JP6210974B2 - 第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープ - Google Patents
第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープ Download PDFInfo
- Publication number
- JP6210974B2 JP6210974B2 JP2014508836A JP2014508836A JP6210974B2 JP 6210974 B2 JP6210974 B2 JP 6210974B2 JP 2014508836 A JP2014508836 A JP 2014508836A JP 2014508836 A JP2014508836 A JP 2014508836A JP 6210974 B2 JP6210974 B2 JP 6210974B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- adhesive tape
- double
- sided adhesive
- tape according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004820 Pressure-sensitive adhesive Substances 0.000 title claims description 101
- 239000002390 adhesive tape Substances 0.000 title claims description 101
- 239000010410 layer Substances 0.000 claims description 250
- 239000007789 gas Substances 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 33
- 239000000463 material Substances 0.000 claims description 27
- 239000000203 mixture Substances 0.000 claims description 26
- 238000006243 chemical reaction Methods 0.000 claims description 24
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 22
- 230000008569 process Effects 0.000 claims description 22
- 238000000576 coating method Methods 0.000 claims description 21
- 239000012298 atmosphere Substances 0.000 claims description 20
- 229920001169 thermoplastic Polymers 0.000 claims description 20
- 238000004132 cross linking Methods 0.000 claims description 19
- 230000000977 initiatory effect Effects 0.000 claims description 19
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 18
- 239000011248 coating agent Substances 0.000 claims description 18
- 238000004519 manufacturing process Methods 0.000 claims description 18
- 239000004416 thermosoftening plastic Substances 0.000 claims description 18
- 229920000058 polyacrylate Polymers 0.000 claims description 17
- 229920000098 polyolefin Polymers 0.000 claims description 15
- 239000004814 polyurethane Substances 0.000 claims description 14
- 229920002635 polyurethane Polymers 0.000 claims description 14
- 239000002131 composite material Substances 0.000 claims description 12
- 229920002943 EPDM rubber Polymers 0.000 claims description 10
- 238000002844 melting Methods 0.000 claims description 10
- 230000008018 melting Effects 0.000 claims description 10
- 229910052757 nitrogen Inorganic materials 0.000 claims description 10
- 239000001569 carbon dioxide Substances 0.000 claims description 9
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 9
- 230000005855 radiation Effects 0.000 claims description 8
- 239000012943 hotmelt Substances 0.000 claims description 6
- 230000005865 ionizing radiation Effects 0.000 claims description 6
- 238000011282 treatment Methods 0.000 claims description 6
- 238000001125 extrusion Methods 0.000 claims description 5
- 229920005606 polypropylene copolymer Polymers 0.000 claims description 5
- 238000010382 chemical cross-linking Methods 0.000 claims description 4
- 238000003475 lamination Methods 0.000 claims description 2
- 239000011261 inert gas Substances 0.000 claims 1
- 229920000642 polymer Polymers 0.000 description 28
- 238000012360 testing method Methods 0.000 description 19
- 239000000853 adhesive Substances 0.000 description 18
- 230000001070 adhesive effect Effects 0.000 description 17
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 16
- 239000004971 Cross linker Substances 0.000 description 14
- 239000006260 foam Substances 0.000 description 14
- 208000028659 discharge Diseases 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 239000003431 cross linking reagent Substances 0.000 description 11
- 150000002118 epoxides Chemical group 0.000 description 11
- 239000003570 air Substances 0.000 description 10
- 239000010408 film Substances 0.000 description 10
- 125000000524 functional group Chemical group 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- 239000000047 product Substances 0.000 description 10
- 238000003860 storage Methods 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- 239000000155 melt Substances 0.000 description 9
- 239000011257 shell material Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 230000002776 aggregation Effects 0.000 description 6
- 230000009477 glass transition Effects 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000006116 polymerization reaction Methods 0.000 description 6
- 230000035882 stress Effects 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 5
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 5
- 230000009471 action Effects 0.000 description 5
- 238000003851 corona treatment Methods 0.000 description 5
- 230000000875 corresponding effect Effects 0.000 description 5
- 238000010030 laminating Methods 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- -1 softeners Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- POILWHVDKZOXJZ-ARJAWSKDSA-M (z)-4-oxopent-2-en-2-olate Chemical compound C\C([O-])=C\C(C)=O POILWHVDKZOXJZ-ARJAWSKDSA-M 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- 229920000426 Microplastic Polymers 0.000 description 4
- 239000000443 aerosol Substances 0.000 description 4
- 238000004220 aggregation Methods 0.000 description 4
- 150000001412 amines Chemical class 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 229920002521 macromolecule Polymers 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 229910052756 noble gas Inorganic materials 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 238000009832 plasma treatment Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- 230000004913 activation Effects 0.000 description 3
- 239000004840 adhesive resin Substances 0.000 description 3
- 229920006223 adhesive resin Polymers 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- 125000003277 amino group Chemical group 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005187 foaming Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920001228 polyisocyanate Polymers 0.000 description 3
- 239000005056 polyisocyanate Substances 0.000 description 3
- 238000002203 pretreatment Methods 0.000 description 3
- 150000003254 radicals Chemical class 0.000 description 3
- 230000035484 reaction time Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- NOBYOEQUFMGXBP-UHFFFAOYSA-N (4-tert-butylcyclohexyl) (4-tert-butylcyclohexyl)oxycarbonyloxy carbonate Chemical compound C1CC(C(C)(C)C)CCC1OC(=O)OOC(=O)OC1CCC(C(C)(C)C)CC1 NOBYOEQUFMGXBP-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-VAWYXSNFSA-N AIBN Substances N#CC(C)(C)\N=N\C(C)(C)C#N OZAIFHULBGXAKX-VAWYXSNFSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- DTQVDTLACAAQTR-UHFFFAOYSA-N Trifluoroacetic acid Chemical compound OC(=O)C(F)(F)F DTQVDTLACAAQTR-UHFFFAOYSA-N 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 150000004703 alkoxides Chemical class 0.000 description 2
- 125000003545 alkoxy group Chemical group 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- KORSJDCBLAPZEQ-UHFFFAOYSA-N dicyclohexylmethane-4,4'-diisocyanate Chemical compound C1CC(N=C=O)CCC1CC1CCC(N=C=O)CC1 KORSJDCBLAPZEQ-UHFFFAOYSA-N 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N isopentane Chemical compound CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 150000002835 noble gases Chemical class 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 230000010363 phase shift Effects 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000010526 radical polymerization reaction Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 150000003335 secondary amines Chemical class 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 150000003512 tertiary amines Chemical class 0.000 description 2
- 238000002076 thermal analysis method Methods 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- PNVJTZOFSHSLTO-UHFFFAOYSA-N Fenthion Chemical compound COP(=S)(OC)OC1=CC=C(SC)C(C)=C1 PNVJTZOFSHSLTO-UHFFFAOYSA-N 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- KXBFLNPZHXDQLV-UHFFFAOYSA-N [cyclohexyl(diisocyanato)methyl]cyclohexane Chemical compound C1CCCCC1C(N=C=O)(N=C=O)C1CCCCC1 KXBFLNPZHXDQLV-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 125000004018 acid anhydride group Chemical group 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001335 aliphatic alkanes Chemical class 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 229920005601 base polymer Polymers 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 125000002843 carboxylic acid group Chemical group 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006555 catalytic reaction Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 125000003636 chemical group Chemical group 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000009658 destructive testing Methods 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- AFABGHUZZDYHJO-UHFFFAOYSA-N dimethyl butane Natural products CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000001382 dynamic differential scanning calorimetry Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- BFMKFCLXZSUVPI-UHFFFAOYSA-N ethyl but-3-enoate Chemical compound CCOC(=O)CC=C BFMKFCLXZSUVPI-UHFFFAOYSA-N 0.000 description 1
- 230000005281 excited state Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003574 free electron Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 235000019589 hardness Nutrition 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000000752 ionisation method Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000001282 iso-butane Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000008258 liquid foam Substances 0.000 description 1
- 239000012803 melt mixture Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- KIOWHOMJXAQSMW-UHFFFAOYSA-N phenol;4,6,6-trimethylbicyclo[3.1.1]hept-3-ene Chemical compound OC1=CC=CC=C1.CC1=CCC2C(C)(C)C1C2 KIOWHOMJXAQSMW-UHFFFAOYSA-N 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- ABLZXFCXXLZCGV-UHFFFAOYSA-N phosphonic acid group Chemical group P(O)(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 1
- 150000004714 phosphonium salts Chemical class 0.000 description 1
- 229910000073 phosphorus hydride Inorganic materials 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 150000003141 primary amines Chemical class 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000006798 recombination Effects 0.000 description 1
- 238000005215 recombination Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 239000013557 residual solvent Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000006254 rheological additive Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000010517 secondary reaction Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 125000000542 sulfonic acid group Chemical group 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000003190 viscoelastic substance Substances 0.000 description 1
- 230000003442 weekly effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/485—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws with three or more shafts provided with screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/08—Processes
- C08G18/10—Prepolymer processes involving reaction of isocyanates or isothiocyanates with compounds having active hydrogen in a first reaction step
- C08G18/12—Prepolymer processes involving reaction of isocyanates or isothiocyanates with compounds having active hydrogen in a first reaction step using two or more compounds having active hydrogen in the first polymerisation step
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/08—Processes
- C08G18/16—Catalysts
- C08G18/22—Catalysts containing metal compounds
- C08G18/227—Catalysts containing metal compounds of antimony, bismuth or arsenic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/30—Low-molecular-weight compounds
- C08G18/32—Polyhydroxy compounds; Polyamines; Hydroxyamines
- C08G18/3203—Polyhydroxy compounds
- C08G18/3206—Polyhydroxy compounds aliphatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
- C08G18/4804—Two or more polyethers of different physical or chemical nature
- C08G18/4812—Mixtures of polyetherdiols with polyetherpolyols having at least three hydroxy groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
- C08G18/4825—Polyethers containing two hydroxy groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
- C08G18/4829—Polyethers containing at least three hydroxy groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/65—Low-molecular-weight compounds having active hydrogen with high-molecular-weight compounds having active hydrogen
- C08G18/66—Compounds of groups C08G18/42, C08G18/48, or C08G18/52
- C08G18/6666—Compounds of group C08G18/48 or C08G18/52
- C08G18/667—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38
- C08G18/6674—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38 with compounds of group C08G18/3203
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/75—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic
- C08G18/751—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring
- C08G18/752—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group
- C08G18/753—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group containing one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group having a primary carbon atom next to the isocyanate or isothiocyanate group
- C08G18/755—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group containing one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group having a primary carbon atom next to the isocyanate or isothiocyanate group and at least one isocyanate or isothiocyanate group linked to a secondary carbon atom of the cycloaliphatic ring, e.g. isophorone diisocyanate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
- C08J5/124—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives using adhesives based on a macromolecular component
- C08J5/128—Adhesives without diluent
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/16—Elastomeric ethene-propene or ethene-propene-diene copolymers, e.g. EPR and EPDM rubbers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/08—Polyurethanes from polyethers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/02—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving pretreatment of the surfaces to be joined
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/86—Component parts, details or accessories; Auxiliary operations for working at sub- or superatmospheric pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G2170/00—Compositions for adhesives
- C08G2170/40—Compositions for pressure-sensitive adhesives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/16—Ethene-propene or ethene-propene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
- C09J2301/1242—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape the opposite adhesive layers being different
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/208—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive layer being constituted by at least two or more adjacent or superposed adhesive layers, e.g. multilayer adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/10—Presence of homo or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
- Y10T428/2826—Synthetic resin or polymer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
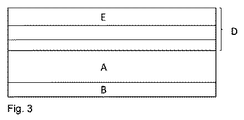
・層Aは、化学的に熱での開始により架橋された感圧接着剤層または化学的に熱での開始により架橋された感圧接着性の支持層であり、
・層Bは、熱可塑性プラスチックをベースとする層であり、
・層Aと層Bは相互に直接接触しており、かつ
・層Aのうち層Bと直接接触している表面はコロナ前処理またはプラズマ前処理されており、
・コロナ前処理またはプラズマ前処理は、窒素、二酸化炭素、もしくは希ガス、またはこれらガスの少なくとも2種で構成された混合物から成る雰囲気中で行われた。
剥離力は、PSTC−101に依拠して決定された。決定は温度23℃+/−1℃および相対湿度50%+/−5%の試験雰囲気で行われた。本発明による接着テープと試験土台から成る複合品が作製され、この試験土台は、使用された層Bの熱可塑性プラスチックに合わせて選択された。試験土台は常に、それぞれ使用された層Bの熱可塑性プラスチックに対応するように同じプラスチック種から選択された。つまり、例えば層Bの熱可塑性プラスチックがポリウレタンであれば、熱可塑性ポリウレタンの試験土台も選択された。ポリプロピレンタイプの場合には、これに加えてさらに市販の、Meteor Gummiwerke社の様々なショアA硬度のEPDMプロファイルを試験土台として使用した。
せん断試験は、試験規則PSTC−107に依拠して行われた。試験サンプルは、それぞれ2枚の本発明による接着テープ細長片を層Dで相互に、ホットエアガンを用いたホットラミネート加工によって溶着して準備し、これにより両面で感圧接着性の接着テープサンプルができた。この両面で感圧接着性の接着テープサンプルを、2枚のスチールプレート(ASTM A 666に基づくステンレス鋼302;50mm×125mm×1.1mm、光輝焼なましされた表面、表面粗さ:ベースラインからの算術平均偏差が50±25nm)の間に接着し、2kgの重量で4回押圧し、その後、比較的長い時間の後に接着テープサンプルに不具合が生じるように選択された一定のせん断負荷に継続的に曝した。層Aと層Bの間の結合が弱くなるかどうか、または層内で不具合が生じるかどうか、および保持時間がどのくらいかを分単位で測定した。
老朽化挙動を測定するため、剥離力を測定するために作製したような本発明による接着テープと土台から成る複合品を、選択された雰囲気条件で貯蔵した。
貯蔵a):85℃および相対湿度85%の雰囲気中での2週間の貯蔵
貯蔵b):4時間−40℃、4時間加熱/冷却、4時間80℃/相対湿度80%のサイクルでの2週間の交互雰囲気貯蔵
静的ガラス転移温度の決定は、DIN53765に基づく動的示差走査熱量測定によって行われる。ガラス転移温度Tgについての表示は、個々の場合において別の記載がなければ、DIN53765:1994−03に基づくガラス転移温度の値Tgに関している。
平均分子量Mwもしくは平均分子量MNならびに多分散度Dの決定は、ゲル浸透クロマトグラフィ(GPC)によって行われた。溶離液として、0.1体積%のトリフルオロ酢酸を含むTHFが用いられた。測定は25℃で行った。プレカラムとして、PSS−SDV、5μm、103Å(10−7m)、ID8.0mm×50mmを使用した。分離のために、カラムPSS−SDV、5μm、103Å(10−7m)、105Å(10−5m)、および106Å(10−4m)が、それぞれID8.0mm×300mmで用いられた。試料濃度は4g/lであり、貫流量は1分当たり1.0mlであった。PMMA標準に対して測定された。

プレポリマー100重量部:Desmodur W4.54重量部であった。
剥離力:剥離力試験では、例1〜18で常に、層A内での凝集の不具合が測定された。例7では幾つかのサンプルに関し、層Aと層Bの間の付着の不具合を低い割合(約10%)で含む主に凝集の不具合が生じた。例1〜14では、層Aの凝集に不具合が生じる力、つまり割裂力は25〜30N/cmであった。
尚、本発明はさらに下記の実施の態様も含みます:
(1)少なくとも二層の、層Aおよび層Bから成る製品構造を有し、第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープであって、
層Aが、化学的に熱での開始により架橋された感圧接着剤層または化学的に熱での開始により架橋された感圧接着性の支持層であり、
層Bが、熱可塑性プラスチックをベースとする層であり、
層Aと層Bが相互に直接接触しており、かつ
層Aのうち層Bと直接接触している表面がコロナ前処理またはプラズマ前処理された両面接着テープにおいて、
コロナ前処理またはプラズマ前処理が、窒素、二酸化炭素、もしくは希ガス、またはこれらのガスの少なくとも2種で構成された混合物から成る雰囲気中で行われたことを特徴とする、両面接着テープ。
(2)層Aのうち層Bと接触している表面が、化学的に架橋された状態でコロナ前処理またはプラズマ前処理された、前記(1)に記載の両面接着テープ。
(3)層Aを架橋するために、追加的な化学線も電離放射線も使用されない、前記(1)または(2)に記載の両面接着テープ。
(4)層Aが、ホットメルト方法、特に押出成形方法において製造された層である、前記(1)〜(3)のいずれか一つに記載の両面接着テープ。
(5)層Aが、ポリアクリレートをベースとする層である、前記(1)〜(4)のいずれか一つに記載の両面接着テープ。
(6)層Aが、ポリウレタンをベースとする層である、前記(1)〜(5)のいずれか一つに記載の両面接着テープ。
(7)層Aが、発泡されているかまたは発泡体状のコンシステンシーを有する、前記(1)〜(6)のいずれか一つに記載の両面接着テープ。
(8)層Aのうち層Bと直接は接触していない表面が、さらなる層またはさらなる一連の層と直接接触しており、その際、外側の層が感圧接着剤層である、前記(1)〜(7)のいずれか一つに記載の両面接着テープ。
(9)層Bが、ポリオレフィンまたはポリオレフィン混合物をベースとする層である、前記(1)〜(8)のいずれか一つに記載の両面接着テープ。
(10)層Bが、ポリプロピレンコポリマー、またはポリプロピレンコポリマーおよび他のポリオレフィンから成る混合物をベースとする層である、前記(1)〜(9)のいずれか一つに記載の両面接着テープ。
(11)層Bが、DSCにより測定された140℃以上で180℃以下、好ましくは150℃以上で170℃以下の溶融温度を有する、前記(1)〜(10)のいずれか一つに記載の両面接着テープ。
(12)層Bのうち層Aと接触している表面が空気コロナ前処理された、前記(1)〜(11)のいずれか一つに記載の両面接着テープ。
(13)
層Aと層Bが、コロナ前処理またはプラズマ前処理の直後に行われる被覆プロセスまたはラミネートプロセスにおいて相互に直接接触される、前記(1)〜(12)のいずれか一つに記載の両面接着テープの製造方法。
(14)前記(1)〜(13)のいずれか一つに記載の接着テープと、EPDMまたは他のゴム状材料から成る熱可塑性プラスチック製の物体とを含む複合品を製造するための、前記(1)〜(13)のいずれか一つに記載の両面接着テープの使用。
(15)EPDMまたは他のゴム状材料から成るプロファイルを貼り付けるための、前記(1)〜(14)のいずれか一つに記載の両面接着テープの使用。
Claims (21)
- 少なくとも二層の、層Aおよび層Bから成る製品構造を有し、第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープであって、
層Aが、熱開始−化学的架橋反応による架橋を有する感圧接着剤層または熱開始−化学的架橋反応による架橋を有する感圧接着性の支持層であり、
層Bが、熱可塑性プラスチックをベースとする層であり、
層Aと層Bが相互に直接接触しており、かつ
層Aのうち層Bと直接接触している表面がコロナ前処理またはプラズマ前処理された両面接着テープにおいて、
上記表面が、窒素、二酸化炭素、もしくは希ガス、またはこれらのガスの少なくとも2種で構成された混合物から成る雰囲気中でのコロナ前処理またはプラズマ前処理による表面であることを特徴とする、上記両面接着テープ。 - 層Aのうち層Bと接触している表面が、化学的な架橋状態でのコロナ前処理またはプラズマ前処理による表面である、請求項1に記載の両面接着テープ。
- 追加的な化学線も電離放射線も層Aの架橋反応に存在しない、請求項1または2に記載の両面接着テープ。
- 層Aが、ホットメルト処理による層である、請求項1〜3のいずれか一つに記載の両面接着テープ。
- 層Aが、押出成形処理による層である、請求項4に記載の両面接着テープ。
- 層Aが、ポリアクリレートをベースとする層である、請求項1〜5のいずれか一つに記載の両面接着テープ。
- 層Aが、ポリウレタンをベースとする層である、請求項1〜5のいずれか一つに記載の両面接着テープ。
- 層Aが、発泡された形にあるか、または発泡体様形にある、請求項1〜7のいずれか一つに記載の両面接着テープ。
- 層Aのうち層Bと直接は接触していない表面が、さらなる層またはさらなる一連の層と直接接触しており、その際、外側の層が感圧接着剤層である、請求項1〜8のいずれか一つに記載の両面接着テープ。
- 層Bが、ポリオレフィンまたはポリオレフィン混合物をベースとする層である、請求項1〜9のいずれか一つに記載の両面接着テープ。
- 層Bが、ポリプロピレンコポリマー、またはポリプロピレンコポリマーおよび他のポリオレフィンから成る混合物をベースとする層である、請求項1〜10のいずれか一つに記載の両面接着テープ。
- 層Bが、DSCにより測定された140℃以上で180℃以下の溶融温度を有する、請求項1〜11のいずれか一つに記載の両面接着テープ。
- 層Bが、DSCにより測定された150℃以上で170℃以下の溶融温度を有する、請求項12に記載の両面接着テープ。
- 層Bのうち層Aと接触している表面が空気コロナ前処理による表面である、請求項1〜13のいずれか一つに記載の両面接着テープ。
- 層Aが、化学的に熱での開始により架橋された感圧接着剤層または化学的に熱での開始により架橋された感圧接着性の支持層であり、
層Bが、熱可塑性プラスチックをベースとする層であり、
層Aと層Bが、コロナ前処理またはプラズマ前処理の直後に行われる被覆プロセスまたはラミネートプロセスにおいて相互に直接接触され、
この際、コロナ前処理またはプラズマ前処理が、窒素、二酸化炭素、もしくは希ガス、またはこれらのガスの少なくとも2種で構成された混合物から成る雰囲気中で行われたことを特徴とする、請求項1〜14のいずれか一つに記載の両面接着テープの製造方法。 - 層Aのうち層Bと接触している表面が、化学的に架橋された状態でコロナ前処理またはプラズマ前処理された、請求項15に記載の両面接着テープの製造方法。
- 層Aを架橋するために、追加的な化学線も電離放射線も使用されない、請求項15または16に記載の両面接着テープの製造方法。
- 層Aが、ホットメルト処理により製造された層である、請求項15〜17のいずれか一つに記載の両面接着テープの製造方法。
- 層Aが、押出成形処理により製造された層である、請求項18に記載の製造方法。
- 請求項1〜14のいずれか一つに記載の接着テープと、熱可塑性プラスチック、EPDMまたは他のゴム状材料から成る物体とを含む複合品を製造するための請求項1〜14のいずれか一つに記載の両面接着テープの使用。
- EPDMまたは他のゴム状材料から成る形材を接着するための請求項1〜14のいずれか一つに記載の両面接着テープの使用。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011075468 | 2011-05-06 | ||
| DE102011075470.9 | 2011-05-06 | ||
| DE102011075468.7 | 2011-05-06 | ||
| DE201110075470 DE102011075470A1 (de) | 2011-05-06 | 2011-05-06 | Klebeband, bevorzugt Selbstklebeband, bestehend aus mindestens zwei direkt aufeinander laminierten Schichten A und B, wobei mindestens eine oder beide Schichten A oder B eine Klebmasse ist |
| PCT/EP2012/058285 WO2012152713A1 (de) | 2011-05-06 | 2012-05-04 | Doppelseitiges klebeband mit einer ersten äusseren haftklebrigen und einer zweiten äusseren hitzeaktivierbaren seite |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014517858A JP2014517858A (ja) | 2014-07-24 |
| JP2014517858A5 JP2014517858A5 (ja) | 2017-02-09 |
| JP6210974B2 true JP6210974B2 (ja) | 2017-10-11 |
Family
ID=46026826
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014508836A Expired - Fee Related JP6210974B2 (ja) | 2011-05-06 | 2012-05-04 | 第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープ |
| JP2014508837A Expired - Fee Related JP6063452B2 (ja) | 2011-05-06 | 2012-05-04 | プラズマ処理により下地への感圧接着剤の付着特性を高める方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014508837A Expired - Fee Related JP6063452B2 (ja) | 2011-05-06 | 2012-05-04 | プラズマ処理により下地への感圧接着剤の付着特性を高める方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US9493680B2 (ja) |
| EP (2) | EP2705103B1 (ja) |
| JP (2) | JP6210974B2 (ja) |
| KR (2) | KR101877884B1 (ja) |
| CN (2) | CN103635552B (ja) |
| CA (2) | CA2835046A1 (ja) |
| DE (2) | DE112012002001A5 (ja) |
| ES (1) | ES2700519T3 (ja) |
| MX (2) | MX349050B (ja) |
| TW (3) | TWI532810B (ja) |
| WO (3) | WO2012152714A1 (ja) |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2835028A1 (en) * | 2011-05-06 | 2012-11-15 | Tesa Se | Method for increasing the adhesive power of a pressure-sensitive adhesive layer having an upper and a lower surface |
| DE102012209116A1 (de) * | 2012-05-30 | 2013-12-05 | Tesa Se | Heißsiegelbares Klebeband |
| CA2893634A1 (en) * | 2013-01-02 | 2014-07-10 | Kci Licensing, Inc. | A flexible, adherent, and non-polyurethane film wound drape cover |
| DE102013212345A1 (de) * | 2013-06-26 | 2014-12-31 | Tesa Se | Polare Klebharze für niederenergetischer Oberflächen |
| DE102014206220A1 (de) * | 2014-04-01 | 2015-10-01 | Tesa Se | Verfahren zur Plasma-initiierten Verklebung |
| EP2960054B1 (en) * | 2014-06-26 | 2022-10-12 | Taghleef Industries SPA | Surface-treated films with polypropylene base |
| CN104263264A (zh) * | 2014-08-13 | 2015-01-07 | 隆昌羽玺新材料科技有限公司 | 一种新型热粘合双面胶带及其制备、使用方法 |
| TWI709481B (zh) * | 2014-08-25 | 2020-11-11 | 日商東洋紡股份有限公司 | 矽烷偶合劑層疊層高分子膜及其製造方法、疊層體及其製造方法、可撓性電子器件之製造方法 |
| KR101527146B1 (ko) * | 2014-08-29 | 2015-06-16 | 유피씨(주) | 바이러스 방어용 합지 필름, 이의 제조 방법 및 이로부터 제조된 바이러스 방어 의류 |
| DE102014217805A1 (de) * | 2014-09-05 | 2016-03-10 | Tesa Se | Verfahren zur Erhöhung der Adhäsion zwischen der ersten Oberfläche eines ersten bahnförmigen Materials und einer ersten Oberfläche eines zweiten bahnförmigen Materials |
| DE102014217821A1 (de) * | 2014-09-05 | 2016-03-10 | Tesa Se | Verfahren zur Erhöhung der Adhäsion zwischen der ersten Oberfläche eines ersten bahnförmigen Materials und einer ersten Oberfläche eines zweiten bahnförmigen Materials |
| US10611873B2 (en) | 2014-12-16 | 2020-04-07 | 3M Innovative Properties Company | Polyurethane pressure-sensitive adhesives |
| KR102418432B1 (ko) | 2015-01-23 | 2022-07-08 | 삼성디스플레이 주식회사 | 액정표시패널 및 이의 제조방법 |
| DE102015204753A1 (de) * | 2015-03-17 | 2016-10-20 | Tesa Se | Niedertemperatur-Plasma-Behandlung |
| DE102015009764A1 (de) | 2015-07-31 | 2017-02-02 | Tesa Se | Reaktives Klebstofffilm-System zur Verklebung unpolarer Oberflächen |
| DE102015115717B4 (de) | 2015-09-17 | 2022-12-08 | Lohmann Gmbh & Co. Kg | Asymmetrische Klebefolie mit einer Kraftentkopplungsfunktion und Verwendung |
| CN106753000A (zh) * | 2015-11-25 | 2017-05-31 | 德莎欧洲公司 | 具有改善的耐湿热性的粘合 |
| DE102016202424A1 (de) * | 2016-02-17 | 2017-08-17 | Tesa Se | Verfahren zur Herstellung eines Klebebandes mittels Plasmalamination |
| DE102016203413A1 (de) * | 2016-03-02 | 2017-09-07 | Tesa Se | Erhöhung der Abzugskraft durch selektive Plasmavorbehandlung |
| DE102016223550A1 (de) * | 2016-03-10 | 2017-09-14 | Tesa Se | Verbundsystem mit schwach klebendem Abdeckmaterial |
| DE102016210536A1 (de) * | 2016-04-13 | 2017-10-19 | Tesa Se | Einfärbbarer Primer |
| DE102016220682A1 (de) * | 2016-10-21 | 2018-04-26 | Tesa Se | Physikalische Vorbehandlung zur Filamenteinbindung |
| WO2018118832A1 (en) | 2016-12-23 | 2018-06-28 | Carbon, Inc. | Adhesive sheet for securing 3d object to carrier platform and method of using same |
| DE102017200471A1 (de) * | 2017-01-12 | 2018-07-12 | Tesa Se | Verfahren zur Verklebung von Profilen auf Substratoberflächen |
| DE102017203062A1 (de) * | 2017-02-24 | 2018-08-30 | tesa SE, Kst. 9500 - Bf. 645 | Verfahren zur Herstellung von thermisch vernetzbaren Polymeren in einem Planetwalzenextruder |
| CN107139509A (zh) * | 2017-05-09 | 2017-09-08 | 深圳优普莱等离子体技术有限公司 | 一种基于等离子体改善反光热熔膜与基材表面粘结力的方法 |
| KR102646045B1 (ko) | 2017-08-25 | 2024-03-11 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 무손상 제거가 가능한 접착 물품 |
| CA3073941A1 (en) | 2017-08-25 | 2019-02-28 | 3M Innovative Properties Company | Adhesive articles permitting damage free removal |
| US9909035B1 (en) * | 2017-09-29 | 2018-03-06 | Mayapple Baby Llc | Mountable articles, dual-adhesive-adhesive tape and mounting methods using them |
| CN108329846A (zh) * | 2018-01-18 | 2018-07-27 | 上海交通大学 | 一种用于改善电泳钢结构件连接性能的胶接工艺 |
| JP7135509B2 (ja) * | 2018-01-18 | 2022-09-13 | 王子ホールディングス株式会社 | 両面粘着シートおよび剥離シート付き両面粘着シート |
| JP7099206B2 (ja) * | 2018-09-11 | 2022-07-12 | 王子ホールディングス株式会社 | 両面粘着シートおよび剥離シート付き両面粘着シート |
| CN110157345A (zh) * | 2018-03-01 | 2019-08-23 | 济南开发区星火科学技术研究院 | 一种基于石墨烯散的散热膜及其制备方法 |
| WO2020001774A1 (en) * | 2018-06-28 | 2020-01-02 | Applied Materials, Inc. | A surface treatment method for a polymer film |
| CN109030293A (zh) * | 2018-08-22 | 2018-12-18 | 武汉红金龙印务股份有限公司 | 一种制盒贴片胶水选择的方法 |
| KR20200129230A (ko) | 2019-05-07 | 2020-11-18 | 삼성디스플레이 주식회사 | 표시 부품, 표시 장치 및 그것의 제조 방법 |
| CN112143212B (zh) * | 2019-06-28 | 2023-04-07 | 德莎欧洲股份公司 | 组合物、泡棉基材、背衬、胶带及其用途 |
| US12060261B2 (en) * | 2019-11-06 | 2024-08-13 | Bvw Holding Ag | Extremal microstructured surfaces |
| WO2021164855A1 (de) * | 2020-02-18 | 2021-08-26 | Ev Group E. Thallner Gmbh | Verfahren und vorrichtung zur übertragung von bauteilen |
| US20230158735A1 (en) * | 2020-04-28 | 2023-05-25 | 3M Innovative Properties Company | Methods of Making Additive Manufactured Articles Using Multilayer Articles, Objects Prepared by the Methods, and Multilayer Articles |
| KR102522374B1 (ko) * | 2020-11-13 | 2023-04-18 | 주식회사 코지스 | 표면처리된 플라스틱과 방진고무가 접착된 복합소재 및 그 제조방법 |
| WO2023057065A1 (de) * | 2021-10-07 | 2023-04-13 | Lohmann Gmbh & Co. Kg | Asymmetrisches klebemittel |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2030991B (en) | 1977-02-09 | 1982-11-24 | Nitto Electric Ind Co | Heat activatable pressuresensitive adhesive tape of sheet |
| US4248748A (en) | 1980-02-04 | 1981-02-03 | Minnesota Mining And Manufacturing Company | Heat-activated adhesive |
| US4484574A (en) * | 1984-01-25 | 1984-11-27 | Keene Corporation | Self-rolled foam tape without release layer and method of making same |
| JPS61236882A (ja) * | 1985-04-15 | 1986-10-22 | Shin Etsu Chem Co Ltd | カバ−レイフイルム |
| US4950537A (en) | 1988-01-13 | 1990-08-21 | Minnesota Mining And Manufacturing Company | Colored foamlike pressure-sensitive adhesive tape |
| CA2007914C (en) | 1989-02-21 | 2000-11-14 | Michael A. Johnson | Dual-functional adhesive tapes |
| DE69328187D1 (de) | 1992-10-20 | 2000-04-27 | Avery Dennison Co | Strukturhaftkleber |
| DE9317356U1 (de) | 1993-11-12 | 1994-01-20 | Meteor Gummiwerke K. H. Bädje GmbH & Co, 31167 Bockenem | Klebeband |
| AUPM345994A0 (en) | 1994-01-21 | 1994-02-10 | Commonwealth Scientific And Industrial Research Organisation | Surface treatment of polymers |
| JPH0873819A (ja) * | 1994-09-06 | 1996-03-19 | Toray Ind Inc | 四フッ化エチレン系樹脂粘着テープおよびその製造法 |
| DE19524250C2 (de) | 1995-07-04 | 1997-12-18 | Beiersdorf Ag | Verwendung von blockierungsmittelfreien Isocyanaten zur chemisch/thermischen Vernetzung von Acrylat-Schmelzhaftklebern sowie entsprechende Acrylatschmelzhaftkleber |
| DE19532412C2 (de) | 1995-09-01 | 1999-09-30 | Agrodyn Hochspannungstechnik G | Vorrichtung zur Oberflächen-Vorbehandlung von Werkstücken |
| JPH1030076A (ja) * | 1996-05-16 | 1998-02-03 | Kenichi Furukawa | 両面接着シート |
| DE19720145A1 (de) | 1997-05-14 | 1998-11-19 | Beiersdorf Ag | Doppelseitiges Klebeband und seine Verwendung |
| US6124032A (en) | 1998-01-15 | 2000-09-26 | Bloch; Gilbert | Pressure sensitive heat activated filmic adhesive tape |
| US6365254B1 (en) * | 1998-02-02 | 2002-04-02 | 3M Innovative Properties Company | Roll stabilizing release liner |
| JP2000256625A (ja) * | 1999-03-08 | 2000-09-19 | Nitto Denko Corp | 粘着部材 |
| JP2000256624A (ja) * | 1999-03-08 | 2000-09-19 | Nitto Denko Corp | 粘着部材 |
| JP2001279208A (ja) * | 2000-01-26 | 2001-10-10 | Sekisui Chem Co Ltd | アクリル系粘着剤組成物及びアクリル系粘着テープもしくはシート |
| JP2001354917A (ja) * | 2000-06-14 | 2001-12-25 | Nitto Denko Corp | 粘着部材及びその製造方法 |
| DE10063661A1 (de) * | 2000-12-20 | 2002-09-19 | Tesa Ag | Oberflächenschutzfolie für Lackoberflächen mit einer Selbstklebemasse auf Basis eines Polyurethan-Schaums |
| US7217455B2 (en) * | 2001-05-30 | 2007-05-15 | 3M Innovative Properties Company | Weatherstrip tape and method for producing the same |
| DE60110216T2 (de) | 2001-05-30 | 2006-01-19 | 3M Innovative Properties Co., Saint Paul | Dichtungsband und Verfahren zu dessen Herstellung |
| US6800363B2 (en) * | 2001-08-30 | 2004-10-05 | Toray Plastics, Inc. | Polyolefin oil resistant film using porous particles |
| DE10153677A1 (de) | 2001-10-31 | 2003-05-15 | Tesa Ag | Doppelseitiges Klebeband |
| EP1335641B1 (de) | 2002-02-09 | 2004-08-25 | Plasma Treat GmbH | Plasmadüse |
| DE10224842A1 (de) | 2002-06-05 | 2003-12-24 | Tesa Ag | Haftklebemasse für ein- oder beidseitig haftklebrige Klebefolienstreifen und Verfahren zur Herstellung hierzu |
| DE10317789A1 (de) | 2003-04-16 | 2004-12-02 | Tesa Ag | Haftklebstoff aus Polyurethan |
| DE10317791A1 (de) | 2003-04-16 | 2004-12-02 | Tesa Ag | Haftklebstoff aus Polyurethan für empfindliche Oberflächen |
| WO2005021670A2 (de) * | 2003-08-22 | 2005-03-10 | Tesa Ag | Zumindest zweischichtige klebstofffolie |
| DE10349107A1 (de) * | 2003-10-17 | 2005-05-19 | Tesa Ag | Verfahren zum Verkleben von Kabelbäumen auf Untergründen wie die Innenraum-Dekorteile eines PKWs, insbesondere Dachhimmel, Türseitenteil, Kofferraumdeckel |
| DE10357323A1 (de) * | 2003-12-05 | 2005-06-30 | Tesa Ag | Haftklebemasse |
| JP4830258B2 (ja) * | 2004-01-28 | 2011-12-07 | 住友化学株式会社 | 粘着剤層の貼合方法。 |
| GB0410749D0 (en) * | 2004-05-14 | 2004-06-16 | Dow Corning Ireland Ltd | Coating apparatus |
| WO2005117507A2 (de) | 2004-05-28 | 2005-12-08 | Plasmatreat Gmbh | Verfahren zum entfernen mindestens einer anorganischen schicht von einem bauteil |
| JP2006036834A (ja) * | 2004-07-23 | 2006-02-09 | Sumitomo Bakelite Co Ltd | 半導体ウエハ加工用粘着テープ |
| DE102004044086A1 (de) | 2004-09-09 | 2006-03-16 | Tesa Ag | Thermisch vernetzte Acrylat-Hotmelts |
| JP2006312660A (ja) * | 2005-05-06 | 2006-11-16 | Sekisui Chem Co Ltd | フォトマスク保護用粘着テープ |
| JP2007253794A (ja) * | 2006-03-23 | 2007-10-04 | Toyoda Gosei Co Ltd | ウエザストリップの取付け方法 |
| DE102006020482A1 (de) | 2006-04-28 | 2007-10-31 | Tesa Ag | Wieder ablösbarer Haftklebstoff aus Polyurethan |
| DE102006033796A1 (de) | 2006-07-19 | 2008-01-31 | Tesa Ag | Haftklebestoffe aus einem harzmodifizierten Polyurethan |
| DE102006057800A1 (de) | 2006-12-06 | 2008-06-26 | Tesa Ag | Mehrlagiges Selbstklebeband |
| WO2008083310A1 (en) * | 2006-12-29 | 2008-07-10 | 3M Innovative Properties Company | Method of curing metal alkoxide-containing films |
| JP5068089B2 (ja) * | 2007-03-02 | 2012-11-07 | 日東電工株式会社 | 剥離ライナー付き粘着シートおよび剥離ライナー |
| PT1978067E (pt) * | 2007-04-02 | 2010-05-06 | Nitto Europe Nv | Revestimento removível |
| DE102007016950A1 (de) | 2007-04-05 | 2008-10-09 | Tesa Ag | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| JP2009086452A (ja) * | 2007-10-01 | 2009-04-23 | Nitto Denko Corp | 粘着型光学フィルムの製造方法、粘着型光学フィルムおよび画像表示装置 |
| DE102007063021A1 (de) | 2007-12-21 | 2009-06-25 | Tesa Ag | Corona-behandelte Klebemassen |
| DE102008023252A1 (de) | 2008-05-13 | 2009-11-19 | Tesa Se | Hotmelt-Verfahren zur Herstellung eines chemisch vernetzten Polyurethanfilms |
| DE102008059050A1 (de) | 2008-11-26 | 2010-05-27 | Tesa Se | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| US20100151236A1 (en) * | 2008-12-11 | 2010-06-17 | Ford Global Technologies, Llc | Surface treatment for polymeric part adhesion |
| DE102009015233A1 (de) | 2009-04-01 | 2010-10-14 | Tesa Se | Verfahren zur Herstellung eines geschäumten Massesystems |
| DE102009048036A1 (de) * | 2009-10-02 | 2011-04-07 | Tesa Se | Montageklebebänder |
| DE102009046657A1 (de) | 2009-11-12 | 2011-05-19 | Tesa Se | Haftklebstoff auf Basis von Polyurethan |
| DE102010062669A1 (de) | 2010-12-08 | 2012-06-14 | Tesa Se | Verfahren zur Herstellung geschäumter Polymermassen, geschäumte Polymermassen und Klebeband damit |
-
2012
- 2012-05-04 CN CN201280033079.7A patent/CN103635552B/zh active Active
- 2012-05-04 US US14/115,135 patent/US9493680B2/en not_active Expired - Fee Related
- 2012-05-04 EP EP12720142.4A patent/EP2705103B1/de active Active
- 2012-05-04 MX MX2013012736A patent/MX349050B/es active IP Right Grant
- 2012-05-04 JP JP2014508836A patent/JP6210974B2/ja not_active Expired - Fee Related
- 2012-05-04 US US14/114,964 patent/US20140083608A1/en not_active Abandoned
- 2012-05-04 KR KR1020137032507A patent/KR101877884B1/ko active IP Right Grant
- 2012-05-04 CA CA2835046A patent/CA2835046A1/en not_active Abandoned
- 2012-05-04 JP JP2014508837A patent/JP6063452B2/ja not_active Expired - Fee Related
- 2012-05-04 MX MX2013012735A patent/MX2013012735A/es unknown
- 2012-05-04 KR KR1020137032504A patent/KR101981695B1/ko active IP Right Grant
- 2012-05-04 EP EP12718679.9A patent/EP2705101B1/de active Active
- 2012-05-04 CA CA2835051A patent/CA2835051A1/en not_active Abandoned
- 2012-05-04 WO PCT/EP2012/058286 patent/WO2012152714A1/de active Application Filing
- 2012-05-04 DE DE112012002001.4T patent/DE112012002001A5/de not_active Withdrawn
- 2012-05-04 WO PCT/EP2012/058285 patent/WO2012152713A1/de active Application Filing
- 2012-05-04 WO PCT/EP2012/058287 patent/WO2012152715A1/de active Application Filing
- 2012-05-04 CN CN201280033428.5A patent/CN103649250B/zh active Active
- 2012-05-04 ES ES12720142T patent/ES2700519T3/es active Active
- 2012-05-04 DE DE112012001999.7T patent/DE112012001999A5/de not_active Withdrawn
- 2012-05-07 TW TW101116312A patent/TWI532810B/zh not_active IP Right Cessation
- 2012-05-07 TW TW101116306A patent/TW201247749A/zh unknown
- 2012-05-07 TW TW101116162A patent/TWI558785B/zh not_active IP Right Cessation
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6210974B2 (ja) | 第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープ | |
| JP6216780B2 (ja) | 第1の外側の感圧接着性の面および第2の外側の熱活性化性の面を備えた両面接着テープ | |
| JP5683196B2 (ja) | 構造用接着テープ | |
| US10899947B2 (en) | Method for plasma-initiated adhesive bonding | |
| TWI564362B (zh) | Double - sided adhesive tape and manufacturing method thereof | |
| JP2019031678A (ja) | 上面及び下面を有する感圧接着剤層の接着力を高める方法 | |
| CN107267093B (zh) | 压敏胶粘剂 | |
| JP2012122070A (ja) | 発泡可能なポリマー組成物の製造方法、それに基づく発泡ポリマー組成物の製造方法、発泡ポリマー組成物およびそれを備えた接着テープ | |
| JP6133845B2 (ja) | 少なくとも2つの互いに直接積層された層aおよびbからなり、層aおよびbの少なくとも片方または両方が接着剤である、接着テープ、好ましくは粘着テープ | |
| CN103509480A (zh) | 耐热胶带 | |
| US20240124750A1 (en) | Thermally curable hot-melt pressure sensitive adhesive | |
| CN110382646A (zh) | 将型材粘合至基底表面的方法 | |
| CN113383050B (zh) | 多层胶带 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150409 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20151118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160330 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20160519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161227 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20161227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170510 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170816 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170912 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6210974 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |