JP6233626B2 - ダクトの製造方法、及びダクト - Google Patents
ダクトの製造方法、及びダクト Download PDFInfo
- Publication number
- JP6233626B2 JP6233626B2 JP2013080471A JP2013080471A JP6233626B2 JP 6233626 B2 JP6233626 B2 JP 6233626B2 JP 2013080471 A JP2013080471 A JP 2013080471A JP 2013080471 A JP2013080471 A JP 2013080471A JP 6233626 B2 JP6233626 B2 JP 6233626B2
- Authority
- JP
- Japan
- Prior art keywords
- duct
- sound absorbing
- absorbing material
- main body
- sound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
- Duct Arrangements (AREA)
- Air-Conditioning For Vehicles (AREA)
Description
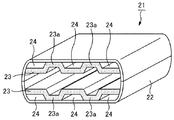
本実施形態のダクト(吸音ダクト)は、ダクト本体に凹凸を設け、吸音材とダクト本体の間に空気層を形成することで、吸音性能を向上させたものである。本実施形態の吸音ダクトの場合、前記空気層が形成される部分において、吸音材とダクト本体とが互いに融着していないことになる。
本実施形態の吸音ダクトは、吸音材に凹凸を付与し、ダクト本体と吸音材の間に空間を形成したものである。
本実施形態の吸音ダクトは、吸音材と対向する部分において、ダクト本体が一部切断除去されていることが特徴事項である。
本実施形態の吸音ダクト61では、図7に示すように、ダクト本体62の内面に吸音材63が部分的に貼り付けられている。吸音材63が貼り付けられていない部分が、吸音材63とダクト本体62が融着されていない部分ということになる。
本実施形態の吸音ダクト71では、図8に示すように、ダクト本体72の内面に吸音材73が部分的に貼り付けられており、吸音材73の両側部分73aのみがダクト本体72に対して融着されている。吸音材73の中央部分73bは、ダクト本体72に融着されていない。
2,22,42,62,72 ダクト本体
3,23,43,63,73 吸音材
4,24 空間(空気層)
11,12,31,32 金型
13,14,33,34,51 溶融樹脂シート
44 開口部
Claims (4)
- ダクト本体となる一対の樹脂シートを溶融状態でそれぞれ金型に吸引して密着させた後、型締めして合体させるダクトの製造方法であって、
金型と密着する少なくとも一方の樹脂シートに対して互いに融着しない部分を有し且つ当該部分において樹脂シートとの間に空間が形成されるように吸音材を貼り付けた後、型締めを行って成形し、
金型から取り出した後、吸音材と前記ダクト本体とが互いに融着しない部分の樹脂シートを一部切断除去することを特徴とするダクトの製造方法。 - 金型に凹凸を付与することで前記吸音材と前記樹脂シートとが互いに融着しない部分を有し且つ当該部分において空間が形成されるように吸音材を貼り付け、型締めを行って成形することを特徴とする請求項1記載のダクトの製造方法。
- 樹脂シートからなるダクト本体の内面に吸音材が融着により貼り付けられたダクトであって、
前記吸音材とダクト本体とは、互いに融着していない部分を有し、且つ当該部分において前記吸音材と対向するダクト本体の少なくとも一部が成形後に切断除去され、それにより開口部が形成されていることを特徴とするダクト。 - 前記開口部に臨む周縁が立ち上がり部とされていることを特徴とする請求項3記載のダクト。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013080471A JP6233626B2 (ja) | 2013-04-08 | 2013-04-08 | ダクトの製造方法、及びダクト |
| US14/782,868 US10309559B2 (en) | 2013-04-08 | 2014-04-07 | Duct and method for manufacturing same |
| PCT/JP2014/060109 WO2014168120A1 (ja) | 2013-04-08 | 2014-04-07 | ダクト及びその製造方法 |
| EP14782588.9A EP2985541B1 (en) | 2013-04-08 | 2014-04-07 | Duct and method for manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013080471A JP6233626B2 (ja) | 2013-04-08 | 2013-04-08 | ダクトの製造方法、及びダクト |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014202445A JP2014202445A (ja) | 2014-10-27 |
| JP6233626B2 true JP6233626B2 (ja) | 2017-11-22 |
Family
ID=52353039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013080471A Active JP6233626B2 (ja) | 2013-04-08 | 2013-04-08 | ダクトの製造方法、及びダクト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6233626B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015190713A (ja) * | 2014-03-28 | 2015-11-02 | キョーラク株式会社 | ダクト及びその製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7347155B2 (ja) * | 2019-11-21 | 2023-09-20 | スズキ株式会社 | エンジンの吸気マニホールド |
| WO2024084881A1 (ja) * | 2022-10-20 | 2024-04-25 | 富士フイルム株式会社 | 通風型消音器 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6217288Y2 (ja) * | 1980-08-26 | 1987-05-02 | ||
| JPH06219144A (ja) * | 1993-01-25 | 1994-08-09 | Toyo Tire & Rubber Co Ltd | 低騒音ダクト構造体及びその製造方法 |
| JP2003104045A (ja) * | 2001-07-27 | 2003-04-09 | Denso Corp | 車両用空調装置の空調ダクト構造 |
| JP2006248344A (ja) * | 2005-03-09 | 2006-09-21 | Inoac Corp | 車両用内装部材およびその製造方法 |
| JP2009047140A (ja) * | 2007-08-23 | 2009-03-05 | Aitec:Kk | 自動車用通気管 |
| JP5139144B2 (ja) * | 2008-04-30 | 2013-02-06 | キョーラク株式会社 | 積層樹脂成形品及びその製造方法 |
| JP5760753B2 (ja) * | 2011-06-29 | 2015-08-12 | キョーラク株式会社 | ダクトの成形方法及びダクト |
-
2013
- 2013-04-08 JP JP2013080471A patent/JP6233626B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015190713A (ja) * | 2014-03-28 | 2015-11-02 | キョーラク株式会社 | ダクト及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014202445A (ja) | 2014-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014168120A1 (ja) | ダクト及びその製造方法 | |
| CN106827471B (zh) | 风道以及风道的制造方法 | |
| JP2007176316A (ja) | 自動車用ダクト及びその製造方法 | |
| JP6233626B2 (ja) | ダクトの製造方法、及びダクト | |
| JP2014065382A (ja) | 空調ダクトおよびその製造方法 | |
| JP6281292B2 (ja) | ダクト及びその製造方法 | |
| JP4863294B2 (ja) | 自動車用ダクト | |
| JP5100207B2 (ja) | 自動車用ダクトの製造方法 | |
| JP2008231956A (ja) | 吸音構造体 | |
| JP4659536B2 (ja) | ダクト部材およびこれからなるダクト | |
| JP4359800B2 (ja) | ダクトおよびその製造方法 | |
| JP2017210151A (ja) | サービスホールカバーおよびその製造方法 | |
| JP4661672B2 (ja) | 吸気部材 | |
| JP2011101984A (ja) | 通気ダクト | |
| JP6442848B2 (ja) | ダクト及びその製造方法 | |
| JP2009280155A (ja) | 空調用エアダクト | |
| JP2001213136A (ja) | 空気案内ダクトの製造方法 | |
| JP6534338B2 (ja) | ダクト及びその製造方法 | |
| JP2005125735A (ja) | 内装品の真空成形方法及び真空成形機 | |
| JP2016120735A (ja) | 空調用ダクト及びその製造方法 | |
| JP5625276B2 (ja) | 車両用空調ダクト | |
| WO2020095523A1 (ja) | 中空部品の製造方法 | |
| JP4302072B2 (ja) | 内装品の真空成形機及び真空成形方法 | |
| JP5821910B2 (ja) | ダクト構成部材の製造方法 | |
| JP4671853B2 (ja) | ダクト部材およびこれからなるダクト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161031 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170612 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170928 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171011 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6233626 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |