JP6450658B2 - パネル−インサートアセンブリ及び方法 - Google Patents
パネル−インサートアセンブリ及び方法 Download PDFInfo
- Publication number
- JP6450658B2 JP6450658B2 JP2015140967A JP2015140967A JP6450658B2 JP 6450658 B2 JP6450658 B2 JP 6450658B2 JP 2015140967 A JP2015140967 A JP 2015140967A JP 2015140967 A JP2015140967 A JP 2015140967A JP 6450658 B2 JP6450658 B2 JP 6450658B2
- Authority
- JP
- Japan
- Prior art keywords
- insert
- opening
- skin layer
- panel
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 38
- 239000000463 material Substances 0.000 claims description 14
- 238000003780 insertion Methods 0.000 claims description 4
- 230000037431 insertion Effects 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 83
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 229920000642 polymer Polymers 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 9
- 238000012423 maintenance Methods 0.000 description 8
- 239000002131 composite material Substances 0.000 description 6
- 239000000919 ceramic Substances 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000011152 fibreglass Substances 0.000 description 3
- 230000010354 integration Effects 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 239000011208 reinforced composite material Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000005219 brazing Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000008520 organization Effects 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229920006328 Styrofoam Polymers 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000013475 authorization Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000008261 styrofoam Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/066—Interior liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B21/00—Means for preventing relative axial movement of a pin, spigot, shaft or the like and a member surrounding it; Stud-and-socket releasable fastenings
- F16B21/02—Releasable fastening devices locking by rotation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/12—Nuts or like thread-engaging members with thread-engaging surfaces formed by inserted coil-springs, discs, or the like; Independent pieces of wound wire used as nuts; Threaded inserts for holes
- F16B37/122—Threaded inserts, e.g. "rampa bolts"
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/01—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening elements specially adapted for honeycomb panels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/02—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening members using screw-thread
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
Description
前記スキン層の下方に設けられるとともに、前記開口部と位置合わせされるインサートと、を含む、パネル−インサートアセンブリ。
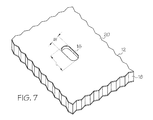
前記第1主側面上に設けられて、開口軸に沿って長状である開口部を画定する第1スキン層と、
前記第2主側面上に設けられる第2スキン層と、を含むサンドイッチパネルを備えるとともに、
前記スキン層の下方に設けられており、前記開口部と位置合わせされるねじ穴を画定するインサートを備える、パネル−インサートアセンブリ。
前記インサートは、長軸寸法と短軸寸法とを有しており、
前記短軸寸法は、前記最大長以下である、項B1に記載のパネル−インサートアセンブリ。
前記スキン層に開口部を形成することと、
前記ねじ山付きインサートを前記開口部に挿入して、前記ねじ山付きインサートを前記スキン層の下方に配置することと、
前記開口部に対して前記ねじ山付きインサートを回転させることと、を含む方法。
Claims (10)
- コア、及び当該コア上に設けられて、開口部を画定するスキン層を有するパネルと、
前記スキン層の下方に設けられるとともに、前記開口部と位置合わせされるインサートと、を含み、
前記開口部は、長状であって、最大長を有しており、
前記インサートは、長軸寸法と短軸寸法とを有しており、
前記短軸寸法は、前記最大長以下であり、前記長軸寸法は、前記最大長よりも大きい、
パネル−インサートアセンブリ。 - 前記パネルは、サンドイッチパネルであり、第2スキン層を更に含み、前記コアは、前記スキン層と前記第2スキン層との間に設けられる、請求項1に記載のパネル−インサートアセンブリ。
- 前記インサートは、前記スキン層と前記コアとの間に設けられる、請求項1又は2に記載のパネル−インサートアセンブリ。
- 前記インサートは、穴を画定する、請求項1〜3のいずれかに記載のパネル−インサートアセンブリ。
- 前記穴には、ねじ山がつけられている、請求項4に記載のパネル−インサートアセンブリ。
- 前記インサートは、材料の組み合わせを含む、請求項1〜5のいずれかに記載のパネル−インサートアセンブリ。
- ねじ山付きインサートを、コアとスキン層とを含むパネルに接続する方法であって、
前記スキン層に開口部を形成することと、
前記ねじ山付きインサートを前記開口部に挿入して、前記ねじ山付きインサートを前記スキン層の下方に配置することと、
前記開口部に対して前記ねじ山付きインサートを回転させることと、を含む方法であって、
前記回転は、前記インサートの長軸が、前記開口軸と実質的に平行になるまで前記インサートを回転させることを含み、前記インサートは、前記長軸に沿った長軸寸法と、短軸に沿った短軸寸法とを含む、方法。 - 前記ねじ山付きインサートを前記開口部に位置合わせすることを更に含む、請求項7に記載の方法。
- 前記開口部を形成することは、前記開口部を、開口軸に沿って長くすることを含む、請求項7又は8に記載の方法。
- 前記挿入は、前記短軸寸法を前記開口部に位置合わせすることを含む、請求項7に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/445,242 | 2014-07-29 | ||
| US14/445,242 US9457540B2 (en) | 2014-07-29 | 2014-07-29 | Panel-insert assembly and method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016031149A JP2016031149A (ja) | 2016-03-07 |
| JP2016031149A5 JP2016031149A5 (ja) | 2017-09-21 |
| JP6450658B2 true JP6450658B2 (ja) | 2019-01-09 |
Family
ID=53785449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015140967A Active JP6450658B2 (ja) | 2014-07-29 | 2015-07-15 | パネル−インサートアセンブリ及び方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US9457540B2 (ja) |
| EP (1) | EP2980420B1 (ja) |
| JP (1) | JP6450658B2 (ja) |
| ES (1) | ES2634818T3 (ja) |
| PT (1) | PT2980420T (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9284972B1 (en) * | 2014-11-17 | 2016-03-15 | The Boeing Company | Panel-insert assembly and method |
| US10099767B2 (en) * | 2015-08-04 | 2018-10-16 | The Boeing Company | Sandwich panel inserts and related methods |
| US10155355B2 (en) * | 2015-09-17 | 2018-12-18 | The Boeing Company | Panel and associated closeout method |
| US10016955B2 (en) * | 2016-04-19 | 2018-07-10 | The Boeing Company | Panel apparatus including multiple panels and mechanical fasteners and methods of assembling the panel apparatus |
| US10502251B2 (en) * | 2017-12-27 | 2019-12-10 | The Boeing Company | Structural assembly and method |
| USD898653S1 (en) * | 2020-05-07 | 2020-10-13 | The Young Engineers, Inc. | Panel insert |
| USD902120S1 (en) * | 2020-05-07 | 2020-11-17 | The Young Engineers, Inc. | Panel insert |
| CA3178013A1 (en) | 2020-05-12 | 2021-11-18 | Raymond Disantis | Blind fastener |
| US11795987B2 (en) | 2020-07-20 | 2023-10-24 | Bpc Lg 2, Llc | Rivetless nut plate |
| US11913482B2 (en) | 2021-05-25 | 2024-02-27 | Textron Innovations Inc. | Fastening system with concealed fastener |
Family Cites Families (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1912100A (en) * | 1928-02-11 | 1933-05-30 | Rosenberg Heyman | Anchorage device |
| US2129167A (en) * | 1935-10-14 | 1938-09-06 | Woodall Industries Inc | Laminated panel |
| US2400072A (en) * | 1944-09-26 | 1946-05-14 | Frank L Mclaughlin | Lock nut |
| US2793351A (en) * | 1954-06-23 | 1957-05-21 | Cinch Mfg Corp | Vacuum tube holders for printed wire panels |
| US2836215A (en) * | 1954-08-11 | 1958-05-27 | Illinois Tool Works | Plastic nut-like fastener with resilient wings |
| US2784759A (en) * | 1955-11-14 | 1957-03-12 | Henry J Modrey | Nut and slotted retainer therefor adapted for assembly with tubular members |
| US3042156A (en) * | 1957-05-06 | 1962-07-03 | Frederick W Rohe | Expandible spacer |
| US2967593A (en) * | 1958-01-29 | 1961-01-10 | Delron Company Inc | Structural spacer |
| US3061054A (en) * | 1958-08-18 | 1962-10-30 | Milo R Simmonds | Fastening methods and means for structural sandwiches |
| US3008552A (en) * | 1958-10-28 | 1961-11-14 | Delron Company Inc | Structural fastener |
| DE1246638B (de) * | 1965-06-30 | 1967-08-10 | Celler Maschf Geb | Verbindung fuer Blechrohre, insbesondere fuer den Brunnenbau und fuer Pfahlgruendungen |
| US3451181A (en) | 1967-08-29 | 1969-06-24 | Robert Neuschotz | Honeycomb structures containing threaded inserts |
| US3621557A (en) * | 1969-06-06 | 1971-11-23 | Rex Chainbelt Inc | Insert for sandwich panels and method of installation |
| US3678980A (en) * | 1970-03-26 | 1972-07-25 | Illinois Tool Works | Panel insert device |
| US3766636A (en) * | 1970-05-19 | 1973-10-23 | Illinois Tool Works | Method of installing panel insert device |
| CA951623A (en) | 1970-08-27 | 1974-07-23 | Vsi Corporation | Insert for cellular structures |
| US3884006A (en) * | 1973-01-05 | 1975-05-20 | Robert W Dietlein | Sandwich panel insert |
| FR2450968B1 (fr) * | 1979-03-07 | 1983-06-03 | Materiel & Equipements Tec | Perfectionnements aux dispositifs de fixation d'objets sur des toles accessibles d'un seul cote |
| DE2911058C3 (de) * | 1979-03-21 | 1981-11-05 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Einbauelement für Schichtverbundplatten |
| DE3042432C2 (de) * | 1980-11-11 | 1984-11-15 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Befestigungsvorrichtung für eine Sandwichplatte zur Aufnahme von Befestigungsschrauben mit einem Spreizdübel und Gewindeeinsatz |
| US4428708A (en) * | 1980-12-31 | 1984-01-31 | Midwest Conveyor Co., Inc. | Apparatus and method for fine positioning a vehicle at a storage bin in an automatic storage and retrieval system |
| NL8301996A (nl) | 1983-06-06 | 1985-01-02 | Duphar Int Res | Werkwijze ter bereiding van geadjuveerde levende vaccins en aldus verkregen geadjuveerde levende vaccins. |
| DE3375187D1 (en) * | 1983-06-06 | 1988-02-11 | Boeing Co | Waterproof floor panel fastening system, accessible from above |
| DE3330297A1 (de) * | 1983-08-23 | 1985-03-14 | Dethleffs Caravans Gmbh, 7972 Isny | Verfahren und beschlag zum verbinden senkrechter platten |
| JPS6063134A (ja) * | 1983-09-19 | 1985-04-11 | Toyota Motor Corp | 繊維強化プラスチツク構造体へのインサ−ト成形方法 |
| JPS61100424A (ja) * | 1984-10-24 | 1986-05-19 | Mitsubishi Plastics Ind Ltd | インサ−ト金具を埋設した発泡成形品の製造方法 |
| JPH0518482Y2 (ja) * | 1985-01-30 | 1993-05-17 | ||
| JPS61261033A (ja) * | 1985-05-14 | 1986-11-19 | Sumitomo Electric Ind Ltd | 繊維強化プラスチツクス製有孔サンドイツチ円筒体の製造方法 |
| US4717612A (en) * | 1986-10-20 | 1988-01-05 | The B. F. Goodrich Company | Fasteners for honeycomb structures |
| US4729705A (en) * | 1987-02-02 | 1988-03-08 | Atr International, Inc. | Insert fastener in a lightweight panel |
| US4800643A (en) * | 1987-02-02 | 1989-01-31 | Atr International, Inc. | Method of mounting a bolt in lightweight panels |
| FR2636004A1 (fr) | 1988-09-02 | 1990-03-09 | Shur Lok International Sa | Procede pour la realisation de trous de reception d'inserts dans des panneaux a structure cellulaire et panneau en resultant |
| US5082405A (en) | 1989-09-13 | 1992-01-21 | Witten Donald W | Potted insert for honeycomb panels |
| US5240543A (en) | 1990-06-11 | 1993-08-31 | Atr International, Inc. | Apparatus for and method of seating a fastener insert in a honeycomb panel |
| JPH05116267A (ja) * | 1991-04-22 | 1993-05-14 | Mitsubishi Electric Corp | インサート付サンドイツチ板の製造方法 |
| JPH05253946A (ja) * | 1992-03-10 | 1993-10-05 | Toyota Motor Corp | インサート部材付発泡コアfrp成形品 |
| JPH06126869A (ja) * | 1992-10-14 | 1994-05-10 | Mitsubishi Electric Corp | ハニカムサンドイッチパネル |
| US5682678A (en) * | 1995-11-13 | 1997-11-04 | The Nordam Group, Inc. | Mechanical repair for a honeycomb panel |
| JPH09164615A (ja) * | 1995-12-14 | 1997-06-24 | Nippon Light Metal Co Ltd | ハニカムパネル |
| JPH11198259A (ja) * | 1998-01-19 | 1999-07-27 | Mitsubishi Electric Corp | サンドイッチパネル |
| JP4005217B2 (ja) * | 1998-06-02 | 2007-11-07 | 富士重工業株式会社 | インサート付ハニカムサンドイッチパネル及びその製造方法 |
| US6540463B2 (en) * | 2001-08-27 | 2003-04-01 | Illinois Tool Works, Inc. | Blind hole panel nut |
| EP1663625B1 (de) * | 2003-09-08 | 2009-08-26 | Evonik Röhm GmbH | Krafteinleitungsstelle in kernverbunden und verfahren zu ihrer herstellung mit in dickenrichtung des kernverbundes durchsetzenden armierungselementen |
| DE102006018051B4 (de) * | 2005-04-08 | 2008-12-11 | Technische Universität Dresden | Verfahren zur Erzeugung eines Befestigungspunktes sowie Werkzeug zur Erzeugung eines Hohlraumes in plattenförmigen Materalien |
| DE102005050143B3 (de) * | 2005-10-19 | 2007-01-04 | Airbus Deutschland Gmbh | Insert für ein Sandwichbauteil mit einem Wabenkern |
| JP4736795B2 (ja) * | 2005-12-26 | 2011-07-27 | トヨタ自動車株式会社 | 繊維強化プラスチック構造体 |
| JP4730217B2 (ja) * | 2006-06-12 | 2011-07-20 | トヨタ自動車株式会社 | フランジ付カラーを含む締結構造体 |
| JP4065890B2 (ja) * | 2006-06-12 | 2008-03-26 | 有限会社 アロウコンサルタント | 積層複合材の取付け構造 |
| JP4858125B2 (ja) * | 2006-11-29 | 2012-01-18 | トヨタ自動車株式会社 | 締結部構造 |
| JP2008202260A (ja) * | 2007-02-19 | 2008-09-04 | Arou Consultant:Kk | 壁面パネル |
| CA2690717C (en) | 2007-06-13 | 2016-05-03 | The Monadnock Company | Apparatus and methods for securing a fastener |
| JP2009097298A (ja) * | 2007-10-19 | 2009-05-07 | Mikio Tashiro | 積層複合材の取付け工法 |
| JP2009127344A (ja) * | 2007-11-27 | 2009-06-11 | Arou Consultant:Kk | 建築パネル |
| US7981519B2 (en) * | 2008-04-11 | 2011-07-19 | United Technologies Corporation | Metallic doubler for repair of a gas turbine engine part |
| JP4656186B2 (ja) * | 2008-05-27 | 2011-03-23 | 株式会社村田製作所 | 非可逆回路素子及び複合電子部品の製造方法 |
| JP2009293272A (ja) * | 2008-06-05 | 2009-12-17 | Mikio Tashiro | 積層複合材固定構造 |
| DE102009058359A1 (de) * | 2009-12-15 | 2011-06-16 | Airbus Operations Gmbh | Krafteinleitungsbeschlag für Leichtbaukomponenten |
| JP5532895B2 (ja) * | 2009-12-15 | 2014-06-25 | 横浜ゴム株式会社 | 航空機用の化粧室ユニット |
| JP5655625B2 (ja) * | 2011-02-24 | 2015-01-21 | 横浜ゴム株式会社 | インサートナットのパネルへの取り付け構造 |
| CN103975142B (zh) * | 2011-12-07 | 2016-09-28 | 株式会社Ihi | 安装用凸台以及风扇壳 |
| FR2985276A1 (fr) * | 2011-12-28 | 2013-07-05 | Ceil In | Dispositif de fixation d'un panneau sandwich |
| US9981446B2 (en) * | 2013-09-03 | 2018-05-29 | The Boeing Company | Structural inserts for honeycomb structures |
| US9284972B1 (en) * | 2014-11-17 | 2016-03-15 | The Boeing Company | Panel-insert assembly and method |
-
2014
- 2014-07-29 US US14/445,242 patent/US9457540B2/en active Active
-
2015
- 2015-07-15 JP JP2015140967A patent/JP6450658B2/ja active Active
- 2015-07-20 PT PT151774775T patent/PT2980420T/pt unknown
- 2015-07-20 ES ES15177477.5T patent/ES2634818T3/es active Active
- 2015-07-20 EP EP15177477.5A patent/EP2980420B1/en active Active
-
2016
- 2016-08-30 US US15/251,195 patent/US10322563B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20160368242A1 (en) | 2016-12-22 |
| JP2016031149A (ja) | 2016-03-07 |
| EP2980420B1 (en) | 2017-04-26 |
| EP2980420A1 (en) | 2016-02-03 |
| US20160031184A1 (en) | 2016-02-04 |
| ES2634818T3 (es) | 2017-09-29 |
| PT2980420T (pt) | 2017-05-24 |
| US9457540B2 (en) | 2016-10-04 |
| US10322563B2 (en) | 2019-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6450658B2 (ja) | パネル−インサートアセンブリ及び方法 | |
| US9803668B2 (en) | Panel-insert assembly | |
| JP6119044B2 (ja) | 補強プレート間の複合材梁弦材、及び関連する製造方法 | |
| EP2816242B1 (en) | Honeycomb cores with splice joints and methods of assembling honeycomb cores | |
| US8961059B2 (en) | Self-locking joints for panel structures and methods of fabricating the same | |
| US8985512B1 (en) | Aircraft, fuselages, and associated methods | |
| US10016955B2 (en) | Panel apparatus including multiple panels and mechanical fasteners and methods of assembling the panel apparatus | |
| JP6285533B2 (ja) | 様々な構成要素の複合サンドイッチパネル内への負荷付与および/または複合サンドイッチパネルに対する固定のためのインサートおよびそれを含む軽量支持構造を製造する方法 | |
| US20140205368A1 (en) | Apparatus and Method for Associating the Edge of a Composite Object with Trim | |
| JP5808112B2 (ja) | 複合材構造体およびこれを備えた航空機主翼 | |
| EP3199336B1 (en) | Sandwich panel assembly and method | |
| EP3210769B1 (en) | Methods of repairing an acoustic sandwich panel and acoustic sandwich panel repair kits therefor | |
| JP2019151319A (ja) | 翼リブ、翼リブを有する翼、及び、翼リブを製造するための方法 | |
| EP3884174B1 (en) | An improved joining system | |
| US9862164B2 (en) | Process or system to reduce cost and weight of aerospace interior structural thermoplastic or composite panel constructions | |
| US10155355B2 (en) | Panel and associated closeout method | |
| EP3398755B1 (en) | Blade-and-slot joints that unite composite panels via internal blades and method | |
| US20240109270A1 (en) | Cellular Sandwich Panel Containing Boron Nitride Powder and Manufacturing Method for Said Panel | |
| CN104205208A (zh) | 弯曲式声学蜂窝结构的拼接 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170809 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181120 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181210 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6450658 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |