JP6276552B2 - ダイボンダ及び接着剤塗布方法 - Google Patents
ダイボンダ及び接着剤塗布方法 Download PDFInfo
- Publication number
- JP6276552B2 JP6276552B2 JP2013209326A JP2013209326A JP6276552B2 JP 6276552 B2 JP6276552 B2 JP 6276552B2 JP 2013209326 A JP2013209326 A JP 2013209326A JP 2013209326 A JP2013209326 A JP 2013209326A JP 6276552 B2 JP6276552 B2 JP 6276552B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- preform
- application area
- axis direction
- application
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0446—Apparatus for mounting on conductive members, e.g. leadframes or conductors on insulating substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0208—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/027—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/05—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers
- H10W70/098—Applying pastes or inks, e.g. screen printing
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/20—Bump connectors, e.g. solder bumps or copper pillars; Dummy bumps; Thermal bumps
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
- H10W72/07331—Connecting techniques
- H10W72/07337—Connecting techniques using a polymer adhesive, e.g. an adhesive based on silicone or epoxy
Landscapes
- Die Bonding (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
一般的に、ダイボンディングとは、ダイを被搭載対象物の所定領域に接着剤で固定する工程を指す。
さて、半導体装置(または半導体集積回路装置)の製造プロセスにおけるダイボンディング工程においては、ダイボンディング用液状接着剤(例えば、エポキシ系の接着剤)、等の流動性材料(ペースト状の接着剤、以下、単に“接着剤”と称する)をプリント基板等の被塗布対象物に塗布する。このとき、先に、塗布ノズル(以下、“ノズル”と称する)を具備するシリンジに接着剤を入れておいて、そこにディスペンサ装置から一定の時間、空気等の加圧気体を供給して、ノズルの先端の吐出口から所定量の接着剤を吐出させることにより、被塗布対象物(以下、単に、“基板”と称する)の塗布エリアに接着剤を塗布する。塗布時には、このノズルの先端の吐出口を基板に近接させた状態で、シリンジをXY平面内で2次元的に一筆書き走査することによって描画塗布動作を行う(例えば、特許文献1、特許文献2参照。)。
特に、PHは、接着剤がダイの裏面に均一に広がる様に、様々な描画パターンで動作する必要がある。この描画パターンは、ダイのサイズが大きくなればなるほど、描画パターンの描画路長も大きくなり、かつ、パターンが複雑になる。このため、ダイのサイズが大きくなるほど、動作時間が伸び、生産性が低下する傾向になる。
紙面右側のダイ4−2のサイズは、紙面左側のダイ4−1のサイズよりも大きい。サイズの小さいダイ4−1のときには、ダイの中心を通り、コーナ部分に向かうX字状の描画パターン7−1が一般的に使用される。サイズが小さいため、このような単純な描画パターンでも、ダイが搭載された場合には、接着剤がダイの裏面全体に均一に広がる。
しかし、サイズが大きいときには、描画パターン7−1だけでは、ダイが搭載された場合に、接着剤がダイの裏面全体に均一に広がらない。
そこで、ダイ4−2のようにサイズが大きいときには、描画パターン7−2のような複雑なパターンが一般的に使用される。このような、複雑な描画パターンを塗布するためには、パターンが複雑で、かつ描画パターンの描画路長も大きくなる。このため、描画時間が長くなる。
さらに、描画パターンが複雑であるため、PHの振動が大きくなる。
このため、本発明は、複数のPH、例えば2つのPHを有するダイボンダを用いることによって、描画時間を短縮することを実現した。
本発明の第2の目的は、PHの動作に起因する装置の振動を小さくすることが可能なダイボンダ及び接着剤塗布方法を提供することにある。
本発明のダイボンダは、ウェハからダイを供給するウェハ供給部と、被搭載対象物を搬送するワーク供給・搬送部と、前記被搭載対象物の塗布エリアにペースト状の接着剤を塗布するためのプリフォーム部、及び前記接着剤を塗布された前記被搭載対象物に前記ダイを搭載するためのボンディングヘッド部を備え、前記ダイを前記被搭載対象物にボンディングするダイボンディング部と、装置内の各機器を制御する制御部を有するダイボンダにおいて、前記プリフォーム部は、第1の塗布エリアと第2の塗布エリアに分けられた前記塗布エリアのうち前記第1の塗布エリアに前記接着剤を塗布する第1のプリフォーム部、及び、前記第2の塗布エリアに前記接着剤を塗布する第2のプリフォーム部を備え、前記第1のプリフォーム部がX軸方向及びY軸方向に移動して前記接着剤の塗布を行う場合に、前記第2のプリフォーム部は、前記第1のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動して接着剤の塗布を行うことを第1の特徴とする。
まず図2によって本発明のダイボンダの一実施例を説明する。図2は、本発明のデュアルPH方式のダイボンダの一実施例を上から見た概念図である。100はダイボンダ、1はウェハ供給部、2はワーク供給・搬送部、3はダイボンディング部、10はダイボンダの動作を制御する制御部である。
ダイボンダは、大別して、ウェハ供給部1と、ワーク供給・搬送部2と、ダイボンディング部3とを有する。
また、ウェハ供給部1において、11はウェハカセットリフタ、12はピックアップ装置である。さらに、ワーク供給・搬送部2において、21はスタックローダ、22はフレームフィーダ、23はアンローダである。またさらに、ダイボンディング部3において、32はボンディングヘッド部(BH:Bonding Head)、33−Rと33−Lはそれぞれ1つのシリンジ部(ディスペンサ装置)を具備するプリフォーム部(PH:Preform Head)である。
また、10は制御部であり、ダイボンダ100の各機器と相互にアクセスして、各機器を所定のプログラムに従って制御する。なお、図1では、各機器と相互にアクセスするための信号線を省略している。
ワーク供給・搬送部2は、ダイボンディング工程中の基板搬送工程を担う。ワーク供給・搬送部2において、基板P(図示しない)は、スタックローダ21によりフレームフィーダ22に供給される。フレームフィーダ22に供給された基板Pは、フレームフィーダ22上の2箇所の処理位置を介してアンローダ23に搬送される。
ダイボンディング部3は、プリフォーム部33とボンディングヘッド部32とを有する。また、プリフォーム部33は左(上流)側のプリフォーム部33−Lと右(下流)側のプリフォーム部33−Rから成る。
このダイボンディング部3の前工程となるプリフォーム部33、即ちプリフォーム部33−R及びプリフォーム部33−Lは、フレームフィーダ22により搬送されてきた基板Pの塗布エリア(例えば、電極等のボンディングポイント)に接着剤を塗布する部分である。
即ち、プリフォーム部33−R及びプリフォーム部33−Lは、上昇及び平行移動して、それぞれのシリンジ部72−L、72−Rのノズル73−L、73−Rを搬送レーンのプリフォーム部にある基板Pの塗布エリアの直上まで移動させる。即ち、プリフォーム部33−R及びプリフォーム部33−Lは、プリフォーム部33の図示しない駆動機構によって、X方向(水平方向)、Y方向(奥行き方向)、Z方向(上下方向)に適宜駆動され、基板Pの塗布エリアの直上に移動する。その後、プリフォーム部33−R及びプリフォーム部33−Lのシリンジ部72−L、72−Rが下降して、それぞれのシリンジに入っている接着剤を吐出して、基板Pの塗布エリアに接着剤を塗布する。
即ち、ボンディングヘッド部32は、ボンディングヘッド部32に設けられたコレット6によってウェハからダイ4をピックアップし、ピックアップしたダイ4を上昇及び平行移動してダイアタッチ部の直上まで移動させる。即ち、ダイ4を吸着したコレット6は、ボンディングヘッド部32の図示しない駆動機構によって、X方向(水平方向)、Y方向(奥行き方向)、Z方向(上下方向)に適宜駆動され、ダイアタッチ部の上の塗布エリア(ボンディングポイント)の直上に移動する。その後、ボンディングヘッド部32は、コレット6によってダイを下降して、基板Pの塗布エリアにダイをアタッチする。
また、ウェハ供給部1は、ダイボンディング工程中の剥離工程を担う。ウェハ供給部1において、ウェハカセットリフタ11は、ウェハリングが収納されたウェハカセット(図示しない)を有し、順次ウェハリングをピックアップ装置12に供給する。
なお図3では、図示しない電源や制御部10と電気的に接続するためのケーブルや、接着剤の吐出に使用する圧縮エアー等の配管を省略している。また、シリンジ部72−R、72−Lの頭部の形状等、細部を簡略化して描いている。
接着剤の塗布制御のための吐出機構は、正圧源23から供給された圧縮エアーの圧力を調整するためのレギュレータと、負圧源から供給された負圧のエアーの圧力を調整するレギュレータと、これらのレギュレータからの圧力の調整された配管と大気へ開放する配管とを夫々切り替え制御するためのバルブユニットとからなる(図示しない。)。このような吐出機構により、バルブユニットからシリンジ内の接着剤に所望の圧力が加えられて、接着剤の塗布が行われる。
なお、基板Pを認識するための左右2つのPHに共通のカメラ(図7参照)は、基板Pの上方に設けられているが、図3では図示していない。
X軸駆動機構76−Rは、Y軸駆動機構75−Rを具備し、具備したX軸駆動機構75−RをX軸方向に移動させる。同様に、X軸駆動機構76−Lは、Y軸駆動機構75−Lを具備し、具備したY軸駆動機構75−LをX軸方向に移動させる。
Y軸駆動機構75−Rは、Z軸駆動機構74−Rを具備し、具備したZ軸駆動機構74−RをY軸方向に移動させる。同様に、Y軸駆動機構75−Lは、Z軸駆動機構74−Lを具備し、具備したZ軸駆動機構75−LをY軸方向に移動させる。
Z軸駆動機構74−Rは、シリンジ部72−Rを具備し、具備したシリンジ部72−RをZ軸方向に移動させる。同様に、Z軸駆動機構74−Lは、シリンジ部72−Lを具備し、具備したシリンジ部72−LをZ軸方向に移動させる。
図4のシリンジ部72において、シリンジホルダ78は、接着剤は入ったシリンジ77の先端の吐出出口部を斜めに挿入する斜め開口部79−1と、該斜め開口部79−1と連結されシリンジ77から吐出された接着剤で充填され、垂直下方(Z軸下方向)に開口されその下方にノズル73を具備する垂直開口部79−2を備える。
さらに、好ましくは、ノズル73は垂直に配置され、ノズル73の下部の吐出口73−1は、垂直下方に接着剤を吐出する。この結果、シリンジ77が斜めに挿入されていても、ノズルの吐出口からの接着剤が垂直下方に吐出可能なため、吐出口73−1を中心として描画経路を作成することができ、かつ接着剤の描画経路左右への広がり幅がほぼ同一となり、精細な接着剤塗布が実現できる。
なお、図4では、シリンジ77の上部、及び、充填される接着剤を省略している。
図4で説明したように、左右2つのプリフォーム部33−L、33−Rのそれぞれのシリンジ部72−Lと72−Rはそれぞれのシリンジ77を斜めに傾け、2つのプリフォーム部をそれぞれ駆動するX軸、Y軸及びZ軸駆動機構(図3参照)が互いに衝突しないように、離した構成としている。さらに、それぞれのノズル73−L及び73−Rの先端部(塗布位置)同士ができるだけ近接するように構成している。
また、プリフォーム部33−Lとプリフォーム部33−RのX軸、Y軸及びZ軸駆動機構は、互いに非同期で動作する。
さらに、2つのプリフォーム部33−L及びプリフォーム部33−Rのどちらを使用しても、基板P(または搬送レーンのプリフォームエリア)上の全領域を塗布可能としている。
また、図6は、図5と同様に、2つのシリンジ部73−R及び73−Rが、基板Pに配置された電極等の塗布エリアPPにどのように接着剤を塗布するかを説明するための平面図である。
なお、従来のシングルPH方式のダイボンダでは、接着剤塗布方法のときに、基板Pを認識するためカメラは、Y方向1列分の領域塗布エリアの範囲を撮像していた。しかし、本発明のデュアルPH方式のダイボンダでは、接着剤塗布方法のときに、基板Pを認識するためカメラは、Y方向2列分の領域塗布エリアの範囲(図6の破線で示す範囲)を撮像する。
図6(a)は、Y軸方向において、2つのプリフォーム部間の距離YPP1が接近動作可能距離YP0より大である(YPP1>YP0)時の塗布動作を示す。
図6(a)に示すように、プリフォーム部33−Lが前側の複数の塗布エリアPPを時計回りで(矢印の順に)塗布し、同時にプリフォーム部33−Rが後側の複数の塗布エリアPPを1領域毎に時計回りで(矢印の順に)塗布する。
なお、この場合には、X方向の2つのプリフォーム部間の距離がX方向の接近動作可能距離XP0より小であっても問題ない。
図6(b)は、Y軸方向において、2つのプリフォーム部間の距離YPP1が接近動作可能距離YP0より小である(YPP1<YP0)時の塗布動作を示す。この場合には、2つのプリフォーム部間の距離YPP2をYPP1より大きくする(YPP2>YPP1)。このために、2つのプリフォーム部の塗布配分を変える。
即ち、プリフォーム部33−Lが前側の3列の塗布エリアPPを時計回りで(矢印の順に)塗布し、プリフォーム部33−Rが、後側の1列の塗布エリアPPを1領域毎に時計回りで(矢印の順に)塗布する。この場合には、2つのプリフォーム部間の距離YPP2が接近動作可能距離YP0より大である(YPP2>YP0)。
図6(c)は、X軸方向において、2つのプリフォーム部間の距離XPP1が接近動作可能距離XP0より大である(XPP1>XP0)時の塗布動作を示す。
図6(c)に示すように、プリフォーム部33−Lが左側の複数の塗布エリアPPをY方向に(矢印の順に)塗布し、同時にプリフォーム部33−Rが右側の複数の塗布エリアPPを1領域毎にY方向に(矢印の順に)塗布する。
なお、この場合には、Y方向の2つのプリフォーム部間の距離がY方向の接近動作可能距離YP0より小であっても問題ない。
図6(d)は、X軸方向における2つのプリフォーム部間の距離XPP1が接近動作可能距離XP0より小である(XPP1<XP0)であって、Y軸方向における2つのプリフォーム部間の距離YPP1が接近動作可能距離YP0より小である(YPP1<YP0)時の塗布動作を示す。
この場合には、どちらか片方のプリフォーム部単独で複数の塗布エリアPPをY方向に(矢印の順に)塗布する。
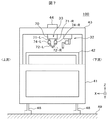
図7のダイボンダ100は、下架台41の上に搬送レーン42と上架台43が固定され、下架台41はアジャスタ脚48で床49上に水平に設置される。搬送レーン42は、フレームフィーダ22によって基板Pを上流から下流に搬送するための搬送路である。
図7に示すように、接着剤塗布をするためのボンディングヘッド部32は、ダイボンダ100の上架台43の上部のビームに固定される。このため、ビームを介して、それぞれのヘッド部の振動が他のヘッド部に伝わり易い。
本発明のダイボンダでは、接着剤塗布を2か所で、非同期に行うために、ボンディングヘッド部32のプリフォーム部(PH)33は、2つのPHを備えている。PHが2つになり、X軸、Y軸、及びZ軸に互いに独立に駆動することで、接着剤塗布動作による装置振動が拡大され、ダイボンド精度の悪化が懸念される。このため、装置振動対策が必要である。
本発明の実施例2のポイントは、左右のプリフォーム部33−L及び33−Rが接着剤を塗布する動作において、XY(水平)方向の動作を一方のヘッドの移動に対して、他方のヘッドを同時に逆方向に移動させる。これによって、接着剤塗布動作時の加振力を相殺させ、振動の低減を行うものである。即ち、装置の高速化を目的として搭載したユニット(デュアルPH方式)を、振動低減用機構部としても使用するものである。
例えば、塗布エリアPP01とPP02には、矢印DR方向に塗布し、塗布エリアPP03とPP04には、矢印DL方向に塗布する。この時、塗布のための両者のXY平面上の移動距離は等しい(等距離移動する)。
即ち、プリフォーム部33−Rが塗布エリアPP0の描画開始点d11から描画終了点d12まで接着剤塗布すると同時に、プリフォーム部33−Lは塗布エリアPP3の描画開始点d31から描画終了点d32まで接着剤を塗布する。
塗布エリアPP02とPP04に接着剤を塗布する場合も同様に、プリフォーム部33−Rとプリフォーム部33−LのXY方向への塗布方向を、全て反対且つ同時に実行する。即ち、X軸駆動機構76−Rと76−Lの駆動方向を全て反対且つ同時に実行し、Y軸駆動機構75−Rと75−Lの駆動方向を全て反対且つ同時に実行する(カウンタ動作)。
なお、塗布動作終了後の移動動作は、この限りではない。
即ち、図9においても、塗布動作を全て反対且つ同時に行う。塗布エリアPP11〜PP12及びPP14〜PP15の動作は、図8で説明した動作と同一である。
例えば、図9において、右側のプリフォーム部33−Rが塗布エリアPP11に接着剤を塗布する場合には、左側のプリフォーム部33−Lが塗布エリアPP14に同時に且つ逆方向に接着剤を塗布する。次に、右側のプリフォーム部33−Rが塗布エリアPP12に接着剤を塗布する場合には、左側のプリフォーム部33−Lが塗布エリアPP15に同時に且つ逆方向に接着剤を塗布する(カウンタ動作)。
即ち、図10においても、塗布動作を全て反対且つ同時に行う。塗布エリアPP21〜PP22及びPP24〜PP25の動作は、図8で説明した動作と同一である。
例えば、図10において、右側のプリフォーム部33−R(図10に示すシリンジ部72−R)が塗布エリアPP21に接着剤を塗布する場合には、左側のプリフォーム部33−L(図10に示すシリンジ部72−L)が塗布エリアPP24に同時に且つ逆方向に接着剤を塗布する。その後、同様に2つのヘッドが塗布エリアPP22と塗布エリアPP25を接着剤塗布する。即ち、右側のプリフォーム部33−Rが塗布エリアPP22に接着剤を塗布する場合には、左側のプリフォーム部33−Lが塗布エリアPP25に同時に且つ逆方向に接着剤を塗布する(カウンタ動作)。
いずれにしても、本発明のデュアルPH方式のダイボンダにおいて、左右のプリフォーム部のX軸駆動機構とY軸駆動機構を、それぞれ互いに逆方向に動作(カウンタ動作)させることができ、その結果、装置に与えられる振動を低減することができる。
図9において、右側のプリフォーム部33−Rが塗布エリアPP13に接着剤を塗布する場合には、左側のプリフォーム部33−Lが塗布する塗布エリアがない。そこで、本発明は、仮想の塗布エリアPP16を設けた。なお、仮想の塗布エリアの設定は、例えば、2つのプリフォーム部に所定の領域を予め役割分担するときに行う。そして、右側のプリフォーム部33−Rが塗布エリアPP13に接着剤を塗布する場合には、左側のプリフォーム部33−Lは、仮想のPP16に同時に且つ逆方向に接着剤を塗布する動作を行う(ダミーカウンタ動作)。即ち、仮想の塗布エリアの場合においても、プリフォーム部33−Rとプリフォーム部33−LのXY方向への塗布方向を、全て反対且つ同時に実行する。即ち、X軸駆動部76−Rと76−Lの駆動方向及び駆動距離は、X軸方向に対して逆方向に移動する。同様に、Y軸駆動部75−Rと75−Lの駆動方向及び駆動距離は、Y軸方向に対して逆方向に移動する。また、X軸駆動部76−Rと76−L、及びY軸駆動部75−Rと75−Lは、それぞれ駆動の開始と駆動の終了が同時である。
例えば、X軸駆動機構76−Rと76−Lの駆動方向を全て反対且つ同時に実行し、Y軸駆動機構75−Rと75−Lの駆動方向を全て反対且つ同時に実行する(ダミーカウンタ動作)。ただし、仮想の塗布エリアの塗布動作(ダミーカウンタ動作)においては、Z軸駆動機構74−Lは動作せず(基板Pの上方にあり、下降しない)、かつ、シリンジ部72−Lから接着剤を吐出しない。また、塗布動作終了後の移動動作は、この限りではない。しかしこの時、塗布するしないにかかわらず、両者のXY平面上の移動距離は等しい。
また、ここで説明したダミーカウンタ動作は、図8または図9に示した塗布エリア1列ごとに2つのヘッド(プリフォーム部)を割り当てる場合だけでなく、例えば、塗布エリア2列ごとに2つのヘッド(プリフォーム部)を割り当てる場合にも適用可能であり、他の割り当て方法においても適用可能であることは勿論のことである。
従って、プリフォーム部33−R(図10では、シリンジ部72−R2)は、プリフォーム部33−L(図10では、シリンジ部72−L2)の接着剤塗布動作(矢印DL2)に同期して、不良タブである塗布エリアPP23上でダミーカウンタ動作(矢印DR2)を行う(ダミーカウンタ動作)。即ち、X軸駆動部76−Rと76−Lの駆動方向及び駆動距離は、X軸方向に対して逆方向に移動する。同様に、Y軸駆動部75−Rと75−Lの駆動方向及び駆動距離は、Y軸方向に対して逆方向に移動する。また、X軸駆動部76−Rと76−L、及びY軸駆動部75−Rと75−Lは、それぞれ駆動の開始と駆動の終了が同時である。
例えば、X軸駆動機構76−Rと76−Lの駆動方向を全て反対に且つ同時に実行し、Y軸駆動機構75−Rと75−Lの駆動方向を全て反対に且つ同時に実行する(ダミーカウンタ動作)。ただし、不良タブである塗布エリアにおいては、Z軸駆動機構74−Lは動作せず(基板Pの上方にある)、かつ、シリンジ部72−R2から接着剤を吐出しない。また、塗布動作終了後の移動動作は、この限りではない。しかしこの時、塗布するしないにかかわらず、両者のXY平面上の移動距離は等しい。
なお、プリフォーム部33−R及びプリフォーム部33−Lが塗布しようとする塗布エリアがどちらも不良タブであった場合には、これらの塗布エリアでの塗布動作をせず、次の塗布エリアに移動する。
Claims (6)
- ウェハからダイを供給するウェハ供給部と、
被搭載対象物を搬送するワーク供給・搬送部と、
前記被搭載対象物の塗布エリアにペースト状の接着剤を塗布するためのプリフォーム部と、
前記接着剤を塗布された前記被搭載対象物に前記ダイを搭載するためのボンディングヘッド部と、
前記ダイを前記被搭載対象物にボンディングするダイボンディング部と、
前記ウェハ供給部と前記ワーク供給・搬送部と前記プリフォーム部と前記ボンディングヘッド部と前記ダイボンディング部とを制御する制御部と、
を備え、
前記プリフォーム部は、第1の塗布エリアと第2の塗布エリアに分けられた前記塗布エリアのうち前記第1の塗布エリアに前記接着剤を塗布する第1のプリフォーム部、及び、前記第2の塗布エリアに前記接着剤を塗布する第2のプリフォーム部を備え、前記第1のプリフォーム部がX軸方向及びY軸方向に移動して接着剤塗布を行う場合に、前記第2のプリフォーム部は、前記第1のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動して接着剤塗布を行い、
前記第2のプリフォーム部は、前記第1のプリフォーム部が前記第1の塗布エリアに前記接着剤を塗布するためにX軸方向及びY軸方向に移動する場合に、前記第2のプリフォーム部が前記接着剤を塗布するための第2の塗布エリアが無い場合には、予め定めた仮想の塗布エリア上に移動し、前記第1のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動し、且つ、前記接着剤の吐出をしないことを特徴とするダイボンダ。 - 請求項1記載のダイボンダにおいて、
前記第1の塗布エリアまたは前記第2の塗布エリアのどちらかが不良タブである場合には、当該不良タブの塗布エリアを塗布する前記第1のプリフォーム部または前記第2のプリフォーム部は、他方の前記第2のプリフォーム部または前記第1のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動し、且つ、前記接着剤の吐出をしないことを特徴とするダイボンダ。 - 請求項1または2記載のダイボンダにおいて、
前記第1のプリフォーム部が前記第1の塗布エリアに前記接着剤を塗布する際に前記接着剤を吐出するための第1のディスペンサ装置と、前記第2のプリフォーム部が前記第2の塗布エリアに前記接着剤を塗布する際に前記接着剤を吐出するための第2のディスペンサ装置と、を備え、前記第1のディスペンサ装置及び前記第2のディスペンサ装置はそれぞれ独立にX方向及びY方向に駆動するX軸駆動機構及びY軸駆動機構を備えたことを特徴とするダイボンダ。 - 請求項3記載のダイボンダにおいて、
前記第1のディスペンサ装置及び前記第2のディスペンサ装置は、前記接着剤が入っているシリンジと、前記シリンジ内の前記接着剤を垂直下方に吐出するためのノズルと、前記シリンジを斜めに装着可能で、前記シリンジ内の前記接着剤を垂直下方に吐出するために垂直下方に前記ノズルを取付けたシリンジホルダからそれぞれ成ることを特徴とするダイボンダ。 - 第1の塗布エリアと第2の塗布エリアに分けられた、ダイを搭載するためにペースト状の接着剤を塗布する被搭載対象物の塗布エリアのうち前記第1の塗布エリアに前記接着剤を塗布するために第1のプリフォーム部がX軸方向及びY軸方向に移動して接着剤の塗布を行う場合に、前記第2の塗布エリアに前記接着剤を塗布するために第2のプリフォーム部は、前記第1のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動して接着剤の塗布を行い、
前記第1の塗布エリアに前記接着剤を塗布するために前記第1のプリフォーム部がX軸方向及びY軸方向に移動する場合に、前記第2のプリフォーム部が前記接着剤を塗布するための前記第2の塗布エリアが無い場合には、前記第2のプリフォーム部は、予め定めた仮想の塗布エリア上に移動し、前記第1のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動し、且つ、前記接着剤の吐出をしないことを特徴とする接着剤塗布方法。 - 請求項5記載の接着剤塗布方法において、
前記第1の塗布エリアまたは前記第2の塗布エリアのどちらかが不良タブである場合には、当該不良タブの塗布エリアを塗布する前記第1のプリフォーム部または前記第2のプリフォーム部は、他方の前記第1のプリフォーム部または前記第2のプリフォーム部が移動するX軸方向及びY軸方向に対して同時に逆方向に等距離移動し、且つ、前記接着剤の吐出をしないことを特徴とする接着剤塗布方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013209326A JP6276552B2 (ja) | 2013-10-04 | 2013-10-04 | ダイボンダ及び接着剤塗布方法 |
| TW103130095A TWI532109B (zh) | 2013-10-04 | 2014-09-01 | Grain Adhesive and Adhesive Coating Method |
| CN201410453347.1A CN104517861B (zh) | 2013-10-04 | 2014-09-05 | 芯片贴装机及粘接剂涂覆方法 |
| KR1020140118651A KR101664555B1 (ko) | 2013-10-04 | 2014-09-05 | 다이 본더 및 접착제 도포 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013209326A JP6276552B2 (ja) | 2013-10-04 | 2013-10-04 | ダイボンダ及び接着剤塗布方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015076409A JP2015076409A (ja) | 2015-04-20 |
| JP6276552B2 true JP6276552B2 (ja) | 2018-02-07 |
Family
ID=52792983
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013209326A Active JP6276552B2 (ja) | 2013-10-04 | 2013-10-04 | ダイボンダ及び接着剤塗布方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6276552B2 (ja) |
| KR (1) | KR101664555B1 (ja) |
| CN (1) | CN104517861B (ja) |
| TW (1) | TWI532109B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220122939A1 (en) * | 2020-10-15 | 2022-04-21 | Gallant Micro. Machining Co., Ltd. | Producing apparatus and pre-bonding device |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3391974B1 (en) * | 2015-12-15 | 2022-06-01 | Senju Metal Industry Co., Ltd. | Fluid discharge device and method for discharging fluid |
| CN110413087B (zh) * | 2019-08-13 | 2022-06-07 | 徐州工业职业技术学院 | 一种计算机主板芯片散热硅胶贴装装置 |
| CN114388391A (zh) * | 2020-10-22 | 2022-04-22 | 均华精密工业股份有限公司 | 生产设备及预接合装置 |
| CN117912982B (zh) * | 2022-10-12 | 2024-09-24 | 湖南奥创普科技有限公司 | 一种单通道贴片机及贴片方法 |
| CN117101966B (zh) * | 2023-10-18 | 2023-12-26 | 启东市旭能电子科技有限公司 | 一种锂电池充电器芯片导热硅脂涂抹机 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6397259A (ja) * | 1986-10-14 | 1988-04-27 | Shinkawa Ltd | ペ−スト吐出装置 |
| JP2671005B2 (ja) * | 1988-04-13 | 1997-10-29 | 株式会社 新川 | ディスペンサー装置 |
| JP3609359B2 (ja) | 2001-08-21 | 2005-01-12 | 株式会社 日立インダストリイズ | ペースト塗布機とペースト塗布方法 |
| JP4481576B2 (ja) * | 2003-02-28 | 2010-06-16 | 芝浦メカトロニクス株式会社 | ペースト塗布装置 |
| JP4489524B2 (ja) * | 2004-07-23 | 2010-06-23 | 株式会社ルネサステクノロジ | 半導体装置の製造方法およびペースト塗布装置 |
| CH697827B1 (de) * | 2005-07-25 | 2009-02-27 | Oerlikon Assembly Equipment Ag | Einrichtung zum Auftragen von Klebstoff auf ein Substrat. |
| TW200914146A (en) * | 2007-02-06 | 2009-04-01 | Shibaura Mechatronics Corp | Paste applicator and paste application method |
| JP4945351B2 (ja) | 2007-07-18 | 2012-06-06 | ルネサスエレクトロニクス株式会社 | 半導体装置の製造方法 |
| KR100899674B1 (ko) * | 2008-01-22 | 2009-05-28 | 주식회사 탑 엔지니어링 | 시린지 장착이 가능한 변위 센서 및 이를 구비한 디스펜서 |
| JP5368783B2 (ja) * | 2008-12-24 | 2013-12-18 | 東レエンジニアリング株式会社 | 塗布方法および塗布装置 |
| JP5789389B2 (ja) * | 2011-03-23 | 2015-10-07 | ファスフォードテクノロジ株式会社 | ダイボンダ及び半導体製造方法 |
| JP2013039528A (ja) * | 2011-08-17 | 2013-02-28 | Jcm:Kk | 塗布装置 |
-
2013
- 2013-10-04 JP JP2013209326A patent/JP6276552B2/ja active Active
-
2014
- 2014-09-01 TW TW103130095A patent/TWI532109B/zh active
- 2014-09-05 KR KR1020140118651A patent/KR101664555B1/ko active Active
- 2014-09-05 CN CN201410453347.1A patent/CN104517861B/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220122939A1 (en) * | 2020-10-15 | 2022-04-21 | Gallant Micro. Machining Co., Ltd. | Producing apparatus and pre-bonding device |
| US11784158B2 (en) * | 2020-10-15 | 2023-10-10 | Gallant Micro. Machining Co., Ltd. | Producing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201526128A (zh) | 2015-07-01 |
| TWI532109B (zh) | 2016-05-01 |
| KR101664555B1 (ko) | 2016-10-11 |
| CN104517861A (zh) | 2015-04-15 |
| KR20150040208A (ko) | 2015-04-14 |
| CN104517861B (zh) | 2017-08-25 |
| JP2015076409A (ja) | 2015-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6276552B2 (ja) | ダイボンダ及び接着剤塗布方法 | |
| JP5745386B2 (ja) | デュアルヘッドディスペンサを組み込んだダイボンダ | |
| CN103372519A (zh) | 浆料涂布装置和浆料涂布方法以及芯片粘合装置 | |
| US20130068824A1 (en) | Die Bonder and Bonding Method | |
| JP5894738B2 (ja) | ダイボンダ及び半導体製造方法 | |
| TW201606906A (zh) | 晶粒接合器及接合方法 | |
| JP2019160948A (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| KR20150039688A (ko) | 전극 형성 장치, 전극 형성 시스템, 및 전극 형성 방법 | |
| JP7018338B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| JP4891185B2 (ja) | 粘性流体塗布装置 | |
| TW200416910A (en) | Board conveyance apparatus, component mounting apparatus, and board conveyance method in component mounting | |
| CN111656505B (zh) | 用于焊接机的焊接工具、用于焊接半导体元件的焊接机及相关方法 | |
| JP3674587B2 (ja) | 電子部品実装方法 | |
| KR101471900B1 (ko) | 기판 처리 장치 | |
| KR101913230B1 (ko) | 마이크로 발광다이오드칩이 실장된 디스플레이 모듈 및 이의 제조방법 | |
| JP5789389B2 (ja) | ダイボンダ及び半導体製造方法 | |
| CN107615909A (zh) | 最优化程序及安装作业机 | |
| US10729048B2 (en) | Optimization program and mounting work system | |
| KR101690725B1 (ko) | 실장기의 부품 실장 최적화 방법 및 장치 | |
| JP2012199442A (ja) | ダイボンダ及び半導体製造方法 | |
| JP7837451B1 (ja) | 塗布装置、塗布方法、電子部品実装装置、および電子部品実装方法 | |
| JP7812747B2 (ja) | 部品実装装置及び部品実装方法 | |
| JP2024111761A (ja) | 半導体製造装置および半導体装置の製造方法 | |
| KR20240112193A (ko) | 본딩 장치 및 본딩 방법 | |
| JP2012199443A (ja) | ダイボンダ及び半導体製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20150330 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150508 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6276552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |