JP6574106B2 - 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 - Google Patents
繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 Download PDFInfo
- Publication number
- JP6574106B2 JP6574106B2 JP2015111735A JP2015111735A JP6574106B2 JP 6574106 B2 JP6574106 B2 JP 6574106B2 JP 2015111735 A JP2015111735 A JP 2015111735A JP 2015111735 A JP2015111735 A JP 2015111735A JP 6574106 B2 JP6574106 B2 JP 6574106B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforced resin
- fiber reinforced
- fiber
- resin sheet
- slit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 270
- 229920005989 resin Polymers 0.000 title claims description 249
- 239000011347 resin Substances 0.000 title claims description 249
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 239000010410 layer Substances 0.000 claims description 51
- 239000002344 surface layer Substances 0.000 claims description 41
- 239000012783 reinforcing fiber Substances 0.000 claims description 33
- 239000011159 matrix material Substances 0.000 claims description 27
- 238000003825 pressing Methods 0.000 claims description 24
- 238000010438 heat treatment Methods 0.000 claims description 14
- 238000010030 laminating Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 description 14
- 229920005992 thermoplastic resin Polymers 0.000 description 14
- 239000000463 material Substances 0.000 description 8
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- -1 polypropylene Polymers 0.000 description 6
- 229920000049 Carbon (fiber) Polymers 0.000 description 4
- 239000004917 carbon fiber Substances 0.000 description 4
- 239000012778 molding material Substances 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000003063 flame retardant Substances 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001643 poly(ether ketone) Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229920006230 thermoplastic polyester resin Polymers 0.000 description 1
Images





Landscapes
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Description
図1は、本実施形態にかかる繊維強化樹脂構造体20の一例を示す斜視図である。繊維強化樹脂構造体20は、繊維強化樹脂を用いて成形され、鋼板からなる構造体と比較して軽量でありつつ、高い強度を有している。繊維強化樹脂構造体20の用途は特に限定されないが、繊維強化樹脂構造体20は、例えば、自動車車体用の構造部品として使用される。なお、繊維強化樹脂構造体20は、構成面が折れ曲がった屈曲部Rを有していればよく、図1に例示した形状に限られない。
繊維強化樹脂構造体20の成形素材となる繊維強化樹脂シートは、強化繊維にマトリックス樹脂を含浸させて形成される。使用される強化繊維は、特に限定されるものではなく、例えば、炭素繊維やガラス繊維、アラミド繊維等であってもよく、さらにはこれらの強化繊維を組み合わせて使用してもよい。中でも、炭素繊維は、機械特性が高く、強度設計を行いやすいことから、強化繊維が炭素繊維を含むことが好ましい。
本実施形態において、繊維強化樹脂シートを用いて成形される繊維強化樹脂構造体20は、図1に示すように、凸状部22を有している。かかる凸状部22は、例えば、繊維強化樹脂構造体20の剛性を高めるためのリブとして形成される。ただし、繊維強化樹脂構造体20に凸状部22を形成する目的は、これに限られない。例えば、凸状部22が、自動車構造部材における反り防止のためのものであってもよい。
本実施形態にかかる繊維強化樹脂構造体20の製造方法について具体的に説明する。本実施形態にかかる繊維強化樹脂構造体の製造方法は、強化繊維にマトリックス樹脂を含浸させた繊維強化樹脂シートを積層した繊維強化樹脂積層体を冷間プレス加工することによって繊維強化樹脂構造体を成形する繊維強化樹脂構造体の製造方法である。本実施形態においては、繊維強化樹脂積層体の内部層の繊維強化樹脂シートが一方向繊維強化樹脂シートを含み、内部層の一方向繊維強化樹脂シート中の強化繊維の配向方向に沿う一方、表層の繊維強化樹脂シート中の強化繊維に交差する方向に沿ってスリットを設けてプレス加工が行われる。これにより、内部層の一方向繊維強化樹脂シートの強化繊維及びマトリックス樹脂を、スリットを介して表層から膨出させて、繊維強化樹脂構造体の表面に凸状部が形成される。
積層工程は、複数枚の繊維強化樹脂シート10を積層して繊維強化樹脂積層体12を形成する工程である。本実施形態では、それぞれ連続繊維が一方向に配向した5枚の一方向繊維強化樹脂シート10a,10b,10c,10d,10eが用いられる。このとき、繊維強化樹脂積層体12の最上層及び最下層に位置する一方向繊維強化樹脂シート10a,10eの連続繊維の配向方向D1と、内部に位置する一方向繊維強化樹脂シート10b,10c,10dの連続繊維の配向方向D2とが交差するように積層する。本実施形態では、一方向繊維強化樹脂シート10a,10eの連続繊維の配向方向D1と、一方向繊維強化樹脂シート10b,10c,10dの連続繊維の配向方向D2とが直交する。
加熱工程は、繊維強化樹脂積層体12を加熱する工程である。加熱工程では、例えば、繊維強化樹脂積層体12が加熱装置40に投入される。当該繊維強化樹脂積層体12は、上面側及び下面側から、電熱線や遠赤外線ヒータ等の加熱手段41,43によって加熱される。加熱装置40の温度は、マトリックス樹脂の融点以上に設定される。加熱工程では、マトリックス樹脂が分解しないように、繊維強化樹脂積層体12が溶融状態にされる。用いられる加熱装置は、特に限定されない。
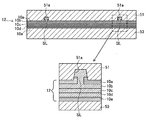
冷間プレス工程は、溶融状態の繊維強化樹脂積層体12を冷間プレス加工し、凸状部22を有する所望の形状の繊維強化樹脂構造体20を成形する工程である。冷間プレス工程では、冷間プレス装置50の第1の金型51及び第2の金型53の温度がマトリックス樹脂の融点未満にされる。かかる冷間プレス工程において、第2の金型53上に溶融状態の繊維強化樹脂積層体12が設置された後に、対向する第1の金型51及び第2の金型53が互いに近接させられて繊維強化樹脂積層体12がプレス加工される。これにより、繊維強化樹脂積層体12が硬化して、所望の形状の繊維強化樹脂構造体20が得られる。
10a,10b,10c,10d,10e 一方向繊維強化樹脂シート
12 繊維強化樹脂積層体
16 スリット
18 層厚増加材料
20 繊維強化樹脂構造体
22 凸状部
24a 第1の表層
24b 第2の表層
26 内部層
40 加熱装置
50 冷間プレス装置
51 第1の金型
51a 凹部
53 第2の金型
SL スリット
Claims (10)
- 複数枚積層された繊維強化樹脂シートを冷間プレス加工して成形された繊維強化樹脂構造体であって、
強化繊維が一方向に沿って配向した一方向繊維強化樹脂シートを含む内部層と、
前記内部層の前記強化繊維の配向方向に交差する方向に沿って配向した強化繊維を含む表層と、
前記内部層の前記強化繊維の配向方向に沿って前記表層に設けられたスリットから前記内部層が外部に膨出して形成された凸状部と、
を備える、繊維強化樹脂構造体。 - 前記表層の一部が、前記凸状部に沿って立ち上げられている、請求項1に記載の繊維強化樹脂構造体。
- 前記表層の前記繊維強化樹脂シートは前記一方向繊維強化樹脂シートからなり、当該表層の前記一方向繊維強化樹脂シートの前記強化繊維の配向方向が、前記内部層の前記強化繊維の配向方向と交差する、請求項1又は2に記載の繊維強化樹脂構造体。
- 前記表層の前記繊維強化樹脂シートは前記強化繊維が少なくとも2つの方向に沿って配向した前記繊維強化樹脂シートであり、前記少なくとも2つの方向が、前記内部層の前記強化繊維の配向方向と交差する、請求項1又は2に記載の繊維強化樹脂構造体。
- 前記凸状部の高さが0.1〜5.0mmの範囲内の値である、請求項1〜4のいずれか1項に記載の繊維強化樹脂構造体。
- 強化繊維にマトリックス樹脂を含浸させた繊維強化樹脂シートを複数枚積層して繊維強化樹脂積層体を形成する工程と、
前記繊維強化樹脂積層体を加熱する工程と、
加熱した前記繊維強化樹脂積層体を、冷間プレス装置を用いてプレス加工し、繊維強化樹脂構造体を成形する工程と、を備え、
前記繊維強化樹脂積層体の内部層の前記繊維強化樹脂シートは、前記強化繊維が一方向に沿って配向した一方向繊維強化樹脂シートを含み、
前記内部層の前記一方向繊維強化樹脂シート中の前記強化繊維の配向方向に沿う一方、表層の前記繊維強化樹脂シート中の前記強化繊維に交差する方向に沿ってスリットを設けて前記プレス加工することにより、前記内部層の前記一方向繊維強化樹脂シートの前記強化繊維及び前記マトリックス樹脂を、前記スリットを介して前記表層から膨出させて、前記繊維強化樹脂構造体の表面に凸状部を形成する、繊維強化樹脂構造体の製造方法。 - 前記冷間プレス装置の金型のプレス面における、前記スリットに対向する位置に凹部が設けられ、
前記スリットから膨出させる前記一方向繊維強化樹脂シートの前記強化繊維及び前記マトリックス樹脂を前記凹部に進入させて前記凸状部を成形する、請求項6に記載の繊維強化樹脂構造体の製造方法。 - 前記スリットの幅が5.0mm以下の値である、請求項6又は7に記載の繊維強化樹脂構造体の製造方法。
- あらかじめ前記スリットを設けた前記繊維強化樹脂シートを表層に配置して前記繊維強化樹脂積層体を形成する、請求項6〜8のいずれか1項に記載の繊維強化樹脂構造体の製造方法。
- 前記繊維強化樹脂積層体を形成した後、前記表層側から前記スリットを形成し、前記繊維強化樹脂積層体を前記冷間プレス装置に設置する、請求項6〜8のいずれか1項に記載の繊維強化樹脂構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015111735A JP6574106B2 (ja) | 2015-06-01 | 2015-06-01 | 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015111735A JP6574106B2 (ja) | 2015-06-01 | 2015-06-01 | 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016221885A JP2016221885A (ja) | 2016-12-28 |
| JP6574106B2 true JP6574106B2 (ja) | 2019-09-11 |
Family
ID=57747063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015111735A Active JP6574106B2 (ja) | 2015-06-01 | 2015-06-01 | 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6574106B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6906838B2 (ja) * | 2017-02-24 | 2021-07-21 | 住友重機械工業株式会社 | 繊維強化プラスチック成形品およびその成形方法 |
| KR101989787B1 (ko) * | 2017-11-10 | 2019-06-17 | 주식회사 서연이화 | 차량용 내장재 부품의 제조방법 |
| WO2023182258A1 (ja) * | 2022-03-25 | 2023-09-28 | 倉敷紡績株式会社 | リブ補強成形体及びその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56144956A (en) * | 1980-04-14 | 1981-11-11 | Toyo Kogyo Co | Composite lid structure for automobile |
| JPH0686066B2 (ja) * | 1986-09-30 | 1994-11-02 | タキロン株式会社 | 凸リブを備えた成形品の製造方法 |
| JPH0745132B2 (ja) * | 1987-03-26 | 1995-05-17 | 日本電装株式会社 | 多孔質弾性部材を結合させた合成樹脂製品の製造方法 |
| JPH0418156A (ja) * | 1990-05-09 | 1992-01-22 | Hirokazu Tanaka | 脚部を突出形成する無機質繊維体の製造方法 |
| KR101286085B1 (ko) * | 2006-09-28 | 2013-07-15 | 도레이 카부시키가이샤 | 섬유 강화 플라스틱 및 그 제조 방법 |
| JP2008279753A (ja) * | 2007-04-13 | 2008-11-20 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| JP5765959B2 (ja) * | 2011-02-16 | 2015-08-19 | ジャパンマリンユナイテッド株式会社 | Frp構造体 |
| JP2013176876A (ja) * | 2012-02-28 | 2013-09-09 | Teijin Ltd | 成形体の製造方法 |
| JP6229197B2 (ja) * | 2013-06-24 | 2017-11-15 | 三菱ケミカル株式会社 | 成型品およびその製造方法 |
-
2015
- 2015-06-01 JP JP2015111735A patent/JP6574106B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016221885A (ja) | 2016-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6939920B2 (ja) | 繊維強化樹脂成形品および繊維強化樹脂成形品の製造方法 | |
| EP2554348B1 (en) | Method for laminating fiber-reinforced thermoplastic resin prepreg | |
| JP6574106B2 (ja) | 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 | |
| JP6346817B2 (ja) | 繊維強化複合体、及び、繊維強化複合体の製造方法 | |
| JP6229881B2 (ja) | 繊維強化複合成形品の製造方法 | |
| JP6136381B2 (ja) | 繊維強化熱可塑性樹脂成形体の製造方法 | |
| JP2015178241A (ja) | 繊維強化樹脂材の製造方法 | |
| JP6435696B2 (ja) | 積層基材の製造方法 | |
| JP7249404B2 (ja) | 複合材料製パネル構造体およびその製造方法 | |
| JP6776944B2 (ja) | 樹脂成形体の製造方法 | |
| JPWO2018142963A1 (ja) | 繊維強化プラスチックの製造方法 | |
| JP6573308B2 (ja) | 繊維強化樹脂構造体の製造方法 | |
| JP2009107408A (ja) | クラッシュボックスとその製造方法 | |
| TWM517970U (zh) | 具槽孔之碳纖維殼體 | |
| CA2801886C (en) | Method of making automotive body parts | |
| JP2014169411A (ja) | プリプレグ、及びその製造方法 | |
| JP6567881B2 (ja) | 繊維強化樹脂構造体の製造方法 | |
| JP6568445B2 (ja) | 繊維強化シートの製造方法及び構造体の製造方法 | |
| JP2017189915A (ja) | 成形体及びその製造方法 | |
| JP6709056B2 (ja) | 繊維強化樹脂構造体の製造方法 | |
| AU2019299866B2 (en) | Resin molded article and method for producing resin molded article | |
| JP6858541B2 (ja) | 複合材料成形体の製造方法 | |
| JP6731875B2 (ja) | 繊維強化複合体 | |
| JP2017132085A (ja) | 繊維強化樹脂構造体の製造方法及び成形装置 | |
| JP6572822B2 (ja) | 繊維強化熱可塑性樹脂構造体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190108 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190208 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190214 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190222 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190410 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190815 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6574106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |