WO2014084338A1 - 表面被覆切削工具 - Google Patents
表面被覆切削工具 Download PDFInfo
- Publication number
- WO2014084338A1 WO2014084338A1 PCT/JP2013/082152 JP2013082152W WO2014084338A1 WO 2014084338 A1 WO2014084338 A1 WO 2014084338A1 JP 2013082152 W JP2013082152 W JP 2013082152W WO 2014084338 A1 WO2014084338 A1 WO 2014084338A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hard coating
- coating layer
- crystal grains
- layer
- diffraction
- Prior art date
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
Definitions
- the present invention relates to a surface-coated cutting tool having a hard coating layer with excellent wear resistance, and more particularly to a high-speed interrupted turning of high hardness steel such as carbon steel, stainless steel, alloy steel, etc.
- the present invention relates to a surface-coated cutting tool (hereinafter referred to as a coated tool) that exhibits excellent cutting performance over a long period of time.
- a coated tool a surface-coated cutting tool that exhibits excellent cutting performance over a long period of time.
- coated tools are used for inserts that are detachably attached to the tip of a cutting tool for turning and planing various materials such as steel and cast iron, and drilling and cutting of materials
- a cutting tool for turning and planing various materials such as steel and cast iron, and drilling and cutting of materials
- drills and miniature drills and also solid type end mills used for facing, grooving and shouldering of work materials.
- solid type end mills used for facing, grooving and shouldering of work materials.
- an insert-type end mill is known, in which an insert is detachably attached and cutting is performed similarly to a solid type end mill.
- the coated tools it has a hard coating layer including a plurality of layers deposited by CVD (chemical vapor deposition), and the outer layer is made of Ti 1 -xAl x N, Ti 1 -x Al x C, and And / or Ti 1-x Al x CN (0.65 ⁇ x ⁇ 0.9, preferably 0.7 ⁇ x ⁇ 0.9), the outer layer is between 100 to 1100 MPa, preferably 400 to 800 MPa Coated tools that exhibit excellent heat resistance and cyclic fatigue strength by having a structure in which the TiCN layer or the Al 2 O 3 layer is disposed under the outer layer, which has a compressive stress between (See Patent Document 1).
- CVD chemical vapor deposition
- the outermost layer has a
- Total film thickness of abrasion resistant layer and outermost layer 0.5 ⁇ m or more and 15.0 ⁇ m or less
- Film thickness of outermost layer A coated tool satisfying a condition of 0.1 ⁇ m or more and 5.0 ⁇ m or less is known (See Patent Document 2).
- Another coated tool is a coated tool in which a hard coated layer of (Al, Ti) N is vapor-deposited on the surface of a tool base made of a tungsten carbide based cemented carbide sintered body.
- the layer is formed as an alternate laminated structure of thin layers A made of granular crystals (Al, Ti) N and thin layers B made of columnar crystals (Al, Ti) N, and thin layers A and B each have 0.
- a layer thickness of 05 to 2 ⁇ m and further, the grain size of granular crystals is 30 nm or less, and the grain size of columnar crystals is 50 to 500 nm, it is excellent in high speed interrupted cutting of high hardness steel.
- a coated tool that exhibits excellent wear resistance is known (see Patent Document 3).
- the present invention is provided with a hard coating layer which exhibits excellent cutting performance in intermittent cutting of high hardness steels such as stainless steel and alloy steel, and has a longer service life than conventionally coated tools.
- the purpose is to provide a tool.
- the inventors of the present invention have a hard coating layer that exhibits excellent oxidation resistance and fracture resistance, particularly in intermittent cutting of stainless steel and alloy steel, from the viewpoint described above, and also has excellent impact resistance. And as a result of conducting researches focusing on the hard coating layer of the conventional coated tool in order to develop a coated tool exhibiting abrasion resistance, the following findings were obtained.
- ZnS type wurtzite
- the orientation of crystal grains can be controlled by temporal operation.
- the (Al, Ti) N layer having a rock salt type crystal structure has high hardness.
- the crystal grains can be oriented in the lower order surface direction in a specific direction. Thereby, the adhesion between the (Al, Ti) N crystal grains having a rock salt type crystal structure and the (Al, Ti) N crystal grains having a wurtzite crystal structure is improved, and the characteristics of both crystal grains are improved. Together, excellent film properties are exhibited.
- (G) The hard coating layer satisfying the conditions (a) to (f) is difficult to self-destruct the hard coating layer even if the compressive residual stress is increased, and as a result, the compactness of the hard coating layer is improved. Tool life can be extended.
- a surface-coated cutting tool in which a hard coating layer is vapor-deposited on the surface of a tool base made of a tungsten carbide based cemented carbide sintered body (A)
- the composition of the hard coating layer is represented by the composition formula: (Al x Ti 1 -x ) N (0.5 ⁇ x ⁇ 0.8), and the average layer thickness of the hard coating layer is 0.5 ⁇ m.
- the hard coating layer is composed of crystal grains having an average particle diameter of 5 nm to 50 nm, (C) In the crystal grains, cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are mixed, and (D) ⁇ 200 ⁇ of the cubic crystal grains and ⁇ 11-20 ⁇ of the hexagonal crystal grains are oriented perpendicularly to the surface of the tool substrate, A surface coated cutting tool characterized in that.
- the composition of the hard coating layer is represented by the composition formula: (Al x Ti 1 -x ) N (0.6 ⁇ x ⁇ 0.8), and the average layer thickness of the hard coating layer is 0.5 ⁇ m.
- the surface-coated cutting tool according to (1) wherein a compressive residual stress of the hard coating layer is 8 GPa or more and 12 GPa or less.
- the upper layer of is formed,
- the surface coating cutting tool as described in (7) characterized by the above-mentioned.
- the hard coating layer is deposited on a tool substrate by an ion plating method using a pressure gradient plasma gun, and a pulse-controlled bias voltage is applied to the tool substrate during deposition. Is preferred. Further, in the surface-coated cutting tool according to the present invention, the hard coating layer is formed by vapor deposition on a tool substrate by an ion plating method using a pressure gradient plasma gun, and a bias voltage pulse-controlled to the tool substrate at the time of vapor deposition. It is more preferable to apply a DC bias voltage.
- the surface-coated cutting tool is a surface-coated cutting tool in which a hard coating layer is formed by vapor deposition on the surface of a tool base made of a tungsten carbide-based cemented carbide sintered body.
- the composition of the hard coating layer is represented by the composition formula: (Al x Ti 1 -x ) N (0.5 ⁇ x ⁇ 0.8), and the average layer thickness of the hard coating layer is 0. 5 ⁇ m or more and 7.0 ⁇ m or less.
- the hard coating layer is composed of fine crystal grains having an average particle diameter of 5 nm to 50 nm.
- the hard covering layer cubic crystal grains showing a rock salt type structure and hexagonal crystal grains showing a wurtzite type structure are mixed.
- the ⁇ 200 ⁇ of the cubic crystal grains are oriented perpendicularly to the surface of the tool substrate, and the ⁇ 11-20 ⁇ of the hexagonal crystal grains are oriented perpendicularly to the surface of the tool substrate.
- the surface-coated cutting tool is a surface-coated cutting tool in which a hard coating layer is formed by vapor deposition on the surface of a tool base made of a tungsten carbide-based cemented carbide sintered body.
- the composition of the hard coating layer is represented by the composition formula: (Al x Ti 1 -x ) N (0.6 ⁇ x ⁇ 0.8), and the average layer thickness of the hard coating layer is 0. It is 5 micrometers or more and 5.0 micrometers or less.
- the hard coating layer is composed of fine crystal grains having an average particle diameter of 5 nm to 50 nm.
- the hard coating layer cubic crystal grains showing a rock salt type structure and hexagonal crystal grains showing a wurtzite type structure are mixed.
- the ⁇ 200 ⁇ of the cubic crystal grains are oriented perpendicularly to the surface of the tool substrate, and the ⁇ 11-20 ⁇ of the hexagonal crystal grains are oriented perpendicularly to the surface of the tool substrate.
- the compressive residual stress of the hard coating layer is 8 to 12 GPa.
- FIG. 2 is a schematic view of an ion plating apparatus using a pressure gradient Ar plasma gun, which is used to deposit a hard coating layer on a tool substrate surface. It is a cross-sectional schematic diagram of the coating tool which concerns on 1 aspect of this invention, and is a cross-sectional schematic diagram of the coating tool in which the hard coating layer was formed. It is a cross-sectional schematic diagram of a coated tool concerning one mode of the present invention, and is a cross-sectional schematic diagram of a coated tool which formed an upper layer in the upper layer of a hard coating layer, and formed a lower layer in the lower layer of a hard coating layer. It is a transmission electron microscope picture of the section of the covering tool concerning one mode of the present invention.
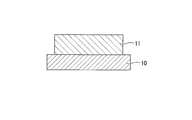
- FIG. 2A is a schematic cross-sectional view of a coated tool having a hard coating layer formed thereon.
- the coated tool of the present embodiment mainly includes a tool base 10 made of a tungsten carbide based cemented carbide sintered body and a hard coating layer 11 formed by vapor deposition on the surface thereof.
- the composition of the hard coating layer 11 is represented by the composition formula: (Al x Ti 1 -x ) N (0.5 ⁇ x ⁇ 0.8), and the average layer thickness of the hard coating layer 11 is 0.5 ⁇ m to 7.0 ⁇ m. It is below.
- the reason why the content ratio x of Al with respect to the total amount of Al and Ti in (Al x Ti 1 -x ) N is 0.5 or more and 0.8 or less will be described.
- the composition is (Al x Ti 1 -x ) N (0.5 ⁇ x ⁇ ) by switching ON and OFF of the negative voltage of the pulse bias voltage applied to the tool base 10 at a predetermined duty ratio.
- the structure of the hard covering layer 11, which is a composite nitride film of 0.8) is reproduced as a structure in which cubic crystal grains having a rock salt type crystal structure and hexagonal crystal grains having a wurtzite crystal structure coexist It is possible to control sexually.
- the average layer thickness of the hard coating layer 11 is set to 0.5 ⁇ m or more and 7.0 ⁇ m or less, chipping of the film generated by thickening can be prevented, and desired abrasion resistance can be exhibited.
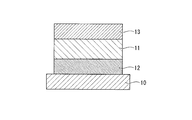
- FIG. 2B forms the upper layer 13 on the upper layer (the outermost layer of the coated tool) of the hard coated layer 11 and forms the lower layer 12 on the lower layer of the hard coated layer 11 (between the hard coated layer 11 and the tool base 10). It is a cross-sectional schematic diagram of the coated tool. As shown in FIG. 2B, it is preferable to form a predetermined upper layer 13 or lower layer 12 in the upper or lower layer of the hard covering layer 11. Although the hard coating layer 11 exhibits excellent properties by itself, forming the upper layer 13 or the lower layer 12 can further improve the cutting performance of the coated tool. In particular, by providing the lower layer 12, it is possible to improve the abrasion resistance of the coating provided on the tool base 10 (the hard coating layer and the upper layer formed on the tool base 10, and the film composed of the lower layer). it can.
- the hard coating layer 11 of the present embodiment has the following structure, and therefore exhibits excellent cutting performance.
- most of ⁇ 200 ⁇ of cubic crystal grains are oriented perpendicularly to the surface of the tool base 10, and most of ⁇ 11-20 ⁇ of hexagonal crystal grains are the tool base 10 Oriented perpendicular to the surface of the.
- a unique grain structure is formed that is oriented in the direction of the lower surface while having a fine grain structure, so it exhibits even better abrasion resistance and fracture resistance.
- the hard coating layer 11 has high wear resistance due to the effect of Al to improve high temperature hardness and heat resistance.
- the hard coating layer 11 exhibits excellent wear resistance.
- an area occupied by cubic crystal grains having a rock salt structure and an area occupied by hexagonal crystal grains having a wurtzite structure The total is preferably 70% or more of the area of the entire cross section.
- the hard covering layer 11 is composed only of cubic crystal grains having a rock salt structure, hexagonal crystal grains having a wurtzite structure, and crystal grain boundaries of these crystal grains. preferable. With such a configuration, the above-described wear resistance and fracture resistance are sufficiently exhibited. Conventionally, in a fine grain structure in which grains having a rock salt structure and grains having a wurtzite structure are mixed, since these grains are randomly oriented, many random grain boundaries are formed. Since the bonding strength between the crystal grains is weakened, the particles are easily dropped by impact. As a result, it has been difficult to secure performance sufficient for practical use as a hard coating layer for tools.
- the crystal grains having the rock salt type structure and the crystal grains having the wurtzite type structure have predetermined orientation, so that a hard coating layer for a tool is obtained. Sufficient abrasion resistance and chipping resistance can be ensured. That is, since many of the crystal grains have a predetermined orientation, even in the case where adjacent crystal grains have different crystal structures, the anisotropy in the crystal grain boundaries of these crystal grains is relaxed. Then, in this predetermined orientation, ⁇ 200 ⁇ of the cubic crystal grains and ⁇ 11-20 ⁇ of the hexagonal crystal grains are oriented so as to be perpendicular to the surface of the tool base 10.
- the atomic arrangement of ⁇ 10-10 ⁇ perpendicular to ⁇ 11-20 ⁇ in the crystal plane of wurtzite structure and ⁇ 011 ⁇ perpendicular to ⁇ 200 ⁇ in crystal plane of rock salt structure Since the atomic arrangement has a structure close to each other, many low energy crystal grain boundaries with high consistency are formed, and the bonding strength between the crystal grains is enhanced, and as a result, the fracture resistance as a whole of the film is improved. Do. Of the area occupied by cubic crystal grains having a rock salt structure in the cross section (see FIG.
- the area of the cubic system crystal grain in which is oriented is 50% or more and 100% or less, and more preferably 80% or more and 100% or less.
- the area occupied by the hexagonal crystal grains having the wurtzite structure in the cross section of the hard covering layer 11 ⁇ 11-20 ⁇ is oriented within 15 degrees from the direction perpendicular to the surface of the tool base 10
- the area of hexagonal crystal grains is preferably 50% or more and 100% or less, and more preferably 80% or more and 100% or less.
- the average grain size of the fine crystal grains constituting the hard coating layer 11 is 5 nm or more and 50 nm or less. Thereby, the hardness and defect resistance of a hard coating layer can be improved. If the average particle size is less than 5 nm, the crystal grains are too fine, so the properties as nitride crystals are weakened and the hardness of the hard coating layer is reduced. On the other hand, if the average particle size exceeds 50 nm, the crystal grains become too coarse, and desired defect resistance can not be obtained.
- the average aspect ratio of the fine crystal grains ie, the average aspect ratio
- the average aspect ratio of the fine crystal grains is more preferably 3 or less.
- the average grain size and the average aspect ratio of the fine crystal grains were calculated as follows. First, cross-sectional observation is performed with a transmission electron microscope in a field of view magnified several tens to hundreds of thousands (for example, 20,000).
- FIG. 3A is a transmission electron micrograph of the cross section in the present embodiment.
- the cross section observed by the transmission electron microscope is a cut surface obtained by cutting the tool base 10 and the hard coating layer 11 by a plane including a direction perpendicular to the surface of the tool base 10 as shown in FIG. 3A.
- the vertical direction of the line indicating the surface of the tool base 10 in the observed cross section is referred to as the film thickness direction
- the direction perpendicular to the observed cross section is referred to as the cross sectional direction.
- the range over which the crystal grain size and aspect ratio are measured by a transmission electron microscope in this cross section is determined based on the average layer thickness previously determined in the observation by a scanning electron microscope.
- the average layer thickness is determined by measuring the layer thicknesses at a plurality of points in this cross section and calculating the average.
- a line segment in the film thickness direction equal to the average layer thickness length starting from an arbitrary point on the surface of the tool base 10 is determined, and several microns (for example 5 ⁇ m) perpendicular to the film thickness direction having the same start point
- a rectangular area of average layer thickness x several microns consisting of line segments of) is taken as a measurement range.
- the grain size and aspect ratio are measured for all grains in the measurement range.
- the line segment indicating the maximum length of each crystal grain is taken as the major axis (grain length), and the line segment indicating the maximum width of crystal grains in the direction perpendicular to the major axis is measured as the minor axis (grain width).
- the average value of the major axis and minor axis is defined as the crystal grain size, and the value obtained by dividing the major axis value by the minor axis value is defined as the aspect ratio. And let the average value of the crystal grain size and aspect ratio of all the crystal grains in a measurement range be an average particle size and an average aspect ratio, respectively.
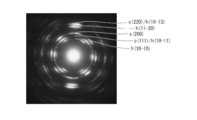
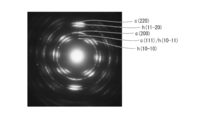
- FIG. 3B is an electron beam diffraction pattern obtained by irradiating the cross section of the hard coating layer 11 with an electron beam. Such electron diffraction patterns are observed using a transmission electron microscope (TEM). A sample of a thin film whose observation surface is the cross section shown in FIG. 3A is prepared, and in a region of this sample, for example, in a region surrounded by a dotted line in FIG. By irradiating an electron beam corresponding to a layer thickness of 11, an electron beam diffraction pattern shown in FIG. 3B is obtained.
- TEM transmission electron microscope
- the irradiation axis O of the electron beam is the direction perpendicular to the paper surface of the electron beam diffraction pattern of FIG. 3B (FIG. 4 or FIG. 5B). Since the hard covering layer 11 is formed in a state in which cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are mixed, in FIG. 3B, the rock salt structure is formed.
- c (hkl) shows a diffraction pattern of (hkl) derived from a rock salt type structure
- h (hkil) shows a diffraction pattern of (hkil) derived from a wurtzite type structure
- c (200) is a diffraction pattern derived from (200) of cubic crystal grains having a rock salt structure
- h (11-20) is a (11) of hexagonal crystal grains having a wurtzite structure
- 20 is a diffraction pattern derived from -20).
- FIG. 3B (200 of the cubic crystal grains
- the diffraction pattern derived from) and the diffraction pattern derived from (11-20) of hexagonal crystal grains are both observed as arcs rather than perfect circular rings.
- FIG. 4 is a view for explaining how to measure the angle in the electron beam diffraction pattern of FIG. 3B. As shown in FIG.
- the angular width (central angle) of the diffraction arc is ⁇
- the angular widths ⁇ of the diffraction circular arcs be 60 degrees or less.
- Such an electron diffraction pattern is a cubic crystal grain in which ⁇ 200 ⁇ is oriented within a range of 15 degrees or less from a specific direction and ⁇ 11-20 ⁇ in a specific direction in the entire hard coating layer 11 It is observed when the volume fraction with hexagonal crystal grains oriented in the range of 15 degrees or less is high.
- ⁇ 10-10 ⁇ perpendicular to ⁇ 11-20 ⁇ in the wurtzite structure and ⁇ 011 ⁇ perpendicular to ⁇ 200 ⁇ in the rock salt structure are oriented substantially parallel to each other, and the crystals are as described above
- the bond strength between grains is high.
- the fracture resistance and the abrasion resistance of the hard coating layer 11 can be improved.
- the angular width ⁇ exceeds 60 degrees, the desired orientation can not be obtained, so it is difficult and not preferable to sufficiently improve the chipping resistance and the wear resistance.
- the angle ⁇ (where ⁇ ⁇ 90 °) between the line C) and the surface S of the tool base 10 in the electron beam diffraction pattern is preferably 75 degrees or more.
- Such an electron diffraction pattern shows cubic crystal grains having an angle of 75 degrees or more and 90 degrees or less between ⁇ 200 ⁇ and the surface of tool base 10, ⁇ 11-20 ⁇ and the surface of tool base 10 It is observed when the volume ratio of the hard coating layer 11 as a whole with hexagonal crystal grains having an angle of 75 degrees or more and 90 degrees or less is high. In this case, the wear resistance of the hard coating layer 11 can be improved.
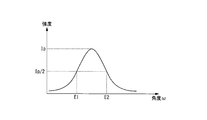
- FIG. 5A is a view for explaining the intensity profile in the electron beam diffraction pattern
- FIG. 5B is a view for explaining the angle ⁇ in the electron beam diffraction pattern.
- the diffraction ring is a complement of the diffraction arc around the irradiation axis O of the electron beam in FIG. 5B.
- the intensity values of the diffraction line on the circumference of the ring are plotted in a graph in which the vertical axis is the intensity and the horizontal axis is the angle ⁇ to create an intensity profile.
- FIG. 5A is the intensity profile of the particular arc created in this way.
- the angle ⁇ at which the intensity is half the maximum value Ip is the first end E1 and the second end E2 of the diffraction arc, respectively.
- the angle between the straight line L1 connecting the irradiation axis O of the electron beam and the first end E1 and the straight line L2 connecting the irradiation axis O of the electron beam and the second end E2 is defined as the angular width ⁇ of the diffraction arc. .
- the position at which the bisector C of the angle formed by the straight line L1 and the straight line L2 intersects the diffraction arc is determined as the midpoint of the opening angle of the diffraction arc.
- the hard coating layer 11 has sufficient abrasion resistance. If this value is less than 0.3, the desired phase resistance can not be obtained because cubic grains having a rock salt type structure, which is a hard phase, are relatively small.
- the diffraction pattern taken into the computer is converted into a digital image of gray scale and the electron beam diffraction pattern is displayed.
- the gray scale values of the respective diffraction arcs on a straight line drawn in the direction perpendicular to the surface S of the tool base 10 from the irradiation axis O of the electron beam may be used as the diffraction intensities Ic and Ih.
- the intensity profile in FIG. 5A described above is determined for the (200) diffraction arc and the (11-20) diffraction arc in the vicinity of the direction perpendicular to the surface S of the tool base 10, and the peak areas of the respective diffraction lines are Ic, respectively. It may be Ih.
- the imaging conditions such as the imaging time of the electron beam diffraction pattern so that a part of the diffraction ring is not saturated, but the imaging conditions are adjusted on the device of each transmission electron microscope It is possible.
- the hard coating layer of the present embodiment is formed as a fine mixed phase structure of the crystal grains having the rock salt type crystal structure and the crystal grains having the wurtzite crystal structure.
- the resistance and chipping resistance will be higher than before.
- ⁇ 200 ⁇ of cubic crystal grains is oriented perpendicularly to the surface of the tool substrate, and ⁇ 11-20 ⁇ of hexagonal crystal grains is oriented perpendicularly to the surface of the tool substrate. Since the anisotropy is alleviated, chipping resistance and wear resistance are improved.
- (F) Lower layer and upper layer of hard coating layer As described above, it is preferable to form the lower layer 12 in the lower layer of the hard covering layer 11 or the upper layer 13 in the upper layer of the hard covering layer 11.
- a TiN layer is formed as the lower layer 12
- the adhesion strength between the tool base 10 and the hard coating layer 11 is improved.
- a wear resistant layer such as (Ti, Al) N, Ti (C, N), (Al, Ti) N, etc. is formed as the lower layer 12 or the upper layer 13, the wear resistance of the film is further improved.
- TiN or CrN is coated on the hard coating layer 11 as the upper layer 13, the cutting resistance of the film is reduced, and chipping of the film and generation of cutting heat can be suppressed.
- the average layer thickness of the upper layer 13 is preferably 0.1 ⁇ m or more and 0.3 ⁇ m or less, and the average layer thickness of the lower layer 12 is preferably 0.5 ⁇ m or more and 1.5 ⁇ m or less. If the average layer thickness of the upper layer 13 and the lower layer 12 is in this range, the above-mentioned cutting performance can be further improved.
- FIG. 1 is a schematic view of an ion plating apparatus 100 used to deposit a hard coating layer 11 on a tool substrate 10.
- the ion plating apparatus 100 includes a housing 101, two plasma guns 111 and 112, two hearths 121 and 122, a tool base holder 130, a heater 140, an assist plasma gun 153, and a power supply 160.
- the housing 101 forms a deposition chamber in which deposition is performed.
- two reaction gas inlets 151 and 152 for introducing a reaction gas into the deposition chamber, and a not-shown outlet for discharging the gas after reaction out of the housing are included in the housing 101. It is provided to communicate the inside and the outside of the Between the reaction gas inlets 151 and 152 and the side wall of the housing 101, hearths 121 and 122 for containing a deposition material are respectively provided. On the upper side of the hearth 121, 122 (upper side in FIG. 1) and on the side wall of the housing 101, pressure gradient type plasma guns 111, 112 for irradiating the hearth 121, 122 with the plasma 50 are provided.
- the gun 111, the hearth 122 and the plasma gun 112 are connected to a common power source.
- An assist plasma gun 153 for irradiating plasma separately from the plasma guns 111 and 112 is provided between the reaction gas inlets 151 and 152.
- a tool base holder 130 is provided on the upper surface side of the housing.
- the tool base holder 130 includes a main shaft 131 electrically connected to a power source 160 installed outside the housing, and a holding portion 132 extending in a direction perpendicular to the main shaft 131 for holding the tool base 10.
- the main shaft 131 is rotatably mounted on the upper surface of the housing 101 so as to be rotatable about an axis R perpendicular to the bottom surface of the housing 101 on which the hearth 121, 122 is mounted.
- the holding portion 132 is an axis perpendicular to the main shaft 131 (housing 101 Is attached to the main shaft 131 so as to be rotatable about an axis parallel to the bottom surface of the main shaft.
- a heater 140 for heating the tool base 10 is provided between the tool base holder 130 and the side wall of the housing 101.
- FIG. 1 shows an example in which a plurality of inserts are mounted on the tool base holder 130 as the tool base 10.
- the tool base 10 is mounted on the holding portion 132 of the tool base holder 130 in a dried state, and Ti and Al as evaporation sources 21 and 22 are installed on the hearth 121 and 122, respectively.
- the deposition chamber is made ready to start deposition. Specifically, nitrogen gas is introduced as a reaction gas from the reaction gas inlets 151 and 152 into the housing 101 (vapor deposition chamber), and the tool substrate 10 is heated to a predetermined temperature by the heater 140. At this time, the pressure in the housing 101 is kept constant.
- the main shaft 131 of the tool base holder 130 rotates around an axis perpendicular to the bottom of the housing 101 (arrow A).
- the holder 132 is rotated about an axis parallel to the bottom surface of the housing 101 (arrow B).
- a bias voltage is applied to the tool base 10 from the power supply 160 through the tool base holder 130.
- discharge gas is supplied from the plasma guns 111 and 112 into the deposition chamber and power is applied to the plasma guns 111 and 112, and plasma from the plasma gun 111 to Ti in the hearth 121 and plasma from Al in the hearth 122 to plasma in the hearth 122.
- Ti and Al are evaporated and ionized.
- plasma is irradiated from the assist plasma gun 153 toward the upper side of the housing, and Ti + ions, Al + ions, and nitrogen gas are reacted and deposited on the tool substrate 10 while being reacted.
- the vapor deposition is terminated.
- the bias voltage applied to the tool base 10 during deposition is a pulse bias voltage
- the frequency at which each ion collides with the tool base 10 changes.
- the hard coating layer deposited on the surface of the tool base 10 is formed as a mixed phase structure in which cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are mixed. Ru.
- the duty ratio of ON and OFF of the pulse bias voltage the abundance ratio of cubic crystal grains to hexagonal crystal grains can be adjusted.
- cubic crystal grains and hexagonal crystal grains can be oriented in a specific lower order surface direction. Further, by forming the hard coating layer by the ion plating apparatus 100 using such a pressure gradient type plasma and a method using the same, it is easy to form a hard coating layer having a relatively uniform layer thickness.
- the coated tool of the present embodiment mainly includes a tool base 10 made of a tungsten carbide-based cemented carbide sintered body and a hard coating layer 11 formed by vapor deposition on the surface thereof.
- the composition of the hard coating layer 11 is represented by the composition formula: (Al x Ti 1 -x ) N (0.6 ⁇ x ⁇ 0.8), and the average layer thickness of the hard coating layer 11 is 0 .5 ⁇ m or more and 5.0 ⁇ m or less.
- the compressive residual stress of the hard coating layer 11 is 8 GPa or more and 12 GPa or less.
- the other configuration is the same as that of the first embodiment, so the description thereof is omitted, and the same portion as the first embodiment will be described below.
- the reason why the content ratio x of Al to the total amount of Al and Ti in (Al x Ti 1 -x ) N is set to 0.6 or more and 0.8 or less will be described.
- the composition is (Al x Ti 1 -x ) N (0.6 ⁇ x ⁇ ) by switching ON and OFF of the negative voltage of the pulse bias voltage applied to the tool base 10 at a predetermined duty ratio.
- the structure of the hard covering layer 11, which is a composite nitride film of 0.8) is reproduced as a structure in which cubic crystal grains having a rock salt type crystal structure and hexagonal crystal grains having a wurtzite crystal structure coexist It is possible to control sexually.
- the average layer thickness of the hard coating layer 11 to 0.5 ⁇ m or more and 7.0 ⁇ m or less, chipping of the film generated by thickening can be prevented, and an effect of exerting desired abrasion resistance can be obtained.
- the content ratio x of Al to the total amount of Al and Ti is 0.6 ⁇ x ⁇ 0.8, and the average layer thickness is 0.5 ⁇ m or more and 7.0 ⁇ m or less.
- the action of is more pronounced than in the first embodiment.
- hard coating layer 11 most of ⁇ 200 ⁇ of cubic crystal grains are oriented perpendicularly to the surface of tool base 10, and most of ⁇ 11-20 ⁇ of hexagonal crystal grains are perpendicular to the surface of tool base 10 It is oriented to In such a hard coating layer 11, a unique grain structure is formed that is oriented in the direction of the lower surface while having a fine grain structure, so it exhibits even better abrasion resistance and fracture resistance. .
- the hard coating layer 11 has high wear resistance due to the effect of Al to improve high-temperature hardness and heat resistance. Demonstrate.
- the hard coating layer 11 exhibits excellent wear resistance.
- an area occupied by cubic crystal grains having a rock salt structure and an area occupied by hexagonal crystal grains having a wurtzite structure The total is preferably 70% or more of the area of the entire cross section.
- the hard covering layer 11 is composed only of cubic crystal grains having a rock salt structure, hexagonal crystal grains having a wurtzite structure, and crystal grain boundaries.
- the above-described wear resistance and fracture resistance are sufficiently exhibited.
- the crystal grains having the rock salt type structure and the crystal grains having the wurtzite type structure have predetermined orientation, so that a hard coating layer for a tool is obtained. Sufficient abrasion resistance and chipping resistance can be ensured.
- the atomic arrangement of ⁇ 10-10 ⁇ perpendicular to ⁇ 11-20 ⁇ in the crystal plane of wurtzite structure and ⁇ 011 ⁇ perpendicular to ⁇ 200 ⁇ in crystal plane of rock salt structure Since the atomic arrangement has a structure close to each other, many low energy crystal grain boundaries with high consistency are formed, and the bonding strength between the crystal grains is enhanced, and as a result, the fracture resistance as a whole of the film is improved. Do.
- the area of crystallographic crystal grains is preferably 50% or more and 100% or less, and more preferably 80% or more and 100% or less.
- ⁇ 11-20 ⁇ is oriented within 15 degrees from the direction perpendicular to the surface of the tool base 10
- the area of hexagonal crystal grains is preferably 50% or more and 100% or less, and more preferably 80% or more and 100% or less.
- the compressive residual stress of the hard coating layer 11 is 8 GPa or more and 12 GPa or less. Thereby, since the denseness of the hard coating layer 11 can be improved, even when a crack is generated in the hard coating layer, the crack is difficult to progress and the wear resistance and the fracture resistance can be improved. As a result, the tool life can be extended.
- the hard coating layer 11 of the present embodiment has the above-described configuration, and in particular, the content ratio x of Al to the total amount of Al and Ti is 0.6 ⁇ x ⁇ 0.8, and the average layer thickness is 0.5 ⁇ m.
- the hard coating layer 11 Since the thickness is 7.0 ⁇ m or less, even if the residual compressive stress of the hard coating layer 11 is set higher than that of the conventional hard coating layer, the hard coating layer 11 does not self-destruct. Specifically, in the conventional hard coating layer, the residual compressive stress is limited to 5 to 6 GPa, whereas the residual compressive stress according to the present embodiment can be 8 GPa to 12 GPa. Below 8 GPa, the value of compressive residual stress decreases and the desired abrasion resistance can not be obtained. On the other hand, when it exceeds 12 GPa, the value of compressive residual stress becomes too large, and even if the crystal grains have high bonding strength, it leads to the self-destruction of the hard coating layer 11, and the desired fracture resistance can not be obtained. .
- the compressive residual stress of the hard coating layer 11 is preferably 8 to 12 GPa.
- the compressive residual stress of the hard coating layer 11 is given as follows. That is, the composition is (Al x Ti 1 -x ) N (0 ... ) By switching ON and OFF of the negative voltage of the pulse bias voltage applied to the tool base 10 during deposition as described above at a predetermined duty ratio.
- the crystal structure of the hard covering layer 11, which is a composite nitride film of 6 ⁇ x ⁇ 0.8, has cubic crystal grains having a rock salt type crystal structure and hexagonal crystal grains having a wurtzite crystal structure. Control to coexist structure. At this time, a DC (direct current) negative voltage is applied as a bias voltage simultaneously with the pulse bias voltage.
- the bias voltage applied to the tool base 10 is a pulse bias voltage that alternately applies a high voltage and a low voltage.
- the deposited crystal grains are struck by Ti + ions and Al + ions, and the collision energy is accumulated in the deposited layer, whereby compressive residual stress is applied to the hard coating layer.
- the residual compressive stress is measured by the sin 2 ⁇ method by X-ray diffraction measurement using a CuK ⁇ ray. First, X-rays are irradiated to the cross section of the hard coating layer from a plurality of angles ⁇ ⁇ to measure the diffraction line intensity distribution.
- the angle ⁇ is the angle between the cross-sectional direction and the X-ray irradiation direction.
- the diffraction angle which shows the peak of diffraction line intensity is calculated
- the ordinate representing the diffraction angle and the abscissa representing sin 2 ⁇ the obtained diffraction angles and sin 2 2 at that time are plotted.
- the residual compressive stress can be calculated by obtaining a least square approximation straight line of the plotted points and multiplying the slope of this straight line by the stress constant.
- the hard coating layer 11 according to the present embodiment can be formed by vapor deposition using the apparatus according to FIG.
- the deposition procedure is similar to that of the first embodiment, but the voltage applied from the power supply 160 to the tool base 10 through the tool base holder 130 is a pulse bias voltage and a DC bias voltage, ie, It differs in that a pulse voltage of high negative voltage and low negative voltage is applied.
- the hard coating layer 11 vapor-deposited on the surface of the tool base 10 is formed so that cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are mixed.
- compressive residual stress can be applied to the hard coating layer 11.
- the duty ratio of the pulse bias voltage by adjusting the duty ratio of the pulse bias voltage, the abundance ratio of cubic crystal grains to hexagonal crystal grains can be adjusted. Furthermore, by adjusting the duty ratio of the pulse bias voltage, cubic crystal grains and hexagonal crystal grains can be oriented in a specific lower order surface direction.
- WC powder TiC powder, ZrC powder, VC powder, TaC powder, NbC powder, Cr 3 C 2 powder, TiN powder and Co powder, all having an average particle diameter of 1 to 3 ⁇ m, as raw material powders.
- the powder was formulated into the composition shown in Table 1, wet mixed in a ball mill for 72 hours, and dried. Then, the mixture of the raw material powder after drying was press-formed into a green compact at a pressure of 100 MPa, and the green compact was sintered by holding it under a pressure of 6 Pa under a condition of a temperature of 1400 ° C. for 1 hour.
- the cutting edge portion is honed with a radius R of 0.03 mm to obtain tool substrates A to E made of tungsten carbide (WC) -based cemented carbide with an insert shape specified by ISO standard ⁇ CNMG 120408. It formed.
- WC tungsten carbide
- each of the tool substrates A to E was subjected to ultrasonic cleaning in acetone and then dried.
- Tool substrates A to E are mounted on a tool substrate holder 130 of an ion plating apparatus 100 using a pressure gradient argon (Ar) plasma gun, which is one type of physical vapor deposition apparatus shown in the schematic view of FIG.
- the hard coating layer was formed by evaporation under the following conditions.
- Evaporation source 21 titanium (Ti) Discharge power of plasma gun 111 to evaporation source 21: 8 to 9 kW Evaporation source 22: Aluminum (Al) Discharge power of plasma gun 112 against evaporation source 22: 9 to 11 kW Reactive gas flowing into the deposition chamber from reactive gas inlets 151 and 152: Nitrogen (N 2 ) gas Nitrogen gas flow rate: 100 sccm Discharge gas for plasma gun: Argon (Ar) gas Flow rate of argon gas for plasma gun: 35 sccm Bias voltage applied to tool substrate: Pulse voltage of 100 ⁇ sec per cycle (pulse voltage that repeats ON period applying 98 V or -90 V or -80 V voltage and OFF period not applying 2 ⁇ sec voltage) Discharge power of assist plasma gun 153: 2 kW Deposition time: 40 to 280 min Specifically, a hard coating layer having a predetermined target layer thickness shown in Table 3 is formed under the forming conditions shown in
- comparative inserts a1 to a8 were formed.
- the same tool substrates A to E as inserts according to the invention a1 to a8 were ultrasonicated in acetone and dried.
- the tool base holder 130 of the ion plating apparatus 100 using a pressure gradient Ar plasma gun which is one of the physical vapor deposition apparatuses shown in the schematic view of FIG. E was mounted, and a hard coating layer was vapor deposited under the following conditions.
- Evaporation source 21 titanium (Ti) Discharge power of plasma gun 111 to evaporation source 21: 8 to 9 kW Evaporation source 22: Aluminum (Al) Discharge power of plasma gun 112 against evaporation source 22: 9 to 11 kW Reactive gas flowing into the deposition chamber from reactive gas inlets 151 and 152: Nitrogen (N 2 ) gas Nitrogen gas flow rate: 100 sccm Discharge gas for plasma gun: Argon (Ar) gas Flow rate of argon gas for plasma gun: 35 sccm Bias voltage applied to tool substrate: DC voltage of -10 to -20 V Discharge power of assist plasma gun 153: Assist plasma gun not used Deposition time: Deposition was performed until the target layer thickness was reached (see Table 5) Specifically, a hard coating layer having a predetermined target layer thickness shown in Table 5 is formed under the forming conditions shown in Table 4 to produce comparative inserts a1 to a8 as coated tools for comparison. did.
- TiN, (Ti, Al) N, Ti (C, N), (Al, Cr) may be used using a conventional physical vapor deposition method.
- the results are shown in Tables 3 and 5 by forming an upper layer having an average layer thickness of 0.1 to 0.3 ⁇ m or a lower layer having an average layer thickness of 0.5 to 1.5 ⁇ m consisting of any of N and CrN.
- Inventive inserts a9 to a14 and comparative inserts a9 to a12 were produced respectively.
- the usual physical vapor deposition method is a physical vapor deposition method generally used for coating of tools, and arc ion plating is mentioned as an example.
- Arc ion plating is a method in which a metal placed in a deposition chamber is partially arc discharged to scatter the metal in an ionized state and deposit it on a target.
- the dry intermittent high speed cutting test was conducted at ⁇ C.
- a round bar with a plurality of grooves extending in the axial direction (longitudinal direction) formed on the surface at equal intervals in the circumferential direction is fed axially without using a lubricant. It is a test that performs cutting in the circumferential direction. In addition, it tested by making the cutting speed in each condition larger than a normal cutting speed.
- the normal cutting speed refers to a cutting speed at which the efficiency (generally, the number of parts that can be processed by the tool life, etc.) when using the conventional coated insert is optimum. If cutting is performed beyond this speed, the life of the tool is extremely shortened and the efficiency of machining is reduced.
- Cutting time 5 minutes (Cutting condition B: Dry interrupted high speed cutting test of carbon steel)
- Work material JIS ⁇ S50C (corresponds to ISO 683-1-C 50 or C 50 E 4 or C 50 M 2) Longitudinal direction equally spaced four bars with longitudinal groove Cutting speed: 240 m / min. (Normal cutting speed: 220 m / min.)
- Notch 2.0 mm Feeding: 0.25 mm / rev.
- Cutting time 5 minutes (Cutting condition C: Dry interrupted high speed cutting test of alloy steel)
- Work material JIS ⁇ SCM 440 (corresponds to ISO 683/1-42 CrMo 4 or ISO 68 3-1 2 Cr Mo S 4) Longitudinal direction equally spaced 6 bars with vertical groove Cutting speed: 250 m / min. (Normal cutting speed: 200 m / min.) Notch: 1.5 mm Feeding: 0.25 mm / rev.
- Cutting time 5 minutes Under such conditions, a dry interrupted high speed cutting test was conducted on the inserts a1 to a14 of the present invention and the comparative inserts a1 to a12. The flank wear width in the film thickness direction of the cutting blade at that time was measured. The measurement results are shown in Table 6.
- the comparative inserts a1 to a12 were significantly worn away due to chipping or breakage of the coating. About these, the cutting life time (min: second) until the largest abrasion width exceeds 0.25 mm was entered in Table 6, and one asterisk was attached.
- compositions of the hard coating layers of the inserts according to the present invention a1 to a14 and comparative inserts a1 to a12 thus obtained were measured by energy dispersive X-ray analysis using a transmission electron microscope.
- the composition was substantially the same as the target composition shown in Table 5 (content ratio x of Al to the total amount of Al and Ti to be targeted).
- the flake is a flake of 100 ⁇ m wide ⁇ 300 ⁇ m high ⁇ 0.2 ⁇ m thick including a tool base and a hard coating layer from the tool flank surface.
- the direction parallel to the tool base surface was taken as width, and the direction perpendicular to the tool base surface (film thickness direction) as height.
- a width of 10 ⁇ m is set so as to include all the thickness region of the hard coating layer, and a field of view whose height is twice the average layer thickness of the hard coating layer is measured with a transmission electron microscope
- the crystal structure of the crystal grain was determined from the electron diffraction pattern by observation.
- cubic crystal grains having a rock salt structure having a ⁇ 200 ⁇ orientation in the direction perpendicular to the tool substrate surface and a wurtzite structure having a ⁇ 11-20 ⁇ orientation as well It was confirmed that both of the hexagonal crystals of.
- the layer thicknesses of the hard coating layers of the inserts a1 to a14 of the present invention and the comparative inserts a1 to a12 are measured using a scanning electron microscope (5000 ⁇ magnification), and the layer thicknesses of five points in the observation field of view are measured.
- the average layer thickness was determined on average, and both showed substantially the same average layer thickness as the target layer thickness shown in Tables 3 and 5.
- the hard coating layers of the inserts a1 to a14 of the present invention and the comparative inserts a1 to a12 are cross-sectionally observed with a transmission electron microscope (the magnification is set to an appropriate value from the range of 200,000 to 1,000,000) The diameter and the average aspect ratio were measured.
- Average layer thickness in the observation field of view consisting of a line segment equal to the average layer thickness in the film thickness direction starting from the arbitrary tool base surface in the cross-sectional structure observation field of view and a 5 ⁇ m line segment perpendicular to the film thickness direction having the same start point
- a line segment indicating the maximum length of the crystal grain is defined as the major axis (grain length)
- a line segment indicating the maximum width of the crystal grain in the direction perpendicular to the major axis is the minor axis It was measured as (particle width), and the value obtained by dividing the value of the major axis by the value of the minor axis was taken as the aspect ratio.
- FIG. 3B, FIG. 4 and FIG. 5B are one example.
- the angular width ⁇ (central angle) of the arc was measured for each of the (200) diffraction arc of the rock salt structure and the (11-20) diffraction arc of the wurtzite structure.
- the results are shown in Table 3.
- the electron beam diffraction patterns of the comparative inserts a1 to a12 are as shown in Table 5.
- the intensity profile of the (200) diffraction pattern derived from the rock salt structure in the direction perpendicular to the surface of the tool substrate and the (11-20) diffraction pattern derived from the wurtzite structure are calculated.
- Ic / (Ic + Ih) was calculated assuming that the peak area of the (200) diffraction line of the rock salt type structure is the intensity Ic and the peak area of the (11-20) diffraction line of the wurtzite type structure is the intensity Ih.
- Tables 3 and 5 two asterisks were added to the results in which the value of Ic / (Ic + Ih) was not included in the range of 0.3 or more and 0.8 or less.
- the present invention inserts a1 ⁇ a14, the composition of the hard coating layer is a (Ti 1-x Al x) N (0.5 ⁇ x ⁇ 0.8), an average particle diameter of the crystal grains Of 5 nm or more and 50 nm or less. Further, in the electron diffraction pattern (see FIG. 3B), a part of the diffraction ring derived from the rock salt type structure and the diffraction ring derived from the wurtzite type structure or a part thereof are observed. It was found that crystallographic crystal grains and hexagonal crystal grains having a wurtzite structure are mixed.
- the angular width ⁇ of the (200) diffraction arc of the rock salt type structure and the diffraction arc of the (11-20) of the wurtzite type structure is 60 degrees or less, and the angle ⁇ is 75 degrees or more and 90 degrees or less
- ⁇ 200 ⁇ of cubic crystal grains and ⁇ 11-20 ⁇ of hexagonal crystal grains are oriented perpendicularly to the surface of the tool base.
- the inserts a1 to a14 of the present invention have excellent chipping resistance and exhibit excellent abrasion resistance and exfoliation in the entire hard coating layer or the entire film. It is apparent that the excellent tool characteristics can be exhibited over a long period of time without the occurrence of chipping and chipping.
- the composition of the hard coating layer was (Ti 1 ⁇ x Al x ) N (0.5 ⁇ x ⁇ 0.8).
- the average grain size of the crystal grains of the comparative inserts a4 to a8 and a10 to a12 was 5 nm or more and 50 nm or less.
- cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are not mixed, and rock salt The hard coating layer was formed only from any one of cubic crystal grains having a mold structure and hexagonal crystal grains having a wurtz structure.
- the comparative inserts a5, a6 and a12 cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are mixed, but Perpendicular to the surface, cubic grain ⁇ 200 ⁇ and hexagonal grain ⁇ 11-20 ⁇ are not oriented. For this reason, the comparative inserts a1 to a12 are inferior in chipping resistance and abrasion resistance as the whole hard coating layer or the whole film, and cause peeling, chipping and chipping, leading to the service life in a relatively short time. Is clear.
- the wear width after the dry interrupted high speed cutting test of the inserts a9 to a14 with the lower layer formed is the wear width of the inserts a1 to a8 with the lower layer not formed. It was smaller than that. From this, it is understood that the cutting performance is improved when the lower layer is formed. Furthermore, in the insert a11 of the present invention having the lower layer formed of TiN and the upper layer formed of CrN, the wear width was minimum under any cutting conditions, and high cutting performance was exhibited. Further, in the inserts of the present invention a10 and a14 having the lower layer formed of (Al, Cr) N, the inventive insert a10 not having the upper layer wears more in width than the inventive insert a14 having the upper layer.
- the wear width of the inventive insert a12 having the upper layer is the wear width of the inventive insert a9 having no upper layer Became the same value.
- the wear width after the dry interrupted high-speed cutting test is smaller than the comparative inserts a1 to a12, but the average aspect ratio is 3 or less
- the inventive inserts were larger than a2-a14.
- the inserts a2 to a8 of the present invention having no lower layer and having an average aspect ratio of 3 or less
- the inserts a3 to a6 of the present invention having an average aspect ratio of 1.4 to 1.8 have wear widths Of less than 0.18 mm and smaller than the other inserts of the present invention a2, a7 and a8, indicating better cutting performance.
- the average aspect ratios of the comparative inserts a1 to a12 were all significantly larger than 3. This is because the bias voltage applied to the tool substrate at the time of manufacturing the comparative inserts a1 to a12 is not a pulse bias voltage but a constant DC voltage.
- tool substrates A to E were formed in the same manner as in Example 1.
- WC powder, TiC powder, ZrC powder, VC powder, TaC powder, NbC powder, Cr 3 C 2 powder, TiN powder and Co powder all having an average particle diameter of 1 to 3 ⁇ m are prepared as raw material powders.
- These raw material powders were compounded into the composition shown in Table 1, wet-mixed for 72 hours in a ball mill, and dried. Then, the mixture of the raw material powder after drying was press-formed into a green compact at a pressure of 100 MPa, and the green compact was sintered by being held at a temperature of 1400 ° C. for 1 hour in a vacuum of 6 Pa. After sintering, the cutting edge was subjected to honing with a radius R of 0.03 mm to form tool substrates A to E made of WC-based cemented carbide having an insert shape defined by ISO standard CNMG120408.
- each of the tool substrates A to E was subjected to ultrasonic cleaning in acetone and then dried.
- Tool substrates A to E are mounted on a tool substrate holder 130 of an ion plating apparatus 100 using a pressure gradient argon (Ar) plasma gun, which is one type of physical vapor deposition apparatus shown in the schematic view of FIG.
- the hard coating layer was formed by evaporation under the following conditions.
- Evaporation source 21 titanium (Ti) Discharge power of plasma gun 111 to evaporation source 21: 8 to 9 kW Evaporation source 22: Aluminum (Al) Discharge power of plasma gun 112 against evaporation source 22: 9 to 12 kW Reactive gas flowing into the deposition chamber from reactive gas inlets 151 and 152: Nitrogen (N 2 ) gas Nitrogen gas flow rate: 100 sccm Discharge gas for plasma gun: Argon (Ar) gas Flow rate of argon gas for plasma gun: 35 sccm Bias voltage applied to the tool base: Pulse voltage with a cycle of 100 ⁇ sec (pulse voltage of -90 V or -80 V applied for 98 ⁇ sec and pulse voltage of 2 ⁇ sec not applied repeatedly) Or -60 V DC bias voltage is applied) Discharge power of assist plasma gun 153: 2 kW Deposition time: 40 to 280 min Specifically, a hard coating layer having a predetermined target layer thickness shown in
- the bias voltage represents the voltage (V) in the ON period and the application time ( ⁇ sec) in one cycle (100 ⁇ sec). Further, the bias voltage applied to the tool substrate in the OFF period is a voltage applied in the OFF period (2 ⁇ sec) of the pulse voltage.
- comparative inserts b1 to b8 were formed.
- the same tool substrates A to E as inserts according to the invention b1 to b8 were ultrasonicated in acetone and dried.
- the tool substrates A to E are mounted on an ion plating apparatus 100 using a pressure gradient Ar plasma gun which is one of the physical vapor deposition apparatuses shown in the schematic view of FIG.
- the hard coating layer was formed by evaporation under the following conditions.
- Evaporation source 21 titanium (Ti) Discharge power of plasma gun 111 to evaporation source 21: 8 to 9 kW Evaporation source 22: Aluminum (Al) Discharge power of plasma gun 112 against evaporation source 22: 9 to 12 kW Reactive gas of reactive gas inlets 1 and 2: Nitrogen (N 2 ) gas Nitrogen gas flow rate: 100 sccm Discharge gas for plasma gun: Argon (Ar) gas Flow rate of argon gas for plasma gun: 35 sccm Bias voltage applied to tool substrate: DC voltage of -10 to -20 V Discharge power of assist plasma gun 153: Assist plasma gun not used Deposition time: Deposition was performed until the target layer thickness was reached (see Table 10) Specifically, a hard coating layer having a predetermined target layer thickness shown in Table 10 is formed under the forming conditions shown in Table 9 to manufacture comparative inserts b1 to b8 as coated tools for comparison. did.
- TiN, (Ti, Al) N, Ti (C, N), (Al, Cr) may be used using a conventional physical vapor deposition method.
- Tables 8 and 10 The results are shown in Tables 8 and 10 by forming an upper layer having an average layer thickness of 0.1 to 0.3 ⁇ m or a lower layer having an average layer thickness of 0.5 to 1.5 ⁇ m consisting of any of N and CrN.
- Inventive inserts b9 to b14 and comparative inserts b9 to b12 were produced respectively.
- Cutting time 5 minutes (Cutting condition C: Dry interrupted high speed cutting test of alloy steel)
- Work material JIS ⁇ SCM 440 (corresponds to ISO 683 / 1-42 CrMo 4 or ISO 683 / 1-4 2 CrMoS 4) Longitudinal direction equidistant four vertical bars Rounded bar Cutting speed: 250 m / min. (Normal cutting speed is 200 m / min.) Notch: 1.5 mm Feeding: 0.25 mm / rev.
- Cutting time 5 minutes Under such conditions, the flank wear width in the film thickness direction of the cutting edge after the dry interrupted high speed cutting test was performed on the inserts b1 to b14 of the present invention and the comparative inserts b1 to b12 was measured.
- the measurement results are shown in Table 11.
- the comparative inserts a1 to a12 were significantly worn away due to chipping or breakage of the coating. For these, the cutting life time (minute: second) until the maximum wear width exceeds 0.25 mm is entered in Table 11, and one asterisk is attached.
- the flake is a flake of 100 ⁇ m wide ⁇ 300 ⁇ m high ⁇ 0.2 ⁇ m thick including a tool base and a hard coating layer from the tool flank surface.
- the direction parallel to the tool base surface was taken as width, and the direction perpendicular to the tool base surface (film thickness direction) as height.
- a width of 10 ⁇ m is set so as to include all the thickness region of the hard coating layer, and a field of view whose height is twice the average layer thickness of the hard coating layer is measured with a transmission electron microscope
- the crystal structure of the crystal grain was determined from the electron beam diffraction pattern (see FIG. 6B) by observation.
- cubic crystal grains of a rock salt type structure in which ⁇ 200 ⁇ is oriented in the direction perpendicular to the tool substrate surface, and ⁇ 11-20 ⁇ It has been confirmed that both hexagonal crystals having a wurtzite structure in which is oriented are mixed.
- composition of the (Al, Ti) N layer constituting the hard coating layer of the inserts b1 to b14 of the present invention and the comparative inserts b1 to b12 was measured by energy dispersive X-ray analysis using a transmission electron microscope. All showed substantially the same composition as the target composition shown in Table 8 and Table 10.
- the layer thicknesses of the hard coating layers of the inserts b1 to b14 of the present invention and the comparative inserts b1 to b12 are measured using a scanning electron microscope (the magnification is set to an appropriate value from the range of 5000 times to 200,000 times).
- the layer thicknesses at five points in the observation field of view were measured and averaged to determine the average layer thickness, and they all showed substantially the same average layer thickness as the target layer thickness shown in Tables 8 and 10.
- FIG. 6B, FIG. 7, and FIG. 8B are examples thereof.
- a part of the diffraction ring derived from the rock salt type structure and the diffraction ring or arc derived from the wurtzite type structure are observed, and (200) of the rock salt type structure. It has been confirmed that both of the diffraction arc and the (11-20) diffraction arc of the wurtzite structure are not perfect circular rings but arcs.
- the intensity profile of the (200) diffraction pattern derived from the rock salt structure in the direction perpendicular to the surface of the tool substrate and the (11-20) diffraction pattern derived from the wurtzite structure are calculated.
- Ic / (Ic + Ih) was calculated assuming that the peak area of the (200) diffraction line of the rock salt type structure is the intensity Ic and the peak area of the (11-20) diffraction line of the wurtzite type structure is the intensity Ih.
- Table 8 and Table 10 In Table 8, two asterisks were added to the results in which the value of Ic / (Ic + Ih) was not included in the range of 0.3 or more and 0.8 or less.
- the present invention inserts b1 ⁇ b14, the composition of the hard coating layer is a (Ti 1-x Al x) N (0.5 ⁇ x ⁇ 0.8), an average particle diameter of the crystal grains Of 5 nm or more and 50 nm or less. Further, in the electron diffraction pattern (see FIG. 6B), a part of the diffraction ring derived from the rock salt type structure and the diffraction ring derived from the wurtzite type structure or a part thereof are observed. It was found that crystallographic crystal grains and hexagonal crystal grains having a wurtzite structure are mixed.
- the angular width ⁇ of the (200) diffraction arc of the rock salt type structure and the diffraction arc of the (11-20) of the wurtzite type structure is 60 degrees or less, and the angle ⁇ is 75 degrees or more and 90 degrees or less
- ⁇ 200 ⁇ of cubic crystal grains and ⁇ 11-20 ⁇ of hexagonal crystal grains are oriented perpendicularly to the surface of the tool base.
- the inserts according to the present invention b1 to b14 have excellent chipping resistance as the whole hard coating layer or the whole film and exhibit excellent abrasion resistance and peeling It is apparent that the excellent tool characteristics can be exhibited over a long period of time without the occurrence of chipping and chipping.
- the composition of the hard coating layer was (Ti 1 ⁇ x Al x ) N (0.5 ⁇ x ⁇ 0.8).
- the average grain size of the crystal grains of the comparative inserts b5 to b8 and b10 to b12 was 5 nm or more and 50 nm or less.
- both cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtzite structure are not mixed.
- the hard coating layer was formed of only one of cubic crystal grains having a rock salt structure and hexagonal crystal grains having a wurtz structure.
- the wear width after the dry interrupted high speed cutting test of the inserts b9 to b14 of the present invention with the lower layer formed is the wear width of the inserts b1 to b8 of the present invention without the lower layer formed. It was smaller than that. From this, it can be understood that the cutting performance is improved by forming the lower layer. Furthermore, in the insert b11 of the present invention having the lower layer formed of TiN and the upper layer formed of CrN, the wear width was minimum under any of the cutting conditions.
- the surface-coated cutting tool according to the present invention is not only cutting with various steels and cast irons under normal cutting conditions, but also stainless steel and alloy which are accompanied by high heat generation and which exerts a large load on the cutting edge. Even in high-speed intermittent turning of high hardness steel such as steel, it exhibits excellent fracture resistance and wear resistance and exhibits excellent cutting performance over a long period of time. In addition, it is possible to sufficiently satisfy the labor saving and energy saving of the cutting process and the cost reduction.
- the surface-coated cutting tool of the present invention in particular, the surface-coated cutting tool according to the second embodiment, is not only cutting with various steels and the like under normal cutting conditions, but also with high heat generation. Even in high-speed intermittent turning of alloy steel, stainless steel, etc., which exerts a large load on the blade, it exhibits excellent fracture resistance and wear resistance and exhibits excellent cutting performance over a long period of time. It is possible to sufficiently meet the requirements for high-performance cutting equipment, labor-saving and energy-saving for cutting, and cost reduction.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
- Drilling Tools (AREA)
Abstract
工具基体の表面に硬質被覆層が蒸着形成された表面被覆切削工具であって、前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上7.0μm以下であり、前記硬質被覆層が、平均粒径5nm以上50nm以下の結晶粒から成り、前記硬質被覆層は、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在し、前記工具基体の表面に垂直に、前記立方晶系結晶粒の{200}、および前記六方晶系結晶粒の{11-20}が配向されている。
Description
本発明は、硬質被覆層がすぐれた耐摩耗性を備えた表面被覆切削工具に関し、さらに詳しくは、炭素鋼、ステンレス鋼、合金鋼などの高硬度鋼の高速断続旋削加工に用いた場合においても、長期に亘ってすぐれた切削性能を示す表面被覆切削工具(以下、被覆工具という)に関する。
本願は、2012年11月30日に日本に出願された特願2012-262089号、2013年3月1日に日本に出願された特願2013-40822号、および2013年11月28日に日本に出願された特願2013-245678号に基づき優先権を主張し、その内容をここに援用する。
本願は、2012年11月30日に日本に出願された特願2012-262089号、2013年3月1日に日本に出願された特願2013-40822号、および2013年11月28日に日本に出願された特願2013-245678号に基づき優先権を主張し、その内容をここに援用する。
一般に、被覆工具には、各種の鋼や鋳鉄などの被削材の旋削加工や平削り加工にバイトの先端部に着脱自在に取り付けて用いられるインサート、被削材の穴あけ切削加工などに用いられるドリルやミニチュアドリル、さらに被削材の面削加工や溝加工、肩加工などに用いられるソリッドタイプのエンドミルなどがある。また、被覆工具として、インサートを着脱自在に取り付けてソリッドタイプのエンドミルと同様に切削加工を行う、インサート式エンドミルなどが知られている。
従来、被覆工具の一つとして、CVD(化学蒸着)によって成膜された複数層を含む硬質被覆層を有し、外層は、Ti1-xAlxN、Ti1-xAlxC、および/またはTi1-xAlxCN(0.65≦x≦0.9、好ましくは0.7≦x≦0.9)でできており、外層は100~1100MPaの間、好ましくは400~800MPaの間の圧縮応力を有し、TiCN層またはAl2O3層が外層の下に配置されている構造をしていることによって、すぐれた耐熱性およびサイクル疲労強度を発揮する被覆工具が知られている(特許文献1参照)。
また、被覆工具の一つとして、工具基体と、工具基体上に形成される耐摩耗層と、この耐摩耗層上に形成される最表層とを有する被覆工具であって、前記耐摩耗層は、第一元素の窒化物、炭窒化物、窒酸化物または炭窒酸化物からなって立方晶の結晶構造を持ち、この第一元素は次の(1)~(3)のいずれかであり、
(1)(TixAly)で、0.3≦x≦0.7、0.3≦y≦0.7、x+y=1
(2)(TixAlySiz)で、0.3≦x≦0.7、0.3≦y≦0.7、0.05≦z≦0.2、x+y+z=1
(3)(TixSiz)で、0.8≦x≦0.95、0.05≦z≦0.2、x+z=1
前記最表層は、第二元素であるAlの窒化物、炭窒化物、窒酸化物または炭窒酸化物からなって六方晶の結晶構造を持ち、
(a)耐摩耗層と最表層の合計膜厚:0.5μm以上15.0μm以下
(b)最表層の膜厚:0.1μm以上5.0μm以下
の条件を満たす被覆工具が知られている(特許文献2参照)。
(1)(TixAly)で、0.3≦x≦0.7、0.3≦y≦0.7、x+y=1
(2)(TixAlySiz)で、0.3≦x≦0.7、0.3≦y≦0.7、0.05≦z≦0.2、x+y+z=1
(3)(TixSiz)で、0.8≦x≦0.95、0.05≦z≦0.2、x+z=1
前記最表層は、第二元素であるAlの窒化物、炭窒化物、窒酸化物または炭窒酸化物からなって六方晶の結晶構造を持ち、
(a)耐摩耗層と最表層の合計膜厚:0.5μm以上15.0μm以下
(b)最表層の膜厚:0.1μm以上5.0μm以下
の条件を満たす被覆工具が知られている(特許文献2参照)。
また、他の被覆工具としては、炭化タングステン基超硬合金焼結体で構成された工具基体の表面に、(Al,Ti)Nからなる硬質被覆層が蒸着形成された被覆工具において、硬質被覆層が、粒状晶(Al,Ti)Nからなる薄層Aと柱状晶(Al,Ti)Nからなる薄層Bとの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05~2μmの層厚を有し、さらに、粒状晶の結晶粒径は30nm以下、また、柱状晶の結晶粒径は50~500nmであることによって、高硬度鋼の高速断続切削加工において、すぐれた耐摩耗性を発揮する被覆工具が知られている(特許文献3参照)。
近年の切削加工装置の高性能化はめざましく、一方で切削加工に対する省力化および省エネ化、さらに低コスト化の要求は強く、これに伴い、切削加工は高速化の傾向にある。例えば、硬質被覆層として、(Ti,Al)N層等を蒸着形成した従来被覆工具を鋼や鋳鉄の通常条件での切削に用いた場合には格別問題はないが、特に、この従来被覆工具を切削時に高熱発生を伴う炭素鋼、ステンレス鋼、合金鋼などの高硬度鋼の高速断続旋削加工に用いた場合には、硬質被覆層の耐酸化性および耐欠損性が十分であるとは言えず、硬質被覆層には欠損、亀裂進展、チッピング等が発生する虞がある。また、硬質被覆層として、(Ti,Al)系炭窒化物層を蒸着形成した従来被覆工具は、ステンレス鋼、合金鋼などの高速断続旋削加工では、耐摩耗性が満足できるものではない。このため、いずれの従来被覆工具においても、比較的短時間で使用寿命に至るのが現状である。
本発明は、以上の事情に鑑み、ステンレス鋼、合金鋼などの高硬度鋼の断続切削加工においてすぐれた切削性能を発揮する硬質被覆層を備え、従来被覆工具よりも使用寿命が長い表面被覆切削工具を提供することを目的とする。
本発明者等は、前述のような観点から、特にステンレス鋼、合金鋼などの断続切削加工で、すぐれた耐酸化性、耐欠損性を発揮する硬質被覆層を備えるとともに、すぐれた耐衝撃性および耐摩耗性を発揮する被覆工具を開発すべく、前記従来被覆工具の硬質被覆層に着目し、研究を行った結果、以下の知見を得た。
(a)硬質被覆層が、(Al,Ti)N層で構成された従来被覆工具において、硬質被覆層の構成成分であるAlは高温硬さと耐熱性とを向上させ、Tiは高温強度を向上させると共に、AlとTiが共存含有した状態で高温耐酸化性を向上させる作用がある。
(b)成膜時に工具基体に印加するバイアス電圧をパルス制御すると共に、そのデューティサイクルを変化させると、バイアス電圧がDCである場合に得られた岩塩型(NaCl型)結晶構造(以下、岩塩型構造ともいう)を有する結晶粒と共に、結晶構造が異なるウルツ鉱型(ZnS型)結晶構造(以下、ウルツ鉱型構造ともいう)を有する結晶粒を得られる。
また、成膜時に膜の原料に印加するエネルギー、工具基体の温度のほか、時間的操作により結晶粒の配向性を制御することができる。
(c)岩塩型結晶構造を有する(Al,Ti)N層は高硬度である。このため、(Al,Ti)N層を工具基体上に形成することで被覆工具の耐摩耗性を向上させることができるが、欠損やチッピングが起こりやすい。
(d)岩塩型結晶構造を有する(Al,Ti)Nの結晶粒と、化学的に安定で潤滑性にすぐれたウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒の両方を混在させることで、耐欠損性を向上させることができる。
(e)岩塩型結晶構造を有する(Al,Ti)Nの結晶粒とウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒とを無秩序に形成した場合、結晶構造の違いから、両結晶粒の界面において剥離が発生しやすく、工具寿命が短くなる。
(f)成膜時に工具基体に印加するバイアス電圧をパルス制御することによって、岩塩型結晶構造を有する(Al,Ti)Nの結晶粒とウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒をそれぞれ特定方向の低次面方向へ配向させることができる。これにより、岩塩型結晶構造を有する(Al,Ti)Nの結晶粒とウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒との密着性が向上し、両結晶粒が有する特性が相俟ってすぐれた膜特性が発揮される。
(g)前記(a)~(f)の条件を満たす硬質被覆層は、圧縮残留応力を高くしても硬質被覆層が自己破壊し難く、その結果、硬質被覆層の緻密性が向上し、工具を長寿命化することができる。
(b)成膜時に工具基体に印加するバイアス電圧をパルス制御すると共に、そのデューティサイクルを変化させると、バイアス電圧がDCである場合に得られた岩塩型(NaCl型)結晶構造(以下、岩塩型構造ともいう)を有する結晶粒と共に、結晶構造が異なるウルツ鉱型(ZnS型)結晶構造(以下、ウルツ鉱型構造ともいう)を有する結晶粒を得られる。
また、成膜時に膜の原料に印加するエネルギー、工具基体の温度のほか、時間的操作により結晶粒の配向性を制御することができる。
(c)岩塩型結晶構造を有する(Al,Ti)N層は高硬度である。このため、(Al,Ti)N層を工具基体上に形成することで被覆工具の耐摩耗性を向上させることができるが、欠損やチッピングが起こりやすい。
(d)岩塩型結晶構造を有する(Al,Ti)Nの結晶粒と、化学的に安定で潤滑性にすぐれたウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒の両方を混在させることで、耐欠損性を向上させることができる。
(e)岩塩型結晶構造を有する(Al,Ti)Nの結晶粒とウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒とを無秩序に形成した場合、結晶構造の違いから、両結晶粒の界面において剥離が発生しやすく、工具寿命が短くなる。
(f)成膜時に工具基体に印加するバイアス電圧をパルス制御することによって、岩塩型結晶構造を有する(Al,Ti)Nの結晶粒とウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒をそれぞれ特定方向の低次面方向へ配向させることができる。これにより、岩塩型結晶構造を有する(Al,Ti)Nの結晶粒とウルツ鉱型結晶構造を有する(Al,Ti)Nの結晶粒との密着性が向上し、両結晶粒が有する特性が相俟ってすぐれた膜特性が発揮される。
(g)前記(a)~(f)の条件を満たす硬質被覆層は、圧縮残留応力を高くしても硬質被覆層が自己破壊し難く、その結果、硬質被覆層の緻密性が向上し、工具を長寿命化することができる。
本発明は、前記の研究結果に基づいてなされたものであって、以下の態様を有している。
(1) 炭化タングステン基超硬合金焼結体からなる工具基体の表面に硬質被覆層が蒸着形成された表面被覆切削工具において、
(a)前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上7.0μm以下であり、
(b)前記硬質被覆層が、平均粒径5nm以上50nm以下の結晶粒から成り、
(c)前記結晶粒には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在し、かつ、
(d)前記工具基体の表面に垂直に、前記立方晶系結晶粒の{200}、および前記六方晶系結晶粒の{11-20}が配向されている、
ことを特徴とする表面被覆切削工具。
(2) 前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.6≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上5.0μm以下であり、
前記硬質被覆層の圧縮残留応力が8GPa以上12GPa以下であることを特徴とする(1)に記載の表面被覆切削工具。
(3) 前記結晶粒の平均アスペクト比が3以下であることを特徴とする(1)または(2)に記載の表面被覆切削工具。
(4) 前記硬質被覆層の断面方向から、電子線を照射して観察された電子線回折図形において、
前記岩塩型構造に由来する回折環の一部と、前記ウルツ鉱型構造に由来する回折環の一部とが観察され、前記岩塩型構造の(200)に由来する回折円弧と、前記ウルツ鉱型構造の(11-20)に由来する回折円弧とが、いずれも完全な円環でなく円弧であり、
前記岩塩型構造の(200)に由来する回折円弧および前記ウルツ鉱型構造の(11-20)に由来する回折円弧それぞれの角度幅はそれぞれ60度以下であり、かつ前記岩塩型構造の(200)に由来する回折円弧および前記ウルツ鉱型構造の(11-20)に由来する回折円弧それぞれについて前記回折円弧の半径中心と前記回折円弧の開き角の中点を結んだ直線が工具基体の表面となす角度φ(但し、φ≦90°)が、75度以上であることを特徴とする(1)乃至(3)のいずれかに記載の表面被覆切削工具。
(5) 前記硬質被覆層の断面方向から電子線を照射して観察された電子線回折図形において、
工具基体の表面に垂直な方向における回折図形の強度プロファイルを算出した場合の、前記岩塩型構造の(200)回折円弧の回折強度をIc、前記ウルツ鉱型構造の(11-20)回折円弧の回折強度をIhとした時に、
0.8≧Ic/(Ic+Ih)≧0.3
であることを特徴とする(1)乃至(4)のいずれかに記載の表面被覆切削工具。
(6) 前記硬質被覆層の上層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1μm以上0.3μm以下の上部層が存在する、または前記硬質被覆層の下層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.5μm以上1.5μm以下の下部層が存在することを特徴とする(1)乃至(5)のいずれかに記載の表面被覆切削工具。
(7) 前記硬質被覆層の下層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.5μm以上1.5μm以下の下部層が形成されていることを特徴とする(1)乃至(5)のいずれかに記載の表面被覆切削工具。
(8) 前記硬質被覆層の上層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1μm以上0.3μm以下の上部層が形成されていることを特徴とする(7)に記載の表面被覆切削工具。
(9) 前記下部層がTiNからなり、前記上部層がCrNからなることを特徴とする(8)に記載の表面被覆切削工具。
(10) 前記下部層が(Al,Cr)Nからなることを特徴とする(7)に記載の表面被覆切削工具。
(11) 前記結晶粒の平均アスペクト比が1.4以上1.8以下であることを特徴とする(1)または(2)に記載の表面被覆切削工具。
(1) 炭化タングステン基超硬合金焼結体からなる工具基体の表面に硬質被覆層が蒸着形成された表面被覆切削工具において、
(a)前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上7.0μm以下であり、
(b)前記硬質被覆層が、平均粒径5nm以上50nm以下の結晶粒から成り、
(c)前記結晶粒には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在し、かつ、
(d)前記工具基体の表面に垂直に、前記立方晶系結晶粒の{200}、および前記六方晶系結晶粒の{11-20}が配向されている、
ことを特徴とする表面被覆切削工具。
(2) 前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.6≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上5.0μm以下であり、
前記硬質被覆層の圧縮残留応力が8GPa以上12GPa以下であることを特徴とする(1)に記載の表面被覆切削工具。
(3) 前記結晶粒の平均アスペクト比が3以下であることを特徴とする(1)または(2)に記載の表面被覆切削工具。
(4) 前記硬質被覆層の断面方向から、電子線を照射して観察された電子線回折図形において、
前記岩塩型構造に由来する回折環の一部と、前記ウルツ鉱型構造に由来する回折環の一部とが観察され、前記岩塩型構造の(200)に由来する回折円弧と、前記ウルツ鉱型構造の(11-20)に由来する回折円弧とが、いずれも完全な円環でなく円弧であり、
前記岩塩型構造の(200)に由来する回折円弧および前記ウルツ鉱型構造の(11-20)に由来する回折円弧それぞれの角度幅はそれぞれ60度以下であり、かつ前記岩塩型構造の(200)に由来する回折円弧および前記ウルツ鉱型構造の(11-20)に由来する回折円弧それぞれについて前記回折円弧の半径中心と前記回折円弧の開き角の中点を結んだ直線が工具基体の表面となす角度φ(但し、φ≦90°)が、75度以上であることを特徴とする(1)乃至(3)のいずれかに記載の表面被覆切削工具。
(5) 前記硬質被覆層の断面方向から電子線を照射して観察された電子線回折図形において、
工具基体の表面に垂直な方向における回折図形の強度プロファイルを算出した場合の、前記岩塩型構造の(200)回折円弧の回折強度をIc、前記ウルツ鉱型構造の(11-20)回折円弧の回折強度をIhとした時に、
0.8≧Ic/(Ic+Ih)≧0.3
であることを特徴とする(1)乃至(4)のいずれかに記載の表面被覆切削工具。
(6) 前記硬質被覆層の上層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1μm以上0.3μm以下の上部層が存在する、または前記硬質被覆層の下層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.5μm以上1.5μm以下の下部層が存在することを特徴とする(1)乃至(5)のいずれかに記載の表面被覆切削工具。
(7) 前記硬質被覆層の下層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.5μm以上1.5μm以下の下部層が形成されていることを特徴とする(1)乃至(5)のいずれかに記載の表面被覆切削工具。
(8) 前記硬質被覆層の上層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1μm以上0.3μm以下の上部層が形成されていることを特徴とする(7)に記載の表面被覆切削工具。
(9) 前記下部層がTiNからなり、前記上部層がCrNからなることを特徴とする(8)に記載の表面被覆切削工具。
(10) 前記下部層が(Al,Cr)Nからなることを特徴とする(7)に記載の表面被覆切削工具。
(11) 前記結晶粒の平均アスペクト比が1.4以上1.8以下であることを特徴とする(1)または(2)に記載の表面被覆切削工具。
本発明の表面被覆切削工具において、前記硬質被覆層は、圧力勾配型プラズマガンを用いたイオンプレーティング法により工具基体に蒸着形成され、蒸着形成時に工具基体にパルス制御されたバイアス電圧を印加することが好ましい。
また、本発明の表面被覆切削工具において、前記硬質被覆層は、圧力勾配型プラズマガンを用いたイオンプレーティング法により工具基体に蒸着形成され、蒸着形成時に工具基体にパルス制御されたバイアス電圧と直流バイアス電圧とを印加することがより好ましい。
また、本発明の表面被覆切削工具において、前記硬質被覆層は、圧力勾配型プラズマガンを用いたイオンプレーティング法により工具基体に蒸着形成され、蒸着形成時に工具基体にパルス制御されたバイアス電圧と直流バイアス電圧とを印加することがより好ましい。
本発明の一態様に係る表面被覆切削工具は、炭化タングステン基超硬合金焼結体からなる工具基体の表面に、硬質被覆層が蒸着形成された表面被覆切削工具である。この表面被覆切削工具において、硬質被覆層の組成が組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、硬質被覆層の平均層厚が0.5μm以上7.0μm以下である。硬質被覆層は平均粒径5nm以上50nm以下の微細結晶粒から成る。この硬質被覆層には、岩塩型構造を示す立方晶系結晶粒と、ウルツ鉱型構造を示す六方晶系結晶粒が混在する。前記立方晶系結晶粒の{200}は工具基体の表面に垂直に配向され、前記六方晶系結晶粒の{11-20}は工具基体の表面に垂直に配向されている。以上の構成を備えることにより、本発明の一態様である表面被覆切削工具の硬質被覆層は、すぐれた耐摩耗性と耐欠損性とを有する。この結果、本願発明の表面被覆切削工具は長寿命となる。さらに各結晶粒の配向が特定の方向に制御されていることにより、結晶粒個々の耐摩耗性も一段と向上する。
本発明の他の態様に係る表面被覆切削工具は、炭化タングステン基超硬合金焼結体からなる工具基体の表面に、硬質被覆層が蒸着形成された表面被覆切削工具である。この表面被覆切削工具において、硬質被覆層の組成が組成式:(AlxTi1-x)N(0.6≦x≦0.8)で表され、硬質被覆層の平均層厚が0.5μm以上5.0μm以下である。硬質被覆層は平均粒径5nm以上50nm以下の微細結晶粒から成る。この硬質被覆層には、岩塩型構造を示す立方晶系結晶粒と、ウルツ鉱型構造を示す六方晶系結晶粒とが混在する。前記立方晶系結晶粒の{200}は工具基体の表面に垂直に配向され、前記六方晶系結晶粒の{11-20}は工具基体の表面に垂直に配向されている。さらに、硬質被覆層の圧縮残留応力が8~12GPaとされている。以上の構成を備えることにより、本発明の別の態様である表面被覆切削工具の硬質被覆層では、結晶構造の異なる二相が微細混相組織として存在するため、耐摩耗性が向上する。そしてこの二相をそれぞれ特定の低次元方向へ配向することで、一段とすぐれた耐摩耗性を発揮し、被覆工具を長寿命化できる。
(第一の実施形態)
本発明の被覆工具の第一の実施形態に関し、図面を参照して説明する。
図2Aは、硬質被覆層を形成した被覆工具の断面模式図である。図2Aに示すように、本実施形態の被覆工具は、炭化タングステン基超硬合金焼結体からなる工具基体10と、その表面に蒸着形成された硬質被覆層11とを主たる構成要素としている。硬質被覆層11の組成は組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、硬質被覆層11の平均層厚は0.5μm以上7.0μm以下である。
本発明の被覆工具の第一の実施形態に関し、図面を参照して説明する。
図2Aは、硬質被覆層を形成した被覆工具の断面模式図である。図2Aに示すように、本実施形態の被覆工具は、炭化タングステン基超硬合金焼結体からなる工具基体10と、その表面に蒸着形成された硬質被覆層11とを主たる構成要素としている。硬質被覆層11の組成は組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、硬質被覆層11の平均層厚は0.5μm以上7.0μm以下である。
(AlxTi1-x)NにおけるAlとTiとの合量に対するAlの含有割合xを0.5以上0.8以下とした理由を説明する。(AlxTi1-x)Nの結晶構造は、x=0.5~0.8を境界領域として岩塩型結晶構造からウルツ鉱型結晶構造へと変化する。すなわち、0.5≦x≦0.8となる領域において、岩塩型結晶構造とウルツ鉱型結晶構造とを共存させることができる。後述する方法において、工具基体10に付与するパルスバイアス電圧の負電圧のONとOFFとを所定のデューティ比で切り替えることにより、組成が(AlxTi1-x)N(0.5≦x≦0.8)の複合窒化膜である硬質被覆層11の構造が、岩塩型結晶構造を有する立方晶系結晶粒と、ウルツ鉱型結晶構造を有する六方晶系結晶粒とが共存する構造に再現性よく制御することが可能である。また、硬質被覆層11の平均層厚を0.5μm以上7.0μm以下とすることにより、厚膜化によって生じる皮膜のチッピングを防ぎ、かつ所望の耐摩耗性を発揮することができる。
図2Bは、硬質被覆層11の上層(被覆工具の最外層)に上部層13を形成し、硬質被覆層11の下層(硬質被覆層11と工具基体10との間)に下部層12を形成した被覆工具の断面模式図である。図2Bのように硬質被覆層11の上層または下層に所定の上部層13または下部層12を形成することが好ましい。硬質被覆層11は、単独でもすぐれた特性を示すが、上部層13または下部層12を形成することにより、被覆工具の切削性能をより向上させることが出来る。特に、下部層12を設けることにより、工具基体10に設けられた皮膜(工具基体10に形成された硬質被覆層及び上部層、下部層で構成される膜)の耐摩耗性を向上することができる。
上述の構成に加え、本実施形態の硬質被覆層11は、次のような構造をとるので、きわめてすぐれた切削性能を示す。
(a)立方晶系結晶粒と六方晶系結晶粒の配向性:
前述のような硬質被覆層11において、立方晶系結晶粒の{200}の多くは工具基体10の表面に垂直に配向され、六方晶系結晶粒の{11-20}の多くは工具基体10の表面に垂直に配向されている。このような硬質被覆層11では、微粒組織でありながら低次面方向へ配向しているという特異な結晶粒組織が形成されているので、一段とすぐれた耐摩耗性と耐欠損性とを発揮する。
詳細には、AlとTiとの合量に対するAlの含有割合が0.5以上となる領域では、高温硬さと耐熱性とを向上させるというAlの効果により、硬質被覆層11が高い耐摩耗性を発揮する。これに加えて、立方晶である岩塩型構造を持つ結晶粒と、六方晶であるウルツ鉱型構造を持つ結晶粒とが混在することにより、結晶粒組織の微細化が促進される。この結果、硬質被覆層11がすぐれた耐摩耗性を発揮する。なお、後述する硬質被覆層11の断面(図3A参照)において、岩塩型構造を有する立方晶系結晶粒が占有する面積と、ウルツ鉱型構造を有する六方晶系結晶粒が占有する面積との合計が、断面全体の面積の70%以上であることが好ましい。さらに、硬質被覆層11が、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒と、これらの結晶粒の結晶粒界とのみで構成されることがより好ましい。このような構成であれば、上述の耐摩耗性と耐欠損性とが十分に発揮される。
従来、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とを混在させた微細結晶粒組織では、これらの結晶粒が無秩序に配向されていたため、ランダム粒界が多く形成されて各結晶粒間の結合力が弱くなるため、衝撃により粒子が欠落し易かった。この結果、工具用硬質被覆層として実用に十分耐え得る性能を確保することは困難であった。これに対し、本実施形態の硬質被覆層11では、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とが所定の配向性を有していることにより、工具用硬質被覆層として十分な耐摩耗性、耐欠損性を確保できる。すなわち、結晶粒の多くが所定の配向を有するため、隣り合う結晶粒が異なる結晶構造を持つ場合でも、これらの結晶粒の結晶粒界における異方性が緩和される。そして、この所定の配向において、立方晶系結晶粒の{200}および六方晶系結晶粒の{11-20}が工具基体10の表面に垂直となるように配向されている。このため、ウルツ鉱型構造の結晶面の中で{11-20}に垂直な{10-10}の原子配列と、岩塩型構造の結晶面の中の{200}に垂直な{011}の原子配列とが互いに近い構造をもつことから、高い整合性をもつ低エネルギーの結晶粒界が多く形成され、結晶粒同士の結合力が高まり、その結果として、皮膜全体としての耐欠損性が向上する。なお、後述する硬質被覆層11の断面(図3A参照)において岩塩型構造を有する立方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{200}が配向された立方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下がより好ましい。同様に、硬質被覆層11の断面においてウルツ鉱型構造を有する六方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{11-20}が配向された六方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下であることがより好ましい。
前述のような硬質被覆層11において、立方晶系結晶粒の{200}の多くは工具基体10の表面に垂直に配向され、六方晶系結晶粒の{11-20}の多くは工具基体10の表面に垂直に配向されている。このような硬質被覆層11では、微粒組織でありながら低次面方向へ配向しているという特異な結晶粒組織が形成されているので、一段とすぐれた耐摩耗性と耐欠損性とを発揮する。
詳細には、AlとTiとの合量に対するAlの含有割合が0.5以上となる領域では、高温硬さと耐熱性とを向上させるというAlの効果により、硬質被覆層11が高い耐摩耗性を発揮する。これに加えて、立方晶である岩塩型構造を持つ結晶粒と、六方晶であるウルツ鉱型構造を持つ結晶粒とが混在することにより、結晶粒組織の微細化が促進される。この結果、硬質被覆層11がすぐれた耐摩耗性を発揮する。なお、後述する硬質被覆層11の断面(図3A参照)において、岩塩型構造を有する立方晶系結晶粒が占有する面積と、ウルツ鉱型構造を有する六方晶系結晶粒が占有する面積との合計が、断面全体の面積の70%以上であることが好ましい。さらに、硬質被覆層11が、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒と、これらの結晶粒の結晶粒界とのみで構成されることがより好ましい。このような構成であれば、上述の耐摩耗性と耐欠損性とが十分に発揮される。
従来、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とを混在させた微細結晶粒組織では、これらの結晶粒が無秩序に配向されていたため、ランダム粒界が多く形成されて各結晶粒間の結合力が弱くなるため、衝撃により粒子が欠落し易かった。この結果、工具用硬質被覆層として実用に十分耐え得る性能を確保することは困難であった。これに対し、本実施形態の硬質被覆層11では、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とが所定の配向性を有していることにより、工具用硬質被覆層として十分な耐摩耗性、耐欠損性を確保できる。すなわち、結晶粒の多くが所定の配向を有するため、隣り合う結晶粒が異なる結晶構造を持つ場合でも、これらの結晶粒の結晶粒界における異方性が緩和される。そして、この所定の配向において、立方晶系結晶粒の{200}および六方晶系結晶粒の{11-20}が工具基体10の表面に垂直となるように配向されている。このため、ウルツ鉱型構造の結晶面の中で{11-20}に垂直な{10-10}の原子配列と、岩塩型構造の結晶面の中の{200}に垂直な{011}の原子配列とが互いに近い構造をもつことから、高い整合性をもつ低エネルギーの結晶粒界が多く形成され、結晶粒同士の結合力が高まり、その結果として、皮膜全体としての耐欠損性が向上する。なお、後述する硬質被覆層11の断面(図3A参照)において岩塩型構造を有する立方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{200}が配向された立方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下がより好ましい。同様に、硬質被覆層11の断面においてウルツ鉱型構造を有する六方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{11-20}が配向された六方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下であることがより好ましい。
(b)微細結晶粒の平均粒径と平均アスペクト比:
硬質被覆層11を構成する微細結晶粒の平均粒径は、5nm以上50nm以下である。これにより、硬質被覆層の硬さ及び耐欠損性を向上できる。平均粒径が5nm未満では、結晶粒が細か過ぎるため、窒化物結晶としての特性が弱化し、硬質被覆層の硬さが低下する。一方、平均粒径が50nmを超えると結晶粒が粗大になり過ぎ、所望の耐欠損性を得ることが出来ない。また、微細結晶粒のアスペクト比の平均値、すなわち、平均アスペクト比は、3を超えると結晶粒の異方性が高くなり過ぎるので、長径方向への亀裂進展がしやすくなり、耐欠損性が低下する。したがって、微細結晶粒の平均アスペクト比は3以下であることがより好ましい。
なお、微細結晶粒の平均粒径および平均アスペクト比の算出は、次のようにして行った。まず、透過型電子顕微鏡により、数万倍から数十万倍(例えば2万倍)に拡大された視野において断面観察を行う。図3Aは、本実施形態における断面の透過型電子顕微鏡写真である。透過型電子顕微鏡により観察される断面は、図3Aに示すように、工具基体10の表面に垂直な方向を含む平面により工具基体10および硬質被覆層11を切断した切断面である。なお、以降の説明において、観察される断面における工具基体10表面を示す線の垂直方向を膜厚方向と云い、観察される断面に垂直な方向(図3Aの紙面垂直方向)を断面方向と云う。この断面において透過型電子顕微鏡により結晶粒径およびアスペクト比が測定される範囲は、先立って走査型電子顕微鏡による観察において決定された平均層厚に基づき決められる。平均層厚は、この断面内の複数点の層厚を測定し、その平均を求めることにより決定される。観察視野内において、工具基体10の表面上の任意の点を始点とする平均層厚長さと等しい膜厚方向の線分を定め、および同じ始点を有する膜厚方向に垂直な数ミクロン(例えば5μm)の線分からなる平均層厚×数ミクロンの矩形の領域を測定範囲とする。測定範囲における全ての結晶粒について、結晶粒径およびアスペクト比をそれぞれ測定する。各結晶粒の最大長さを示す線分を長径(粒子長さ)とし、この長径に対して垂直方向の結晶粒の最大幅を示す線分を短径(粒子幅)として測定する。この長径と短径の平均値を結晶粒径とし、長径の値を短径の値で除した値をアスペクト比とする。そして、測定範囲における全ての結晶粒の結晶粒径およびアスペクト比の平均値を、それぞれ平均粒径および平均アスペクト比とする。
硬質被覆層11を構成する微細結晶粒の平均粒径は、5nm以上50nm以下である。これにより、硬質被覆層の硬さ及び耐欠損性を向上できる。平均粒径が5nm未満では、結晶粒が細か過ぎるため、窒化物結晶としての特性が弱化し、硬質被覆層の硬さが低下する。一方、平均粒径が50nmを超えると結晶粒が粗大になり過ぎ、所望の耐欠損性を得ることが出来ない。また、微細結晶粒のアスペクト比の平均値、すなわち、平均アスペクト比は、3を超えると結晶粒の異方性が高くなり過ぎるので、長径方向への亀裂進展がしやすくなり、耐欠損性が低下する。したがって、微細結晶粒の平均アスペクト比は3以下であることがより好ましい。
なお、微細結晶粒の平均粒径および平均アスペクト比の算出は、次のようにして行った。まず、透過型電子顕微鏡により、数万倍から数十万倍(例えば2万倍)に拡大された視野において断面観察を行う。図3Aは、本実施形態における断面の透過型電子顕微鏡写真である。透過型電子顕微鏡により観察される断面は、図3Aに示すように、工具基体10の表面に垂直な方向を含む平面により工具基体10および硬質被覆層11を切断した切断面である。なお、以降の説明において、観察される断面における工具基体10表面を示す線の垂直方向を膜厚方向と云い、観察される断面に垂直な方向(図3Aの紙面垂直方向)を断面方向と云う。この断面において透過型電子顕微鏡により結晶粒径およびアスペクト比が測定される範囲は、先立って走査型電子顕微鏡による観察において決定された平均層厚に基づき決められる。平均層厚は、この断面内の複数点の層厚を測定し、その平均を求めることにより決定される。観察視野内において、工具基体10の表面上の任意の点を始点とする平均層厚長さと等しい膜厚方向の線分を定め、および同じ始点を有する膜厚方向に垂直な数ミクロン(例えば5μm)の線分からなる平均層厚×数ミクロンの矩形の領域を測定範囲とする。測定範囲における全ての結晶粒について、結晶粒径およびアスペクト比をそれぞれ測定する。各結晶粒の最大長さを示す線分を長径(粒子長さ)とし、この長径に対して垂直方向の結晶粒の最大幅を示す線分を短径(粒子幅)として測定する。この長径と短径の平均値を結晶粒径とし、長径の値を短径の値で除した値をアスペクト比とする。そして、測定範囲における全ての結晶粒の結晶粒径およびアスペクト比の平均値を、それぞれ平均粒径および平均アスペクト比とする。
(c)岩塩型構造の(200)の回折円弧、ウルツ鉱型構造の(11-20)の回折円弧の角度幅:
図3Bは、硬質被覆層11の断面に電子線を照射して得られた電子線回折図形である。このような電子線回折図形は、透過型電子顕微鏡(TEM)を用いて観察される。図3Aに示す断面を観察面とする薄膜の試料を作成し、この試料のある領域、例えば図3Aの点線で囲まれた領域に、硬質被覆層11の断面方向から、スポット径が硬質被覆層11の層厚相当の電子線を照射することにより、図3Bに示す電子線回折図形が得られる。この電子線回折図形において、電子線の照射軸O(図4参照)を中心とする複数の回折環またはその一部が観察される。ここで、電子線の照射軸Oは、図3B(図4または図5B)の電子線回折図形の紙面垂直方向である。硬質被覆層11は、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在した状態で形成されているので、図3Bにおいて、前記岩塩型構造に由来する回折環の一部と、前記ウルツ鉱型構造に由来する回折環またはその一部(円弧)とが観察される。なお、図3Bにおいて、c(hkl)は岩塩型構造に由来する(hkl)の回折パターンを示し、h(hkil)はウルツ鉱型構造に由来する(hkil)の回折パターンを示す。例えば、c(200)は岩塩型構造を有する立方晶系結晶粒の(200)に由来する回折パターンであり、h(11-20)はウルツ鉱型構造を有する六方晶系結晶粒の(11-20)に由来する回折パターンである。
硬質被覆層11において、立方晶系結晶粒の{200}及び六方晶系結晶粒の{11-20}が所定の方位に配向されているので、図3Bにおいて、立方晶系結晶粒の(200)に由来する回折パターン、および六方晶系結晶粒の(11-20)に由来する回折パターンは、いずれも完全な円環ではなく円弧として観察される。
図4は、図3Bの電子線回折図形における角度の測り方を説明する図である。図4に示すように、回折円弧の角度幅(中心角)をθとすると、立方晶系結晶粒の(200)に由来する回折円弧、及び六方晶系結晶粒の(11-20)に由来する回折円弧の角度幅θはそれぞれ60度以下であることが好ましい。このような電子線回折図形は、硬質被覆層11全体における、{200}が特定の方向から15度以下の範囲内に配向された立方晶系結晶粒と{11-20}が特定の方向から15度以下の範囲内に配向された六方晶系結晶粒との体積率が高い場合に観察される。この場合、ウルツ鉱型構造において{11-20}と垂直な{10-10}と、岩塩型構造において{200}と垂直な{011}とが互いに略平行に配向され、前述のように結晶粒同士の結合力が高くなる。この結果、硬質被覆層11の耐欠損性及び耐摩耗性を向上できる。これに対し、角度幅θが60度を超えると所望の配向性が得られないため、十分に耐欠損性及び耐摩耗性を向上することが難しく、好ましくない。
図3Bは、硬質被覆層11の断面に電子線を照射して得られた電子線回折図形である。このような電子線回折図形は、透過型電子顕微鏡(TEM)を用いて観察される。図3Aに示す断面を観察面とする薄膜の試料を作成し、この試料のある領域、例えば図3Aの点線で囲まれた領域に、硬質被覆層11の断面方向から、スポット径が硬質被覆層11の層厚相当の電子線を照射することにより、図3Bに示す電子線回折図形が得られる。この電子線回折図形において、電子線の照射軸O(図4参照)を中心とする複数の回折環またはその一部が観察される。ここで、電子線の照射軸Oは、図3B(図4または図5B)の電子線回折図形の紙面垂直方向である。硬質被覆層11は、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在した状態で形成されているので、図3Bにおいて、前記岩塩型構造に由来する回折環の一部と、前記ウルツ鉱型構造に由来する回折環またはその一部(円弧)とが観察される。なお、図3Bにおいて、c(hkl)は岩塩型構造に由来する(hkl)の回折パターンを示し、h(hkil)はウルツ鉱型構造に由来する(hkil)の回折パターンを示す。例えば、c(200)は岩塩型構造を有する立方晶系結晶粒の(200)に由来する回折パターンであり、h(11-20)はウルツ鉱型構造を有する六方晶系結晶粒の(11-20)に由来する回折パターンである。
硬質被覆層11において、立方晶系結晶粒の{200}及び六方晶系結晶粒の{11-20}が所定の方位に配向されているので、図3Bにおいて、立方晶系結晶粒の(200)に由来する回折パターン、および六方晶系結晶粒の(11-20)に由来する回折パターンは、いずれも完全な円環ではなく円弧として観察される。
図4は、図3Bの電子線回折図形における角度の測り方を説明する図である。図4に示すように、回折円弧の角度幅(中心角)をθとすると、立方晶系結晶粒の(200)に由来する回折円弧、及び六方晶系結晶粒の(11-20)に由来する回折円弧の角度幅θはそれぞれ60度以下であることが好ましい。このような電子線回折図形は、硬質被覆層11全体における、{200}が特定の方向から15度以下の範囲内に配向された立方晶系結晶粒と{11-20}が特定の方向から15度以下の範囲内に配向された六方晶系結晶粒との体積率が高い場合に観察される。この場合、ウルツ鉱型構造において{11-20}と垂直な{10-10}と、岩塩型構造において{200}と垂直な{011}とが互いに略平行に配向され、前述のように結晶粒同士の結合力が高くなる。この結果、硬質被覆層11の耐欠損性及び耐摩耗性を向上できる。これに対し、角度幅θが60度を超えると所望の配向性が得られないため、十分に耐欠損性及び耐摩耗性を向上することが難しく、好ましくない。
(d)円弧の半径中心と円弧の開き角の中点を結んだ線分(直線)が工具基体の表面となす角φ:
角度幅θを持つ円弧の開き角の中点(円弧の中点)と円弧の半径中心(円弧の中心であり電子線の照射軸O)とを結んだ直線C(角度幅θの二等分線C)と、電子線回折図形上で工具基体10の表面Sとのなす角度φ(但し、φ≦90°)は、75度以上であることが好ましい。このような電子線回折図形は、{200}と工具基体10の表面とのなす角が75度以上90度以下である立方晶系結晶粒と、{11-20}と工具基体10の表面とのなす角が75度以上90度以下である六方晶系結晶粒との硬質被覆層11全体における体積率が高い場合に観察される。この場合、硬質被覆層11の耐摩耗性を向上できる。角度φが75度未満では、耐摩耗性を発揮する特定方向、すなわち立方晶系結晶粒の{011}及び六方晶系結晶粒{10-10}が工具基体10の表面に対して傾斜して配向されるため、工具基体10にかかる切削中の応力や衝撃に耐えることが難しく、所望の耐摩耗性を確保し難いので好ましくない。
次に、回折円弧の角度幅θおよび円弧の開き角の中点を決定する方法について説明する。図5Aは電子線回折図形における強度プロファイルを説明する図であり、図5Bは電子線回折図形における角度ωを説明する図である。まず、図5Bの電子線の照射軸Oを中心として、回折円弧を補完した回折リングを仮定する。次に、そのリングの周上における回折線の強度値を、縦軸が強度であり横軸が角度ωであるグラフにプロットし、強度プロファイルを作成する。図5Aはこのように作成した特定の円弧の強度プロファイルである。そして、角度幅θおよび円弧の開き角の中点を求めたい円弧に対応する強度プロファイルにおいて、強度が最大値Ipの半分となる角度ωをそれぞれ回折円弧の第一端E1及び第二端E2とする。電子線の照射軸Oと第一端E1とを結ぶ直線L1と、電子線の照射軸Oと第二端E2とを結ぶ直線L2とのなす角の大きさを回折円弧の角度幅θと定める。さらに、直線L1と直線L2とのなす角の二等分線Cがその回折円弧と交わる位置をその回折円弧の開き角の中点と定める。
なお、電子線回折図形から強度を数値化する方法としては、コンピュータに取り込んだ回折図形をグレースケールのデジタル画像に変換し2次元の強度プロファイルとして数値化する方法がある。
角度幅θを持つ円弧の開き角の中点(円弧の中点)と円弧の半径中心(円弧の中心であり電子線の照射軸O)とを結んだ直線C(角度幅θの二等分線C)と、電子線回折図形上で工具基体10の表面Sとのなす角度φ(但し、φ≦90°)は、75度以上であることが好ましい。このような電子線回折図形は、{200}と工具基体10の表面とのなす角が75度以上90度以下である立方晶系結晶粒と、{11-20}と工具基体10の表面とのなす角が75度以上90度以下である六方晶系結晶粒との硬質被覆層11全体における体積率が高い場合に観察される。この場合、硬質被覆層11の耐摩耗性を向上できる。角度φが75度未満では、耐摩耗性を発揮する特定方向、すなわち立方晶系結晶粒の{011}及び六方晶系結晶粒{10-10}が工具基体10の表面に対して傾斜して配向されるため、工具基体10にかかる切削中の応力や衝撃に耐えることが難しく、所望の耐摩耗性を確保し難いので好ましくない。
次に、回折円弧の角度幅θおよび円弧の開き角の中点を決定する方法について説明する。図5Aは電子線回折図形における強度プロファイルを説明する図であり、図5Bは電子線回折図形における角度ωを説明する図である。まず、図5Bの電子線の照射軸Oを中心として、回折円弧を補完した回折リングを仮定する。次に、そのリングの周上における回折線の強度値を、縦軸が強度であり横軸が角度ωであるグラフにプロットし、強度プロファイルを作成する。図5Aはこのように作成した特定の円弧の強度プロファイルである。そして、角度幅θおよび円弧の開き角の中点を求めたい円弧に対応する強度プロファイルにおいて、強度が最大値Ipの半分となる角度ωをそれぞれ回折円弧の第一端E1及び第二端E2とする。電子線の照射軸Oと第一端E1とを結ぶ直線L1と、電子線の照射軸Oと第二端E2とを結ぶ直線L2とのなす角の大きさを回折円弧の角度幅θと定める。さらに、直線L1と直線L2とのなす角の二等分線Cがその回折円弧と交わる位置をその回折円弧の開き角の中点と定める。
なお、電子線回折図形から強度を数値化する方法としては、コンピュータに取り込んだ回折図形をグレースケールのデジタル画像に変換し2次元の強度プロファイルとして数値化する方法がある。
(e)岩塩型構造の(200)回折線の強度をIc、ウルツ鉱型構造の(11-20)回折線の強度をIhとした時のIc/(Ic+Ih)の値:
電子線回折図形において、工具基体10の表面Sに垂直な方向における岩塩型構造の(200)回折線の強度をIc、ウルツ鉱型構造の(11-20)回折線の強度をIhとした時のIc/(Ic+Ih)の値が、0.3以上0.8以下であることが好ましい。岩塩型構造を有する立方晶系結晶粒の{200}と、ウルツ鉱型構造を有する六方晶系結晶粒の{11-20}とが工具基体10の表面に垂直に配向されており、かつ、このように配向された結晶粒における立方晶系結晶粒と六方晶系結晶粒との存在比率(体積比率)が適正である場合、このような電子線回折図形を得られる。この場合、硬質被覆層11は、十分な耐摩耗性を有する。この値が0.3未満では、硬質相である岩塩型構造を有する立方晶系結晶粒が相対的に少なくなるので、所望の耐摩耗性が得られない。一方、0.8を超えると岩塩型構造を有する結晶粒の特性が支配的となり、硬質被覆層11を2相混相組織で構成したことにより硬さおよび耐摩耗性が向上するという効果が低減し、所望の工具寿命を得られない。したがって、0.8≧Ic/(Ic+Ih)≧0.3とすることが好ましい。
なお、電子線回折図形から工具基体の表面に垂直な方向における回折線の強度を数値化する方法としては、コンピュータに取り込んだ回折図形をグレースケールのデジタル画像に変換し、電子線回折図形上で電子線の照射軸Oから工具基体10の表面Sに垂直な方向にひいた直線上における各回折円弧のグレースケール値をもって回折強度Ic、Ihとするという方法がある。または、工具基体10の表面Sに垂直な方向近傍における(200)の回折円弧及び(11-20)の回折円弧について上述の図5Aにおける強度プロファイルを求め、各回折線のピーク面積をそれぞれIc、Ihとしても良い。このとき、回折リングの一部が飽和することがないよう、電子線回折図形の撮影時間などの撮影条件を調整する必要があるが、撮影条件は個々の透過型電子顕微鏡の装置上で調整することが可能である。
電子線回折図形において、工具基体10の表面Sに垂直な方向における岩塩型構造の(200)回折線の強度をIc、ウルツ鉱型構造の(11-20)回折線の強度をIhとした時のIc/(Ic+Ih)の値が、0.3以上0.8以下であることが好ましい。岩塩型構造を有する立方晶系結晶粒の{200}と、ウルツ鉱型構造を有する六方晶系結晶粒の{11-20}とが工具基体10の表面に垂直に配向されており、かつ、このように配向された結晶粒における立方晶系結晶粒と六方晶系結晶粒との存在比率(体積比率)が適正である場合、このような電子線回折図形を得られる。この場合、硬質被覆層11は、十分な耐摩耗性を有する。この値が0.3未満では、硬質相である岩塩型構造を有する立方晶系結晶粒が相対的に少なくなるので、所望の耐摩耗性が得られない。一方、0.8を超えると岩塩型構造を有する結晶粒の特性が支配的となり、硬質被覆層11を2相混相組織で構成したことにより硬さおよび耐摩耗性が向上するという効果が低減し、所望の工具寿命を得られない。したがって、0.8≧Ic/(Ic+Ih)≧0.3とすることが好ましい。
なお、電子線回折図形から工具基体の表面に垂直な方向における回折線の強度を数値化する方法としては、コンピュータに取り込んだ回折図形をグレースケールのデジタル画像に変換し、電子線回折図形上で電子線の照射軸Oから工具基体10の表面Sに垂直な方向にひいた直線上における各回折円弧のグレースケール値をもって回折強度Ic、Ihとするという方法がある。または、工具基体10の表面Sに垂直な方向近傍における(200)の回折円弧及び(11-20)の回折円弧について上述の図5Aにおける強度プロファイルを求め、各回折線のピーク面積をそれぞれIc、Ihとしても良い。このとき、回折リングの一部が飽和することがないよう、電子線回折図形の撮影時間などの撮影条件を調整する必要があるが、撮影条件は個々の透過型電子顕微鏡の装置上で調整することが可能である。
以上のように、本実施形態の硬質被覆層は、岩塩型結晶構造を有する結晶粒とウルツ鉱型結晶構造を有する結晶粒との微細混相組織として形成されているので、硬質被覆層の耐摩耗性及び耐欠損性が従来よりも高いものとなる。さらに、立方晶系結晶粒の{200}は工具基体の表面に垂直に配向し、六方晶系結晶粒の{11-20}は前記工具基体の表面に垂直に配向することにより、結晶構造による異方性が緩和されるので、耐欠損性及び耐摩耗性が向上する。
(f)硬質被覆層の下部層及び上部層:
前述の通り、硬質被覆層11の下層に下部層12を、または硬質被覆層11の上層に上部層13を形成することが好ましい。下部層12としてTiN層を形成すると、工具基体10と硬質被覆層11との付着強度が向上する。また、(Ti,Al)N、Ti(C,N)、(Al,Ti)Nなどの耐摩耗層を下部層12または上部層13として形成すると、皮膜の耐摩耗性が一段と向上する。さらに、上部層13としてTiNやCrNを硬質被覆層11に被覆すると、皮膜の切削抵抗が低下し、皮膜のチッピングや切削熱の発生を抑制することが出来る。なお、上部層13の平均層厚は0.1μm以上0.3μm以下であることが好ましく、下部層12の平均層厚は0.5μm以上1.5μm以下であることが好ましい。上部層13及び下部層12の平均層厚がこの範囲内であると、上述の切削性能をより一層向上できる。
前述の通り、硬質被覆層11の下層に下部層12を、または硬質被覆層11の上層に上部層13を形成することが好ましい。下部層12としてTiN層を形成すると、工具基体10と硬質被覆層11との付着強度が向上する。また、(Ti,Al)N、Ti(C,N)、(Al,Ti)Nなどの耐摩耗層を下部層12または上部層13として形成すると、皮膜の耐摩耗性が一段と向上する。さらに、上部層13としてTiNやCrNを硬質被覆層11に被覆すると、皮膜の切削抵抗が低下し、皮膜のチッピングや切削熱の発生を抑制することが出来る。なお、上部層13の平均層厚は0.1μm以上0.3μm以下であることが好ましく、下部層12の平均層厚は0.5μm以上1.5μm以下であることが好ましい。上部層13及び下部層12の平均層厚がこの範囲内であると、上述の切削性能をより一層向上できる。
次に、図1を参照して、上述の硬質被覆層11を工具基体10の表面に蒸着形成する方法について説明する。
図1は、工具基体10に硬質被覆層11を蒸着形成するために用いられるイオンプレーティング装置100の概略図である。イオンプレーティング装置100は、ハウジング101と、2つのプラズマガン111、112と、2つのハース121、122と、工具基体ホルダ130と、ヒーター140と、アシストプラズマガン153と、電源160とを備える。ハウジング101は、その内部で蒸着を行う蒸着室を形成する。ハウジング101の底面には、反応ガスを蒸着室内に導入するための2つの反応ガス導入口151、152と、反応後のガスをハウジング外へ排出するための不図示の排出口とが、ハウジング101の内部と外部とを連通するように設けられている。反応ガス導入口151、152とハウジング101の側壁との間には、蒸着材料を入れるハース121、122がそれぞれ設けられている。ハース121、122の上側(図1の上側)且つハウジング101の側壁上には、ハース121、122にプラズマ50を照射する圧力勾配型のプラズマガン111、112が設けられており、ハース121とプラズマガン111、及びハース122とプラズマガン112はそれぞれ共通の電源と接続されている。反応ガス導入口151、152との間には、プラズマガン111、112とは別にプラズマを照射するアシストプラズマガン153が設けられている。
さらに、ハウジングの上面側には、工具基体ホルダ130が設けられている。工具基体ホルダ130は、ハウジング外部に設置された電源160と電気的に接続されている主軸131と、主軸131に対し垂直な方向に延びた、工具基体10を保持する保持部132とを備える。主軸131は、ハース121、122が載置されるハウジング101の底面に垂直な軸線R回りに回転可能にハウジング101の上面に取り付けられており、保持部132は主軸131に垂直な軸線(ハウジング101の底面に平行な軸線)回りに回転可能に主軸131に取り付けられている。そして、工具基体ホルダ130とハウジング101の側壁との間には、工具基体10を加熱するヒーター140が設けられている。なお、図1は、工具基体10として複数のインサートを工具基体ホルダ130に装着した例を示している。
図1は、工具基体10に硬質被覆層11を蒸着形成するために用いられるイオンプレーティング装置100の概略図である。イオンプレーティング装置100は、ハウジング101と、2つのプラズマガン111、112と、2つのハース121、122と、工具基体ホルダ130と、ヒーター140と、アシストプラズマガン153と、電源160とを備える。ハウジング101は、その内部で蒸着を行う蒸着室を形成する。ハウジング101の底面には、反応ガスを蒸着室内に導入するための2つの反応ガス導入口151、152と、反応後のガスをハウジング外へ排出するための不図示の排出口とが、ハウジング101の内部と外部とを連通するように設けられている。反応ガス導入口151、152とハウジング101の側壁との間には、蒸着材料を入れるハース121、122がそれぞれ設けられている。ハース121、122の上側(図1の上側)且つハウジング101の側壁上には、ハース121、122にプラズマ50を照射する圧力勾配型のプラズマガン111、112が設けられており、ハース121とプラズマガン111、及びハース122とプラズマガン112はそれぞれ共通の電源と接続されている。反応ガス導入口151、152との間には、プラズマガン111、112とは別にプラズマを照射するアシストプラズマガン153が設けられている。
さらに、ハウジングの上面側には、工具基体ホルダ130が設けられている。工具基体ホルダ130は、ハウジング外部に設置された電源160と電気的に接続されている主軸131と、主軸131に対し垂直な方向に延びた、工具基体10を保持する保持部132とを備える。主軸131は、ハース121、122が載置されるハウジング101の底面に垂直な軸線R回りに回転可能にハウジング101の上面に取り付けられており、保持部132は主軸131に垂直な軸線(ハウジング101の底面に平行な軸線)回りに回転可能に主軸131に取り付けられている。そして、工具基体ホルダ130とハウジング101の側壁との間には、工具基体10を加熱するヒーター140が設けられている。なお、図1は、工具基体10として複数のインサートを工具基体ホルダ130に装着した例を示している。
次に、このようなイオンプレーティング装置100を用いて硬質被覆層11を工具基体10の表面に蒸着形成する手順について説明する。
まず、工具基体10を洗浄した後、工具基体10を乾燥させた状態で工具基体ホルダ130の保持部132に装着し、ハース121、122に蒸発源21、22としてTi及びAlをそれぞれ設置する。次に、蒸着室内を蒸着を開始することが可能な状態にする。具体的には、反応ガス導入口151、152からハウジング101内(蒸着室)に反応ガスとして窒素ガスを導入すると共に、ヒーター140により工具基体10を所定の温度まで加熱する。このとき、ハウジング101内の圧力は、一定に保持される。その後、ハウジング101内に導入される窒素ガスの流量、工具基体10の温度、ハウジング101内の圧力を保ちながら、工具基体ホルダ130の主軸131をハウジング101の底面に垂直な軸回り(矢印A)に回転させると共に、保持部132をハウジング101の底面に平行な軸回り(矢印B)に回転させる。また、工具基体10には、工具基体ホルダ130を介して電源160からバイアス電圧が付与される。
蒸着室をこのような状態にして蒸着を開始する。まず、プラズマガン111、112から放電ガスを蒸着室内へ供給すると共にプラズマガン111、112に電力を付与し、プラズマガン111からハース121内のTiへ、プラズマガン112からハース122内のAlへプラズマ50を照射することによりTiとAlを蒸発させ、イオン化する。同時にアシストプラズマガン153からハウジング上方に向けてプラズマを照射し、Ti+イオンと、Al+イオンと、窒素ガスとを反応させつつ工具基体10に蒸着させる。蒸着により形成された硬質被覆膜11の厚さが所望の厚さになった後、蒸着を終了する。
まず、工具基体10を洗浄した後、工具基体10を乾燥させた状態で工具基体ホルダ130の保持部132に装着し、ハース121、122に蒸発源21、22としてTi及びAlをそれぞれ設置する。次に、蒸着室内を蒸着を開始することが可能な状態にする。具体的には、反応ガス導入口151、152からハウジング101内(蒸着室)に反応ガスとして窒素ガスを導入すると共に、ヒーター140により工具基体10を所定の温度まで加熱する。このとき、ハウジング101内の圧力は、一定に保持される。その後、ハウジング101内に導入される窒素ガスの流量、工具基体10の温度、ハウジング101内の圧力を保ちながら、工具基体ホルダ130の主軸131をハウジング101の底面に垂直な軸回り(矢印A)に回転させると共に、保持部132をハウジング101の底面に平行な軸回り(矢印B)に回転させる。また、工具基体10には、工具基体ホルダ130を介して電源160からバイアス電圧が付与される。
蒸着室をこのような状態にして蒸着を開始する。まず、プラズマガン111、112から放電ガスを蒸着室内へ供給すると共にプラズマガン111、112に電力を付与し、プラズマガン111からハース121内のTiへ、プラズマガン112からハース122内のAlへプラズマ50を照射することによりTiとAlを蒸発させ、イオン化する。同時にアシストプラズマガン153からハウジング上方に向けてプラズマを照射し、Ti+イオンと、Al+イオンと、窒素ガスとを反応させつつ工具基体10に蒸着させる。蒸着により形成された硬質被覆膜11の厚さが所望の厚さになった後、蒸着を終了する。
以上の方法では、蒸着中に工具基体10に印加されるバイアス電圧がパルスバイアス電圧であるので、各イオンが工具基体10と衝突する頻度が変化する。この結果、工具基体10の表面に蒸着形成される硬質被覆層が、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在した混相組織として形成される。また、パルスバイアス電圧のONとOFFとのデューティ比を調節することにより、立方晶系結晶粒と六方晶系結晶粒との存在比率を調節できる。さらに、パルスバイアス電圧のONとOFFとのデューティ比を調節することにより、立方晶系結晶粒と六方晶系結晶粒とを特定の低次面方向へ配向させることができる。また、このような圧力勾配型プラズマを用いたイオンプレーティング装置100及びそれを用いた方法により硬質被覆層を形成することにより、比較的層厚が均一な硬質被覆層を形成し易い。
(第二の実施形態)
本発明の被覆工具の第二の実施形態に関し、図面を参照して説明する。
本実施形態の被覆工具は、図2Aに示すように、炭化タングステン基超硬合金焼結体からなる工具基体10と、その表面に蒸着形成された硬質被覆層11とを主たる構成要素としている。本実施形態においては、硬質被覆層11の組成が組成式:(AlxTi1-x)N(0.6≦x≦0.8)で表され、硬質被覆層11の平均層厚は0.5μm以上5.0μm以下である。
また、本実施形態において、硬質被覆層11の圧縮残留応力は8GPa以上12GPa以下である。その他の構成は、第一の実施形態と同じであるため説明を省略し、第一の実施形態と同じ部分について以下説明する。
本発明の被覆工具の第二の実施形態に関し、図面を参照して説明する。
本実施形態の被覆工具は、図2Aに示すように、炭化タングステン基超硬合金焼結体からなる工具基体10と、その表面に蒸着形成された硬質被覆層11とを主たる構成要素としている。本実施形態においては、硬質被覆層11の組成が組成式:(AlxTi1-x)N(0.6≦x≦0.8)で表され、硬質被覆層11の平均層厚は0.5μm以上5.0μm以下である。
また、本実施形態において、硬質被覆層11の圧縮残留応力は8GPa以上12GPa以下である。その他の構成は、第一の実施形態と同じであるため説明を省略し、第一の実施形態と同じ部分について以下説明する。
(AlxTi1-x)NにおけるAlとTiとの合量に対するAlの含有割合xを0.6以上0.8以下とした理由を説明する。(AlxTi1-x)Nの結晶構造は、x=0.6~0.8を境界領域として、岩塩型結晶構造からウルツ鉱型結晶構造へと変化する。すなわち、0.6≦x≦0.8となる領域において、岩塩型結晶構造とウルツ鉱型結晶構造とを共存させることができる。前述のように工具基体10に印加されるパルスバイアス電圧の負電圧のONとOFFとを所定のデューティ比で切り替えることにより、組成が(AlxTi1-x)N(0.6≦x≦0.8)の複合窒化膜である硬質被覆層11の構造が、岩塩型結晶構造を有する立方晶系結晶粒と、ウルツ鉱型結晶構造を有する六方晶系結晶粒とが共存する構造に再現性よく制御することが可能である。また、硬質被覆層11の平均層厚を0.5μm以上7.0μm以下とすることにより、厚膜化によって生じる皮膜のチッピングを防ぎ、かつ所望の耐摩耗性を発揮するという効果を得られる。ここで、本実施形態では、AlとTiとの合量に対するAlの含有割合xを0.6≦x≦0.8とし、平均層厚を0.5μm以上7.0μm以下としているため、上記の作用は、第一の実施形態よりも顕著となる。
(a)立方晶系結晶粒と六方晶系結晶粒の配向性:
硬質被覆層11において、立方晶系結晶粒の{200}の多くは工具基体10の表面に垂直に配向され、六方晶系結晶粒の{11-20}の多くは工具基体10の表面に垂直に配向されている。このような硬質被覆層11では、微粒組織でありながら低次面方向へ配向しているという特異な結晶粒組織が形成されているので、一段とすぐれた耐摩耗性と耐欠損性とを発揮する。
詳細には、AlとTiとの合量に対するAlの含有割合が0.6以上となる領域では、高温硬さと耐熱性とを向上させるというAlの効果により、硬質被覆層11が高い耐摩耗性を発揮する。これに加えて、立方晶である岩塩型構造を持つ結晶粒と、六方晶であるウルツ鉱型構造を持つ結晶粒とが混在することにより、結晶粒組織の微細化が促進される。この結果、硬質被覆層11がすぐれた耐摩耗性を発揮する。なお、後述する硬質被覆層11の断面(図6A参照)において、岩塩型構造を有する立方晶系結晶粒が占有する面積と、ウルツ鉱型構造を有する六方晶系結晶粒が占有する面積との合計が、断面全体の面積の70%以上であることが好ましい。さらに、硬質被覆層11が、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒と、結晶粒界とのみからなることがより好ましい。このような構成であれば、上述の耐摩耗性と耐欠損性とが十分に発揮される。従来、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とを混在させた微細結晶粒組織では、これらの結晶粒が無秩序に配向されていたため、ランダム粒界が多く形成されて各結晶粒間の結合力が弱くなるため、衝撃により粒子が欠落し易かった。この結果、工具用硬質被覆層として実用に十分耐え得る性能を確保することは困難であった。これに対し、本実施形態の硬質被覆層11では、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とが所定の配向性を有していることにより、工具用硬質被覆層として十分な耐摩耗性、耐欠損性を確保できる。すなわち、結晶粒の多くが特定の配向を有するため、隣り合う結晶粒が異なる結晶構造を持つ場合でも、これらの結晶粒の結晶粒界における異方性が緩和される。そして、この所定の配向において、立方晶系結晶粒の{200}および六方晶系結晶粒の{11-20}が工具基体10の表面に垂直となるように配向されている。このため、ウルツ鉱型構造の結晶面の中で{11-20}に垂直な{10-10}の原子配列と、岩塩型構造の結晶面の中の{200}に垂直な{011}の原子配列とが互いに近い構造をもつことから、高い整合性をもつ低エネルギーの結晶粒界が多く形成され、結晶粒同士の結合力が高まり、その結果として、皮膜全体としての耐欠損性が向上する。なお、後述する硬質被覆層11の断面において岩塩型構造を有する立方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{200}が配向された立方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下がより好ましい。同様に、硬質被覆層11の断面においてウルツ鉱型構造を有する六方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{11-20}が配向された六方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下であることがより好ましい。
硬質被覆層11において、立方晶系結晶粒の{200}の多くは工具基体10の表面に垂直に配向され、六方晶系結晶粒の{11-20}の多くは工具基体10の表面に垂直に配向されている。このような硬質被覆層11では、微粒組織でありながら低次面方向へ配向しているという特異な結晶粒組織が形成されているので、一段とすぐれた耐摩耗性と耐欠損性とを発揮する。
詳細には、AlとTiとの合量に対するAlの含有割合が0.6以上となる領域では、高温硬さと耐熱性とを向上させるというAlの効果により、硬質被覆層11が高い耐摩耗性を発揮する。これに加えて、立方晶である岩塩型構造を持つ結晶粒と、六方晶であるウルツ鉱型構造を持つ結晶粒とが混在することにより、結晶粒組織の微細化が促進される。この結果、硬質被覆層11がすぐれた耐摩耗性を発揮する。なお、後述する硬質被覆層11の断面(図6A参照)において、岩塩型構造を有する立方晶系結晶粒が占有する面積と、ウルツ鉱型構造を有する六方晶系結晶粒が占有する面積との合計が、断面全体の面積の70%以上であることが好ましい。さらに、硬質被覆層11が、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒と、結晶粒界とのみからなることがより好ましい。このような構成であれば、上述の耐摩耗性と耐欠損性とが十分に発揮される。従来、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とを混在させた微細結晶粒組織では、これらの結晶粒が無秩序に配向されていたため、ランダム粒界が多く形成されて各結晶粒間の結合力が弱くなるため、衝撃により粒子が欠落し易かった。この結果、工具用硬質被覆層として実用に十分耐え得る性能を確保することは困難であった。これに対し、本実施形態の硬質被覆層11では、岩塩型構造を持つ結晶粒とウルツ鉱型構造を持つ結晶粒とが所定の配向性を有していることにより、工具用硬質被覆層として十分な耐摩耗性、耐欠損性を確保できる。すなわち、結晶粒の多くが特定の配向を有するため、隣り合う結晶粒が異なる結晶構造を持つ場合でも、これらの結晶粒の結晶粒界における異方性が緩和される。そして、この所定の配向において、立方晶系結晶粒の{200}および六方晶系結晶粒の{11-20}が工具基体10の表面に垂直となるように配向されている。このため、ウルツ鉱型構造の結晶面の中で{11-20}に垂直な{10-10}の原子配列と、岩塩型構造の結晶面の中の{200}に垂直な{011}の原子配列とが互いに近い構造をもつことから、高い整合性をもつ低エネルギーの結晶粒界が多く形成され、結晶粒同士の結合力が高まり、その結果として、皮膜全体としての耐欠損性が向上する。なお、後述する硬質被覆層11の断面において岩塩型構造を有する立方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{200}が配向された立方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下がより好ましい。同様に、硬質被覆層11の断面においてウルツ鉱型構造を有する六方晶系結晶粒が占有する面積のうち、工具基体10の表面に垂直な方向から15度以内に{11-20}が配向された六方晶系結晶粒の面積が50%以上100%以下であることが好ましく、80%以上100%以下であることがより好ましい。
(b)硬質被覆層の圧縮残留応力:
硬質被覆層11の圧縮残留応力は8GPa以上12GPa以下である。これにより、硬質被覆層11の緻密性を向上させることができるため、硬質被覆層内でクラックが生じた場合にも、クラックが進展し難く、耐摩耗性及び耐欠損性を向上できる。この結果、工具を長寿命化することができる。本実施形態の硬質被覆層11は上述の構成を有し、特にAlとTiとの合量に対するAlの含有割合xが0.6≦x≦0.8とされ、平均層厚を0.5μm以上7.0μm以下とされているため、硬質被覆層11の残留圧縮応力を従来の硬質被覆層よりも高く設定しても、硬質被覆層11が自己破壊することがない。具体的には、従来の硬質被覆層では、残留圧縮応力として5~6GPaが限界であったのに対し、本実施形態に係る残留圧縮応力は8GPa以上12GPa以下とすることができる。8GPaを下回ると、圧縮残留応力の値が小さくなり、所望の耐摩耗性が得られない。一方、12GPaを上回ると、圧縮残留応力の値は大きくなり過ぎ、たとえ結晶粒同士が高い結合力を有していても、硬質被覆層11の自己破壊に繋がり所望の耐欠損性が得られない。したがって、硬質被覆層11の圧縮残留応力は、8~12GPaとすることが好ましい。
硬質被覆層11の圧縮残留応力は、次のように付与する。すなわち、前述のように蒸着中に工具基体10に印加するパルスバイアス電圧の負電圧のONとOFFとを所定のデューティ比で切り替えることにより、組成が(AlxTi1-x)N(0.6≦x≦0.8)の複合窒化膜である硬質被覆層11の結晶構造を、岩塩型結晶構造を有する立方晶系結晶粒と、ウルツ鉱型結晶構造を有する六方晶系結晶粒とが共存する構造に制御する。このとき、パルスバイアス電圧と同時に、バイアス電圧としてDC(直流)の負電圧を印加する。すなわち、パルスバイアス電圧のOFF期にも負電圧が印加される。結果として、工具基体10に印加されるバイアス電圧は、高い電圧と低い電圧とを交互に印加するパルスバイアス電圧となる。これにより、蒸着形成された結晶粒がTi+イオン、Al+イオンによって叩かれ、その衝突エネルギーが蒸着層内に蓄積されることによって、硬質被覆層に圧縮残留応力が付与される。
なお、残留圧縮応力は、CuKα線を用いたX線回折測定によるsin2ψ法によって測定される。まず、硬質被覆層の断面に複数の角度ψからX線を照射して回折線強度分布を測定する。角度ψは断面方向とX線照射方向とのなす角度である。そして、得られた回折線強度分布ごとに回折線強度のピークを示す回折角を求める。次に、縦軸を回折角とし、横軸をsin2ψとしたグラフに得られた回折角とその時のsin2ψをプロットする。プロットした点の最小二乗近似直線を求め、この直線の傾きに応力定数を乗じて残留圧縮応力を算出することができる。
硬質被覆層11の圧縮残留応力は8GPa以上12GPa以下である。これにより、硬質被覆層11の緻密性を向上させることができるため、硬質被覆層内でクラックが生じた場合にも、クラックが進展し難く、耐摩耗性及び耐欠損性を向上できる。この結果、工具を長寿命化することができる。本実施形態の硬質被覆層11は上述の構成を有し、特にAlとTiとの合量に対するAlの含有割合xが0.6≦x≦0.8とされ、平均層厚を0.5μm以上7.0μm以下とされているため、硬質被覆層11の残留圧縮応力を従来の硬質被覆層よりも高く設定しても、硬質被覆層11が自己破壊することがない。具体的には、従来の硬質被覆層では、残留圧縮応力として5~6GPaが限界であったのに対し、本実施形態に係る残留圧縮応力は8GPa以上12GPa以下とすることができる。8GPaを下回ると、圧縮残留応力の値が小さくなり、所望の耐摩耗性が得られない。一方、12GPaを上回ると、圧縮残留応力の値は大きくなり過ぎ、たとえ結晶粒同士が高い結合力を有していても、硬質被覆層11の自己破壊に繋がり所望の耐欠損性が得られない。したがって、硬質被覆層11の圧縮残留応力は、8~12GPaとすることが好ましい。
硬質被覆層11の圧縮残留応力は、次のように付与する。すなわち、前述のように蒸着中に工具基体10に印加するパルスバイアス電圧の負電圧のONとOFFとを所定のデューティ比で切り替えることにより、組成が(AlxTi1-x)N(0.6≦x≦0.8)の複合窒化膜である硬質被覆層11の結晶構造を、岩塩型結晶構造を有する立方晶系結晶粒と、ウルツ鉱型結晶構造を有する六方晶系結晶粒とが共存する構造に制御する。このとき、パルスバイアス電圧と同時に、バイアス電圧としてDC(直流)の負電圧を印加する。すなわち、パルスバイアス電圧のOFF期にも負電圧が印加される。結果として、工具基体10に印加されるバイアス電圧は、高い電圧と低い電圧とを交互に印加するパルスバイアス電圧となる。これにより、蒸着形成された結晶粒がTi+イオン、Al+イオンによって叩かれ、その衝突エネルギーが蒸着層内に蓄積されることによって、硬質被覆層に圧縮残留応力が付与される。
なお、残留圧縮応力は、CuKα線を用いたX線回折測定によるsin2ψ法によって測定される。まず、硬質被覆層の断面に複数の角度ψからX線を照射して回折線強度分布を測定する。角度ψは断面方向とX線照射方向とのなす角度である。そして、得られた回折線強度分布ごとに回折線強度のピークを示す回折角を求める。次に、縦軸を回折角とし、横軸をsin2ψとしたグラフに得られた回折角とその時のsin2ψをプロットする。プロットした点の最小二乗近似直線を求め、この直線の傾きに応力定数を乗じて残留圧縮応力を算出することができる。
本実施形態に係る硬質被覆層11は、図1に係る装置を用いて蒸着形成することが可能である。蒸着の手順は、第一の実施形態の手順と同様であるが、工具基体10に工具基体ホルダ130を介して電源160から印加される電圧が、パルスバイアス電圧と直流バイアス電圧である、すなわち、高い負電圧と低い負電圧とのパルス電圧を印加する点で異なっている。これにより、工具基体10の表面に蒸着形成される硬質被覆層11が、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在するように形成されると共に、硬質被覆層11に圧縮残留応力を付与できる。また、パルスバイアス電圧のデューティ比を調節することにより、立方晶系結晶粒と六方晶系結晶粒との存在比率を調節できる。さらに、パルスバイアス電圧のデューティ比を調節することにより、立方晶系結晶粒と六方晶系結晶粒とを特定の低次面方向へ配向させることができる。
なお、本発明の技術的範囲は以上説明した実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
つぎに、本発明の被覆工具を実施例により具体的に説明する。
原料粉末として、いずれも1~3μmの平均粒径を有するWC粉末、TiC粉末、ZrC粉末、VC粉末、TaC粉末、NbC粉末、Cr3C2粉末、TiN粉末およびCo粉末を用意し、これら原料粉末を、表1に示される配合組成に配合し、ボールミルで72時間湿式混合し、乾燥した。その後、乾燥後の原料粉末の混合物を100MPaの圧力で圧粉体にプレス成形し、この圧粉体を圧力が6Paの真空中、温度1400℃の条件下に1時間保持して焼結した。焼結後、切刃部分に半径Rが0.03mmのホーニング加工を施してISO規格・CNMG120408で規定されたインサート形状をもった炭化タングステン(WC)基超硬合金製の工具基体A~Eを形成した。
ついで、前記工具基体A~Eのそれぞれを、アセトン中で超音波洗浄した後乾燥した。上述した図1の概略図に示される物理蒸着装置の1種である圧力勾配型アルゴン(Ar)プラズマガンを利用したイオンプレーティング装置100の工具基体ホルダ130に工具基体A~Eを装着し、以下の条件で硬質被覆層を蒸着形成した。
工具基体温度:400~430℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~11kW
反応ガス導入口151および152から蒸着室内に流入する反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:1周期100μsecのパルス電圧(-90Vまたは-80Vの電圧を98μsec印加するON期と2μsec電圧を印加しないOFF期とを繰り返すパルス電圧)
アシストプラズマガン153の放電出力:2kW
蒸着時間:40~280min
具体的には、表2に示される形成条件のもと表3に示される所定の目標層厚を有する硬質被覆層の形成を行い、本実施例に係る表面被覆切削工具としての本発明インサートa1~a8をそれぞれ製造した。なお、表2において、バイアス電圧は、ON期の電圧(V)と1周期(100μsec)における印加時間(μsec)を表す。
工具基体温度:400~430℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~11kW
反応ガス導入口151および152から蒸着室内に流入する反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:1周期100μsecのパルス電圧(-90Vまたは-80Vの電圧を98μsec印加するON期と2μsec電圧を印加しないOFF期とを繰り返すパルス電圧)
アシストプラズマガン153の放電出力:2kW
蒸着時間:40~280min
具体的には、表2に示される形成条件のもと表3に示される所定の目標層厚を有する硬質被覆層の形成を行い、本実施例に係る表面被覆切削工具としての本発明インサートa1~a8をそれぞれ製造した。なお、表2において、バイアス電圧は、ON期の電圧(V)と1周期(100μsec)における印加時間(μsec)を表す。
また、比較の目的で、比較インサートa1~a8を形成した。本発明インサートa1~a8と同じ工具基体A~Eを、アセトン中で超音波洗浄し、乾燥した。本発明インサートa1~a8と同様に、図1の概略図に示される物理蒸着装置の1種である圧力勾配型Arプラズマガンを利用したイオンプレーティング装置100の工具基体ホルダ130に工具基体A~Eを装着し、以下の条件で硬質被覆層を蒸着形成した。
工具基体温度:400~430℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~11kW
反応ガス導入口151および152から蒸着室内に流入する反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:-10~-20Vの直流電圧
アシストプラズマガン153の放電出力:アシストプラズマガンは使用しなかった
蒸着時間:目標層厚に達するまで蒸着を行った(表5参照)
具体的には、表4に示される形成条件のもと表5に示される所定の目標層厚を有する硬質被覆層の形成を行い、比較用の被覆工具としての比較インサートa1~a8をそれぞれ製造した。
工具基体温度:400~430℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~11kW
反応ガス導入口151および152から蒸着室内に流入する反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:-10~-20Vの直流電圧
アシストプラズマガン153の放電出力:アシストプラズマガンは使用しなかった
蒸着時間:目標層厚に達するまで蒸着を行った(表5参照)
具体的には、表4に示される形成条件のもと表5に示される所定の目標層厚を有する硬質被覆層の形成を行い、比較用の被覆工具としての比較インサートa1~a8をそれぞれ製造した。
また、前記の硬質被覆層形成前に、および/または、硬質被覆層形成後に、通常の物理蒸着法を用いて、TiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1~0.3μmの上部層または平均層厚0.5~1.5μmの下部層を形成することにより、表3および表5に示される本発明インサートa9~a14、比較インサートa9~a12をそれぞれ製造した。なお通常の物理蒸着法とは、工具の被膜に一般的に用いられている物理蒸着法であって、アークイオンプレーティングが一例として挙げられる。アークイオンプレーティングとは、蒸着室内に配置された金属を部分的にアーク放電させることにより、その金属をイオン化した状態で飛散させてターゲットに蒸着する方法である。
つぎに、前記の各種のインサートを、いずれも工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、本発明インサートa1~a14および比較インサートa1~a12について、以下の切削条件A~Cで乾式断続高速切削加工試験を行った。乾式断続高速切削加工試験とは、表面に軸方向(長さ方向)に延びる複数の溝が円周方向に等間隔に形成された丸棒について、潤滑剤を用いずに、軸方向に送りつつ周方向に切削加工を行う試験である。なお、各条件における切削速度を、通常の切削速度よりも大きくして試験を行った。この通常の切削速度とは、従来被覆インサートを用いた場合の効率(一般には、工具寿命までに加工できる部品の数など)が最適となる切削速度をいう。この速度を超えて切削を行うと工具の寿命が極端に短くなり、加工の効率が低下する。
(切削条件A:ステンレス鋼の乾式断続高速切削加工試験)
被削材:JIS・SUS316(ISO TR15510-26に対応)の長さ方向等間隔2本縦溝入り丸棒
切削速度: 180 m/min.(通常の切削速度:150m/min.)
切り込み: 1.5mm
送り: 0.25 mm/rev.
切削時間: 5分
(切削条件B:炭素鋼の乾式断続高速切削加工試験)
被削材:JIS・S50C(ISO683-1-C50またはC50E4またはC50M2に対応)の長さ方向等間隔4本縦溝入り丸棒
切削速度: 240m/min.(通常の切削速度:220m/min.)
切り込み: 2.0mm
送り: 0.25mm/rev.
切削時間: 5分
(切削条件C:合金鋼の乾式断続高速切削加工試験)
被削材:JIS・SCM440(ISO683/1-42CrMo4またはISO683/1-42CrMoS4に対応)の長さ方向等間隔6本縦溝入り丸棒
切削速度: 250m/min.(通常の切削速度:200m/min.)
切り込み: 1.5mm
送り: 0.25mm/rev.
切削時間: 5分
このような条件で、本発明インサートa1~a14および比較インサートa1~a12について乾式断続高速切削加工試験を行った。その時の切刃の膜厚方向における逃げ面摩耗幅を測定した。この測定結果を表6に示す。なお、比較インサートa1~a12については、皮膜のチッピングや欠損等の原因により大きく摩耗するものがあった。これらについては、最大摩耗幅が0.25mmを超えるまでの切削寿命時間(分:秒)を表6に記入し、アスタリスクを1つ付した。
(切削条件A:ステンレス鋼の乾式断続高速切削加工試験)
被削材:JIS・SUS316(ISO TR15510-26に対応)の長さ方向等間隔2本縦溝入り丸棒
切削速度: 180 m/min.(通常の切削速度:150m/min.)
切り込み: 1.5mm
送り: 0.25 mm/rev.
切削時間: 5分
(切削条件B:炭素鋼の乾式断続高速切削加工試験)
被削材:JIS・S50C(ISO683-1-C50またはC50E4またはC50M2に対応)の長さ方向等間隔4本縦溝入り丸棒
切削速度: 240m/min.(通常の切削速度:220m/min.)
切り込み: 2.0mm
送り: 0.25mm/rev.
切削時間: 5分
(切削条件C:合金鋼の乾式断続高速切削加工試験)
被削材:JIS・SCM440(ISO683/1-42CrMo4またはISO683/1-42CrMoS4に対応)の長さ方向等間隔6本縦溝入り丸棒
切削速度: 250m/min.(通常の切削速度:200m/min.)
切り込み: 1.5mm
送り: 0.25mm/rev.
切削時間: 5分
このような条件で、本発明インサートa1~a14および比較インサートa1~a12について乾式断続高速切削加工試験を行った。その時の切刃の膜厚方向における逃げ面摩耗幅を測定した。この測定結果を表6に示す。なお、比較インサートa1~a12については、皮膜のチッピングや欠損等の原因により大きく摩耗するものがあった。これらについては、最大摩耗幅が0.25mmを超えるまでの切削寿命時間(分:秒)を表6に記入し、アスタリスクを1つ付した。






この結果得られた本発明インサートa1~a14および比較インサートa1~a12の硬質被覆層の組成を、透過型電子顕微鏡を用いてのエネルギー分散型X線分析法により測定したところ、いずれも表3および表5に示した目標組成(目標とするAlとTiとの合量に対するAlの含有割合x)と実質的に同じ組成を示した。
さらに、本発明インサートa1~a14および比較インサートa1~a12の硬質被覆層を構成する(Al,Ti)N層について、集束イオンビーム加工により、薄片を切り出した。薄片は、工具逃げ面から、工具基体および硬質被覆層を含む、幅100μm×高さ300μm×厚さ0.2μmの薄片である。なお、工具基体表面に平行な方向を幅、工具基体表面に垂直な方向(膜厚方向)を高さとした。該薄片のうち、硬質被覆層の厚み領域が全て含まれるよう設定された、幅が10μmであり、高さが硬質被覆層の平均層厚の2倍である視野を、透過型電子顕微鏡にて観察することにより、電子線回折図形から結晶粒の結晶構造を決定した。その結果、本発明インサートa1~a14において、工具基体表面に対して垂直方向に{200}配向を有する岩塩型構造の立方晶系結晶粒と、同じく{11-20}配向を有するウルツ鉱型構造の六方晶系結晶の両方が混在することが確認された。
また、本発明インサートa1~a14および比較インサートa1~a12の硬質被覆層の層厚を、走査型電子顕微鏡(倍率5000倍)を用いて測定し、観察視野内の5点の層厚を測って平均して平均層厚を求めたところ、いずれも表3および表5に示される目標層厚と実質的に同じ平均層厚を示した。
また、本発明インサートa1~a14および比較インサートa1~a12の硬質被覆層に対して透過電子顕微鏡(倍率は200000倍から1000000倍の範囲から適切な値に設定する)により断面観察を行い、平均粒径と平均アスペクト比とを測定した。断面組織観察視野内の任意の工具基体表面を始点とする膜厚方向に平均層厚と等しい線分、および同じ始点を有する膜厚方向に垂直な5μmの線分からなる観察視野内の平均層厚×5μmの範囲における個々の結晶粒について、結晶粒の最大長さを示す線分を長径(粒子長さ)とし、この長径に対して垂直方向の結晶粒の最大幅を示す線分を短径(粒子幅)として測定し、長径の値を短径の値で除した値をアスペクト比とした。そして、観察視野内の平均層厚×5μmの範囲における個々の結晶粒のアスペクト比の平均値を平均アスペクト比とした。また、個々の粒子の長径と短径の平均値を、その粒子の結晶粒径とし、観察視野内の平均層厚×5μmの範囲における個々の結晶粒の結晶粒径の平均値を平均粒径とした。その結果を、表3および表5に示す。なお、表3において、平均アスペクト比が3以下である結果にはアスタリスクを1つ付した。
さらに、硬質被覆層の断面方向から、スポット径が硬質被覆層の層厚相当の電子線を照射した状態で、電子線回折図形を観察した。図3B、図4、図5Bはその一例である。その結果、本発明インサートa1~a14においては、岩塩型構造に由来する回折環の一部と、ウルツ鉱型構造に由来する回折環またはその一部(円弧)が観察され、かつ、岩塩型構造の(200)の回折円弧、ウルツ鉱型構造の(11-20)の回折円弧が、いずれも完全な円環でなく円弧であることが確認された。そして、この電子線回折図形から、岩塩型構造の(200)の回折円弧およびウルツ鉱型構造の(11-20)の回折円弧それぞれについて、その円弧の角度幅θ(中心角)を測定した。また、これらの回折円弧の半径中心(電子線照射軸O)と円弧の開き角の中点を結んだ直線(角度幅θの二等分線)が工具基体の表面となす角度φ(但し、φ≦90°)を測定した。その結果を、表3に示す。
比較インサートa1~a12の電子線回折図形については表5に示した通りである。これらの電子線回折図形からは、岩塩型構造の(200)の回折図形およびウルツ鉱型構造の(11-20)の回折図形が回折環として観察されるものと、回折図形自体が観察されないものとがあり、これらの回折図形が円弧として観察されるものはなかった。このため、角度幅θおよび角度φとを測定できなかった。
比較インサートa1~a12の電子線回折図形については表5に示した通りである。これらの電子線回折図形からは、岩塩型構造の(200)の回折図形およびウルツ鉱型構造の(11-20)の回折図形が回折環として観察されるものと、回折図形自体が観察されないものとがあり、これらの回折図形が円弧として観察されるものはなかった。このため、角度幅θおよび角度φとを測定できなかった。
さらに、電子線回折図形において、工具基体の表面と垂直な方向における岩塩型構造に由来する(200)の回折図形およびウルツ鉱型構造に由来する(11-20)の回折図形の強度プロファイルを算出し、岩塩型構造の(200)回折線のピーク面積を強度Ic、およびウルツ鉱型構造の(11-20)回折線のピーク面積を強度Ihとした時のIc/(Ic+Ih)を算出した。その結果を、表3および表5に示す。なお、表3において、Ic/(Ic+Ih)の値が0.3以上0.8以下の範囲に含まれない結果にアスタリスクを2つ付した。
表3によれば、本発明インサートa1~a14は、硬質被覆層の組成が、(Ti1-xAlx)N(0.5≦x≦0.8)であり、結晶粒の平均粒径は5nm以上50nm以下であった。また、電子線回折図形(図3B参照)では、岩塩型構造に由来する回折環の一部とウルツ鉱型構造に由来する回折環またはその一部とが観察されたため、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在していることがわかった。また、岩塩型構造の(200)の回折円弧およびウルツ鉱型構造の(11-20)の回折円弧の角度幅θはいずれも60度以下であり、角度φはいずれも75度以上90度以下であったため、工具基体の表面に垂直に、立方晶系結晶粒の{200}、および六方晶系結晶粒の{11-20}が配向されていることがわかる。さらに表6から、本発明インサートa1~a14は、比較インサートa1~a12と比較して、切削加工における摩耗量が小さいことがわかる。すなわち、表3および表6に示される結果から、本発明インサートa1~a14は、硬質被覆層全体または皮膜全体で、すぐれた耐欠損性を有し、また、すぐれた耐摩耗性を示し、剥離、欠損、チッピングを発生することなくすぐれた工具特性を長期に亘って発揮することが明らかである。
一方、表5によれば、比較インサートa1~a12は、硬質被覆層の組成が、(Ti1-xAlx)N(0.5≦x≦0.8)であった。また、比較インサートa4~a8、a10~a12の結晶粒の平均粒径は5nm以上50nm以下であった。しかしながら、比較インサートa1~a4、a7~a11の硬質被覆層には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在しておらず、岩塩型構造を有する立方晶系結晶粒とウルツ型構造を有する六方晶系結晶粒とのうちいずれか一方のみから硬質被覆層が形成されていた。また、比較インサートa5、a6、a12の硬質被覆層には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在しているが、工具基体の表面に垂直に、立方晶系結晶粒の{200}、および六方晶系結晶粒の{11-20}が配向されていない。このため、比較インサートa1~a12は、硬質被覆層全体または皮膜全体として、耐欠損性、耐摩耗性の面で劣り、剥離、欠損、チッピングを発生し、比較的短時間で使用寿命に至ることが明らかである。
表3および表6によれば、下部層が形成された本発明インサートa9~a14の乾式断続高速切削加工試験後の摩耗幅が、下部層が形成されていない本発明インサートa1~a8の摩耗幅よりも小さかった。このことから、下部層が形成されると切削性能が向上することがわかる。さらに、TiNで形成された下部層と、CrNで形成された上部層とを有する本発明インサートa11では、いずれの切削条件においても摩耗幅が最小であり、高い切削性能を示した。また、(Al,Cr)Nで形成された下部層を有する本発明インサートa10、a14では、上部層を有さない本発明インサートa10の方が、上部層を有する本発明インサートa14よりも摩耗幅が小さく、高い切削性能を示した。また、(Ti,Al)Nで形成された下部層を有する本発明インサートa9、a12において、上部層を有する本発明インサートa12の摩耗幅は、上部層を有さない本発明インサートa9の摩耗幅は同じ値となった。
平均アスペクト比が3より大きい結晶粒で構成される本発明インサートa1では、乾式断続高速切削加工試験後の摩耗幅が、比較インサートa1~a12よりは小さいものの、平均アスペクト比が3以下である本発明インサートa2~a14より大きかった。また、下部層を有さず、かつ平均アスペクト比が3以下である本発明インサートa2~a8において、平均アスペクト比が1.4以上1.8以下である本発明インサートa3~a6は、摩耗幅が0.18mm未満と他の本発明インサートa2、a7、a8よりも小さく、より良い切削性能を示した。
なお、比較インサートa1~a12の平均アスペクト比は、いずれも3を大きく超える値となった。これは、比較インサートa1~a12の製造時に工具基体に印加するバイアス電圧をパルスバイアス電圧ではなく、一定の直流電圧にしたためである。
なお、比較インサートa1~a12の平均アスペクト比は、いずれも3を大きく超える値となった。これは、比較インサートa1~a12の製造時に工具基体に印加するバイアス電圧をパルスバイアス電圧ではなく、一定の直流電圧にしたためである。
Ic/(Ic+Ih)の値が0.8を超える本発明インサートa1では、乾式断続高速切削加工試験後の摩耗幅が他の本発明インサートよりも大きかった。また、Ic/(Ic+Ih)の値が0.3未満である本発明インサートa8では、切削条件Aで行われた乾式断続高速切削加工試験後の摩耗幅が比較的大きくなった。
まず、実施例1と同様に工具基体A~Eを形成した。詳細には、原料粉末として、いずれも1~3μmの平均粒径を有するWC粉末、TiC粉末、ZrC粉末、VC粉末、TaC粉末、NbC粉末、Cr3C2粉末、TiN粉末およびCo粉末を用意し、これら原料粉末を、表1に示される配合組成に配合し、ボールミルで72時間湿式混合し、乾燥した。その後、乾燥後の原料粉末の混合物を100MPaの圧力で圧粉体にプレス成形し、この圧粉体を6Paの真空中、温度1400℃の条件下に1時間保持して焼結した。焼結後、切刃部分に半径Rが0.03mmのホーニング加工を施してISO規格・CNMG120408で規定されたインサート形状をもったWC基超硬合金製の工具基体A~Eを形成した。
ついで、前記工具基体A~Eのそれぞれを、アセトン中で超音波洗浄した後乾燥した。上述した図1の概略図に示される物理蒸着装置の1種である圧力勾配型アルゴン(Ar)プラズマガンを利用したイオンプレーティング装置100の工具基体ホルダ130に工具基体A~Eを装着し、以下の条件で硬質被覆層を蒸着形成した。
工具基体温度:420~450℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~12kW
反応ガス導入口151および152から蒸着室内に流入する反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:1周期100μsecのパルス電圧(-90Vまたは-80Vの電圧を98μsec印加するON期と2μsec電圧を印加しないOFF期とを繰り返すパルス電圧であり、OFF期には-50Vまたは-60Vの直流バイアス電圧が印加される)
アシストプラズマガン153の放電出力:2kW
蒸着時間:40~280min
具体的には、表7に示される形成条件のもと表8に示される所定の目標層厚を有する硬質被覆層の形成を行い、本実施例に係る被覆切削工具としての本発明インサートb1~b8をそれぞれ製造した。なお、表7において、バイアス電圧は、ON期の電圧(V)と1周期(100μsec)における印加時間(μsec)を表す。また、OFF期に工具基体に印加するバイアス電圧とは、パルス電圧のOFF期(2μsec)に印加する電圧である。
工具基体温度:420~450℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~12kW
反応ガス導入口151および152から蒸着室内に流入する反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:1周期100μsecのパルス電圧(-90Vまたは-80Vの電圧を98μsec印加するON期と2μsec電圧を印加しないOFF期とを繰り返すパルス電圧であり、OFF期には-50Vまたは-60Vの直流バイアス電圧が印加される)
アシストプラズマガン153の放電出力:2kW
蒸着時間:40~280min
具体的には、表7に示される形成条件のもと表8に示される所定の目標層厚を有する硬質被覆層の形成を行い、本実施例に係る被覆切削工具としての本発明インサートb1~b8をそれぞれ製造した。なお、表7において、バイアス電圧は、ON期の電圧(V)と1周期(100μsec)における印加時間(μsec)を表す。また、OFF期に工具基体に印加するバイアス電圧とは、パルス電圧のOFF期(2μsec)に印加する電圧である。
また、比較の目的で、比較インサートb1~b8を形成した。本発明インサートb1~b8と同じ工具基体A~Eを、アセトン中で超音波洗浄し、乾燥した。本発明インサートb1~b8と同様に、図1の概略図に示される物理蒸着装置の1種である圧力勾配型Arプラズマガンを利用したイオンプレーティング装置100に工具基体A~Eを装着し、以下の条件で硬質被覆層を蒸着形成した。
工具基体温度:400~450℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~12kW
反応ガス導入口1および2の反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:-10~-20Vの直流電圧
アシストプラズマガン153の放電出力:アシストプラズマガンは使用しなかった
蒸着時間:目標層厚に達するまで蒸着を行った(表10参照)
具体的には、表9に示される形成条件のもと表10に示される所定の目標層厚を有する硬質被覆層の形成を行い、比較用の被覆工具としての比較インサートb1~b8をそれぞれ製造した。
工具基体温度:400~450℃
蒸発源21:チタン(Ti)
蒸発源21に対するプラズマガン111の放電電力:8~9kW
蒸発源22:アルミニウム(Al)
蒸発源22に対するプラズマガン112の放電電力:9~12kW
反応ガス導入口1および2の反応ガス:窒素(N2)ガス
窒素ガスの流量:100sccm
プラズマガン用放電ガス:アルゴン(Ar)ガス
プラズマガン用アルゴンガスの流量:35sccm
工具基体に印加するバイアス電圧:-10~-20Vの直流電圧
アシストプラズマガン153の放電出力:アシストプラズマガンは使用しなかった
蒸着時間:目標層厚に達するまで蒸着を行った(表10参照)
具体的には、表9に示される形成条件のもと表10に示される所定の目標層厚を有する硬質被覆層の形成を行い、比較用の被覆工具としての比較インサートb1~b8をそれぞれ製造した。
また、前記の硬質被覆層形成前に、および/または、硬質被覆層形成後に、通常の物理蒸着法を用いて、TiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1~0.3μmの上部層または平均層厚0.5~1.5μmの下部層を形成することにより、表8および表10に示される本発明インサートb9~b14、比較インサートb9~b12をそれぞれ製造した。
つぎに、前記の各種のインサートを、いずれも工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、本発明インサートb1~b14および比較インサートb1~b12について、以下の切削条件A~Cで乾式断続高速切削加工試験を行った。なお、各条件における切削速度を、通常の切削速度よりも大きくして試験を行った。
(切削条件A:ステンレス鋼の乾式断続高速切削加工試験)
被削材:JIS・SUS304(ISO TR15510-6に対応)の長さ方向等間隔2本縦溝入り丸棒
切削速度: 230 m/min.(通常の切削速度は、200m/min.)
切り込み: 1.5mm
送り: 0.25 mm/rev.
切削時間: 5分
(切削条件B:炭素鋼の乾式断続高速切削加工試験)
被削材:JIS・S50C(ISO683-1-C50またはC50E4またはC50M2に対応)の長さ方向等間隔2本縦溝入り丸棒
切削速度: 220m/min.(通常の切削速度は、220m/min.)
切り込み: 2.0mm
送り: 0.25mm/rev.
切削時間: 5分
(切削条件C:合金鋼の乾式断続高速切削加工試験)
被削材:JIS・SCM440(ISO683/1-42CrMo4またはISO683/1-42CrMoS4に対応)の長さ方向等間隔4本縦溝入り丸棒
切削速度: 250m/min.(通常の切削速度は、200m/min.)
切り込み: 1.5mm
送り: 0.25mm/rev.
切削時間: 5分
このような条件で、本発明インサートb1~b14および比較インサートb1~b12について乾式断続高速切削加工試験を行った後の切刃の膜厚方向における逃げ面摩耗幅を測定した。この測定結果を表11に示す。なお、比較インサートa1~a12については、皮膜のチッピングや欠損等の原因により大きく摩耗するものがあった。これらについては、最大摩耗幅が0.25mmを超えるまでの切削寿命時間(分:秒)を表11に記入し、アスタリスクを1つ付した。
(切削条件A:ステンレス鋼の乾式断続高速切削加工試験)
被削材:JIS・SUS304(ISO TR15510-6に対応)の長さ方向等間隔2本縦溝入り丸棒
切削速度: 230 m/min.(通常の切削速度は、200m/min.)
切り込み: 1.5mm
送り: 0.25 mm/rev.
切削時間: 5分
(切削条件B:炭素鋼の乾式断続高速切削加工試験)
被削材:JIS・S50C(ISO683-1-C50またはC50E4またはC50M2に対応)の長さ方向等間隔2本縦溝入り丸棒
切削速度: 220m/min.(通常の切削速度は、220m/min.)
切り込み: 2.0mm
送り: 0.25mm/rev.
切削時間: 5分
(切削条件C:合金鋼の乾式断続高速切削加工試験)
被削材:JIS・SCM440(ISO683/1-42CrMo4またはISO683/1-42CrMoS4に対応)の長さ方向等間隔4本縦溝入り丸棒
切削速度: 250m/min.(通常の切削速度は、200m/min.)
切り込み: 1.5mm
送り: 0.25mm/rev.
切削時間: 5分
このような条件で、本発明インサートb1~b14および比較インサートb1~b12について乾式断続高速切削加工試験を行った後の切刃の膜厚方向における逃げ面摩耗幅を測定した。この測定結果を表11に示す。なお、比較インサートa1~a12については、皮膜のチッピングや欠損等の原因により大きく摩耗するものがあった。これらについては、最大摩耗幅が0.25mmを超えるまでの切削寿命時間(分:秒)を表11に記入し、アスタリスクを1つ付した。





本発明インサートb1~b14および比較インサートb1~b12の硬質被覆層を構成する(Al,Ti)N層について、集束イオンビーム加工により、薄片を切り出した。薄片は、工具逃げ面から、工具基体および硬質被覆層を含む、幅100μm×高さ300μm×厚さ0.2μmの薄片である。なお、工具基体表面に平行な方向を幅、工具基体表面に垂直な方向(膜厚方向)を高さとした。該薄片のうち、硬質被覆層の厚み領域が全て含まれるよう設定された、幅が10μmであり、高さが硬質被覆層の平均層厚の2倍である視野を、透過型電子顕微鏡にて観察することにより、電子線回折図形(図6B参照)から結晶粒の結晶構造を決定した。その結果、本発明インサートb1~b14及び比較インサートb1~b12において、工具基体表面に対して垂直方向に{200}が配向される岩塩型構造の立方晶系結晶粒と、同じく{11-20}が配向されるウルツ鉱型構造の六方晶系結晶の両方が混在することが確認された。また同時に、透過電子顕微鏡(倍率は200000倍から1000000倍の範囲から適切な値に設定する)による断面観察を行い、平均粒径を測定した(図6A参照)。本発明インサートb1~b14および比較インサートb1~b12の硬質被覆層の断面組織観察視野内の(Al,Ti)N層の領域のうち、(Al,Ti)N層の層厚×5μmの範囲における個々の結晶粒の長径と短径とを、実施例1と同様の方法で測定し、それらの平均値をその結晶粒の平均粒径とした。その結果を表8および表10に示す。また、透過型電子顕微鏡を用いてエネルギー分散型X線分析法により、本発明インサートb1~b14および比較インサートb1~b12の硬質被覆層を構成する(Al,Ti)N層の組成を測定したところ、いずれも表8および表10に示した目標組成と実質的に同じ組成を示した。
また、本発明インサートb1~b14および比較インサートb1~b12の硬質被覆層の層厚を、走査型電子顕微鏡(倍率は5000倍から200000倍の範囲から適切な値に設定する)を用いて測定し、観察視野内の5点の層厚を測って平均して平均層厚を求めたところ、いずれも表8および表10に示される目標層厚と実質的に同じ平均層厚を示した。
また、本発明インサートb1~b14および比較インサートb1~b12の硬質被覆層の残留圧縮応力を、CuKα線を用いたX線回折測定によるsin2ψ法によって測定した。その結果を、表8および表10に示す。
さらに、硬質被覆層の断面方向から、スポット径が硬質被覆層の層厚相当の電子線を照射した状態で、電子線回折図形を観察した。図6B、図7、図8Bはその一例である。その結果、本発明インサートb1~b14においては、岩塩型構造に由来する回折環の一部と、ウルツ鉱型構造に由来する回折環または円弧が観察され、かつ、岩塩型構造の(200)の回折円弧、ウルツ鉱型構造の(11-20)の回折円弧が、いずれも完全な円環でなく円弧であることが確認された。そして、この電子線回折図形から、岩塩型構造の(200)の回折円弧およびウルツ鉱型構造の(11-20)の回折円弧それぞれについて、その円弧の角度幅θ(中心角)を測定した(図7、図8Aおよび図8B参照)。また、これらの回折円弧の半径中心(電子線照射軸O)と円弧の開き角の中点を結んだ直線(角度幅θの二等分線)が工具基体の表面となす角度φ(但し、φ≦90°)を測定した。その結果を、表8に示す。比較インサートa1~a12の電子線回折図形については表10に示した通りである。これらの電子線回折図形からは、岩塩型構造の(200)の回折図形およびウルツ鉱型構造の(11-20)の回折図形が回折環として観察されるものと、回折図形自体が観察されないものとがあり、これらの回折図形が円弧として観察されるものはなかった。このため、角度幅θおよび角度φとは測定できなかった。
さらに、電子線回折図形において、工具基体の表面と垂直な方向における岩塩型構造に由来する(200)の回折図形およびウルツ鉱型構造に由来する(11-20)の回折図形の強度プロファイルを算出し、岩塩型構造の(200)回折線のピーク面積を強度Ic、およびウルツ鉱型構造の(11-20)回折線のピーク面積を強度Ihとした時のIc/(Ic+Ih)を算出した。その結果を、表8および表10に示す。なお、表8において、Ic/(Ic+Ih)の値が0.3以上0.8以下の範囲に含まれない結果にアスタリスクを2つ付した。
表8によれば、本発明インサートb1~b14は、硬質被覆層の組成が、(Ti1-xAlx)N(0.5≦x≦0.8)であり、結晶粒の平均粒径が5nm以上50nm以下であった。また、電子線回折図形(図6B参照)では、岩塩型構造に由来する回折環の一部とウルツ鉱型構造に由来する回折環またはその一部とが観察されたため、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在していることがわかった。また、岩塩型構造の(200)の回折円弧およびウルツ鉱型構造の(11-20)の回折円弧の角度幅θはいずれも60度以下であり、角度φはいずれも75度以上90度以下であったため、工具基体の表面に垂直に、立方晶系結晶粒の{200}、および六方晶系結晶粒の{11-20}が配向されていることがわかる。さらに表11から、本発明インサートb1~b14は、比較インサートb1~b12と比較して、切削加工における摩耗量が小さいことがわかる。すなわち、表8および表11に示される結果から、本発明インサートb1~b14は、硬質被覆層全体または皮膜全体として、すぐれた耐欠損性を有し、また、すぐれた耐摩耗性を示し、剥離、欠損、チッピングを発生することなくすぐれた工具特性を長期に亘って発揮することが明らかである。
一方、表10によれば、比較インサートb1~b12は、硬質被覆層の組成が、(Ti1-xAlx)N(0.5≦x≦0.8)であった。また、比較インサートb5~b8、b10~b12の結晶粒の平均粒径は5nm以上50nm以下であった。しかしながら、比較インサートb1~b4、b7~b11の硬質被覆層には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒の両方が混在しておらず、岩塩型構造を有する立方晶系結晶粒とウルツ型構造を有する六方晶系結晶粒とのうちいずれか一方のみから硬質被覆層が形成されていた。また、比較インサートb5、b6、b12の硬質被覆層には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在しているが、工具基体の表面に垂直に、立方晶系結晶粒の{200}、および六方晶系結晶粒の{11-20}が配向されていない。このため、硬質被覆層全体または皮膜全体として、耐欠損性、耐摩耗性の面で劣り、剥離、欠損、チッピングを発生し、比較的短時間で使用寿命に至ることが明らかである。
表8および表11によれば、下部層が形成された本発明インサートb9~b14の乾式断続高速切削加工試験後の摩耗幅が、下部層が形成されていない本発明インサートb1~b8の摩耗幅よりも小さかった。このことから、下部層が形成されることにより切削性能が向上することがわかる。さらに、TiNで形成された下部層と、CrNで形成された上部層とを有する本発明インサートb11では、いずれの切削条件においても摩耗幅が最小であった。
Ic/(Ic+Ih)の値が0.8を超える本発明インサートb1では、乾式断続高速切削加工試験後の摩耗幅が他の本発明インサートよりも大きかった。
表8および表11によれば、本発明インサートb1~b14において8~12MPaという比較的高い残留圧縮応力を付与したため、実施例1のように平均アスペクト比を制御しなくとも、十分な耐摩耗性を得ることができた。
本発明の表面被覆切削工具は、各種の鋼や鋳鉄などの通常の切削条件での切削加工は勿論のこと、特に高熱発生を伴うとともに、切刃部に対して大きな負荷がかかるステンレス鋼、合金鋼などの高硬度鋼の高速断続旋削加工においても、すぐれた耐欠損性および耐摩耗性を発揮し、長期に亘ってすぐれた切削性能を示すものであるから、切削加工装置の高性能化、並びに切削加工の省力化および省エネ化、さらに低コスト化に十分満足に対応できるものである。
また、本発明の表面被覆切削工具、特に第二の実施形態に係る表面被覆切削工具は、各種の鋼などの通常の切削条件での切削加工は勿論のこと、特に高熱発生を伴うとともに、切刃部に対して大きな負荷がかかる合金鋼、ステンレス鋼などの高速断続旋削加工においても、すぐれた耐欠損性および耐摩耗性を発揮し、長期に亘ってすぐれた切削性能を示すものであるから、切削加工装置の高性能化、並びに切削加工の省力化および省エネ化、さらに低コスト化に十分満足に対応できるものである。
10 工具基体
11 硬質被覆層
12 下部層
13 上部層
22、21 蒸発源
50 プラズマ
100 イオンプレーティング装置
101 ハウジング
111、112 圧力勾配型プラズマガン
121、122 ハース
130 工具基体ホルダ
140 ヒーター
151、152 反応ガス導入口
153 アシストプラズマガン
160 電源
11 硬質被覆層
12 下部層
13 上部層
22、21 蒸発源
50 プラズマ
100 イオンプレーティング装置
101 ハウジング
111、112 圧力勾配型プラズマガン
121、122 ハース
130 工具基体ホルダ
140 ヒーター
151、152 反応ガス導入口
153 アシストプラズマガン
160 電源
Claims (11)
- 炭化タングステン基超硬合金焼結体からなる工具基体の表面に硬質被覆層が蒸着形成された表面被覆切削工具において、
(a)前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.5≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上7.0μm以下であり、
(b)前記硬質被覆層が、平均粒径5nm以上50nm以下の微細結晶粒から成り、
(c)前記微細結晶粒には、岩塩型構造を有する立方晶系結晶粒と、ウルツ鉱型構造を有する六方晶系結晶粒とが混在し、かつ、
(d)前記工具基体の表面に垂直に、前記立方晶系結晶粒の{200}、および前記六方晶系結晶粒の{11-20}が配向されている、
ことを特徴とする表面被覆切削工具。 - 前記硬質被覆層の組成が、組成式:(AlxTi1-x)N(0.6≦x≦0.8)で表され、前記硬質被覆層の平均層厚が0.5μm以上5.0μm以下であり、
前記硬質被覆層の圧縮残留応力が8GPa以上12GPa以下であることを特徴とする請求項1に記載の表面被覆切削工具。 - 前記微細結晶粒の平均アスペクト比が3以下であることを特徴とする請求項1または請求項2に記載の表面被覆切削工具。
- 前記硬質被覆層の断面方向から、電子線を照射して観察された電子線回折図形において、
前記岩塩型構造に由来する回折環の一部と、前記ウルツ鉱型構造に由来する回折環の一部とが観察され、前記岩塩型構造の(200)に由来する回折円弧と、前記ウルツ鉱型構造の(11-20)に由来する回折円弧とが、いずれも完全な円環でなく円弧であり、
前記岩塩型構造の(200)に由来する回折円弧および前記ウルツ鉱型構造の(11-20)に由来する回折円弧それぞれの角度幅はそれぞれ60度以下であり、かつ前記岩塩型構造の(200)に由来する回折円弧および前記ウルツ鉱型構造の(11-20)に由来する回折円弧それぞれについて前記回折円弧の半径中心と前記回折円弧の開き角の中点を結んだ直線が工具基体の表面となす角度φ(但し、φ≦90°)が、75度以上であることを特徴とする請求項1乃至請求項3のいずれかに記載の表面被覆切削工具。 - 前記硬質被覆層の断面方向から電子線を照射して観察された電子線回折図形において、
工具基体の表面に垂直な方向における回折図形の強度プロファイルを算出した場合の、前記岩塩型構造の(200)回折円弧の回折強度をIc、前記ウルツ鉱型構造の(11-20)回折円弧の回折強度をIhとした時に、
0.8≧Ic/(Ic+Ih)≧0.3
であることを特徴とする請求項1乃至請求項4のいずれかに記載の表面被覆切削工具。 - 前記硬質被覆層の上層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1μm以上0.3μm以下の上部層が存在する、または前記硬質被覆層の下層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.5μm以上1.5μm以下の下部層が存在することを特徴とする請求項1乃至請求項5のいずれかに記載の表面被覆切削工具。
- 前記硬質被覆層の下層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.5μm以上1.5μm以下の下部層が形成されていることを特徴とする請求項1乃至請求項5のいずれかに記載の表面被覆切削工具。
- 前記硬質被覆層の上層にTiN、(Ti,Al)N、Ti(C,N)、(Al,Cr)N、CrNのいずれかからなる平均層厚0.1μm以上0.3μm以下の上部層が形成されていることを特徴とする請求項7に記載の表面被覆切削工具。
- 前記下部層がTiNからなり、前記上部層がCrNからなることを特徴とする請求項8に記載の表面被覆切削工具。
- 前記下部層が(Al,Cr)Nからなることを特徴とする請求項7に記載の表面被覆切削工具。
- 前記結晶粒の平均アスペクト比が1.4以上1.8以下であることを特徴とする請求項1または請求項2に記載の表面被覆切削工具。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380062141.XA CN104884199B (zh) | 2012-11-30 | 2013-11-29 | 表面包覆切削工具 |
| EP13859368.6A EP2926930B1 (en) | 2012-11-30 | 2013-11-29 | Surface-coated cutting tool |
| US14/648,155 US9493871B2 (en) | 2012-11-30 | 2013-11-29 | Surface-coated cutting tool |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012262089 | 2012-11-30 | ||
| JP2012-262089 | 2012-11-30 | ||
| JP2013-040822 | 2013-03-01 | ||
| JP2013040822 | 2013-03-01 | ||
| JP2013-245678 | 2013-11-28 | ||
| JP2013245678A JP6206133B2 (ja) | 2012-11-30 | 2013-11-28 | 表面被覆切削工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014084338A1 true WO2014084338A1 (ja) | 2014-06-05 |
Family
ID=50827966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/082152 WO2014084338A1 (ja) | 2012-11-30 | 2013-11-29 | 表面被覆切削工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9493871B2 (ja) |
| EP (1) | EP2926930B1 (ja) |
| JP (1) | JP6206133B2 (ja) |
| CN (1) | CN104884199B (ja) |
| WO (1) | WO2014084338A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3323909A4 (en) * | 2015-07-15 | 2019-03-20 | Sumitomo Electric Industries, Ltd. | COATING |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107771225B (zh) * | 2015-07-27 | 2020-10-30 | 瓦尔特公开股份有限公司 | 具有TiAlN涂层的刀具 |
| EP3228726A1 (en) * | 2016-04-08 | 2017-10-11 | Seco Tools Ab | Coated cutting tool |
| JP6850995B2 (ja) * | 2017-03-28 | 2021-03-31 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP6808560B2 (ja) * | 2017-04-03 | 2021-01-06 | 株式会社豊田中央研究所 | 摺動システム |
| WO2019035219A1 (ja) * | 2017-08-15 | 2019-02-21 | 三菱日立ツール株式会社 | 被覆切削工具 |
| JP2022507087A (ja) | 2018-11-09 | 2022-01-18 | エリコン・サーフェス・ソリューションズ・アクチェンゲゼルシャフト,プフェフィコーン | セラミックターゲットから堆積されたAlリッチな立方晶AlTiNコーティング |
| JP7520286B2 (ja) * | 2018-12-27 | 2024-07-23 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| US11179782B2 (en) * | 2019-04-17 | 2021-11-23 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| US11203068B2 (en) | 2019-04-17 | 2021-12-21 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| JP6840927B1 (ja) * | 2019-04-17 | 2021-03-10 | 住友電工ハードメタル株式会社 | 切削工具 |
| US20210092856A1 (en) * | 2019-09-23 | 2021-03-25 | Apple Inc. | Surface nanograin for improved durability of metal bands |
| EP3839098A1 (en) * | 2019-12-20 | 2021-06-23 | Walter Ag | A coated cutting tool |
| WO2022239139A1 (ja) * | 2021-05-12 | 2022-11-17 | 住友電工ハードメタル株式会社 | 切削工具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040110039A1 (en) * | 2002-09-03 | 2004-06-10 | Seco Tools Ab | Precipitation hardened wear resistant coating |
| JP2005271133A (ja) | 2004-03-24 | 2005-10-06 | Sumitomo Electric Hardmetal Corp | 被覆切削工具 |
| WO2011041063A2 (en) * | 2009-10-02 | 2011-04-07 | Kennametal Inc. | Aluminum titanium nitride coating and method of making same |
| JP2011513594A (ja) | 2008-03-12 | 2011-04-28 | ケンナメタル インコーポレイテッド | 硬質材料で被覆された物体 |
| WO2011058132A1 (de) * | 2009-11-12 | 2011-05-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Beschichtete körper aus metall, hartmetall, cermet oder keramik sowie verfahren zur beschichtung derartiger körper |
| JP2011224715A (ja) | 2010-04-20 | 2011-11-10 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
| WO2013045454A2 (en) * | 2011-09-30 | 2013-04-04 | Cemecon Ag | Coating of substrates using hipims |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4132931B2 (ja) | 2002-04-11 | 2008-08-13 | 株式会社神戸製鋼所 | 硬質皮膜被覆工具およびその製造方法 |
| CN101550529B (zh) * | 2003-04-28 | 2015-02-11 | 奥尔利康贸易股份公司(特吕巴赫) | 具有含铝铬硬质材料层的工件及其制备方法 |
| US8304098B2 (en) | 2007-10-12 | 2012-11-06 | Hitachi Tool Engineering, Ltd. | Hard-coated member, and its production method |
| DE102007000512B3 (de) * | 2007-10-16 | 2009-01-29 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Hartstoffbeschichtete Körper und Verfahren zu deren Herstellung |
| JP5838769B2 (ja) * | 2011-12-01 | 2016-01-06 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
-
2013
- 2013-11-28 JP JP2013245678A patent/JP6206133B2/ja not_active Expired - Fee Related
- 2013-11-29 EP EP13859368.6A patent/EP2926930B1/en active Active
- 2013-11-29 CN CN201380062141.XA patent/CN104884199B/zh active Active
- 2013-11-29 US US14/648,155 patent/US9493871B2/en active Active
- 2013-11-29 WO PCT/JP2013/082152 patent/WO2014084338A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040110039A1 (en) * | 2002-09-03 | 2004-06-10 | Seco Tools Ab | Precipitation hardened wear resistant coating |
| JP2005271133A (ja) | 2004-03-24 | 2005-10-06 | Sumitomo Electric Hardmetal Corp | 被覆切削工具 |
| JP2011513594A (ja) | 2008-03-12 | 2011-04-28 | ケンナメタル インコーポレイテッド | 硬質材料で被覆された物体 |
| WO2011041063A2 (en) * | 2009-10-02 | 2011-04-07 | Kennametal Inc. | Aluminum titanium nitride coating and method of making same |
| WO2011058132A1 (de) * | 2009-11-12 | 2011-05-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Beschichtete körper aus metall, hartmetall, cermet oder keramik sowie verfahren zur beschichtung derartiger körper |
| JP2011224715A (ja) | 2010-04-20 | 2011-11-10 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
| WO2013045454A2 (en) * | 2011-09-30 | 2013-04-04 | Cemecon Ag | Coating of substrates using hipims |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2926930A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3323909A4 (en) * | 2015-07-15 | 2019-03-20 | Sumitomo Electric Industries, Ltd. | COATING |
Also Published As
| Publication number | Publication date |
|---|---|
| US9493871B2 (en) | 2016-11-15 |
| US20150292078A1 (en) | 2015-10-15 |
| EP2926930B1 (en) | 2016-07-27 |
| EP2926930A1 (en) | 2015-10-07 |
| CN104884199A (zh) | 2015-09-02 |
| CN104884199B (zh) | 2016-10-12 |
| EP2926930A4 (en) | 2015-10-21 |
| JP2014193521A (ja) | 2014-10-09 |
| JP6206133B2 (ja) | 2017-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014084338A1 (ja) | 表面被覆切削工具 | |
| JP5036338B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5099586B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2013116509A (ja) | 表面被覆切削工具 | |
| JP5207109B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2010094763A (ja) | 硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具 | |
| WO2018216256A1 (ja) | 被膜および切削工具 | |
| JP5239292B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2008100320A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2008238336A (ja) | 回転工具 | |
| JP5182501B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5207105B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5287124B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP6493800B2 (ja) | 高速切削加工ですぐれた耐摩耗性を発揮する表面被覆切削工具 | |
| JP5287123B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5287126B2 (ja) | 硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具 | |
| JP2009056539A (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5309733B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2009214196A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239296B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239392B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2009090396A (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239324B2 (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2016064470A (ja) | 耐チッピング性、耐摩耗性にすぐれた表面被覆切削工具 | |
| JP2008105106A (ja) | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13859368 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14648155 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013859368 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013859368 Country of ref document: EP |