層の硬化は寸法精度良く、かつ、良好な強度をもって行われる。
この操作を繰り返すことにより、簡便かつ効率的に、焼結等の前に型崩れが生ずることなく、寸法精度良く複雑な立体造形物を形成することができる。
−基材−
基材としては、粉末ないし粒子の形態を有する限り特に制限はなく、目的に応じて適宜選択することができる。その材質としては、例えば、金属、セラミックス、カーボン、ポリマー、木材、生体親和材料、などが挙げられるが、高強度な立体造形物を得る観点からは、最終的に焼結処理が可能な金属、セラミックスなどが好ましい。
金属としては、例えば、ステンレス(SUS)鋼、鉄、銅、チタン、銀などが好適に挙げられ、該ステンレス(SUS)鋼としては、例えば、SUS316Lなどが挙げられる。
セラミックスとしては、例えば、金属酸化物などが挙げられ、具体的には、シリカ(SiO2)、アルミナ(Al2O3)、ジルコニア(ZrO2)、チタニア(TiO2)などが挙げられる。
カーボンとしては、例えば、グラファイト、グラフェン、カーボンナノチューブ、カーボンナノホーン、フラーレンなどが挙げられる。
ポリマーとしては、例えば、水に不溶な公知の樹脂などが挙げられる。
木材としては、例えば、ウッドチップ、セルロースなどが挙げられる。
生体親和材料としては、例えば、ポリ乳酸、リン酸カルシウムなどが挙げられる。
これらの材料は、1種単独で使用してもよいし、2種以上を併用してもよい。
なお、基材として、これらの材料で形成された市販品の粒子ないし粉末を使用することができる。市販品としては、例えば、SUS316L(山陽特殊鋼製、PSS316L)、SiO2(トクヤマ製、エクセリカSE−15)、AlO2(大明化学工業製、タイミクロンTM−5D)、ZrO2(東ソー製、TZ−B53)などが挙げられる。
また、基材としては、水溶性有機材料との親和性を高める目的等で、公知の表面(改質)処理がされていてもよい。
−水溶性有機材料−
水溶性有機材料としては、水に溶解し、架橋剤の作用により架橋可能な性質を有するものであれば、換言すれば、水溶性であって架橋剤によって架橋可能である限り、特に制限はなく、目的に応じて適宜選択することができる。
ここでは、水溶性有機材料の水溶性は、例えば、30℃の水100gに水溶性有機材料を1g混合して撹拌したとき、その90質量%以上が溶解するものを意味する。
また、水溶性有機材料としては、その4質量%(w/w%)水溶液の20℃における粘度が、40mPa・s以下であるものが好ましく、1〜35Pa・sであるものがより好ましく、5〜30mPa・sであるものが特に好ましい。
水溶性有機材料の粘度が、40mPa・sを超えると、立体造形用粉末材料に架橋剤含有水を付与して形成した立体造形物用粉末材料(粉体層)による硬化物(立体造形物、焼結用硬化物)の強度が充分でないことがあり、その後の焼結等の処理ないし取扱い時に型崩れ等の問題が生ずることがある。また、立体造形用粉末材料に架橋剤含有水を付与して形成した立体造形物用粉末材料(粉体層)による硬化物(立体造形物、焼結用硬化物)の寸法精度が充分でないことがある。
水溶性有機材料の粘度は、例えば、JISK7117に準拠して測定することができる。
−架橋剤含有水−
造形液である架橋剤含有水としては、水性媒体中に架橋剤を含有するものであれば特に制限はなく、目的に応じて適宜選択することができる。なお、架橋剤含有水は、水性媒体、架橋剤のほか、必要に応じて適宜選択したその他の成分を含有していてもよい。
その他の成分としては、架橋剤含有水を付与する手段の種類、使用頻度や量などの諸条件を考慮して適宜選択することができる。例えば、液体吐出法によって架橋剤含有水を付与する場合には、液体吐出ヘッドのノズルへの目詰り等の影響を考慮して選択することができる。
水性媒体としては、例えば、水、エタノール等のアルコール、エーテル、ケトン、などが挙げられるが、水が好ましい。なお、水性媒体は、水がアルコール等の水以外の成分を若干量含有するものであってもよい。
上述した立体造形物用粉末材料及び造形液としての架橋剤含有水を使用することで、粉体(基材)を接着させるためのバインダーを液体吐出ヘッドから吐出する構成に比べて、ノズルの目詰まりが少なく、ヘッドの耐久性が向上する。
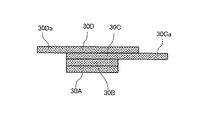
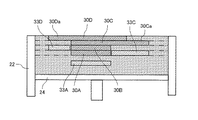
次に、本発明に係る立体造形方法について図8及び図9を参照して説明する。図8は同方法で造形する立体造形物の一例の説明に供する説明図、図9は図8の立体造形物を造形したときの造形槽を説明する説明図である。
まず、ここでは、図8に示すように、下側から造形層30A、30B、30C、30Dの順に造形して積層した立体造形物300を造形するものとする。なお、説明を簡単にするため、図8はY方向に沿う断面を示し、造形層30A、30B、30C,30DのX方向の幅は、同じものとする。
この立体造形物300を造形するとき、最下層である第1層目の造形層30Aを造形するときには、造形層30Aのすべての造形領域の下面は粉体20に接することになる。
第2層目の造形層30Bは、積層方向において、造形層30Aとすべて重複する。言い換えれば、造形層30Bを連続する積層方向で隣り合う造形層30A上に投影したときに、造形層30Bが造形層30A内にすべて含まれる。したがって、造形層30Bの造形領域の下面は粉体20に接する領域がないことになる。
第3層目の造形層30Cは、積層方向において、造形層30Bと重なる造形領域の下面は粉体20に接しないが、積層方向において、造形層30Bに重ならない造形領域30Caの下面は粉体20に接することになる。
第4層目の造形層30Dは、積層方向において、造形層30Cと重なる造形領域の下面は粉体20に接しないが、積層方向において、造形層30Cに重ならない造形領域30Daの下面は粉体20に接することになる。
そこで、本実施形態では、図9に示すように、第1層目の造形層30Aの下方に粉体20を介して立体造形物300から分離可能な犠牲造形物(これを「犠牲層」という。)33Aを形成している。
同様に、第3層目の造形層30Cの造形領域30Caの下方に粉体20を介して立体造形物300から分離可能な犠牲層33Cを形成している。
同様に、第4層目の造形層30Dの造形領域30Daの下方に粉体20を介して立体造形物300から分離可能な犠牲層33Dを形成している。
このように、層状造形物である造形層30の造形領域の下面が粉体20に接して形成されるとき、下面が粉体20に接して形成される造形領域の下方に、粉体20を介して、立体造形物300と離間し、立体造形物300と分離可能な犠牲造形物である犠牲層33(33A〜33D)を形成する。
次に、図8の立体造形物の造形過程について図10ないし図12を参照して説明する。図10ないし図12は同説明に供する造形槽部分の説明図であり、粉体供給や造形液の吐出に係わる部分は省略している。
まず、図10(a)に示すように、造形槽22に粉体20を敷き詰めた状態で、造形液を吐出して、犠牲層33Aを形成(造形)する。
その後、図10(b)に示すように、造形ステージ24を下降させ、犠牲層33A上に粉体20を供給して平坦化し、造形層30Aを形成する粉体層31を形成する。このとき、造形層30Aを形成する粉体層31と犠牲層33Aとの間には粉体20が介在させる。
そして、図10(c)に示すように、造形液を吐出して、第1層目の造形層30Aを形成するとともに、第3層目の造形層30Cの造形領域30Caの下方に粉体20を介して配置する犠牲層33Cを形成する。このとき、造形層30Aの下方には粉体20を介して犠牲層33Aが配置される。
次いで、図11(a)に示すように、造形ステージ24を下降させ、造形層30A及び犠牲層33C上に粉体20を供給して平坦化し、造形層30Bを形成する粉体層31を形成する。
そして、図11(b)に示すように、造形液を吐出して、第2層目の造形層30Bを形成するとともに、第4層目の造形層30Dの造形領域30Daの下方に粉体20を介して配置する犠牲層33Dを形成する。
次いで、図11(c)に示すように、造形ステージ24を下降させ、造形層30B及び犠牲層33D上に粉体20を供給して平坦化し、造形層30Cを形成する粉体層31を形成する。
そして、図12(a)に示すように、造形液を吐出して、第3層目の造形層30Cを形成する。このとき、造形層30Cの造形領域30Caの下方には粉体20を介して犠牲層33Cが配置される。
次いで、図12(b)に示すように、造形ステージ24を下降させ、造形層30C上に粉体20を供給して平坦化し、造形層30Dを形成する粉体層31を形成する。
そして、図12(c)に示すように、造形液を吐出して、第4層目の造形層30Dを形成する。このとき、造形層30Dの造形領域30Daの下方には粉体20を介して犠牲層33Dが配置される。
このように、造形層の下面が粉体に接して形成される造形領域の下方に、粉体を介して犠牲層を配置することで、犠牲層と造形層との間に介在される粉体の摩擦力が高くなり、犠牲層上の粉体上の粉体層に造形層を形成するとき、粉体の凝集が緩和される。
これにより、粉体の凝集による平面性(平坦性)の低下が低減するので、立体造形物の下面の平坦性が向上する。
なお、ここでは、分かり易くするために犠牲層33の厚みを粉体層31の厚みとしているが、犠牲層33の厚みは造形層30の厚み(粉体層31の厚み)より薄くても良い。つまり、犠牲造形物(犠牲層)を形成するときの単位面積当たりの造形液の吐出量が、層状造形物(造形層)を形成するときの単位面積当たりの造形液の吐出量より少ない構成とすることもできる。
このようにすれば、犠牲層33を造形するために使用する造形液の消費量が少なくなり、造形液の無駄な消費量を抑えることができる。
次に、本発明に係るプログラムによって動作される造形データ作成装置のコンピュータよる造形データの作成処理の第1例について図13のフロー図を参照して説明する。
まず、与えられた三次元データを基にして所定の積層ピッチ(粉体層31の厚さΔt1)に対応した各層の造形層を形成するためのスライスデータを取得する。このスライスデータに含まれる造形層部分のデータを造形データと称することとする。
そして、第n層目と第(n−1)層目の各スライスデータを比較し、積層方向において、第n層目に第(n−1)層目と重ならない造形領域、すなわち、下面が粉体と接することになる造形領域(これを「非重複領域」又は「張り出し部」という。)が存在するか否かを判別する。
なお、第n層目が最下層(第1層目)であるときには、第(n−1)層目がないので、一義的に非重複領域が存在しないものとして処理する。
ここで、第n層目に非重複領域があるときには、第n層目の非重複領域の造形データ(非重複領域データ)と第(n−2)層目の造形データとで積層方向で重なる部分があるか否かを判別する。
このとき、第n層目の非重複領域データと第(n−2)層目の造形データとで積層方向で重なる部分があるときには、第n層目の非重複領域データを第(n−2)層目の造形データと重ならないデータに修正する。
その後、また、第n層目の非重複領域データと第(n−2)層目の造形データとで積層方向で重なる部分がないときにはそのまま、第n層目の非重複領域データを、犠牲層を造形する犠牲層データとして、第(n−2)層目のスライスデータに追加する。
なお、前述したように、第n層目が最下層(第1層目)であるときには、第(n−1)層目、第(n−2)層目がないので、一義的に、第n層目の造形データがそのまま非重複領域データとなり、これが犠牲層データとなる。
したがって、第(n−2)層目に相当する位置であって、第n層目の造形データの真下に、第n層目の造形データを犠牲層データとして配置し、かつ、第(n−1)層目に相当する位置に粉体層を形成するスライスデータを追加することになる。
一方、第n層目に非重複領域がないときには、第(n−2)層目のスライスデータの修正、追加を行わない。
その後、すべてのスライスデータを再統合して、立体造形装置601に転送する。
このように、造形する立体物のスライスデータから、第(n−1)層目と第n層目のスライスデータを重ねあわせ、第n層目の造形領域に非重複領域が存在する場合には、非重複領域データを犠牲層データとして第(n−2)層目のスライスデータに追加する。
このとき、犠牲層データは、非重複領域データをそのまま追加するのではなく、非重複領域データと第(n−2)層目の造形データとの間に余白部分が生じるように修正して追加される。これにより、犠牲層33は、積層方向と直交する方向において、造形層30から離間して形成される。
また、積層方向で隣り合う造形データと重ならないように、第(n−2)層目に追加することで、犠牲層と非重複領域との間に積層ピッチ分だけ隙間を設けるように作成される。
また、非重複領域データが第(n−2)層目の造形データと重なる場合には、造形データと重なる部分のデータを削除修正し、削除修正した非重複領域データを犠牲層データとする。
これにより、犠牲層は造形物とxyzの全方向に対して所定の隙間を空けて造形されることになる。
なお、本実施形態では、積層方向において、犠牲層と造形層とは粉体層1層分のピッチで話しているが、粉体層2層分以上とすることもできる。ただし、粉体の過度の凝集を抑えるためには粉体層1層分とすることがより効果的である。
次に、具体的な犠牲層データの追加方法の異なる例について図14及び図15を参照して説明する。
図14に示す第1例では、第n層目の造形データ700、第(n−1)層目の造形データ701、第(n−2)層目の造形データ702が積層されるものとする。ここで、第(n−1)層目の造形データ701と第(n−2)層目の造形データ702とは同じであり、第n層目の造形データ700は第(n−1)層目の造形データ701よりもX方向に大きいとする。
したがって、第n層目の造形データ700には、第(n−1)層目の造形データ701と共に図示する非重複領域データ703が含まれることになる。
この非重複領域データ703をそのまま犠牲層データとして第(n−2)層目に追加すると、第(n−2)層目の造形層と犠牲層が一体化することになる。
そこで、非重複領域データ703は、第(n−2)層目の造形データ702との間にX方向で余白704が生じるように修正する。
また、非重複領域データ703は、Y方向の幅を第(n−2)層目の造形データよりも広く修正する。これにより、立体造形物を構成する造形層との判別が容易になる。
そして、このようにして修正した非重複領域データ703を犠牲層データ705として、第(n−2)層目のスライスデータに追加する。
図15に示す第2例では、第n層目の造形データ700、第(n−1)層目の造形データ701、第(n−2)層目の造形データ702が積層されるものとする。ここで、第(n−1)層目の造形データ701は第(n−2)層目の造形データ702よりもX方向に小さく、第n層目の造形データ700は第(n−1)層目の造形データ701よりもX方向に大きいとする。
したがって、第n層目の造形データ700には、第(n−1)層目の造形データ701と共に図示する非重複領域データ703が含まれることになる。
この非重複領域データ703の内の領域データ703aは、第(n−2)層目の造形データ702と積層方向で重複しているので、非重複領域データ703をそのまま犠牲層データとして第(n−2)層目に追加すると、第(n−2)層目の造形層と犠牲層が一体化することになる。
そこで、非重複領域データ703のうちの領域データ703aを削除し、かつ、第(n−2)層目の造形データ702との間にX方向で余白704が生じるように修正する。
また、非重複領域データ703は、Y方向の幅を第(n−2)層目の造形データよりも広く修正する。
そして、このようにして修正した非重複領域データ703を犠牲層データ705として、第(n−2)層目のスライスデータに追加する。
次に、立体造形物からの粉体除去方法について図16及び図17を参照して説明する。図16は本発明に係る立体造形法で造形した立体造形物からの粉体除去方法の説明に供する説明図、図17は比較例に係る立体造形法で造形した立体造形物からの粉体除去方法の説明に供する説明図である。
まず、比較例においては、図17(a)に示すように、犠牲層を形成しないで立体造形物300を造形している。
ここで、造形液を積層される粉体層に吐出して付着させたとき、造形液はX、Y、Zの全方向に対して浸透する。第(n−1)層目に造形層(造形液付着領域)が存在しない場合、第n層目に造形液を吐出させると、粉体間の付着力や摩擦係数よりも、液架橋力が強く働くため、粉体が凝集する。
さらに、造形層を積層して行くにつれ、造形液が造形層内を伝いながら浸透するため、造形層の下面に存在する粉体が滲み出た造形液によって立体造形物300に付着し、図17(b)に示すように、立体造形物300は余剰粉体20Aを多く付着したまま取り出される。
したがって、立体造形物300の下面は、粉体の凝集により、上面や側面よりも平坦性が低下し、また造形終了後においても余剰粉体を除去するために多くの時間を要することになる。
これに対し、本発明では、図16(a)に示すように、犠牲層33を形成しながら立体造形物300を造形している。
つまり、前述したように、第(n−1)層目の造形層がない状態で第n層目に造形液を吐出する場合には、第(n−2)層目には犠牲層33が立体造形物300を構成する造形層と共に造形される。
第(n−2)層目に犠牲層33が造形されている場合、第n層目に造形液を吐出したとき、第(n−1)層目の粉体と第(n−2)層目の犠牲層33との間の摩擦力が高くなり、第(n−1)層目の粉体が動き難くいため、液架橋力による凝集を緩和することができる。
造形層を積層して行くにつれ、造形液が造形層内を伝いながら浸透するため、第(n−1)層の粉体上にも造形液は滲み出すが、粉体の単位体積当りに存在する造形液の量が、吐出付着された部分の量に比べて少ないため、造形層と犠牲層間の結着力が弱くなる。
したがって、立体造形物300を取り出すとき、立体造形物300の下面には余剰粉体20Aが付着した状態で取り出されるが、犠牲層33ごと立体造形物300から剥離することができる。
これにより、立体造形物300の下面は、比較例に比べて平坦性が向上し、造形終了後においては、余剰粉体20Aを犠牲層33ごと剥離除去できるので、立体造形物300から余剰粉体20Aを簡単に除去することができる。
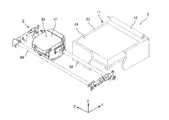
次に、立体造形装置の第2例について図17及び図18を参照して説明する。図17は同装置の平面説明図、図18は同じく造形の流れと共に説明する造形部の断面説明図である。
この立体造形装置は、粉体積層造形装置であり、前述した第1例の立体造形装置と同様に、粉体(粉末)が結合された層状造形物である造形層30が形成される造形部1と、造形部1の層状に敷き詰められた粉体層31に造形液10を吐出して立体造形物を造形する造形ユニット5とを備えている。
造形部1は造形槽22のみを有し、粉体供給装置から造形槽22に粉体供給する構成としている。
造形ユニット5は、液体吐出ユニット50がガイド部材54、55でX方向(主走査方向)に往復移動可能に支持されている。
なお、その他の構成は前記第1例の立体造形装置と同様である。
この立体造形装置では、図23(a)に示すように、造形槽22の造形ステージ24上に供給された粉体20に液体吐出ユニット50のヘッド52から造形液10の液滴を吐出して造形層30を形成する。
このとき、液体吐出ユニット50をX方向に移動させて1スキャン分(1走査領域分)の造形を行いながら粉体後供給部80から粉体20を少なくとも造形液10が付着した領域に供給する。
その後、造形ユニット5を副走査方向(Y1方向)に1スキャン分移動させ、次の1走査領域分の造形を行うことを繰り返して、1層分の造形層30を造形する。なお、1層分の造形層30を造形後に造形ユニット5は図23(b)に示すように副走査方向上流側まで戻される。
その後、この造形層30上に次の造形層30を形成するために造形槽22の造形ステージ24を1層分の厚み分だけ矢印Z2方向に下降させる。
次いで、図23(b)に示すように、造形槽22に粉体供給装置から粉体20を供給する。そして、平坦化ローラ12を回転しながら造形槽22の造形ステージ24のステージ面に沿ってY2方向に移動させ、造形ステージ24の造形層30上で所定の厚さになる粉体層31を形成する(平坦化)。
そして、液体吐出ユニット50のヘッド52から造形液10の液滴を吐出して次の造形層30を形成する。
このように、粉体層31の形成と造形液10の吐出による粉体20の固化とを繰り返して造形層30を順次積層して立体造形物を造形する。
この立体造形装置によって立体造形物を形成するときも、本発明の立体造形方法を適用して、下面が粉体層に接する造形領域の下方に、粉体を介在させて犠牲層を形成した状態で造形層を形成する。
次に、本発明に係るプログラムによって動作される造形データ作成装置のコンピュータよる造形データの作成処理の第2例について図20のフロー図を参照して説明する。
ここでは、与えられた三次元データを基にして所定の積層ピッチ(粉体層31の厚さΔt1)に対応した各層の造形層を形成するためのスライスデータを取得する。このスライスデータに含まれる造形層部分のデータを造形データと称する。
まず、積層方向において連続する2つの層である第n層目と第(n−1)層目の各スライスデータを比較する。そして、積層方向において、上側の第n層目に、下側の第(n−1)層目と重ならない、すなわち、下側が粉体と接する(下側の第(n−1)層の造形層が存在しない)ことになる造形領域(本例では「張り出し部」という。)が存在するか否かを判別する。
ここで、第n層目に張り出し部があるときには、第n層目の張り出し部の造形データ(張り出し部データ)を抽出する。そして、当該抽出された張り出し部データが第(n−m)層目(ただし、2≦m≦k、m,kは予め定めた2以上の整数)の造形データの一部と積層方向で重なるか否かを判別する。
このとき、第n層目の張り出し部データが第(n−m)層目の造形データの一部と積層方向で重ならなければ、犠牲層を造形する犠牲層データを第(n−k)層目から第(n−2)層目のスライスデータに追加する。
これに対し、第n層目の張り出し部データが第(n−m)層目の造形データの一部と積層方向で重なるときには、張り出し部データが第(n−m)層目の造形データと重ならないように張り出し部データを修正する。
そして、修正された第(n−m)層目の張り出し部データが、第(n−m−1)層目の造形データの一部と積層方向で重なるか否かを判別する。
このとき、第(n−m)層目の修正された張り出し部データが、第(n−m−1)層目の造形データの一部と積層方向で重ならないときには、犠牲層を造形する犠牲層データを、第(n−k)層目から第(n−2)層目のスライスデータに追加する。
これに対し、第(n−m)層目の修正された張り出し部データが、第(n−m−1)層目の造形データの一部と積層方向で重なるときには、第(n−m)層目の修正された張り出し部データが第(n−m−1)層目の造形データと重ならないように張り出し部データを修正する。
つまり、張り出し部データを犠牲層データとして、張り出し部を抽出した層より下側に2層以上離れた連続する複数の層のデータに追加し、追加した犠牲層データを、当該層が接する下側の層の造形層の造形データと重ならないデータとする処理を行う。なお、前記第1例のように、張り出し部を抽出した層より下側に2層離れた1の層のデータに追加する処理を行うこともできる。
その後、犠牲層を造形する犠牲層データを、第(n−k)層目から第(n−2)層目のスライスデータに追加する。
一方、第n層目に張り出し部がないときには、第(n−k)層目から第(n−2)層目のスライスデータの修正、追加を行わない。
その後、すべてのスライスデータを再統合して、立体造形装置601に転送する。
なお、犠牲層は造形物とxyzの全方向に対して所定の隙間、例えば解像度の1ピクセル以上の余白を空けて造形される。例えば、スライスデータに犠牲層データを統合するときに、当該層の造形データに対して1ピクセル以上の余白を持たせて統合する。
次に、上記第2例による具体的な複数層の犠牲層データ作成プロセスについて図21及び図22を参照して説明する。
ここでは、図21に示すように、第(n−7)層目から第n層目までに造形する造形層30に対応する造形データ807〜800がスライスデータに含まれる。また、ここでは、5層の犠牲層データを作成する(前述した「k」を5とする。)。
まず、図22(a)に示すように、第n層目と第n−1層目の各造形データ800と801とを比較(照合)することで、造形データ800が造形データ801に重複していない張り出し部データ800aが取得される。
この場合、第(n−1)層目のスライスデータに示すように、張り出し部データ800aを造形データ801に対して余白810をおいた位置に展開したデータを張り出し部データ(犠牲層データ)811とする。
この取得された張り出し部データ(犠牲層データ)811を、図22(b)に示すように、一度、第(n−2)層目から第(n−6)層目のスライスデータに犠牲層データ811a〜811eとして挿入する。
そして、図22(c)に示すように、第(n−2)層目から第(n−6)層目の造形データ803〜807と挿入された犠牲層データ811a〜811eが重なる場合には、その重複部分を犠牲層データ811a〜811eから除外する。
こうして修正された犠牲層データ811を、図22(c)に矢印で示すように、1つ下の層(第(n−m−1)層)のスライスデータのうちの造形データと積層方向で重複するか判別する。
この例では、第(n−3)層目から第(n−5)層の犠牲層データ811b〜811dが、一つ下の層のスライスデータの造形データ804〜807と重複している。このように1つ下の層のスライスデータの造形データと犠牲層データが重複すると、造形層30と犠牲層33との間に1層分の隙間を確保することができない。
そこで、図22(d)に示すように、1つ下の層のスライスデータの造形データとの重複部分を更に除外して、最終的な犠牲層データ811a〜811dを得る。
次に、本発明に係るプログラムによって動作される造形データ作成装置のコンピュータよる造形データの作成処理の第3例について図23のフロー図を参照して説明する。
本例においては、上記第2例において、犠牲層を造形する犠牲層データを、第(n−k)層目から第(n−2)層目のスライスデータに追加する前に、犠牲層データを細線状のパターンのデータに変換した後、当該細線状のパターンデータからなる犠牲層データをスライスデータに追加する。
このように、犠牲層を細線状のパターンで造形することによって犠牲層の反りが低減する。
この犠牲層となる細線状のパターンの一例について図24を参照して説明する。図24は造形槽に形成した造形層及び犠牲層の一例の平面説明図である。
粉体層31に液体を吐出して造形物(造形層や犠牲層)を形成するとき、面積の大きな造形物は、液体の付着、乾燥で発生する粉体の凝集によって、造形物の最外周から上方向に向かって反りが生じる。
この反りの傾向は造形物の造形データの面積によって程度が異なり、面積が小さい方が反りは小さくなる。
そこで、上記第3例のように、犠牲層33を解像度の少なくとも1ピクセル以上の太さを有する細線状のパターンで構成する。
これにより、犠牲層33の反りは細線1本1本に分散されるため、犠牲層33の面積が大きくなっても反りが低減される。そして、反りが低減されることで、本来求められている粉体の摩擦力向上も保持できる。
次に、細線状のパターンで構成した犠牲層パターンの異なる例について図25を参照して説明する。図25は犠牲層パターンの異なる例の平面説明図である。
図25(a)は縦線ないし横線のパターン、同(b)は斜め線のパターン、(c)、(d)は格子状のパターン、(e)は斜め格子状のパターン、(f)はハーリキンチェックのパターンの例である。その他、例えば波紋状等のパターンとすることもできる。
複数層の犠牲層を造形するとき、各犠牲層のパターンは単一のパターンを用いても良いし、複数のパターンを組み合わせてもよい。この場合、複数のパターンを組み合わせることで、z方向(積層方向)に連続して液体が吐出されることを防ぐことができ、犠牲層の強度を調整でき、また、反りを低減できる。