JP6789055B2 - 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 - Google Patents
硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 Download PDFInfo
- Publication number
- JP6789055B2 JP6789055B2 JP2016196590A JP2016196590A JP6789055B2 JP 6789055 B2 JP6789055 B2 JP 6789055B2 JP 2016196590 A JP2016196590 A JP 2016196590A JP 2016196590 A JP2016196590 A JP 2016196590A JP 6789055 B2 JP6789055 B2 JP 6789055B2
- Authority
- JP
- Japan
- Prior art keywords
- hard film
- atomic ratio
- film
- base material
- hard
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 239000000463 material Substances 0.000 claims description 86
- 239000013078 crystal Substances 0.000 claims description 74
- 229910052757 nitrogen Inorganic materials 0.000 claims description 44
- 229910052760 oxygen Inorganic materials 0.000 claims description 39
- 229910052796 boron Inorganic materials 0.000 claims description 38
- 229910052799 carbon Inorganic materials 0.000 claims description 36
- 229910052804 chromium Inorganic materials 0.000 claims description 31
- 229910052782 aluminium Inorganic materials 0.000 claims description 30
- 239000000203 mixture Substances 0.000 claims description 24
- 238000002441 X-ray diffraction Methods 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 13
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 claims description 11
- 235000002639 sodium chloride Nutrition 0.000 claims description 11
- 239000011780 sodium chloride Substances 0.000 claims description 11
- 238000000576 coating method Methods 0.000 claims description 10
- 239000011248 coating agent Substances 0.000 claims description 9
- 238000001704 evaporation Methods 0.000 claims description 6
- 239000007888 film coating Substances 0.000 claims description 4
- 238000009501 film coating Methods 0.000 claims description 4
- 238000005520 cutting process Methods 0.000 description 18
- 230000015572 biosynthetic process Effects 0.000 description 14
- 239000007789 gas Substances 0.000 description 13
- 239000002245 particle Substances 0.000 description 13
- 238000004544 sputter deposition Methods 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 230000003628 erosive effect Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 150000002500 ions Chemical class 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 238000005240 physical vapour deposition Methods 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 102100025490 Slit homolog 1 protein Human genes 0.000 description 2
- 101710123186 Slit homolog 1 protein Proteins 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical compound FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 238000007733 ion plating Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- 229910015900 BF3 Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- MXRIRQGCELJRSN-UHFFFAOYSA-N O.O.O.[Al] Chemical compound O.O.O.[Al] MXRIRQGCELJRSN-UHFFFAOYSA-N 0.000 description 1
- 229910010037 TiAlN Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- -1 cemented carbide Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 230000005596 ionic collisions Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000013077 target material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
- Drilling Tools (AREA)
Description
[硬質皮膜被覆部材]
まず、本発明の実施形態1に係る硬質皮膜被覆部材であるインサート10について、図1及び図2を参照して説明する。図1は、インサート10の全体構造を模式的に示す斜視図である。図2は、インサート10により被削材100を切削加工する様子を模式的に示す図である。なお、本発明の硬質皮膜被覆部材は、以下に説明するインサート10などの旋削加工用切削工具以外にも、例えばドリルなどの穴あけ加工用切削工具、タップなどのネジ切り加工用切削工具、エンドミルなどの転削加工用切削工具又はブレードなどの切断加工用切削工具などの種々の切削工具に適用することができる。
次に、本実施形態に係る硬質皮膜20について、図3を参照して説明する。図3は、インサート10における基材11及び硬質皮膜20を含む厚さ方向の断面構造を部分的に示している。硬質皮膜20は、例えばアークイオンプレーティング(AIP)やスパッタリングなどの物理蒸着法(PVD)により、基材11の表面に耐摩耗層として形成されている。硬質皮膜20は、少なくともAl、Cr及びNの元素を含有し、その組成式がAlmCr1−mN1−x−y−zCxByOzのように表される。この組成式において、「m」はAl,Crの合計に対するAlの原子比を示す。「1−m」は、Al,Crの合計に対するCrの原子比を示す。「1−x−y−z」は、N,C,B,Oの合計に対するNの原子比を示す。「x」は、N,C,B,Oの合計に対するCの原子比を示す。「y」は、N,C,B,Oの合計に対するBの原子比を示す。「z」は、N,C,B,Oの合計に対するOの原子比を示す。
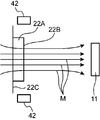
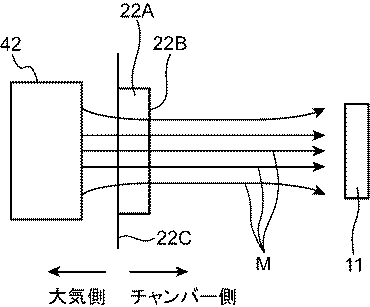
次に、上記硬質皮膜20の製造方法について、図4のフローチャートに沿って説明する。図5は、硬質皮膜20の成膜に使用される成膜装置2を平面視した模式図である。まず、成膜装置2の構成について、図5を主に参照して説明する。
次に、本発明の実施形態2に係る硬質皮膜被覆部材である金型50について、図9を参照して説明する。図9は、金型50において被プレス部材である鋼板60が設置された状態を示している。
次に、本発明のその他実施形態について説明する。
[硬質皮膜の成膜]
まず、Al含有量(原子比)が異なる種々のターゲット22Aを準備し、且つ、基材11に印加されるバイアス電圧(基材バイアス)Vを変化させて硬質皮膜20の成膜を行った。ターゲット22AのAl原子比m及び基材バイアスVの条件は、下記の表1(No.1〜25)に示す通りである。また成膜には、図5〜図7を参照して説明した成膜装置2を使用した。
成膜後の硬質皮膜20について、ナノインデンターを用いて硬さH(GPa)及びヤング率E(GPa)を測定し、H/Eの値を算出した。
各サンプルについて、基材11上に形成された硬質皮膜20の結晶性を、X線回折(CuKα線、40kV−40mA、θ−2θ、発散スリット1°、発散縦制限スリット10mm、散乱スリット1°、受光スリット0.15mm、モノクロ受光スリット0.8mm)により調査した。硬質皮膜20における立方晶(111)面に基づくピークは、X線回折パターンにおいて回折角度(2θ)が38°付近(36〜39°)に観測された。このピークの存在により、立方晶の生成を確認した。また当該ピークの半値幅(FWHM:Full Width Half Maximum)を計算により算出した。また回折角度59°付近において六方晶由来の(110)面に基づくピークが認められた場合は、皮膜が完全に六方晶化していると判断した。下記の表1において、完全な六方晶化が認められた場合には、「hcp(hexagonal close−packed)」の欄に「×」印を付している。また、立方晶(111)面に基づくピークの位置及び半値幅(FWHM)により、シュラーの式(t=λ/Bcosθ)を用いて、結晶子サイズt(Å)を算出した。λはX線の波長(Å)、Bは半値幅(ラジアン)、θはピーク位置2θ(ラジアン)をそれぞれ示す。
MSE(Micro Slurry−Jet Erosion)試験により、硬質皮膜20の耐摩耗性を確認した。硬質皮膜20を超硬合金製の基材11上に成膜した各サンプルについて、MSE試験によりエロージョン率を測定し、耐摩耗性を評価した。MSE試験は、#8000(平均粒径1.2μm)の不定形アルミナ粒子を含有するスラリー(3mass%)を使用し、投射距離10mm、投射角度90°、投射圧力0.390MPa(±0.002以内)の条件で行った。そして、一定時間スラリーを投射し、触針式粗さ計を用いて投射痕を測定することでエロージョン深さを求め、エロージョン率(μm/min)を算出した。エロージョン率が3.0×10−2μm/min以下のものを合格とした。
上記試験の結果、H/Eが0.050未満のサンプルではエロージョン率が3.0×10−2μm/minを超えたのに対し、H/Eが0.050以上0.058未満で且つ硬さHが20GPa以上のサンプルではいずれもエロージョン率が3.0×10−2μm/min以下となり、耐摩耗性が向上することが分かった。
C,B,Oの元素を含有する硬質皮膜20を成膜した点以外は、上記実施例1と同様である。上記実施例1において、成膜中の窒素ガスに、メタン(CH4)ガス、酸素(O)ガスを導入することにより、皮膜内にC、Oを添加した。またホウ素(B)は、ターゲット22Aに入れることにより添加した。Al含有量は71at%とし、基材11に印加するバイアス電圧は−200Vとした。硬質皮膜20の各評価方法は、上記実施例1と同様にした。試験結果を下記の表2に示す。また表2のNo.1の結果を図8のグラフ中の丸印により示す。
11,55,58 基材
20,56,57 硬質皮膜
24 ステージ
22A ターゲット
50 金型(硬質皮膜被覆部材)
M 磁場
Claims (5)
- Al、Cr及びNを含有する硬質皮膜であって、
AlmCr1−mN1−x−y−zCxByOzの組成式からなり、
前記組成式において、mはAl、Crの合計に対するAlの原子比、1−mはAl、Crの合計に対するCrの原子比、1−x−y−zはN、C、B、Oの合計に対するNの原子比、xはN、C、B、Oの合計に対するCの原子比、yはN、C、B、Oの合計に対するBの原子比、zはN、C、B、Oの合計に対するOの原子比をそれぞれ示し、
0.71<m≦0.85の関係式が満たされており、
x=0であり、
前記硬質皮膜の硬さをH(GPa)、前記硬質皮膜のヤング率をE(GPa)としたときに、ヤング率に対する硬さの比であるH/Eが0.050以上0.058未満であり且つHが20GPa以上であり、
立方晶岩塩型の結晶構造を有し、
CuKα線を用いたX線回折測定において、前記立方晶岩塩型の結晶構造の(111)面に基づくピークの半値幅が0.25°以上1.00°以下であることを特徴とする、硬質皮膜。 - Bの原子比yが0.01≦y≦0.10の関係式を満たすことを特徴とする、請求項1に記載の硬質皮膜。
- Oの原子比zが0<z<0.10の関係式を満たすことを特徴とする、請求項1又は2に記載の硬質皮膜。
- 基材と、
前記基材の表面に形成された請求項1〜3の何れか1項に記載の硬質皮膜と、を備えた、硬質皮膜被覆部材。 - AlmCr1−mN1−x−y−zCxByOzの組成式からなる硬質皮膜を基材の表面に形成する硬質皮膜の製造方法であって、
前記組成式において、mはAl、Crの合計に対するAlの原子比、1−mはAl、Crの合計に対するCrの原子比、1−x−y−zはN、C、B、Oの合計に対するNの原子比、xはN、C、B、Oの合計に対するCの原子比、yはN、C、B、Oの合計に対するBの原子比、zはN、C、B、Oの合計に対するOの原子比をそれぞれ示し、0.71<m≦0.85の関係式が満たされており、x=0であり、
前記基材をステージ上に設置する工程と、
前記硬質皮膜の成分組成を有するターゲットを設置する工程と、
前記ターゲットを蒸発させることにより、前記基材の表面に前記硬質皮膜を成膜する工程と、を備え、
前記硬質皮膜を成膜する工程では、前記ステージから前記基材に印加するバイアス電圧Vが、−316≦V≦−1429m+940.3、の関係式を満たすように、前記基材にバイアス電圧を印加しつつ前記硬質皮膜を成膜し、
前記硬質皮膜を成膜する工程では、立方晶岩塩型の結晶構造を有し、CuKα線を用いたX線回折測定において、前記立方晶岩塩型の結晶構造の(111)面に基づくピークの半値幅が0.25°以上1.00°以下である前記硬質皮膜を成膜し、
前記硬質皮膜を成膜する工程において、前記ターゲットの放電面に対して垂直な方向に磁場を発生させることを特徴とする、硬質皮膜の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016196590A JP6789055B2 (ja) | 2016-10-04 | 2016-10-04 | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 |
| PCT/JP2017/009922 WO2017163972A1 (ja) | 2016-03-25 | 2017-03-13 | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 |
| TW106109570A TW201804017A (zh) | 2016-03-25 | 2017-03-22 | 硬質膜、硬質膜覆蓋構件及硬質膜之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016196590A JP6789055B2 (ja) | 2016-10-04 | 2016-10-04 | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018059146A JP2018059146A (ja) | 2018-04-12 |
| JP6789055B2 true JP6789055B2 (ja) | 2020-11-25 |
Family
ID=61908329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016196590A Expired - Fee Related JP6789055B2 (ja) | 2016-03-25 | 2016-10-04 | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6789055B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7247452B2 (ja) * | 2019-03-25 | 2023-03-29 | 株式会社Moldino | 被覆工具 |
| DE102019130940A1 (de) * | 2019-10-25 | 2021-04-29 | Gühring KG | Verfahren zur Herstellung einer Wendeschneidplatte sowie ein zerspanendes Werkzeug |
| JP7431946B2 (ja) * | 2020-03-27 | 2024-02-15 | 京セラ株式会社 | 被覆工具 |
| EP4389329A1 (en) | 2021-08-19 | 2024-06-26 | MOLDINO Tool Engineering, Ltd. | Coated tool |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4112836B2 (ja) * | 2001-06-19 | 2008-07-02 | 株式会社神戸製鋼所 | 切削工具用硬質皮膜を形成するためのターゲット |
| EP1627094B1 (de) * | 2003-04-28 | 2018-10-24 | Oerlikon Surface Solutions AG, Pfäffikon | Werkstück mit alcr-haltiger hartstoffschicht |
| JP2005344148A (ja) * | 2004-06-01 | 2005-12-15 | Sumitomo Electric Ind Ltd | 耐摩耗性被膜およびこれを用いた表面被覆切削工具 |
| WO2012173236A1 (ja) * | 2011-06-17 | 2012-12-20 | 株式会社神戸製鋼所 | 硬質皮膜被覆部材 |
| JP6011249B2 (ja) * | 2012-10-31 | 2016-10-19 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
-
2016
- 2016-10-04 JP JP2016196590A patent/JP6789055B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018059146A (ja) | 2018-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5187570B2 (ja) | 硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 | |
| JP6268530B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| WO2017163972A1 (ja) | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 | |
| JP6789055B2 (ja) | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 | |
| WO2014084338A1 (ja) | 表面被覆切削工具 | |
| JP2011189419A (ja) | 耐摩耗性に優れた被覆工具 | |
| JP2008188734A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| US20240227041A1 (en) | Coated tool | |
| JP2007203447A (ja) | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP2017172022A (ja) | 硬質皮膜、硬質皮膜被覆部材及び硬質皮膜の製造方法 | |
| JP2011156637A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5326707B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP2010000570A (ja) | 硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 | |
| WO2021167087A1 (ja) | 被覆工具 | |
| JP2016036873A (ja) | 耐摩耗性にすぐれた表面被覆切削工具 | |
| JP5560513B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2010207921A (ja) | すぐれた切屑排出性を示す表面被覆切削工具 | |
| JP4811787B2 (ja) | 硬質被覆層の改質κ型酸化アルミニウム層が優れた粒界面強度を有する表面被覆サーメット製切削工具 | |
| JP2006289586A (ja) | 硬質被覆層が高速断続切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具 | |
| JP5240665B2 (ja) | すぐれた切屑排出性を示す表面被覆切削工具 | |
| JP2011235414A (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP5428569B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP5239324B2 (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5370919B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP5229487B2 (ja) | すぐれた切屑排出性を示す表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6789055 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |