JP6885153B2 - 溶接構造部材 - Google Patents
溶接構造部材 Download PDFInfo
- Publication number
- JP6885153B2 JP6885153B2 JP2017067914A JP2017067914A JP6885153B2 JP 6885153 B2 JP6885153 B2 JP 6885153B2 JP 2017067914 A JP2017067914 A JP 2017067914A JP 2017067914 A JP2017067914 A JP 2017067914A JP 6885153 B2 JP6885153 B2 JP 6885153B2
- Authority
- JP
- Japan
- Prior art keywords
- bead
- abutting surface
- auxiliary
- base member
- welded structural
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Description
前記ベース部材の前記平面に突き当てられた突き当て面、並びに前記突き当て面から前記平面に交差する方向に延びる互いに平行な第1面および第2面を有する第2板状部を含み、かつ金属からなる接合部材と、
前記突き当て面の前記第1面側の縁部に沿って延び、かつ前記ベース部材の前記平面と前記接合部材とを接合する溶接ビードと、
前記ベース部材の前記平面上に形成され、かつ前記溶接ビードに対して略平行に延びる補助ビードと、を備え、
前記接合部材の前記突き当て面、前記溶接ビードおよび前記補助ビードを、前記ベース部材の前記平面に対して垂直な方向に投影した場合に、
前記溶接ビードの延伸方向における前記突き当て面の端部を基準として、該端部から前記延伸方向に見て前記突き当て面が存在する方向を後方、その逆方向を前方とし、
前記溶接ビードは、前記突き当て面の前記端部よりも前方に突出しており、
前記補助ビードの後端は、前記突き当て面の前記端部よりも後方に4.0mmの位置よりも前方に位置し、かつ前記端部よりも前方に14.0mmの位置よりも後方に位置し、
前記補助ビードの前端は、前記突き当て面の前記端部よりも前方に位置し、
前記溶接ビードの延伸方向に直交する方向における前記補助ビードと前記突き当て面の前記第1面側の縁部との距離は、16.0mm以上39.0mm以下である、溶接構造部材。
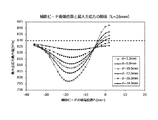
本発明者らは、溶接構造部材の疲労強度を向上させるために、種々の検討を行なった。具体的には、溶接構造部材の解析モデルを作成してFEM解析を行なうことによって、溶接構造部材の疲労強度についての検討を行なった。
厚み:2.6mm
上下方向(第2方向D2)の長さ:50mm
左右方向(第1方向D1)の長さ:300mm
前後方向(第1方向D1および第2方向D2に直交する方向)の長さ:150mm
穴12b,12cの中心間距離:230mm
穴12a,12dの中心間距離:230mm
穴12f,12gの中心間距離:230mm
穴12e,12hの中心間距離:230mm
穴12b,12aの中心間距離:100mm
穴12c,12dの中心間距離:100mm
上面13から穴12f,12g,12e,12hの中心までの上下方向の距離:25mm
ヤング率:210000MPa
ポアソン比:0.3
厚み:2.6mm
上下方向の長さ:80mm
左右方向の長さ:70mm
前後方向の長さ:80mm
穴14aの位置:側壁部15aの中央
穴14bの位置:側壁部15bの中央
ヤング率:210000MPa
ポアソン比:0.3
幅W(図2参照):4.3mm
上下方向の長さ:5mm
接合部材の前端部から前方へ突出する部分の長さLB(図2参照):13.7mm
ヤング率:210000MPa
ポアソン比:0.3
幅(左右方向の長さ):6mm
高さ(上下方向の長さ):2mm
前後方向の長さL:14.0mm、20.0mm、26.0mm、32.0mm
距離d:5.3mm、8mm、10mm、12mm、16mm、24mm
ヤング率:210000MPa
ポアソン比:0.3
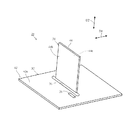
以下、本発明の実施形態に係る溶接構造部材について図面を用いて説明する。図8は、本発明の一実施形態に係る溶接構造部材を示す斜視図である。
12,32 ベース部材
14,34 接合部材
16,36 溶接ビード
20,38,38a 補助ビード
30,30a,30b 溶接構造部材
Claims (4)
- 平面を有する第1板状部を含み、かつ金属からなるベース部材と、
前記ベース部材の前記平面に突き当てられた突き当て面、並びに前記突き当て面から前記平面に交差する方向に延びる互いに平行な第1面および第2面を有する第2板状部を含み、かつ金属からなる接合部材と、
前記突き当て面の前記第1面側の縁部に沿って延び、かつ前記ベース部材の前記平面と前記接合部材とを接合する溶接ビードと、
前記ベース部材の前記平面上に形成され、かつ前記溶接ビードに対して略平行に延びる補助ビードと、を備え、
前記接合部材の前記突き当て面、前記溶接ビードおよび前記補助ビードを、前記ベース部材の前記平面に対して垂直な方向に投影した場合に、
前記溶接ビードの延伸方向における前記突き当て面の端部を基準として、該端部から前記延伸方向に見て前記突き当て面が存在する方向を後方、その逆方向を前方とし、
前記溶接ビードは、前記突き当て面の前記端部よりも前方に突出しており、
前記補助ビードの後端は、前記突き当て面の前記端部よりも後方に4.0mmの位置よりも前方に位置し、かつ前記端部よりも前方に14.0mmの位置よりも後方に位置し、
前記補助ビードの前端は、前記突き当て面の前記端部よりも前方に位置し、
前記溶接ビードの延伸方向に直交する方向における前記補助ビードと前記突き当て面の前記第1面側の縁部との距離は、16.0mm以上39.0mm以下である、溶接構造部材。 - 前記補助ビードの前後方向における長さは、14.0mm以上である、請求項1に記載の溶接構造部材。
- 前記溶接ビードの延伸方向に直交する方向における前記補助ビードと前記突き当て面の前記第1面側の縁部との前記距離は、24.0mm以上である、請求項1または2に記載の溶接構造部材。
- 前記第2板状部の厚みは、0.8mm以上4.5mm以下である、請求項1から3のいずれかに記載の溶接構造部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017067914A JP6885153B2 (ja) | 2017-03-30 | 2017-03-30 | 溶接構造部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017067914A JP6885153B2 (ja) | 2017-03-30 | 2017-03-30 | 溶接構造部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018167305A JP2018167305A (ja) | 2018-11-01 |
| JP6885153B2 true JP6885153B2 (ja) | 2021-06-09 |
Family
ID=64019681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017067914A Active JP6885153B2 (ja) | 2017-03-30 | 2017-03-30 | 溶接構造部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6885153B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6939585B2 (ja) * | 2018-01-11 | 2021-09-22 | 日本製鉄株式会社 | 溶接構造部材 |
| JP7252456B2 (ja) * | 2019-06-26 | 2023-04-05 | 日本製鉄株式会社 | 溶接構造部材 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08118012A (ja) * | 1994-10-31 | 1996-05-14 | Mitsubishi Heavy Ind Ltd | 疲労き裂発生防止法 |
| JPH08155635A (ja) * | 1994-12-06 | 1996-06-18 | Nippon Steel Corp | 疲労特性に優れた構造用鋼回し溶接継手およびその溶接方法 |
| JPH0939829A (ja) * | 1995-07-28 | 1997-02-10 | Toyota Motor Corp | 溶接部の応力緩和構造 |
| US10688580B2 (en) * | 2014-10-03 | 2020-06-23 | Nippon Steel Corporation | Welded structure member and manufacturing method thereof |
| JP6575405B2 (ja) * | 2015-03-18 | 2019-09-18 | 日本製鉄株式会社 | 溶接構造部材 |
-
2017
- 2017-03-30 JP JP2017067914A patent/JP6885153B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018167305A (ja) | 2018-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6885153B2 (ja) | 溶接構造部材 | |
| JP2017159896A (ja) | 車両用構造部材 | |
| JP6344478B2 (ja) | 溶接構造部材及びその製造方法 | |
| JP2017159894A (ja) | 車両用構造部材 | |
| JP2017159895A (ja) | 車両用構造部材 | |
| JP2019073152A (ja) | サイドレールおよびサイドレールの製造方法 | |
| JP6544446B2 (ja) | 重ね溶接継手の疲労強度向上方法、重ね溶接継手の製造方法および重ね溶接継手 | |
| JP6988589B2 (ja) | 溶接構造部材 | |
| JP6988645B2 (ja) | 溶接構造部材 | |
| BR112019019903A2 (pt) | viga de eixo dianteiro e método de produção da mesma | |
| JP6939585B2 (ja) | 溶接構造部材 | |
| JP7081430B2 (ja) | 溶接構造部材 | |
| WO2015182401A1 (ja) | 骨格構造体及びその製造方法 | |
| JP6575405B2 (ja) | 溶接構造部材 | |
| JP6132152B2 (ja) | 車体前部の構造 | |
| JP7252456B2 (ja) | 溶接構造部材 | |
| JP2014237406A (ja) | リアピラー構造 | |
| JP2003261072A (ja) | 車両骨格部材構造 | |
| JP6680444B2 (ja) | リアサイドメンバの補強構造 | |
| CN213008376U (zh) | 车身结构 | |
| JP6802543B2 (ja) | 自動車の前部車体構造 | |
| JP6863218B2 (ja) | サスペンションアームの溶接方法 | |
| JP2017081489A (ja) | 車両構造体 | |
| JP6688546B2 (ja) | 燃料タンクの取付構造 | |
| JP2024081317A (ja) | 車両のフロア構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201014 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210413 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210426 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6885153 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |