JP6410833B2 - 角形二次電池 - Google Patents
角形二次電池 Download PDFInfo
- Publication number
- JP6410833B2 JP6410833B2 JP2016549979A JP2016549979A JP6410833B2 JP 6410833 B2 JP6410833 B2 JP 6410833B2 JP 2016549979 A JP2016549979 A JP 2016549979A JP 2016549979 A JP2016549979 A JP 2016549979A JP 6410833 B2 JP6410833 B2 JP 6410833B2
- Authority
- JP
- Japan
- Prior art keywords
- current collector
- positive electrode
- collector plate
- thickness
- welded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/533—Electrode connections inside a battery casing characterised by the shape of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/534—Electrode connections inside a battery casing characterised by the material of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Description
図1は、角形二次電池の外観斜視図、図2は、図1に示す角形二次電池の分解斜視図である。
角形二次電池100は、扁平状の捲回群3を有する扁平捲回形の電池であり、捲回群3を収容する電池容器を構成する電池缶1と電池蓋6とを備える。電池缶1は、相対的に面積の大きい一対の対向する幅広側面1bと相対的に面積の小さい一対の対向する幅狭側面1cとを有する側面と、矩形の底面1dを有しており、上部には上方に向かって解放された開口部1aを有している。
捲回群3は、扁平形状に捲回されているため、断面半円形状の互いに対向する一対の湾曲部と、これら一対の湾曲部の間に連続して形成される平面部とを有している。捲回群3は、捲回軸方向が電池缶1の横幅方向に沿うように、一方の湾曲部側から電池缶1内に挿入され、他方の湾曲部側が上部開口側に配置される。
捲回群3は、負極電極32と正極電極34を間にセパレータ33、35を介して扁平状に捲回することによって構成されている。捲回群3は、最外周の電極が負極電極32であり、さらにその外側にセパレータ33、35が捲回される。セパレータ33、35は、正極電極34と負極電極32との間を絶縁する役割を有している。

meanT:集電板全体の平均温度(℃)
max−mean:最大温度と平均温度の差
S1=40(mm2)
次に、実施例2について図7を用いて説明する。
図7は、実施例2における集電板の構成を説明する図である。なお、上述の実施例1と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
次に、実施例3について図8及び図9を用いて説明する。
図8は、実施例3における集電板の構成を説明する図、図9は、角形二次電池の電池容器内における集電板と捲回群との配置状態を説明する図である。図9(a)は、角形二次電池の一部を正面から示す図、図9(b)は、図9(a)のb−b線断面図、図9(c)は、図9(a)のc−c線断面図である。なお、上述の各実施例と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
次に、実施例4について図10を用いて説明する。
図10は、実施例4における集電板の構成を説明する図である。なお、上述の各実施例と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
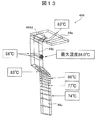
次に、実施例5について図11から図13を用いて説明する。
図11は、実施例5における集電板の構成を説明する図、図12(a)は、図11(c)のd−d線断面図、図12(b)は、実施例1における対応図、図13は、実施例5の集電板における温度分布を示す図であり、目盛り1℃の等温線図である。なお、上述の各実施例と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
次に、実施例6について図14及び図15を用いて説明する。
図14は、実施例6における集電板の構成を説明する図、図15は、実施例6の集電板における温度分布を示す図であり、目盛り1℃の等温線図である。なお、上述の各実施例と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
次に実施例7について図16を用いて説明する。
図16は、実施例7における集電板の構成を説明する図である。なお、上述の各実施例と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
次に実施例8について図17を用いて説明する。
図17は、実施例8における集電板の構成を説明する図である。なお、上述の各実施例と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
3 捲回群
6 電池蓋
12 負極外部端子
14 正極外部端子
24 負極集電板
32 負極電極
32a 負極合剤層
32b 負極金属箔露出部
33 セパレータ
34 正極電極
34a 正極合剤層
34b 正極金属箔露出部
35 セパレータ
44 正極集電板
100 角形二次電池
Claims (7)
- 金属箔露出部を有する電極が捲回された扁平状の捲回群と、該捲回群を収納する電池缶と、該電池缶を封口する電池蓋と、該電池蓋に設けた外部端子と、該外部端子と前記捲回群を電気的に接続する集電板とを有し、前記集電板は、電池蓋に固定される固定部と、前記捲回群の金属箔露出部に溶接される溶接部と、前記固定部と前記溶接部との間を接続する接続部を有する角形二次電池であって、
前記接続部は、前記固定部及び前記溶接部の電流経路に直交する断面の長手方向の幅より小さい幅であり、かつ前記固定部または前記溶接部よりも厚い厚さ部分を有することを特徴とする角形二次電池。 - 前記溶接部が前記固定部よりも厚い厚さ部分を有することを特徴とする請求項1に記載の角形二次電池。
- 前記接続部は、電流経路に対して直交する方向の断面積の最小部が、前記固定部及び前記溶接部の電流経路に対して直交する方向の断面積の各最小部の少なくとも一方よりも大きいことを特徴とする請求項1または2に記載の角形二次電池。
- 前記溶接部は、電流経路に対して直交する方向の断面積の最小部が、前記固定部の電流経路に対して直交する方向の断面積の最小部よりも大きいことを特徴とする請求項3に記載の角形二次電池。
- 前記集電板は、前記接続部の前記固定部との接続部分の厚さが前記溶接部寄りの厚さよりも厚いことを特徴とする請求項1に記載の角形二次電池。
- 前記集電板は、前記接続部の前記固定部との接続部分の幅が前記溶接部寄りの幅よりも広いことを特徴とする請求項1に記載の角形二次電池。
- 前記集電板は、正極用に使用されることを特徴とする請求項1に記載の角形二次電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014197222 | 2014-09-26 | ||
| JP2014197222 | 2014-09-26 | ||
| PCT/JP2015/064598 WO2016047199A1 (ja) | 2014-09-26 | 2015-05-21 | 角形二次電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016047199A1 JPWO2016047199A1 (ja) | 2017-08-31 |
| JP6410833B2 true JP6410833B2 (ja) | 2018-10-24 |
Family
ID=55580740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016549979A Active JP6410833B2 (ja) | 2014-09-26 | 2015-05-21 | 角形二次電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11424488B2 (ja) |
| EP (2) | EP3200262B1 (ja) |
| JP (1) | JP6410833B2 (ja) |
| CN (1) | CN106688123B (ja) |
| WO (1) | WO2016047199A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6837796B2 (ja) * | 2016-09-30 | 2021-03-03 | 三洋電機株式会社 | 非水電解質二次電池 |
| JP6789749B2 (ja) * | 2016-09-30 | 2020-11-25 | 三洋電機株式会社 | 角形二次電池 |
| US20200381688A1 (en) * | 2017-09-15 | 2020-12-03 | Lg Chem, Ltd. | Negative Electrode for Lithium Secondary Battery and Lithium Secondary Battery Comprising the Same |
| JP7065965B2 (ja) * | 2018-07-18 | 2022-05-12 | ビークルエナジージャパン株式会社 | 二次電池 |
| CN115836438A (zh) * | 2021-01-29 | 2023-03-21 | 宁德时代新能源科技股份有限公司 | 电池单体、电池、用电设备、电池单体的制造方法及设备 |
| CN116325339A (zh) * | 2021-07-30 | 2023-06-23 | 宁德时代新能源科技股份有限公司 | 电池单体、电池、用电装置及电池单体的制造方法和设备 |
| EP4318784A1 (en) * | 2022-08-05 | 2024-02-07 | Northvolt AB | Current collector for a battery cell |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100627374B1 (ko) | 2005-07-29 | 2006-09-22 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP4491747B2 (ja) | 2007-07-23 | 2010-06-30 | トヨタ自動車株式会社 | 電池 |
| KR101050995B1 (ko) * | 2009-03-03 | 2011-07-21 | 주식회사 네스캡 | 전기에너지 저장장치 |
| KR101130294B1 (ko) * | 2010-03-30 | 2012-08-23 | 에스비리모티브 주식회사 | 이차 전지 |
| US8722237B2 (en) * | 2011-03-29 | 2014-05-13 | Samsung Sdi Co., Ltd. | Secondary battery |
| JP5663415B2 (ja) | 2011-06-24 | 2015-02-04 | 日立オートモティブシステムズ株式会社 | 二次電池 |
| JP2013122842A (ja) | 2011-12-09 | 2013-06-20 | Hitachi Vehicle Energy Ltd | 二次電池 |
| JP5821674B2 (ja) * | 2012-02-08 | 2015-11-24 | 株式会社豊田自動織機 | 接続構造、蓄電装置、及び車両 |
| WO2013168260A1 (ja) * | 2012-05-10 | 2013-11-14 | 日立ビークルエナジー株式会社 | 二次電池 |
| JP5951402B2 (ja) * | 2012-08-09 | 2016-07-13 | 三洋電機株式会社 | 非水電解質二次電池及びその製造方法 |
| WO2014033827A1 (ja) * | 2012-08-28 | 2014-03-06 | 日立ビークルエナジー株式会社 | 二次電池 |
| JP6217066B2 (ja) * | 2012-10-15 | 2017-10-25 | 株式会社Gsユアサ | 蓄電素子、電源モジュール、蓄電素子の製造方法 |
| US9525161B2 (en) | 2013-07-18 | 2016-12-20 | Samsung Sdi Co., Ltd. | Rechargeable battery |
-
2015
- 2015-05-21 EP EP15843323.5A patent/EP3200262B1/en active Active
- 2015-05-21 US US15/514,277 patent/US11424488B2/en active Active
- 2015-05-21 JP JP2016549979A patent/JP6410833B2/ja active Active
- 2015-05-21 WO PCT/JP2015/064598 patent/WO2016047199A1/ja active Application Filing
- 2015-05-21 EP EP19165674.3A patent/EP3537507B1/en active Active
- 2015-05-21 CN CN201580049631.5A patent/CN106688123B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3200262B1 (en) | 2019-07-10 |
| US11424488B2 (en) | 2022-08-23 |
| CN106688123A (zh) | 2017-05-17 |
| WO2016047199A1 (ja) | 2016-03-31 |
| EP3200262A1 (en) | 2017-08-02 |
| EP3200262A4 (en) | 2018-05-23 |
| EP3537507B1 (en) | 2020-04-08 |
| CN106688123B (zh) | 2020-06-02 |
| US20170294684A1 (en) | 2017-10-12 |
| JPWO2016047199A1 (ja) | 2017-08-31 |
| EP3537507A1 (en) | 2019-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6410833B2 (ja) | 角形二次電池 | |
| EP3229305B1 (en) | Rectangular secondary battery | |
| JP2018060599A (ja) | 角形二次電池 | |
| JP2014238941A (ja) | 二次電池及びその製造方法 | |
| JP6403644B2 (ja) | 二次電池 | |
| WO2016088505A1 (ja) | 角形二次電池 | |
| JP2013222517A (ja) | 角形二次電池 | |
| JP2016178053A (ja) | 角形二次電池 | |
| JP6382336B2 (ja) | 角形二次電池 | |
| JP2016143618A (ja) | 角形二次電池 | |
| JP6182061B2 (ja) | 二次電池 | |
| JP2018125109A (ja) | 二次電池および組電池 | |
| JP6431089B2 (ja) | 角形二次電池 | |
| JP2015204236A (ja) | 二次電池および電池モジュール | |
| JP6216203B2 (ja) | 捲回式二次電池 | |
| JP6360305B2 (ja) | 角形二次電池 | |
| JP7065965B2 (ja) | 二次電池 | |
| JP2018056086A (ja) | 二次電池及び二次電池の製造方法 | |
| JP6978500B2 (ja) | 二次電池 | |
| JP6752737B2 (ja) | 角形二次電池 | |
| JP6255502B2 (ja) | リチウムイオン二次電池 | |
| JP2015106496A (ja) | 二次電池 | |
| JP2019012638A (ja) | 蓄電装置および蓄電装置の製造方法 | |
| JP2015222663A (ja) | 角形二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20170530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180626 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180904 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6410833 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |