JP6183301B2 - 自動ハンドリング装置 - Google Patents
自動ハンドリング装置 Download PDFInfo
- Publication number
- JP6183301B2 JP6183301B2 JP2014123518A JP2014123518A JP6183301B2 JP 6183301 B2 JP6183301 B2 JP 6183301B2 JP 2014123518 A JP2014123518 A JP 2014123518A JP 2014123518 A JP2014123518 A JP 2014123518A JP 6183301 B2 JP6183301 B2 JP 6183301B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- carrier
- work
- holding hole
- suction head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/28—Work carriers for double side lapping of plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
- B24B37/345—Feeding, loading or unloading work specially adapted to lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B24B57/02—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents for feeding of fluid, sprayed, pulverised, or liquefied grinding, polishing or lapping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/06—Gripping heads and other end effectors with vacuum or magnetic holding means
- B25J15/0616—Gripping heads and other end effectors with vacuum or magnetic holding means with vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/02—Program-controlled manipulators characterised by movement of the arms, e.g. cartesian coordinate type
- B25J9/04—Program-controlled manipulators characterised by movement of the arms, e.g. cartesian coordinate type by rotating at least one arm, excluding the head movement itself, e.g. cylindrical coordinate type or polar coordinate type
- B25J9/041—Cylindrical coordinate type
- B25J9/042—Cylindrical coordinate type comprising an articulated arm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/10—Program-controlled manipulators characterised by positioning means for manipulator elements
- B25J9/102—Gears specially adapted therefor, e.g. reduction gears
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
- H10P52/40—Chemomechanical polishing [CMP]
- H10P52/402—Chemomechanical polishing [CMP] of semiconductor materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/50—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for positioning, orientation or alignment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/78—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using vacuum or suction, e.g. Bernoulli chucks
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P95/00—Generic processes or apparatus for manufacture or treatments not covered by the other groups of this subclass
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Manipulator (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
自動ハンドリング装置で、ワークをキャリアのワーク保持孔に仕込んだり、取り出したりする場合、多関節ロボット、スカラーロボット、旋回アーム、その他アクチュエータ等で、ウェーハハンドをあらかじめ記憶させておいた位置に移動させ、そこでワークを置いたり、掴んだりする。この搬送機構は、数百ミクロン以下の位置精度で制御できることが一般的であり、ワークの仕込み、取り出し作業への応用に十分対応することができる。
ところで、一般的な両面研磨装置や両面ラップ装置では、1つのキャリアでワークを1枚、もしくは複数枚保持でき、複数のキャリア、例えば5枚のキャリアが等間隔、すなわち72°間隔で装置に設けられている場合が多い。
しかしながら、ワークの仕込みについては、キャリアのワーク保持孔の直径は、通常、ワークの直径よりせいぜい1mm大きい程度、もしくはそれ以下で設計されているので、前述のキャリア位置精度の不安定さが解消されない限り、繰り返し、正確にワークをワーク保持孔に仕込むことはできない。
上記のように、両面研磨装置や両面ラップ装置等の両面加工装置におけるキャリアのワーク保持孔にワークを仕込む際、サンギア及びインターナルギアの両ギアとキャリアとの間のクリアランスが原因でキャリアの位置や向きが一定でないために、正確にワークを仕込むことができないという問題がある。また、キャリアの位置及びワーク保持孔の位置を光学的に測定し、その測定結果に応じた位置にワークを仕込む装置が考案されているが、光学機器等に多大な導入コストを要してしまうという問題がある。
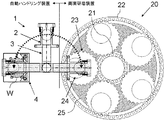
図1に示すように、本発明の自動ハンドリング装置1は、下定盤25上にサンギア21とインターナルギア22に噛合して遊星歯車運動をするワーク保持用のキャリア23を有する両面加工装置20において、キャリア23のワーク保持孔24にワークWを搬入、またはワーク保持孔24からワークWを搬出するものである。
この自動ハンドリング装置1はワークWを吸着保持する吸着ヘッド2、該吸着ヘッド2に接続され、当該吸着ヘッド2を移動させるアーム3、両面加工装置20におけるキャリア23のワーク保持孔24に搬送されるワークWを載置しておくステージ4を具備している。尚、ステージ4には、ワーク保持孔24から取り出された加工終了後のワークWを載置することもできる。また、図1において、キャリアの枚数が5枚の両面加工装置20を例示しているが、当然キャリアの枚数は5枚に限定されない。
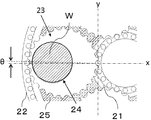
そして、この吸着ヘッド2は、図2に示すように、ワークWをワーク保持孔24に仕込む前に、複数の位置決めピン6が、キャリア23とインターナルギア22、及び下定盤25に挟まれた空間に挿入される。そして、ワークWをワーク保持孔24に仕込む際、複数の位置決めピン6がキャリア23をサンギア21側に押しつけることができる。このキャリア23をサンギア21側へ押しつける動作で、サンギア21とキャリア23の隙間を、ほぼ無くすことができる(即ち、図2におけるx方向(下定盤25の中心方向)のキャリア位置が決まる)。
これに対し、本発明の自動ハンドリング装置は、図4に示すように、吸着ヘッド2に、キャリア23をサンギア21側へ押し当てた際、吸着ヘッド2の本体に対して可動部5が水平面内で移動し、全ての位置決めピン6がキャリア23を同じ位置、具体的には位置決めピン6がキャリア23の歯底に密着するよう、キャリア23の向きθに応じて、吸着ヘッド2の可動部5もθだけ傾くように移動することが可能である。
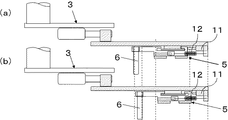
図5の(a)、(b)に示すように、吸着ヘッド2は旋回可能なアーム3に取り付けられており、このアーム3には第1のエアーシリンダー7による伸縮機能が付加されている。ワーク保持孔24からのワークWの取り出しは、アーム3が縮んだ状態で行われ、ワークWの仕込みはアーム3が伸びた状態で行われる。
また、吸着ヘッドの本体8には、一体構造となっている可動部5と位置決めピン6を、アーム3の根元方向へ滑り軸受け9の可動範囲で移動させる第2のエアーシリンダー11が配設されている。また、可動部5の可動領域の範囲において、可動部5をアーム3の先端方向で矯正保持できるように、吸着ヘッド2の先端側で、吸着ヘッド2の本体8と可動部5が、伸びた状態(バネ12がアーム3の先端方向に縮まる力を有した状態)のバネ12を介して接続されている。第2のエアーシリンダー11が伸びた状態では、可動部5は第2のエアーシリンダー11の先端に接触し、且つ、バネ12によりアーム3の先端方向に引っ張られることで、吸着ヘッドの本体8に対して固定される。また、第2のエアーシリンダー11が伸びていない状態、即ち第2のエアーシリンダー11により可動部5が固定されていない状態では、可動部5は、滑り軸受け9の範囲で移動することができる。
本発明の自動ハンドリング装置における、ステージ4は、吸着ヘッド2が、キャリア23のワーク保持孔24に搬入するワークWを吸着するとき、複数の位置決めピン6がキャリア23の位置及び向きを固定する際に、可動部5に保持されたワークWの中心とキャリア23のワーク保持孔24の中心とが一致する位置にワークWを載置できる機構を備えたものであることが好ましい。
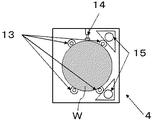
図8に示すように、ワーク保持孔24に搬入されるワークを載置しておくステージには、ワークのセンタリング機構が設けられ、そこに手動、もしくは自動で置かれたワークWの位置が常に同じになるようにしておくことができる。図8に示すステージ4では、複数のワーク支持部13の上に置かれたワークを、例えばエアーシリンダー等から構成されているプッシャー14が一方向へ押し、プッシャー14と反対側のワークを保持しているワーク支持部13とでワークWを固定することで、常に同じワークWの位置を得ている。
このステージ4上に旋回してきた吸着ヘッド2は、第2のエアーシリンダー11が伸びた状態で下降する。吸着ヘッド2の吸着面がワークWの表面の僅か上方に達した時点で下降を停止し、第2のエアーシリンダー11を縮める。第2のエアーシリンダー11から解放された可動部5は、バネ12の力により、アーム3の先端方向へ引っ張られ、複数の位置決めピン6は、位置決め穴15の内壁と完全に接触する。そしてワークWを吸着保持し、上昇した後にワーク仕込み位置へ旋回移動する。ここから前述のワーク仕込み動作で、キャリア23のワーク保持孔24にワークWは仕込まれる。
まず、ワークWを保持したキャリア23を、仕込み動作と同様に、ワーク仕込み位置で待機させる。次に、アーム3を旋回させることで、このワークWの上方に吸着ヘッド2を導入する。このとき、第1のエアーシリンダー7は縮んだ状態にしておくことができる。
ここで、第1のエアーシリンダー7が縮んだ状態であれば、仕込み動作の際と比較し、吸着ヘッド2はインターナルギア22側に位置することとなるが、依然ワークWの上方に位置する。この状態では吸着ヘッド2の可動部5は、バネ12に引っ張られただけの状態なので、第2のエアーシリンダー11を伸ばし、可動部5を固定する。このとき、図9に示すように、仕込み動作で使用した位置決めピン6は、インターナルギア22の外側に位置することとなる。
図1に示すような本発明の自動ハンドリング装置1を使用して、上述のワークの仕込み動作及び取り出し動作に従って、両面研磨装置20のキャリアのワーク保持孔へのシリコンウェーハの搬入及び両面研磨加工後のシリコンウェーハのワーク保持孔からの搬出を繰り返し行い、合計3000枚の直径300mmのシリコンウェーハの搬出入を行った。
この際、ステージは位置決め穴を有しており、該位置決め穴は可動部に保持されたシリコンウェーハの中心とワーク保持孔の中心とが一致する位置で、吸着ヘッドの可動部がワークを保持できるように調整されているものを使用した。
このように、本発明の自動ハンドリング装置であれば、高価な機器を使用することなく、安価に正確にワークを搬送、搬出できることが確認できた。
4…ステージ、 5…可動部、 6…位置決めピン、
7…第1のエアーシリンダー、 8…吸着ヘッドの本体、 9…滑り軸受け、
10…吸着パッド、 11…第2のエアーシリンダー、 12…バネ、
13…ワーク支持部、 14…プッシャー、 15…位置決め穴、
20…両面加工装置、 21…サンギア、 22…インターナルギア、
23…キャリア、 24…ワーク保持孔、 25…下定盤、
W…ワーク。
Claims (3)
- サンギアとインターナルギアに噛合して遊星歯車運動をするワーク保持用のキャリアを有するワークの両面加工装置において、前記キャリアのワーク保持孔にワークを搬入、または前記キャリアのワーク保持孔からワークを搬出する自動ハンドリング装置であって、
前記ワークを吸着保持する吸着ヘッド、該吸着ヘッドに接続され、当該吸着ヘッドを移動させるアーム、前記キャリアのワーク保持孔に搬送されるワークを載置しておくステージを具備し、
前記吸着ヘッドが、該吸着ヘッドの本体に対して水平面内で移動が可能な可動部を有し、
該可動部は前記ワークを吸着保持でき、かつ鉛直下方向に延伸された複数の位置決めピンを有するものであり、
前記複数の位置決めピンが、前記可動部で保持したワークを前記キャリアのワーク保持孔に仕込む際に、前記キャリアの外周におけるギアの歯底に密着して、前記可動部が水平面内で移動することで、前記キャリアを前記サンギア側に押しつけて、前記キャリアの位置及び向きを固定し、保持したワークを前記キャリアの保持孔内に搬入するものであることを特徴とする自動ハンドリング装置。 - 前記ステージは、前記複数の位置決めピンが前記キャリアの位置及び向きを固定する際に、前記可動部に保持された前記ワークの中心と前記キャリアのワーク保持孔の中心とが一致する位置に前記ワークを載置できる機構を備えたものであることを特徴とする請求項1に記載の自動ハンドリング装置。
- 前記ステージは、前記可動部が、前記ステージ上に載置されたワークを吸着保持する時に、前記複数の位置決めピンが挿入される複数の位置決め穴を有しており、
該複数の位置決め穴の位置は、前記複数の位置決めピンが挿入されたときに、前記可動部と前記ステージ上に載置されたワークとの相対位置が、前記複数の位置決めピンが前記キャリアの位置及び向きを固定する際に、前記可動部に保持された前記ワークの中心と前記ワーク保持孔の中心とが一致する位置で、前記可動部が前記ワークを保持できるように調整されているものであることを特徴とする請求項2に記載の自動ハンドリング装置。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014123518A JP6183301B2 (ja) | 2014-06-16 | 2014-06-16 | 自動ハンドリング装置 |
| PCT/JP2015/002425 WO2015194092A1 (ja) | 2014-06-16 | 2015-05-13 | 自動ハンドリング装置 |
| SG11201610298XA SG11201610298XA (en) | 2014-06-16 | 2015-05-13 | Automatic handling apparatus |
| CN201580028464.6A CN106660191B (zh) | 2014-06-16 | 2015-05-13 | 自动装卸装置 |
| DE112015002397.6T DE112015002397B4 (de) | 2014-06-16 | 2015-05-13 | Automatische Handhabungsvorrichtung |
| US15/314,982 US9931730B2 (en) | 2014-06-16 | 2015-05-13 | Automatic handling apparatus with positioning pins |
| KR1020167034602A KR102150406B1 (ko) | 2014-06-16 | 2015-05-13 | 자동 핸들링 장치 |
| TW104116735A TWI594841B (zh) | 2014-06-16 | 2015-05-26 | Automatic handling device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014123518A JP6183301B2 (ja) | 2014-06-16 | 2014-06-16 | 自動ハンドリング装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016002612A JP2016002612A (ja) | 2016-01-12 |
| JP2016002612A5 JP2016002612A5 (ja) | 2017-01-12 |
| JP6183301B2 true JP6183301B2 (ja) | 2017-08-23 |
Family
ID=54935108
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014123518A Active JP6183301B2 (ja) | 2014-06-16 | 2014-06-16 | 自動ハンドリング装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9931730B2 (ja) |
| JP (1) | JP6183301B2 (ja) |
| KR (1) | KR102150406B1 (ja) |
| CN (1) | CN106660191B (ja) |
| DE (1) | DE112015002397B4 (ja) |
| SG (1) | SG11201610298XA (ja) |
| TW (1) | TWI594841B (ja) |
| WO (1) | WO2015194092A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6922467B2 (ja) * | 2016-07-08 | 2021-08-18 | Agc株式会社 | 被処理部材の位置決め装置、処理装置、位置決め方法およびガラス板の製造方法 |
| CN108561532A (zh) * | 2018-04-28 | 2018-09-21 | 湖南宇晶机器股份有限公司 | 分体局部升降式齿圈结构 |
| CN108515450B (zh) * | 2018-06-08 | 2023-08-01 | 新乡日升数控轴承装备股份有限公司 | 用于研磨机上料的工装及研磨机的上料方法 |
| JP7162551B2 (ja) * | 2019-02-18 | 2022-10-28 | 株式会社ディスコ | 加工装置 |
| CN111136573B (zh) * | 2019-11-27 | 2021-12-03 | 常州市瑞得通讯科技有限公司 | 一种高稳定、低损耗陶瓷滤波器制备流水线 |
| KR102262418B1 (ko) * | 2020-03-05 | 2021-06-08 | 주식회사 클레버 | 이차전지 셀의 폴딩 공정용 이차전지 셀 이송 장치 |
| CN112103211B (zh) * | 2020-08-21 | 2024-03-12 | 大连佳峰自动化股份有限公司 | 多头芯片拾取绑定机构 |
| CN113427383A (zh) * | 2021-07-27 | 2021-09-24 | 成都市瑞研光科技有限公司 | 一种智能抛光机 |
| CN114834898A (zh) * | 2022-03-28 | 2022-08-02 | 中环领先半导体材料有限公司 | 磨片下料自动取片装置 |
| CN114800109A (zh) * | 2022-06-27 | 2022-07-29 | 苏州博宏源机械制造有限公司 | 双面抛光机及其抛光方法 |
| CN116000958B (zh) * | 2022-12-28 | 2024-07-19 | 力鼎智能装备(青岛)集团有限公司 | 一种手腕设备及夹取方法 |
| CN118875967B (zh) * | 2024-09-23 | 2024-12-13 | 北京特思迪半导体设备有限公司 | 一种游星轮外圈滚道装置以及外圈驱动系统 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5944186B2 (ja) * | 1982-06-11 | 1984-10-27 | スピ−ドフアム株式会社 | 平面研削装置 |
| JPS61241060A (ja) * | 1985-04-17 | 1986-10-27 | Supiide Fuamu Kk | 平面自動研磨装置 |
| JPS6368359A (ja) | 1986-09-10 | 1988-03-28 | Otani Reiji | ラツピングマシンのキヤリヤ単位ワ−ク同時装填及キヤリヤスライド心出し位置決め方法 |
| US5174067A (en) * | 1990-10-19 | 1992-12-29 | Shin-Etsu Handotai Co., Ltd. | Automatic wafer lapping apparatus |
| JPH11179649A (ja) * | 1997-12-16 | 1999-07-06 | Speedfam Co Ltd | ワークの取出方法及びワーク取出機構付き平面研磨装置 |
| JP2000042913A (ja) * | 1998-07-22 | 2000-02-15 | Fujikoshi Mach Corp | 両面研磨装置のワーク給排システム |
| JP4492155B2 (ja) * | 2004-02-27 | 2010-06-30 | 信越半導体株式会社 | 半導体ウエーハ用キャリアの保持孔検出装置及び検出方法並びに半導体ウエーハの研磨方法 |
| JP2008114342A (ja) * | 2006-11-06 | 2008-05-22 | Nakamura Tome Precision Ind Co Ltd | 基板加工機のワークローダ |
| JP4357551B2 (ja) * | 2007-08-21 | 2009-11-04 | 株式会社春近精密 | ワーク搬送装置のワーク搬送方法 |
| JP4621261B2 (ja) * | 2008-02-01 | 2011-01-26 | 株式会社住友金属ファインテック | 両面研摩装置 |
| JP5493633B2 (ja) * | 2009-09-18 | 2014-05-14 | 株式会社Sumco | 研磨方法及びその装置 |
| JP5872947B2 (ja) * | 2012-04-05 | 2016-03-01 | 光洋機械工業株式会社 | 両頭平面研削におけるワーク搬入出方法及び両頭平面研削盤 |
-
2014
- 2014-06-16 JP JP2014123518A patent/JP6183301B2/ja active Active
-
2015
- 2015-05-13 KR KR1020167034602A patent/KR102150406B1/ko active Active
- 2015-05-13 WO PCT/JP2015/002425 patent/WO2015194092A1/ja not_active Ceased
- 2015-05-13 US US15/314,982 patent/US9931730B2/en active Active
- 2015-05-13 CN CN201580028464.6A patent/CN106660191B/zh active Active
- 2015-05-13 SG SG11201610298XA patent/SG11201610298XA/en unknown
- 2015-05-13 DE DE112015002397.6T patent/DE112015002397B4/de active Active
- 2015-05-26 TW TW104116735A patent/TWI594841B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170018833A (ko) | 2017-02-20 |
| WO2015194092A1 (ja) | 2015-12-23 |
| DE112015002397T5 (de) | 2017-02-23 |
| CN106660191A (zh) | 2017-05-10 |
| SG11201610298XA (en) | 2017-01-27 |
| CN106660191B (zh) | 2018-06-29 |
| US9931730B2 (en) | 2018-04-03 |
| TWI594841B (zh) | 2017-08-11 |
| JP2016002612A (ja) | 2016-01-12 |
| KR102150406B1 (ko) | 2020-09-01 |
| DE112015002397B4 (de) | 2026-01-29 |
| US20170190019A1 (en) | 2017-07-06 |
| TW201600232A (zh) | 2016-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6183301B2 (ja) | 自動ハンドリング装置 | |
| TWI601193B (zh) | 多功能晶圓及膜片架操作系統 | |
| CN108028218B (zh) | 衬底搬送机器人及衬底处理系统 | |
| CN101959643B (zh) | 工件移送装置 | |
| JP2011135026A (ja) | ワークユニットの保持方法および保持機構 | |
| CN101375386A (zh) | 搬送装置和搬送方法 | |
| CN102646612A (zh) | 用于将尺寸不同的晶圆居中的可重构导销设计 | |
| WO2007088927A1 (ja) | 基板交換装置及び基板処理装置並びに基板検査装置 | |
| JP2014000654A (ja) | ロボットハンド | |
| JP6202962B2 (ja) | 切削装置 | |
| JP5866658B2 (ja) | 位置決め機構 | |
| JP4570037B2 (ja) | 基板搬送システム | |
| JP2006019544A (ja) | 基板移載装置および基板搬送システム | |
| CN116984974A (zh) | 一种可调式晶圆装卸台 | |
| CN114473847B (zh) | 一种旋转式晶圆交互系统 | |
| JP7236527B2 (ja) | ワークの保持装置、及び、ワークの保持方法 | |
| WO2015040915A1 (ja) | 搬入出装置および搬入出方法 | |
| TW202310133A (zh) | 框架單元的搬送準備方法 | |
| JP2013158841A (ja) | 加工装置 | |
| JP4947675B1 (ja) | 研磨システム | |
| JP7708585B2 (ja) | ピックアップ方法、及び、ピックアップ装置 | |
| JP6573168B2 (ja) | 板ガラスの製造方法及び製造装置 | |
| JP2011161546A (ja) | 研削装置 | |
| CN115178844A (zh) | 一种电阻焊零件的上下件自动化装置及包含其的电阻焊装置 | |
| CN120228638A (zh) | 一种双面抛光设备的上片装置及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6183301 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |