JP6472875B2 - 丸鋸 - Google Patents
丸鋸 Download PDFInfo
- Publication number
- JP6472875B2 JP6472875B2 JP2017516548A JP2017516548A JP6472875B2 JP 6472875 B2 JP6472875 B2 JP 6472875B2 JP 2017516548 A JP2017516548 A JP 2017516548A JP 2017516548 A JP2017516548 A JP 2017516548A JP 6472875 B2 JP6472875 B2 JP 6472875B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- circular saw
- tooth
- base metal
- blade bodies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000036346 tooth eruption Effects 0.000 claims description 95
- 239000010953 base metal Substances 0.000 claims description 54
- 238000005452 bending Methods 0.000 claims description 21
- 230000002093 peripheral effect Effects 0.000 claims description 14
- 210000004513 dentition Anatomy 0.000 claims description 12
- 208000002925 dental caries Diseases 0.000 claims description 8
- 239000011295 pitch Substances 0.000 description 62
- 230000003746 surface roughness Effects 0.000 description 13
- 239000000463 material Substances 0.000 description 10
- 239000011347 resin Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 238000005219 brazing Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000002265 prevention Effects 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D47/00—Sawing machines or sawing devices working with circular saw blades, characterised only by constructional features of particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/025—Details of saw blade body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/04—Circular saw blades with inserted saw teeth, i.e. the teeth being individually inserted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B33/00—Sawing tools for saw mills, sawing machines, or sawing devices
- B27B33/02—Structural design of saw blades or saw teeth
- B27B33/08—Circular saw blades
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Sawing (AREA)
- Nonmetal Cutting Devices (AREA)
- Harvester Elements (AREA)
Description
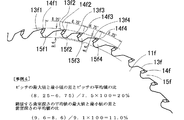
[事例3]図6に示すように、台金11eの外周の72箇所の刃体13eに切削歯14eが接合されている。各刃体13eは、連続する3個の刃体13e1,13e2,13e3の組からなる24の組に分けられており、各刃体13e1〜13e3の取付座に切削歯14e1〜14e3が接合されている。各刃体13e1〜13e3のピッチは4.3°,4.3°,6.4°で繰り返されている。ピッチの合計は15°であり、その平均値は15°/3=5°である。ピッチの最大値と最小値の差は6.4°−4.3°=2.1°である。ピッチの最大値と最小値の差とピッチの平均値の比は(2.1°/5°)×100=42%である。台金11eの外周の72箇所に設けた歯室15eについて、隣接する3個ずつの歯室15e1,15e2,15e3が深さ8.1mm、8.1mm,11.9mmで繰り返されている。歯室15eの深さの平均値は、(11.9mm+8.1mm+8.1mm)/3=9.37mmであり、隣接する歯室15e深さの平均値の最大値は10mmであり最小値は8.1mmである。その結果、隣接する歯室15e深さの平均値の最大値と最小値の差と歯室15e深さの平均値の比は、(10mm−8.1mm)/9.37mm×100=20.3%となり、上記条件IIを満たしている。
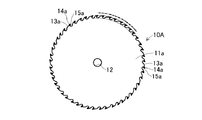
図10は、参考例1に係る丸鋸30を全体図により示したものである。丸鋸30を構成する台金31は、外径305mm×歯厚2.0mmの鋼製の円盤状薄板であり、その中心に加工機械の回転軸に挿嵌される中心孔32を設けている。台金31の外周側は、周方向の49箇所にて径方向に略菱形状に突出した刃体33となっており、刃体33の間が円弧状に切欠かれて径方向に凹んだ歯室34になっている。各刃体33の回転方向Rの前方先端側には、上記切削歯28と同様の切削歯38を取り付けるための取付座35が、略直角に切り欠かれて設けられている。取付座35には、上記切削歯28と同様の切削歯38がろう付け等により固定されている。
実施例2に係る丸鋸40を全体図により示したものである。丸鋸40を構成する台金41は、外径305mm×歯厚2.0mmの鋼製の円盤状薄板であり、その中心に加工機械の回転軸に挿嵌される中心孔42を設けている。台金41の外周側は、周方向の48箇所にて径方向に略菱形状に突出した刃体43となっており、刃体43の間が円弧状に切欠かれて径方向に凹んだ歯室44になっている。各刃体43の回転方向Rの前方先端側には、切削歯48を取り付けるための取付座45が、略直角に切り欠かれて設けられている。取付座45には、上記切削歯28と同様の切削歯48がろう付け等により固定されている。
上記事例1〜4、参考事例1,2の丸鋸を用いて、切削の回転数Nとして3000rpmから200rpmの間隔で6000rpmまでの16種類とし、被削材として栂を用いて切削試験を行った。比較として、ピッチの最大値と最小値の差とピッチの平均値の比、及び隣接する歯室深さの平均値の最大値と最小値の差と歯室深さの平均値の比がそれぞれ0%の丸鋸を従来例として用いた。切削結果の評価は目視により行われ、○は仕上げ面(切削断面)の表面粗さが非常に小さく良好であり、×は仕上げ面の表面粗さが大きく不良であり、△は仕上げ面の表面粗さがある程度良好であることを示す。切削試験の結果について、下記表1に示す。なお、表1では、ピッチの最大値と最小値の差とピッチの平均値の比を「ピッチ差比」、隣接する歯室深さの平均値の最大値と最小値の差と歯室深さの平均値の比を「歯室深さ差比」と表す。

Claims (6)
- 円盤状の台金の外周の複数箇所にて径方向外方に突出した複数の刃体に切削歯が接合されており、該複数の刃体間がそれぞれ径方向に凹んだ歯室になっており、前記切削歯の外周側の側面切れ刃のあさり角が−1°<θ≦0°で、中間位置に屈曲点Kが形成されて屈曲点Kから中心側のあさり角が0°<θ<1°の範囲にあり、前記台金自体の振動を防止する振動防止機構を設けた丸鋸において、
複数の前記刃体は、連続する所定個数の刃体の組からなる複数の組に分けられており、各組の該刃体の間隔は、2種類の異なる間隔が2つずつ交互になっており、該各刃体に接合された前記切削歯のピッチの最大値と最小値の差と該ピッチの平均値の比が40%〜100%であることを特徴とする丸鋸。 - 円盤状の台金の外周の複数箇所にて径方向外方に突出した複数の刃体に切削歯が接合されており、該複数の刃体間がそれぞれ径方向に凹んだ歯室になっており、前記切削歯の外
周側の側面切れ刃のあさり角が−1°<θ≦0°で、中間位置に屈曲点Kが形成されて屈曲点Kから中心側のあさり角が0°<θ<1°の範囲にあり、前記台金自体の振動を防止する振動防止機構を設けた丸鋸において、
複数の前記刃体は、連続する所定個数の刃体の組からなる複数の組に分けられており、各組の前記歯室の深さが少なくとも部分的に異なっており、かつ深い歯室又は浅い歯室が2個以上連続しており、隣接する該歯室深さの平均値の最大値と最小値の差と該歯室深さの平均値の比が20%〜100%であることを特徴とする丸鋸。 - 円盤状の台金の外周の複数箇所にて径方向外方に突出した複数の刃体に切削歯が接合されており、該複数の刃体間がそれぞれ径方向に凹んだ歯室になっており、前記切削歯の外周側の側面切れ刃のあさり角が−1°<θ≦0°で、中間位置に屈曲点Kが形成されて屈曲点Kから中心側のあさり角が0°<θ<1°の範囲にあり、前記台金自体の振動を防止する振動防止機構を設けた丸鋸において、
複数の前記刃体は、連続する所定個数の刃体の組からなる複数の組に分けられており、各組の該刃体の間隔は、互いに不規則に異なっているか、2種類の異なる間隔が1つと2つ以上の交互になっているか、あるいは2種類の異なる間隔が1つずつ又は2つずつ交互になっているかのいずれかであり、各刃体に接合された前記切削歯のピッチの最大値と最小値の差と該ピッチの平均値の比が20%〜100%であり、
さらに、前記各組の前記歯室の深さが少なくとも部分的に異なっており、かつ深い歯室又は浅い歯室が2個以上連続しており、隣接する前記歯室深さの平均値の最大値と最小値の差と該歯室深さの平均値の比が10%〜100%であることを特徴とする丸鋸。 - 円盤状の台金の外周の複数箇所にて径方向外方に突出した複数の刃体に切削歯が接合されており、該複数の刃体間がそれぞれ径方向に凹んだ歯室になっており、前記切削歯の側面切れ刃のあさり角全体が0°<θ<1°の範囲にあり、前記台金自体の振動を防止する振動防止機構を設けた丸鋸において、
複数の前記刃体は、連続する所定個数の刃体の組からなる複数の組に分けられており、各組の該刃体の間隔は、2種類の異なる間隔が2つずつ交互になっており、各刃体に接合された前記切削歯のピッチの最大値と最小値の差と該ピッチの平均値の比が40%〜100%であることを特徴とする丸鋸。 - 円盤状の台金の外周の複数箇所にて径方向外方に突出した複数の刃体に切削歯が接合されており、該複数の刃体間がそれぞれ径方向に凹んだ歯室になっており、前記切削歯の側面切れ刃のあさり角全体が0°<θ<1°の範囲にあり、前記台金自体の振動を防止する振動防止機構を設けた丸鋸において、
複数の前記刃体は、連続する所定個数の刃体の組からなる複数の組に分けられており、該各組の前記歯室の深さが少なくとも部分的に異なっており、かつ深い歯室又は浅い歯室が2個以上連続しており、隣接する該歯室深さの平均値の最大値と最小値の差と該歯室深さの平均値の比が20%〜100%であることを特徴とする丸鋸。 - 円盤状の台金の外周の複数箇所にて径方向外方に突出した複数の刃体に切削歯が接合されており、該複数の刃体間がそれぞれ径方向に凹んだ歯室になっており、前記切削歯の側面切れ刃のあさり角全体が0°<θ<1°の範囲にあり、前記台金自体の振動を防止する振動防止機構を設けた丸鋸において、
複数の前記刃体は、連続する所定個数の刃体の組からなる複数の組に分けられており、各組の該刃体の間隔は、互いに不規則に異なっているか、2種類の異なる間隔が1つと2つ以上の交互になっているか、あるいは2種類の異なる間隔が1つずつ又は2つずつ交互になっているかのいずれかであり、各刃体に接合された前記切削歯のピッチの最大値と最小値の差と該ピッチの平均値の比が20%〜100%であり、
さらに、前記各組の前記歯室の深さが少なくとも部分的に異なっており、かつ深い歯室又は浅い歯室が2個以上連続しており、隣接する前記歯室深さの平均値の最大値と最小値の差と該歯室深さの平均値の比が10%〜100%であることを特徴とする丸鋸。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015094871 | 2015-05-07 | ||
| JP2015094871 | 2015-05-07 | ||
| PCT/JP2016/002131 WO2016178307A1 (ja) | 2015-05-07 | 2016-04-21 | 丸鋸 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016178307A1 JPWO2016178307A1 (ja) | 2018-02-22 |
| JP6472875B2 true JP6472875B2 (ja) | 2019-02-20 |
Family
ID=57217583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017516548A Active JP6472875B2 (ja) | 2015-05-07 | 2016-04-21 | 丸鋸 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180071846A1 (ja) |
| EP (1) | EP3292934A4 (ja) |
| JP (1) | JP6472875B2 (ja) |
| CN (1) | CN107530800A (ja) |
| WO (1) | WO2016178307A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE541977C2 (en) * | 2018-01-29 | 2020-01-14 | Husqvarna Ab | Differential pitch clearing saw blade and clearing saw |
| JP7171233B2 (ja) * | 2018-05-15 | 2022-11-15 | 株式会社マキタ | 金工用携帯用マルノコ |
| JP7260547B2 (ja) * | 2018-08-08 | 2023-04-18 | 兼房株式会社 | 丸鋸 |
| CN114728354B (zh) * | 2020-03-13 | 2024-07-23 | 兼房株式会社 | 圆锯片以及圆锯片的制造方法 |
| CN113319940A (zh) * | 2021-06-03 | 2021-08-31 | 杭州和源精密工具有限公司 | 一种精密切割锯 |
| CN117980102B (zh) * | 2021-09-23 | 2024-10-15 | 兼房株式会社 | 圆盘状旋转工具 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1923649U (de) * | 1962-01-31 | 1965-09-16 | Ledermann & Co | Saegeblatt, vorzugsweise hartmetall-kreissaegeblatt. |
| BE614239A (fr) * | 1962-02-22 | 1962-06-18 | Diamant Boart Sa | Disque à trancher à segments diamantés. |
| DE1628891A1 (de) * | 1968-01-19 | 1972-01-13 | Walter Gmbh Montanwerke | Kreissaegeblatt fuer die Holz- oder Metallbearbeitung |
| SE411722B (sv) * | 1978-01-12 | 1980-02-04 | Sandvik Ab | Skerverktyg |
| JPS55161602A (en) * | 1979-06-05 | 1980-12-16 | Tenriyuu Seikiyo Kk | Circular saw |
| JPS6084210U (ja) * | 1983-11-12 | 1985-06-11 | 大見工業株式会社 | 円盤鋸 |
| US4766794A (en) * | 1986-08-25 | 1988-08-30 | Blake Robert A | Rotary saw blade |
| US5038653A (en) * | 1988-02-02 | 1991-08-13 | The Disston Company | Circular saw blade |
| DE4110523A1 (de) * | 1991-03-30 | 1992-10-01 | Geissler Und Kuper Gmbh Diaman | Kreissaegeblatt zum schneiden von gestein, insbesondere asphalt und stahlbeton |
| DE59507219D1 (de) * | 1994-12-05 | 1999-12-16 | Kampmann Gmbh | Verfahren zum Sägen von Werkstückkörpern aus Stahl und Sägeblatt zur Verwendung in einem solchen Verfahren |
| US5896800A (en) * | 1995-09-26 | 1999-04-27 | Black & Decker Inc. | Circular saw blade |
| DE29707665U1 (de) * | 1997-04-28 | 1997-08-28 | AKE Knebel GmbH & Co., 72336 Balingen | Sägewerkzeug |
| JP3170498B2 (ja) * | 1999-01-29 | 2001-05-28 | 兼房株式会社 | 丸 鋸 |
| DE10063567A1 (de) * | 2000-12-20 | 2002-07-04 | Scintilla Ag | Sägeblatt |
| DE10123752A1 (de) * | 2001-05-16 | 2002-11-28 | Ledermann & Co | Kreissägeblatt mit Wechsel-und Räumzähnen |
| US7225715B2 (en) * | 2002-03-19 | 2007-06-05 | Black & Decker Inc. | Variable tooth saw blade |
| WO2003080281A1 (en) * | 2002-03-19 | 2003-10-02 | Oldham Saw Company, Inc. | Variable tooth saw blade |
| JP2004050367A (ja) * | 2002-07-23 | 2004-02-19 | Tenryu Saw Mfg Co Ltd | ディスクカッター |
| JP4762507B2 (ja) * | 2004-06-08 | 2011-08-31 | 天龍製鋸株式会社 | 回転鋸 |
| ES2270689B1 (es) * | 2005-01-20 | 2008-03-01 | Instalaciones Inabensa, S.A. | Barrera sectorizadora de humo. |
| EP1700661B1 (de) * | 2005-03-08 | 2007-05-16 | Ledermann GmbH & Co. KG | Kreissägeblatt |
| US20070227331A1 (en) * | 2005-05-02 | 2007-10-04 | Kanefusa Kabushiki Kaisha | Tip Saw |
| US20080307941A1 (en) * | 2007-06-15 | 2008-12-18 | Freud America, Inc. | Saw blade tooth geometry for circular saw blade |
| JP5173670B2 (ja) * | 2008-08-20 | 2013-04-03 | 株式会社アマダ | 鋸刃及びその製造方法 |
| JP5397251B2 (ja) * | 2010-02-10 | 2014-01-22 | 日立工機株式会社 | チップソー及びそれを備えた電動工具 |
| DE102010043606A1 (de) * | 2010-11-09 | 2012-05-10 | Robert Bosch Gmbh | Drehoszillationssägeblatt für eine Werkzeugmaschine |
| US9463518B2 (en) * | 2011-01-31 | 2016-10-11 | Black & Decker Inc. | Saw blade with reduced modal frequencies in the operating frequency range |
| EP2910327A4 (en) * | 2012-10-22 | 2016-07-06 | Kanefusa Knife & Saw | BLADE |
| US20140260878A1 (en) * | 2013-03-14 | 2014-09-18 | California Saw & Knife Works | Circular Saw Plate with Thickness Discontinuity |
| DE202013102690U1 (de) * | 2013-06-21 | 2013-07-01 | Albert Knebel Gmbh & Co. Kg Holding | Sägeblatt mit kleinem Sägezahn |
| US9789552B2 (en) * | 2013-06-27 | 2017-10-17 | Irwin Industrial Tool Company | Saw blade and saw blade tooth construction |
| DE102014205445A1 (de) * | 2014-03-24 | 2015-09-24 | Robert Bosch Gmbh | Kreissägeblatt |
| DE102015004182B4 (de) * | 2015-04-02 | 2016-12-08 | Leitz Gmbh & Co. Kg | Kreissägeblatt mit Gruppenverzahnung |
-
2016
- 2016-04-21 CN CN201680023990.8A patent/CN107530800A/zh active Pending
- 2016-04-21 JP JP2017516548A patent/JP6472875B2/ja active Active
- 2016-04-21 WO PCT/JP2016/002131 patent/WO2016178307A1/ja active Application Filing
- 2016-04-21 US US15/564,450 patent/US20180071846A1/en not_active Abandoned
- 2016-04-21 EP EP16789445.0A patent/EP3292934A4/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016178307A1 (ja) | 2016-11-10 |
| EP3292934A1 (en) | 2018-03-14 |
| US20180071846A1 (en) | 2018-03-15 |
| EP3292934A4 (en) | 2019-01-16 |
| CN107530800A (zh) | 2018-01-02 |
| JPWO2016178307A1 (ja) | 2018-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6472875B2 (ja) | 丸鋸 | |
| JP5832539B2 (ja) | コーナ側面に凹状の逃げくぼみが形成された切削インサート | |
| JP4850301B2 (ja) | フライス用刃先交換式回転工具に用いるインサート | |
| US6276248B1 (en) | Band saw blade having reduced noise and uniform tooth loading characteristics | |
| JPS6150735B2 (ja) | ||
| JP2005305639A (ja) | 帯のこぎり歯及び帯のこぎり歯の製造方法 | |
| JP3370166B2 (ja) | 基体と目振りされてない歯とを備えた鋸刃 | |
| WO2014125905A1 (ja) | 鋸刃 | |
| KR20170131431A (ko) | 러핑 엔드밀 | |
| WO2020090372A1 (ja) | 回転工具 | |
| JP3170498B2 (ja) | 丸 鋸 | |
| TW201716164A (zh) | 具有分屑齒的鋸片 | |
| JP4610038B2 (ja) | 鋸刃 | |
| JP2011020252A (ja) | チップソー | |
| JP2011156622A (ja) | エンドミル | |
| JP5946984B1 (ja) | 溝部の加工方法 | |
| JP2000127104A (ja) | 分割切削型チップソー | |
| JP4676805B2 (ja) | 帯鋸刃 | |
| JP2020089949A5 (ja) | ||
| JPH0724973B2 (ja) | 鋸 刃 | |
| JPS625730B2 (ja) | ||
| CN117980102B (zh) | 圆盘状旋转工具 | |
| JP3176639U (ja) | 回転鋸 | |
| JP5790108B2 (ja) | シェービングカッター | |
| JP5592093B2 (ja) | 鋸刃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180126 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20180126 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20180207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190123 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6472875 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |