JP6579343B2 - 流体吐出装置および流体吐出方法 - Google Patents
流体吐出装置および流体吐出方法 Download PDFInfo
- Publication number
- JP6579343B2 JP6579343B2 JP2017556439A JP2017556439A JP6579343B2 JP 6579343 B2 JP6579343 B2 JP 6579343B2 JP 2017556439 A JP2017556439 A JP 2017556439A JP 2017556439 A JP2017556439 A JP 2017556439A JP 6579343 B2 JP6579343 B2 JP 6579343B2
- Authority
- JP
- Japan
- Prior art keywords
- fluid
- head
- discharge
- ejection
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012530 fluid Substances 0.000 title claims description 194
- 238000000034 method Methods 0.000 title description 19
- 238000007599 discharging Methods 0.000 claims description 11
- 229910000679 solder Inorganic materials 0.000 description 41
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 11
- 229910052710 silicon Inorganic materials 0.000 description 11
- 239000010703 silicon Substances 0.000 description 11
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 230000006837 decompression Effects 0.000 description 4
- 229910001873 dinitrogen Inorganic materials 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 210000001015 abdomen Anatomy 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images













Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3468—Applying molten solder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
- B05C13/02—Means for manipulating or holding work, e.g. for separate articles for particular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C21/00—Accessories or implements for use in connection with applying liquids or other fluent materials to surfaces, not provided for in groups B05C1/00 - B05C19/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/001—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work incorporating means for heating or cooling the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/12—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation being performed after the application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/14—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation involving heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Brazing of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/06—Solder feeding devices; Solder melting pans
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/06—Solder feeding devices; Solder melting pans
- B23K3/0607—Solder feeding devices
- B23K3/0623—Solder feeding devices for shaped solder piece feeding, e.g. preforms, bumps, balls, pellets, droplets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/06—Solder feeding devices; Solder melting pans
- B23K3/0607—Solder feeding devices
- B23K3/0638—Solder feeding devices for viscous material feeding, e.g. solder paste feeding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/10—Bump connectors ; Manufacturing methods related thereto
- H01L24/11—Manufacturing methods
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/741—Apparatus for manufacturing means for bonding, e.g. connectors
- H01L24/742—Apparatus for manufacturing bump connectors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/14—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using spraying techniques to apply the conductive material, e.g. vapour evaporation
- H05K3/143—Masks therefor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/28—Applying non-metallic protective coatings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/018—Unsoldering; Removal of melted solder or other residues
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/206—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/42—Printed circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/11—Manufacturing methods
- H01L2224/113—Manufacturing methods by local deposition of the material of the bump connector
- H01L2224/1131—Manufacturing methods by local deposition of the material of the bump connector in liquid form
- H01L2224/11312—Continuous flow, e.g. using a microsyringe, a pump, a nozzle or extrusion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/12—Structure, shape, material or disposition of the bump connectors prior to the connecting process
- H01L2224/13—Structure, shape, material or disposition of the bump connectors prior to the connecting process of an individual bump connector
- H01L2224/13001—Core members of the bump connector
- H01L2224/13099—Material
- H01L2224/131—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/10—Bump connectors ; Manufacturing methods related thereto
- H01L24/12—Structure, shape, material or disposition of the bump connectors prior to the connecting process
- H01L24/13—Structure, shape, material or disposition of the bump connectors prior to the connecting process of an individual bump connector
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Computer Hardware Design (AREA)
- Power Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
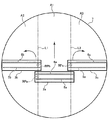
まず、流体塗布装置のヘッド部1の構成を説明する。図3が本発明によるヘッド部1の詳細を示す図である。ヘッド部1は、溶融はんだ等を収容可能な流体タンク2と、下端に設けた吐出ヘッド3と、を備える。溶融はんだなど温度コントロールが必要な流体に用いるときは、流体タンク2の腹部にヒータ4を巻き付けるなど、加熱手段を取り付けることもできる。吐出ヘッド3には、ヘッド下端に設けた流体吐出ノズル5と吸引口6とを有し、吸引口6は流体吐出ノズル5よりも進行方向に向かって先に吸引工程が実施できるように取り付けられている。流体吐出ノズル5及び吸引口6にも温度コントロールが必要な流体に用いるときは、吐出ヘッド3下端にもヒータ4を取り付けることが可能となる。
以下、本発明の第2実施形態について、第1実施形態と異なる点を中心に説明する。第2の実施形態の構成のうち、特に断らない点については、第1実施形態と同じである。
以下、本発明の第3実施形態について説明する。図3は、第3実施形態による流体塗布装置の一例としてのはんだバンプ形成装置の概略構成を示す模式図である。はんだバンプ形成装置は、電子部品のワーク7(例えば、シリコンウエハやプリント基板等)上に流体9(ここでは、溶融はんだ)を塗布して、はんだバンプを形成する装置である。図3に示すように、はんだバンプ形成装置は、吐出ヘッド部1と、圧力供給手段11と、圧力発生源14と、マイクロエジェクタ16と、圧力発生源19と、流体供給装置22と、を備えている。また、はんだバンプ形成装置は、ステージ30〜32を備えている(図12参照)。これらの詳細については後述する。
2…流体タンク
3,3a,3b,3c…吐出ヘッド
4…ヒータ
5…吐出ノズル
6…吸引口
7…ワーク
8…マスク
9…流体
10…延長管路
11…圧力供給手段
12…吸引管延長管路
13…減圧供給手段
14…圧力発生源
16…マイクロエジェクタ
18…絞り弁
19…圧力発生源
22…流体供給装置
30…第1のステージステージ
31,32…第2のステージ
Claims (9)
- 電子部品の円形のワーク上のマスク中に流体を塗布するための流体吐出装置であって、
前記ワークの直径より小さい長手方向幅を有する複数のヘッド部を備え、
前記複数のヘッド部は、前記ワークの上方を水平方向に直線的に移動するように構成された第1のヘッド部と、該第1のヘッド部と同期して前記ワークの上方を旋回しながら水平方向に移動する第2のヘッド部と、を備え、
前記第1のヘッド部および前記第2のヘッド部の各々は、流体を収容可能な、第1のヒータが設置されたタンクと、吐出ヘッドと、を備え、
前記吐出ヘッドには、該吐出ヘッドの進行方向の前方に、前記ワーク上のマスクの内容物を吸引するための吸引口が形成されるとともに、該吸引口よりも前記進行方向の後方に、前記流体を吐出するための吐出ノズルが形成されており、
前記吐出ノズルおよび前記吸引口の近傍には第2のヒータが設置されており、
前記吐出ヘッドは、前記ワークの上方を水平方向に移動しながら、前記吐出ノズルから前記流体を吐出すると同時に前記吸引口から吸引を行うように構成された
流体吐出装置 - 請求項1に記載の流体吐出装置において、前記第2のヘッド部は、前記第1のヘッド部の両側に配置された2つの第2のヘッド部を備える流体吐出装置。
- 請求項1に記載の流体吐出装置において、前記吸引口は、該吐出ノズルの両側に配置された2つの吸引口を備える流体吐出装置。
- 請求項2に記載の流体吐出装置において、前記2つの第2のヘッド部は、反時計回りに旋回するヘッド部と、時計回りに旋回するヘッド部と、を有する液体吐出装置。
- 電子部品の円形のワーク上に流体を塗布するための流体吐出装置であって、
前記ワークを支持するためのステージと、
前記ステージの上方を水平方向に移動しながら前記流体を吐出するように構成された第1ないし第3の吐出ヘッドを備え、
前記第1の吐出ヘッドは、前記ステージの外部の初期位置から、前記ステージの上方を経由して、前記ステージの外部の最終位置まで直線的に移動するように構成され、
前記第2の吐出ヘッドは、第1の吐出ヘッドの進行方向に向かって左側に配置されており、反時計回りに旋回しつつ前記ステージの上方を水平方向に移動しながら前記流体を吐出するように構成され、
前記第3の吐出ヘッドは、第1の吐出ヘッドの進行方向に向かって右側に配置されており、時計回りに旋回しつつ前記ステージの上方を水平方向に移動しながら前記流体を吐出するように構成され、
前記第1、第2および第3の吐出ヘッドにおける前記流体を吐出可能な範囲は、ステージ上の前記ワークを配置する領域の幅よりも小さく、
前記第2および第3の吐出ヘッドには、該第2および第3の吐出ヘッドに形成された吐出ノズルの前記第1の吐出ヘッド側の端部に基準点が設定され、
前記基準点は、前記第2および第3の吐出ヘッドが移動する際に、前記第2および第3の吐出ヘッドの移動方向に沿った直線的な経路を描く
流体吐出装置。 - 電子部品の円形のワーク上に流体を塗布するための流体吐出装置であって、
前記ワークを支持するためのステージと、
前記ステージの上方を水平方向に移動しながら前記流体を吐出するように構成された第1ないし第3の吐出ヘッドを備え、
前記第1の吐出ヘッドは、前記ステージの外部の初期位置から、前記ステージの上方を経由して、前記ステージの外部の最終位置まで直線的に移動するように構成され、
前記第2の吐出ヘッドは、第1の吐出ヘッドの進行方向に向かって左側に配置されており、反時計回りに旋回しつつ前記ステージの上方を水平方向に移動しながら前記流体を吐出するように構成され、
前記第3の吐出ヘッドは、第1の吐出ヘッドの進行方向に向かって右側に配置されており、時計回りに旋回しつつ前記ステージの上方を水平方向に移動しながら前記流体を吐出するように構成され、
前記第1、第2および第3の吐出ヘッドにおける前記流体を吐出可能な範囲は、ステージ上の前記ワークを配置する領域の幅よりも小さい
流体吐出装置。 - 請求項5または請求項6に記載の流体吐出装置であって、
前記第1の吐出ヘッドおよび前記第2、第3の吐出ヘッドは、同期して同時に移動するように構成された
流体吐出装置。 - 請求項5から7のいずれか一項に記載の流体吐出装置であって、
前記第1および前記第2、第3の吐出ヘッドは、互いに協働して、前記ワークの被吐出領域を実質的に重複することなくカバーするように構成された
流体吐出装置。 - 請求項5から8のいずれか一項に記載の流体吐出装置であって、
前記第1の吐出ヘッドおよび前記第2、第3の吐出ヘッドにおける前記流体を吐出可能な範囲は、第1のステージ上の前記ワークを配置する領域の幅の1/4以上、1/2以下である
流体吐出装置。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015244139 | 2015-12-15 | ||
| JP2015244141 | 2015-12-15 | ||
| JP2015244139 | 2015-12-15 | ||
| JP2015244141 | 2015-12-15 | ||
| JP2016165458 | 2016-08-26 | ||
| JP2016165458 | 2016-08-26 | ||
| PCT/JP2016/087369 WO2017104745A1 (ja) | 2015-12-15 | 2016-12-15 | 流体吐出装置および流体吐出方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019097444A Division JP6687874B2 (ja) | 2015-12-15 | 2019-05-24 | 流体吐出装置および流体吐出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017104745A1 JPWO2017104745A1 (ja) | 2018-11-15 |
| JP6579343B2 true JP6579343B2 (ja) | 2019-09-25 |
Family
ID=59056589
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017556439A Active JP6579343B2 (ja) | 2015-12-15 | 2016-12-15 | 流体吐出装置および流体吐出方法 |
| JP2019097444A Active JP6687874B2 (ja) | 2015-12-15 | 2019-05-24 | 流体吐出装置および流体吐出方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019097444A Active JP6687874B2 (ja) | 2015-12-15 | 2019-05-24 | 流体吐出装置および流体吐出方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10932372B2 (ja) |
| EP (1) | EP3391974B1 (ja) |
| JP (2) | JP6579343B2 (ja) |
| KR (1) | KR102596840B1 (ja) |
| CN (1) | CN108602088B (ja) |
| HU (1) | HUE059602T2 (ja) |
| TW (2) | TWI708346B (ja) |
| WO (1) | WO2017104745A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11298769B2 (en) * | 2019-05-13 | 2022-04-12 | International Business Machines Corporation | Prevention of dripping of material for material injection |
| CN114025505B (zh) * | 2021-10-13 | 2023-01-24 | 苏州康尼格电子科技股份有限公司 | Pcba板的封装方法及其封装设备 |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55154798A (en) | 1979-05-21 | 1980-12-02 | Sony Corp | Apparatus for fabricating hybrid integrated circuit |
| US4517917A (en) * | 1984-04-26 | 1985-05-21 | Valco Cincinnati, Inc. | Blow-off manifold for preventing trailing from a non-contact extrusion adhesive application valve |
| US4898117A (en) | 1988-04-15 | 1990-02-06 | International Business Machines Corporation | Solder deposition system |
| US4934309A (en) | 1988-04-15 | 1990-06-19 | International Business Machines Corporation | Solder deposition system |
| US5418009A (en) * | 1992-07-08 | 1995-05-23 | Nordson Corporation | Apparatus and methods for intermittently applying discrete adhesive coatings |
| JPH06151296A (ja) | 1992-11-11 | 1994-05-31 | Yamaha Corp | 加圧塗布方法及び装置 |
| US5478700A (en) * | 1993-12-21 | 1995-12-26 | International Business Machines Corporation | Method for applying bonding agents to pad and/or interconnection sites in the manufacture of electrical circuits using a bonding agent injection head |
| US6231333B1 (en) * | 1995-08-24 | 2001-05-15 | International Business Machines Corporation | Apparatus and method for vacuum injection molding |
| US6149076A (en) * | 1998-08-05 | 2000-11-21 | Nordson Corporation | Dispensing apparatus having nozzle for controlling heated liquid discharge with unheated pressurized air |
| US6461136B1 (en) * | 1999-08-26 | 2002-10-08 | International Business Machines Corp. | Apparatus for filling high aspect ratio via holes in electronic substrates |
| FI115295B (fi) * | 1999-09-01 | 2005-04-15 | Metso Paper Inc | Verhopäällystin ja verhopäällystysmenetelmä |
| FR2803228B1 (fr) * | 2000-01-03 | 2002-02-08 | Novatec Sa Soc | Dispositif de remplissage collectif de cavites borgnes |
| US6544590B1 (en) | 2000-01-17 | 2003-04-08 | Canon Kabushiki Kaisha | Liquid coating method, apparatus and film-forming method for producing the same employing excess coating removing unit having absorbent fabric on porous structure |
| JP2001269610A (ja) | 2000-01-17 | 2001-10-02 | Canon Inc | 塗布方法、塗布装置および被膜の作製方法 |
| US6638363B2 (en) * | 2000-11-22 | 2003-10-28 | Gunter Erdmann | Method of cleaning solder paste |
| JP3957983B2 (ja) * | 2001-03-01 | 2007-08-15 | 大日本スクリーン製造株式会社 | 基板現像装置 |
| US6692165B2 (en) | 2001-03-01 | 2004-02-17 | Dainippon Screen Mfg. Co., Ltd. | Substrate processing apparatus |
| US20040202863A1 (en) * | 2002-02-26 | 2004-10-14 | Konica Corporation | Coating method, coated product and ink jet recording medium |
| JP3849545B2 (ja) | 2002-02-26 | 2006-11-22 | セイコーエプソン株式会社 | 薄膜形成装置と薄膜形成方法、回路パターンの製造装置と回路パターンの製造方法と電子機器、及びレジストパターンの製造装置とレジストパターンの製造方法 |
| JP3619874B2 (ja) | 2002-07-05 | 2005-02-16 | 国立大学法人京都大学 | 温度応答性ポリマー及び温度応答性ゲル状ポリマー |
| JP4127008B2 (ja) | 2002-10-03 | 2008-07-30 | セイコーエプソン株式会社 | 液滴吐出装置及び方法、デバイスの製造装置、デバイス製造方法、並びに電子機器 |
| JP4432322B2 (ja) | 2003-01-20 | 2010-03-17 | セイコーエプソン株式会社 | 液滴吐出装置 |
| JP3772155B2 (ja) * | 2003-04-01 | 2006-05-10 | 株式会社タムラ製作所 | 液体噴射装置 |
| JP2004337704A (ja) * | 2003-05-14 | 2004-12-02 | Seiko Epson Corp | 液滴吐出装置 |
| KR100958573B1 (ko) * | 2003-10-06 | 2010-05-18 | 엘지디스플레이 주식회사 | 액정표시패널의 제조장치 및 제조방법 |
| JP2005183542A (ja) * | 2003-12-17 | 2005-07-07 | Fujikura Ltd | プリント配線板のはんだコーティング方法 |
| JP2005246139A (ja) | 2004-03-01 | 2005-09-15 | Seiko Epson Corp | 流動材料塗布方法、流動材料塗布装置および電子機器 |
| US7354869B2 (en) | 2004-04-13 | 2008-04-08 | Kabushiki Kaisha Toshiba | Substrate processing method, substrate processing apparatus, and semiconductor device manufacturing method |
| JP2006013228A (ja) * | 2004-06-28 | 2006-01-12 | Toshiba Corp | 基板処理方法及び基板処理装置 |
| JP4271109B2 (ja) | 2004-09-10 | 2009-06-03 | 東京エレクトロン株式会社 | 塗布、現像装置、レジストパターン形成方法、露光装置及び洗浄装置 |
| US7291226B2 (en) * | 2004-09-30 | 2007-11-06 | Lexmark International, Inc. | Progressive stencil printing |
| KR100780718B1 (ko) * | 2004-12-28 | 2007-12-26 | 엘지.필립스 엘시디 주식회사 | 도포액 공급장치를 구비한 슬릿코터 |
| US8287647B2 (en) * | 2007-04-17 | 2012-10-16 | Lam Research Corporation | Apparatus and method for atomic layer deposition |
| US20080268164A1 (en) * | 2007-04-26 | 2008-10-30 | Air Products And Chemicals, Inc. | Apparatuses and Methods for Cryogenic Cooling in Thermal Surface Treatment Processes |
| DE102007053513B3 (de) * | 2007-11-09 | 2009-07-16 | Itc Intercircuit Electronic Gmbh | Füllanlage |
| MX347547B (es) * | 2010-04-05 | 2017-05-02 | Dtg Int Gmbh * | Aparato y método de limpieza de pantalla. |
| JP2012139655A (ja) | 2011-01-05 | 2012-07-26 | Seiko Epson Corp | 印刷装置 |
| TWI552824B (zh) | 2011-10-18 | 2016-10-11 | 千住金屬工業股份有限公司 | 焊料凸塊形成方法及裝置 |
| US8789490B2 (en) * | 2012-01-20 | 2014-07-29 | Sso Venture Partners, Llc | System and method of pointillist painting |
| US9427768B2 (en) * | 2012-10-26 | 2016-08-30 | Nordson Corporation | Adhesive dispensing system and method with melt on demand at point of dispensing |
| JP5732023B2 (ja) * | 2012-10-31 | 2015-06-10 | ヤマハ発動機株式会社 | 半田供給方法、半田供給装置 |
| US9278401B2 (en) * | 2013-02-11 | 2016-03-08 | International Business Machines Corporation | Fill head interface with combination vacuum pressure chamber |
| JP2014157863A (ja) * | 2013-02-14 | 2014-08-28 | Tokyo Electron Ltd | 金属ペースト充填方法及び金属ペースト充填装置 |
| JP6393462B2 (ja) | 2013-09-11 | 2018-09-19 | 東レエンジニアリング株式会社 | エレクトロスプレー装置 |
| JP6276552B2 (ja) * | 2013-10-04 | 2018-02-07 | ファスフォードテクノロジ株式会社 | ダイボンダ及び接着剤塗布方法 |
| HUE061950T2 (hu) * | 2015-01-13 | 2023-09-28 | Senju Metal Industry Co | Közeg felhordására szolgáló eljárás és eszköz közeg felhordására |
| JP2017109211A (ja) * | 2015-12-15 | 2017-06-22 | 千住金属工業株式会社 | 流体吐出方法および流体吐出装置 |
| CN108713246B (zh) * | 2015-12-15 | 2022-04-29 | 千住金属工业株式会社 | 焊锡凸块的修正方法 |
-
2016
- 2016-12-15 HU HUE16875722A patent/HUE059602T2/hu unknown
- 2016-12-15 EP EP16875722.7A patent/EP3391974B1/en active Active
- 2016-12-15 TW TW105141593A patent/TWI708346B/zh active
- 2016-12-15 TW TW109114554A patent/TWI708348B/zh active
- 2016-12-15 JP JP2017556439A patent/JP6579343B2/ja active Active
- 2016-12-15 US US16/063,155 patent/US10932372B2/en active Active
- 2016-12-15 WO PCT/JP2016/087369 patent/WO2017104745A1/ja active Application Filing
- 2016-12-15 KR KR1020187020103A patent/KR102596840B1/ko active IP Right Grant
- 2016-12-15 CN CN201680074153.8A patent/CN108602088B/zh active Active
-
2019
- 2019-05-24 JP JP2019097444A patent/JP6687874B2/ja active Active
-
2021
- 2021-01-21 US US17/153,978 patent/US11259415B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TW202034479A (zh) | 2020-09-16 |
| TWI708346B (zh) | 2020-10-21 |
| KR102596840B1 (ko) | 2023-11-02 |
| EP3391974B1 (en) | 2022-06-01 |
| HUE059602T2 (hu) | 2022-11-28 |
| WO2017104745A1 (ja) | 2017-06-22 |
| US10932372B2 (en) | 2021-02-23 |
| JP6687874B2 (ja) | 2020-04-28 |
| TW201731053A (zh) | 2017-09-01 |
| US20180376600A1 (en) | 2018-12-27 |
| US20210144863A1 (en) | 2021-05-13 |
| CN108602088B (zh) | 2022-10-14 |
| TWI708348B (zh) | 2020-10-21 |
| CN108602088A (zh) | 2018-09-28 |
| EP3391974A1 (en) | 2018-10-24 |
| US11259415B2 (en) | 2022-02-22 |
| KR20180098581A (ko) | 2018-09-04 |
| EP3391974A4 (en) | 2019-08-07 |
| JPWO2017104745A1 (ja) | 2018-11-15 |
| JP2019166522A (ja) | 2019-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6205678B2 (ja) | 流体吐出装置、流体吐出方法、及び流体塗布装置 | |
| JP5014397B2 (ja) | バンプ印刷装置 | |
| KR20060066648A (ko) | 스크린 인쇄장치 및 그의 인쇄방법 | |
| US11259415B2 (en) | Method for discharging fluid | |
| US20180015558A1 (en) | Soldering apparatus | |
| JP2020115574A (ja) | はんだバンプの修正方法 | |
| JP2022009863A (ja) | スクリーン印刷機およびスクリーン印刷方法 | |
| JP2008060438A (ja) | 電子部品実装装置および電子部品実装方法 | |
| JP4760940B2 (ja) | 電子部品実装装置 | |
| JP4560683B2 (ja) | 導電性ボール配列装置 | |
| KR102300018B1 (ko) | 볼 마운터 헤드 | |
| JP2017109211A (ja) | 流体吐出方法および流体吐出装置 | |
| JP2007222789A (ja) | 塗布機および実装ライン | |
| JP2011156482A (ja) | 液体塗布装置 | |
| JP2012187539A (ja) | パターン形成方法及びパターン形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A5211 Effective date: 20180615 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180621 |
|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20180828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190731 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190813 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6579343 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |