JP6676447B2 - 成形体の製造方法 - Google Patents
成形体の製造方法 Download PDFInfo
- Publication number
- JP6676447B2 JP6676447B2 JP2016080482A JP2016080482A JP6676447B2 JP 6676447 B2 JP6676447 B2 JP 6676447B2 JP 2016080482 A JP2016080482 A JP 2016080482A JP 2016080482 A JP2016080482 A JP 2016080482A JP 6676447 B2 JP6676447 B2 JP 6676447B2
- Authority
- JP
- Japan
- Prior art keywords
- outer layer
- thermoplastic resin
- layer sheet
- cavity
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Description
上記成形体の製造方法において、前記中間層用シートに含まれる不連続繊維は、繊維長が10mm以上のランダム配向材であることが好ましい。
図1(a)に示すように、本実施形態の成形体11は、曲面部分を有する三次元形状に形成されている。成形体11は、本体部12と、この本体部12の外周端面に設けられた被覆部13とを備えている。
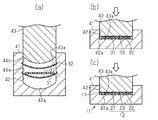
図2(a)に示すように、成形体11の製造方法では、上述した連続繊維強化熱可塑性樹脂から構成される第1外層用シート31及び第2外層用シート32と、上述した不連続繊維強化熱可塑性樹脂から構成される中間層用シート33との各シートを原材料として用いて製造される。成形体11の製造方法は、配置工程とプレス成形工程とを備えている。配置工程は、第1外層用シート31と中間層用シート33と第2外層用シート32との各シートをプレス成形用金型41におけるキャビティ42の内奥側から順に配置する工程である。
(1)成形体11において、本体部12の外周端面に設けられた被覆部13は、第1外層21及び第2外層22の外周端面に露出する連続繊維を熱可塑性樹脂により被覆する構成を有するため、第1外層21及び第2外層22に含まれる連続繊維が成形体11の外周端面から露出しない。これにより、例えば、成形体11の周辺部材に擦れたとしても、周辺部材に傷が付き難くなる。従って、成形体11の取り扱い性を向上することができる。また、安価に高物性の成形体11を得ることができる。
・図4(a)に示すように、上記成形体11の製造方法では、第1外層用シート31を係止する第1係止用凹部44aを有するプレス成形用金型41を用いることもできる。なお、プレス成形用金型41のキャビティ42には、第2外層用シート32を係止する第2係止用凹部44bを形成してもよい。
・上記成形体11は、本体部12の外周端面の全体に被覆部13が設けられているが、本体部12の外周端面において部分的に被覆部を設けてもよい。この場合であっても、第1外層21及び第2外層22に含まれる連続繊維が成形体の外周端面から露出することを抑えることができるため、成形体の取り扱い性を向上することができる。
(イ)前記成形体の製造方法において、前記プレス成形工程では、コールドプレス法を用いる。これにより、プレス成形用金型を用いた成形のサイクルを短縮することが可能となる。
Claims (3)
- 連続繊維強化熱可塑性樹脂から構成される第1外層及び第2外層と、不連続繊維強化熱可塑性樹脂から構成されるとともに前記第1外層と前記第2外層とに溶着された中間層とを有する本体部と、前記本体部の外周端面に設けられるとともに前記第1外層及び前記第2外層の外周端面に露出する連続繊維を熱可塑性樹脂により被覆する構成を有する被覆部を備えた成形体の製造方法であって、
連続繊維強化熱可塑性樹脂から構成される第1外層用シートと不連続繊維強化熱可塑性樹脂から構成される中間層用シートと連続繊維強化熱可塑性樹脂から構成される第2外層用シートとの各シートをプレス成形用金型におけるキャビティの内奥側から順に配置する配置工程と、
前記キャビティ内で前記各シートをプレスして前記本体部を成形するプレス成形工程と、を備え、
前記中間層用シートに含まれる不連続繊維は、繊維長が10mm以上のランダム配向材であり、
前記プレス成形工程において前記中間層用シートに含有される熱可塑性樹脂を前記キャビティ内で流動させることにより前記被覆部を成形することを特徴とする成形体の製造方法。 - 前記中間層用シートに含有される熱可塑性樹脂の流動性は、前記第1外層用シート及び前記第2外層用シートに含有される熱可塑性樹脂の流動性より大きいことを特徴とする請求項1に記載の成形体の製造方法。
- 連続繊維強化熱可塑性樹脂から構成される第1外層及び第2外層と、不連続繊維強化熱可塑性樹脂から構成されるとともに前記第1外層と前記第2外層とに溶着された中間層とを有する本体部と、前記本体部の外周端面に設けられるとともに前記第1外層及び前記第2外層の外周端面に露出する連続繊維を熱可塑性樹脂により被覆する構成を有する被覆部を備えた成形体の製造方法であって、
連続繊維強化熱可塑性樹脂から構成される第1外層用シートと不連続繊維強化熱可塑性樹脂から構成される中間層用シートと連続繊維強化熱可塑性樹脂から構成される第2外層用シートとの各シートをプレス成形用金型におけるキャビティの内奥側から順に配置する配置工程と、
前記キャビティ内で前記各シートをプレスして前記本体部を成形するプレス成形工程と、を備え、
前記成形体の形状は、曲面部分を有する三次元形状であり、
前記配置工程において前記第1外層用シートを前記キャビティ内に係止させることで、前記キャビティの内奥面と前記第1外層用シートとの間に間隙を有して前記第1外層用シートを配置し、
前記プレス成形工程において前記中間層用シートに含有される熱可塑性樹脂を前記キャビティ内で流動させることにより前記被覆部を成形することを特徴とする成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016080482A JP6676447B2 (ja) | 2016-04-13 | 2016-04-13 | 成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016080482A JP6676447B2 (ja) | 2016-04-13 | 2016-04-13 | 成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017189915A JP2017189915A (ja) | 2017-10-19 |
| JP6676447B2 true JP6676447B2 (ja) | 2020-04-08 |
Family
ID=60085343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016080482A Active JP6676447B2 (ja) | 2016-04-13 | 2016-04-13 | 成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6676447B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7025273B2 (ja) * | 2018-04-13 | 2022-02-24 | 帝人株式会社 | 成形体の製造方法 |
| JP7267466B2 (ja) * | 2020-01-27 | 2023-05-01 | 帝人株式会社 | 炭素繊維とガラス繊維を含むコールドプレス成形体、およびその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0479911A (ja) * | 1990-07-20 | 1992-03-13 | Nhk Spring Co Ltd | プラスチックシートフレームおよびその製造方法 |
| JP6085798B2 (ja) * | 2012-06-27 | 2017-03-01 | 福井県 | 3次元形状成形用複合材及びその製造方法 |
| JP2015085613A (ja) * | 2013-10-31 | 2015-05-07 | 東レ株式会社 | 一体化成形体及びその製造方法 |
-
2016
- 2016-04-13 JP JP2016080482A patent/JP6676447B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017189915A (ja) | 2017-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6005086B2 (ja) | 複合構造体の製造方法 | |
| JP6040166B2 (ja) | 曲げ剛性を備えた積層板、同積層板からの成形品、及びその製造方法 | |
| JP5603048B2 (ja) | 繊維強化複合材料の製造方法 | |
| JP6085798B2 (ja) | 3次元形状成形用複合材及びその製造方法 | |
| JP6229881B2 (ja) | 繊維強化複合成形品の製造方法 | |
| JP6676447B2 (ja) | 成形体の製造方法 | |
| JP5909062B2 (ja) | 賦形成形方法 | |
| JP6008788B2 (ja) | 複合成形物の製造方法および製造装置 | |
| JP2014166702A (ja) | 繊維強化樹脂成形品及びその成形方法 | |
| JP6229197B2 (ja) | 成型品およびその製造方法 | |
| JP6971643B2 (ja) | 繊維積層シート部材を用いた繊維成形品の製造方法 | |
| JP6093131B2 (ja) | プレス成形用熱可塑性樹脂系繊維強化複合材料の製造方法 | |
| JP6776944B2 (ja) | 樹脂成形体の製造方法 | |
| JP6305714B2 (ja) | 熱可塑性積層シート及びその製造方法 | |
| JP5809484B2 (ja) | 賦形成形方法 | |
| JP6046930B2 (ja) | 繊維マット及び積層体 | |
| JP6184069B2 (ja) | 繊維強化熱可塑性樹脂成形品の製造方法 | |
| JP5712038B2 (ja) | 賦形成形方法 | |
| JP6574106B2 (ja) | 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 | |
| JP2010158831A (ja) | 織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品 | |
| JP2006001035A (ja) | ポリプロピレン系樹脂積層成形材及びその積層体 | |
| TWI618625B (zh) | 物件的製法及其製品 | |
| JP6261202B2 (ja) | Frp成形品の製造方法およびfrp成形品 | |
| JP6569593B2 (ja) | 繊維強化熱可塑性樹脂構造体の製造方法 | |
| KR102140611B1 (ko) | 에어로젤 장갑 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190320 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200312 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6676447 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |