JP6139580B2 - 太陽電池モジュール及びその製造方法 - Google Patents
太陽電池モジュール及びその製造方法 Download PDFInfo
- Publication number
- JP6139580B2 JP6139580B2 JP2015032998A JP2015032998A JP6139580B2 JP 6139580 B2 JP6139580 B2 JP 6139580B2 JP 2015032998 A JP2015032998 A JP 2015032998A JP 2015032998 A JP2015032998 A JP 2015032998A JP 6139580 B2 JP6139580 B2 JP 6139580B2
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- heat treatment
- conductive
- maximum temperature
- cell module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 102
- 238000010438 heat treatment Methods 0.000 claims description 191
- 238000000034 method Methods 0.000 claims description 166
- 239000000758 substrate Substances 0.000 claims description 125
- 239000004065 semiconductor Substances 0.000 claims description 115
- 239000000853 adhesive Substances 0.000 claims description 85
- 230000001070 adhesive effect Effects 0.000 claims description 85
- 230000015572 biosynthetic process Effects 0.000 claims description 79
- 238000002844 melting Methods 0.000 claims description 47
- 230000008018 melting Effects 0.000 claims description 47
- 238000005304 joining Methods 0.000 claims description 27
- 239000002184 metal Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000003566 sealing material Substances 0.000 claims description 6
- 238000003475 lamination Methods 0.000 claims description 4
- 239000007769 metal material Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 50
- 239000000463 material Substances 0.000 description 21
- 229920005989 resin Polymers 0.000 description 16
- 239000011347 resin Substances 0.000 description 16
- 229910000679 solder Inorganic materials 0.000 description 12
- 238000010586 diagram Methods 0.000 description 7
- 239000004020 conductor Substances 0.000 description 6
- 230000005684 electric field Effects 0.000 description 6
- 238000010030 laminating Methods 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 239000012535 impurity Substances 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 239000002313 adhesive film Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 239000002923 metal particle Substances 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 229910021419 crystalline silicon Inorganic materials 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000002210 silicon-based material Substances 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229910007116 SnPb Inorganic materials 0.000 description 1
- 229910021417 amorphous silicon Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- -1 for example Polymers 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000012321 sodium triacetoxyborohydride Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images






























Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/90—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers
- H10F19/902—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells
- H10F19/904—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells characterised by the shapes of the structures
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F10/00—Individual photovoltaic cells, e.g. solar cells
- H10F10/10—Individual photovoltaic cells, e.g. solar cells having potential barriers
- H10F10/14—Photovoltaic cells having only PN homojunction potential barriers
- H10F10/146—Back-junction photovoltaic cells, e.g. having interdigitated base-emitter regions on the back side
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/90—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers
- H10F19/902—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/90—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers
- H10F19/902—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells
- H10F19/908—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers for series or parallel connection of photovoltaic cells for back-contact photovoltaic cells
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F71/00—Manufacture or treatment of devices covered by this subclass
- H10F71/137—Batch treatment of the devices
- H10F71/1375—Apparatus for automatic interconnection of photovoltaic cells in a module
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F77/00—Constructional details of devices covered by this subclass
- H10F77/20—Electrodes
- H10F77/206—Electrodes for devices having potential barriers
- H10F77/211—Electrodes for devices having potential barriers for photovoltaic cells
- H10F77/219—Arrangements for electrodes of back-contact photovoltaic cells
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F77/00—Constructional details of devices covered by this subclass
- H10F77/93—Interconnections
- H10F77/933—Interconnections for devices having potential barriers
- H10F77/935—Interconnections for devices having potential barriers for photovoltaic devices or modules
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
- Y02E10/547—Monocrystalline silicon PV cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Photovoltaic Devices (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
Description
〔先行技術文献〕
〔特許文献〕
〔特許文献1〕国際公開第2005/122283号
以下では、添付した図面を参考にして本発明の実施の形態について本発明が属する技術分野において通常の知識を有する者が容易に実施できるように詳細に説明する。しかし、本発明は、さまざまな形で実現することができ、ここで説明する実施の形態に限定されない。そして図面で本発明を明確に説明するために説明と関係ない部分は省略し、明細書全体を通じて類似の部分には同様の符号を付与した。
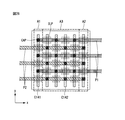
121 エミッタ部
130 反射防止膜
172 背面電界部
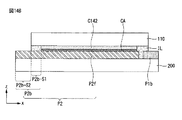
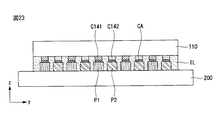
200 絶縁性部材
BS 背面シート
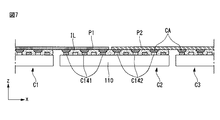
C1 第1太陽電池
C2 第2太陽電池
C3 第3太陽電池
C141 第1電極
C142 第2電極
CA 導電性接着材
EC1 第1封止剤
EC2 第2封止材
FG 前面透明基板
IC インターコネクタ
IL 絶縁層
ILP 絶縁性ペースト
P1 第1導電性配線
P2 第2導電性配線
Claims (19)
- 半導体基板の背面に互いに並行に第1方向に延長して形成される複数の第1電極と複数の第2電極を備えた複数の背面接合型太陽電池を準備する段階と、
前記太陽電池の第1、第2電極と交差する第2方向の第1ラインに沿って前記第1電極の上には部分的に導電性接着剤を形成し、前記第2電極の上には部分的に絶縁層をそれぞれ形成し、前記第1ラインと前記第1方向に離隔された前記第2方向の第2ラインに沿って前記第1電極の上には部分的に前記絶縁層を形成し、前記第2電極の上には部分的に導電性接着剤を形成する段階と、
前記第1ラインに沿って長く、複数の第1導電性配線を前記太陽電池の背面に配置して、前記第1電極の内、少なくとも一部に固定し、前記第2電極とは絶縁し、前記第2ラインに沿って長く、複数の第2導電性配線を前記太陽電池の背面に配置して、前記第2電極の内、少なくとも一部に固定し、前記第1電極とは絶縁する固定段階と、
前記複数の太陽電池の内、互いに隣接する第1太陽電池に固定された前記第1導電性配線と第2太陽電池に固定された前記第2導電性配線を前記第1太陽電池と前記第2太陽電池の間に離隔されて前記第1方向に長く配置されたインターコネクタに共通に接続してストリングを形成するストリング形成段階と、
前記第1電極及び第2電極のそれぞれが、前記第1導電性配線と第2導電性配線のそれぞれに、前記導電性接着剤で電気的に接続されるように熱処理する接続段階とを含み、
前記ストリング形成段階の熱処理の最高温度は、前記接続段階の熱処理の最高温度より高い、太陽電池モジュールの製造方法。 - 前記接続段階は、前記ストリングを前面透明基板と背面シートとの間に配置して、封止材で密封するラミネート工程と同時に行われる、請求項1に記載の太陽電池モジュールの製造方法。
- 前記複数の第1電極と前記第1導電性配線が交差する複数の第1接続ポイントと、前記複数の第2電極と前記第2導電性配線が交差する複数の第2接続ポイントが位置し、
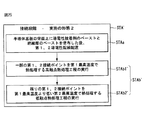
前記複数の第1接続ポイントと前記複数の第2接続ポイントの内、少なくとも一部を前記固定段階において第1最高温度で熱処理し、前記第1最高温度と異なる第2最高温度で前記接続段階で前記複数の第1接続ポイントと前記複数の第2接続ポイントを熱処理する、請求項1に記載の太陽電池モジュールの製造方法。 - 前記固定段階は、
前記複数の第1接続ポイントのうちの少なくとも一部の第1接続ポイントと前記複数の第2接続ポイントのうちの少なくとも一部の第2接続ポイントを前記第1最高温度で熱処理する仮接合工程を含み、
前記接続段階は、前記少なくとも一部の第1、2接続ポイントを含む前記複数の第1、2接続ポイントのすべてを前記第1最高温度より高い第2最高温度で熱処理する本接合工程を含む、請求項3に記載の太陽電池モジュールの製造方法。 - 前記仮接合工程の前記第1最高温度は70℃〜150℃の間であり、
前記本接合工程の前記第2最高温度は、前記第1最高温度より高い範囲の中で140℃〜400℃の間である、請求項4に記載の太陽電池モジュールの製造方法。 - 前記固定段階は、
前記複数の第1接続ポイントのうち一部の第1接続ポイントと前記複数の第2接続ポイントのうち一部の第2接続ポイントを前記第1最高温度で熱処理する高融点熱処理工程を含み、
前記接続段階は、前記複数の第1、2接続ポイントのうち、残りの部分の第1、2接続ポイントを前記第1最高温度より低い第2最高温度で熱処理する低融点熱処理工程を含む、請求項3に記載の太陽電池モジュールの製造方法。 - 前記高融点熱処理工程の前記第1最高温度は150℃〜400℃の間であり、
前記低融点熱処理工程の前記第2最高温度は、前記第1最高温度より低い範囲の中で140℃〜180℃の間である、請求項6に記載の太陽電池モジュールの製造方法。 - 前記第1、2導電性配線のそれぞれは、前記第1方向に長く伸びた複数の導電性ワイヤまたは導電性リボンで形成される、請求項1に記載の太陽電池モジュールの製造方法。
- 前記接続段階の熱処理工程の最高温度は、前記ストリング形成段階の熱処理工程の最高温度と異なる、請求項1に記載の太陽電池モジュールの製造方法。
- 前記接続段階の熱処理工程の最高温度は140℃〜400℃の間であり、前記ストリング形成段階の熱処理工程の最高温度は140℃〜400℃の間の範囲で、前記接続段階の熱処理工程の最高温度と異なる、請求項9に記載の太陽電池モジュールの製造方法。
- 前記ストリング形成段階の熱処理工程の最高温度は、前記接続段階の熱処理工程の最高温度より高い、請求項10に記載の太陽電池モジュールの製造方法。
- 前記接続段階の熱処理工程の最高温度は140℃〜180℃の間であり、
前記ストリング形成段階の熱処理工程の最高温度は、接続段階の熱処理工程の最高温度より高い範囲で150℃〜300℃の間である、請求項11に記載の太陽電池モジュールの製造方法。 - 前記ストリング形成段階の熱処理工程の最高温度は240℃〜280℃の間である、請求項11に記載の太陽電池モジュールの製造方法。
- 前記ストリング形成段階の熱処理工程は、仮接合工程と、前記仮接合工程より高い最高温度で熱処理する本接合工程を含み、
前記ストリング形成段階での仮接合工程の最高温度は80℃〜100℃の間であり、前記ストリングの形成段階での本接合工程の最高温度は170℃〜190℃の間である、請求項10に記載の太陽電池モジュールの製造方法。 - 互いに隣り合う2つのストリングを互に接続するために、熱処理工程を実行して、前記第1方向と交差する第2方向に長く伸びているボシンリボン(bussing ribbon)に前記第1方向に長く形成されたいずれか1つのストリングの終端に位置する最後の太陽電池に接続された前記第1導電性配線と、いずれか1つのストリングと隣接して前記第1方向に長く形成されたストリングの終端に位置する最後の太陽電池に接続された第2導電性配線を接続させるストリング接続段階とをさらに含み、
前記ストリング接続段階の熱処理工程の最高温度は、前記ストリング形成段階の熱処理工程の最高温度と異なる、請求項1に記載の太陽電池モジュールの製造方法。 - 前記ストリング接続段階の熱処理工程の最高温度と前記ストリング形成段階の熱処理工程の最高温度は140℃〜400℃の間の範囲で互いに異なる、請求項15に記載の太陽電池モジュールの製造方法。
- 半導体基板の背面に互いに並行に第1方向に延長して形成される複数の第1電極と複数の第2電極を備えた複数の背面接合型太陽電池を準備する段階と、
前記各太陽電池に備えられた前記それぞれの第1電極及び第2電極上に導電性接着剤を形成する段階と、
前記第1電極と第2電極との間に絶縁層を形成する段階と、
前記複数の太陽電池の内、第1太陽電池に備えられた前記複数の第1電極のそれぞれに第1導電性配線を仮接合して、前記第1太陽電池と隣接した第2太陽電池に備えられた前記複数の第2電極のそれぞれに第2第2導電性配線を仮接合する段階と、
前記第1導電性配線と第2導電性配線を前記第1太陽電池と第2太陽電池の間に配置されたインターコネクタに電気的に接続してストリングを形成する段階と、
前記第1電極及び第2電極を前記導電性接着剤によって前記第1導電性配線と第2導電性配線と電気的に接続させる接合段階とを含み、
前記ストリングを形成する段階の最高温度が前記接合段階の最高温度と異なる、太陽電池モジュールの製造方法。 - 前記ストリングを形成する段階の最高温度は、前記接合段階の最高温度より高い、請求項17に記載の太陽電池モジュールの製造方法。
- 前記第1導電性配線と第2導電性配線は、絶縁性部材の上の金属層で形成され、前記インターコネクタは、導電性金属材質で形成される、請求項17に記載の太陽電池モジュールの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2014-0021563 | 2014-02-24 | ||
| KR1020140021563A KR102175893B1 (ko) | 2014-02-24 | 2014-02-24 | 태양 전지 모듈의 제조 방법 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016206741A Division JP6306662B2 (ja) | 2014-02-24 | 2016-10-21 | 太陽電池モジュール及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015159286A JP2015159286A (ja) | 2015-09-03 |
| JP6139580B2 true JP6139580B2 (ja) | 2017-05-31 |
Family
ID=52577601
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015032998A Active JP6139580B2 (ja) | 2014-02-24 | 2015-02-23 | 太陽電池モジュール及びその製造方法 |
| JP2016206741A Active JP6306662B2 (ja) | 2014-02-24 | 2016-10-21 | 太陽電池モジュール及びその製造方法 |
| JP2018042097A Active JP6538907B2 (ja) | 2014-02-24 | 2018-03-08 | 太陽電池モジュール及びその製造方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016206741A Active JP6306662B2 (ja) | 2014-02-24 | 2016-10-21 | 太陽電池モジュール及びその製造方法 |
| JP2018042097A Active JP6538907B2 (ja) | 2014-02-24 | 2018-03-08 | 太陽電池モジュール及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (3) | US9553226B2 (ja) |
| EP (2) | EP3200241B1 (ja) |
| JP (3) | JP6139580B2 (ja) |
| KR (1) | KR102175893B1 (ja) |
| CN (1) | CN104868012B (ja) |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150100146A (ko) * | 2014-02-24 | 2015-09-02 | 엘지전자 주식회사 | 태양 전지 모듈 |
| RU2016150513A (ru) * | 2014-06-11 | 2018-07-11 | Син-Эцу Кемикал Ко., Лтд. | Солнечный элемент и способ его изготовления |
| EP2958152B1 (en) * | 2014-06-18 | 2021-04-21 | LG Electronics Inc. | Solar cell module |
| JP6199839B2 (ja) | 2014-09-30 | 2017-09-20 | 信越化学工業株式会社 | 太陽電池及びその製造方法 |
| JP6665166B2 (ja) * | 2015-03-31 | 2020-03-13 | 株式会社カネカ | 太陽電池モジュールおよびその製造方法 |
| KR20170028548A (ko) * | 2015-09-04 | 2017-03-14 | 엘지전자 주식회사 | 태양 전지 모듈 |
| JP6307131B2 (ja) | 2015-09-08 | 2018-04-04 | エルジー エレクトロニクス インコーポレイティド | 太陽電池モジュール及びその製造方法 |
| KR101656622B1 (ko) * | 2015-09-08 | 2016-09-22 | 엘지전자 주식회사 | 태양 전지 모듈 및 그 제조 방법 |
| KR101661859B1 (ko) * | 2015-09-09 | 2016-09-30 | 엘지전자 주식회사 | 태양 전지 모듈 및 그 제조 방법 |
| KR101747339B1 (ko) * | 2015-09-15 | 2017-06-14 | 엘지전자 주식회사 | 태양 전지 모듈 |
| CN105140329A (zh) * | 2015-09-18 | 2015-12-09 | 友达光电股份有限公司 | 太阳能电池模块及其制作方法 |
| EP3163630B1 (en) | 2015-10-08 | 2024-02-21 | Shangrao Xinyuan YueDong Technology Development Co. Ltd | Solar cell module |
| KR101714778B1 (ko) * | 2015-12-29 | 2017-03-09 | 엘지전자 주식회사 | 태양 전지 모듈 |
| KR20180000070A (ko) * | 2016-06-22 | 2018-01-02 | 현대중공업그린에너지 주식회사 | 후면접합 양면수광형 태양전지 및 그 제조방법 |
| KR20180001203A (ko) * | 2016-06-27 | 2018-01-04 | 현대중공업그린에너지 주식회사 | 태양전지 모듈 |
| CN106010321B (zh) * | 2016-08-10 | 2019-07-02 | 苏州赛伍应用技术股份有限公司 | 一种导电性粘结胶膜 |
| CN106169513A (zh) * | 2016-08-17 | 2016-11-30 | 泰州中来光电科技有限公司 | 一种背接触太阳能电池组件及其制备方法和系统 |
| KR101816164B1 (ko) * | 2016-09-22 | 2018-01-08 | 엘지전자 주식회사 | 태양전지 모듈 |
| WO2018070636A1 (ko) * | 2016-10-13 | 2018-04-19 | 현대중공업그린에너지 주식회사 | 태양전지 모듈 |
| CN109891599B (zh) * | 2016-10-25 | 2022-09-23 | 信越化学工业株式会社 | 高光电变换效率太阳能电池及高光电变换效率太阳能电池的制造方法 |
| KR102622743B1 (ko) | 2017-02-13 | 2024-01-10 | 상라오 신위안 웨동 테크놀러지 디벨롭먼트 컴퍼니, 리미티드 | 태양전지 및 태양전지 모듈 |
| KR102361177B1 (ko) * | 2017-03-07 | 2022-02-11 | 엘지전자 주식회사 | 태양전지 모듈 및 그 제조 방법 |
| CN110603649B (zh) * | 2017-05-10 | 2024-04-26 | 夏普株式会社 | 光电转换装置以及具备其的太阳能电池组件 |
| CN107195702A (zh) * | 2017-05-19 | 2017-09-22 | 晶澳(扬州)太阳能科技有限公司 | 一种新型无栅线全背接触太阳能电池片 |
| JP6741626B2 (ja) * | 2017-06-26 | 2020-08-19 | 信越化学工業株式会社 | 高効率裏面電極型太陽電池及びその製造方法 |
| JP7146805B2 (ja) * | 2017-12-04 | 2022-10-04 | 株式会社カネカ | 太陽電池およびその太陽電池を備えた電子機器 |
| KR101911844B1 (ko) * | 2017-12-20 | 2018-10-26 | 엘지전자 주식회사 | 태양 전지 모듈 |
| CN108269873B (zh) * | 2017-12-30 | 2019-06-11 | 英利能源(中国)有限公司 | Ibc太阳能电池及其制备方法 |
| CN111640812B (zh) * | 2017-12-30 | 2023-02-28 | 苏州阿特斯阳光电力科技有限公司 | 光伏组件 |
| EP3754729B8 (en) | 2018-02-14 | 2024-01-24 | Shangrao Xinyuan YueDong Technology Development Co. Ltd | Solar cell module comprising perovskite solar cell and manufacturing method thereof |
| KR102524021B1 (ko) * | 2018-02-14 | 2023-04-21 | 상라오 징코 솔라 테크놀러지 디벨롭먼트 컴퍼니, 리미티드 | 정렬이 우수한 태양 전지 모듈 및 그 제조 방법 |
| WO2019191689A1 (en) * | 2018-03-29 | 2019-10-03 | Sunpower Corporation | Wire-based metallization and stringing for solar cells |
| JP7176265B2 (ja) * | 2018-07-18 | 2022-11-22 | セイコーエプソン株式会社 | 裏面電極型光電変換素子、光電変換モジュールおよび電子機器 |
| KR102576589B1 (ko) * | 2018-09-05 | 2023-09-08 | 상라오 징코 솔라 테크놀러지 디벨롭먼트 컴퍼니, 리미티드 | 태양 전지 및 이를 포함하는 태양 전지 패널 |
| US11581843B2 (en) * | 2018-09-14 | 2023-02-14 | Tesla, Inc. | Solar roof tile free of back encapsulant layer |
| JP7203546B2 (ja) * | 2018-09-25 | 2023-01-13 | シャープ株式会社 | 太陽電池モジュール |
| KR101975586B1 (ko) * | 2018-10-17 | 2019-08-28 | 엘지전자 주식회사 | 태양 전지 모듈 |
| WO2020121694A1 (ja) * | 2018-12-12 | 2020-06-18 | 株式会社カネカ | 太陽電池デバイスおよび太陽電池モジュール |
| CN109713074A (zh) * | 2018-12-27 | 2019-05-03 | 浙江晶科能源有限公司 | 一种基于ibc电池的电池串 |
| EP3947159A4 (en) | 2019-03-22 | 2022-12-21 | Northrop Grumman Systems Corporation | SOLAR PANEL MODULE |
| JP2020161515A (ja) * | 2019-03-25 | 2020-10-01 | セイコーエプソン株式会社 | 光電変換モジュール、電子時計、電子機器および光電変換モジュールの製造方法 |
| JPWO2021020465A1 (ja) | 2019-07-31 | 2021-02-04 | ||
| EP3817070B1 (en) | 2019-10-31 | 2023-06-28 | CSEM Centre Suisse D'electronique Et De Microtechnique SA | Method of manufacturing a photovoltaic device |
| MX2023013029A (es) * | 2021-05-06 | 2023-11-16 | GAF Energy LLC | Modulo fotovoltaico con bordes perimetrales transparentes. |
| WO2023283248A1 (en) * | 2021-07-06 | 2023-01-12 | GAF Energy LLC | Jumper module for photovoltaic systems |
| CN115207148A (zh) * | 2022-03-28 | 2022-10-18 | 晶科能源(海宁)有限公司 | 光伏组件及制备方法 |
| CN115050850B (zh) * | 2022-07-13 | 2024-07-09 | 晶澳(扬州)新能源有限公司 | 一种电池串、光伏组件以及制备方法 |
| CN117352567A (zh) * | 2023-09-28 | 2024-01-05 | 浙江晶科能源有限公司 | 太阳能电池及光伏组件 |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62223276A (ja) * | 1986-03-25 | 1987-10-01 | Matsushita Electric Works Ltd | プリント回路用絶縁膜材料 |
| US6337522B1 (en) * | 1997-07-10 | 2002-01-08 | International Business Machines Corporation | Structure employing electrically conductive adhesives |
| US6476314B2 (en) | 2001-03-20 | 2002-11-05 | The Boeing Company | Solar tile and associated method for fabricating the same |
| JP4061525B2 (ja) * | 2001-10-01 | 2008-03-19 | 富士電機ホールディングス株式会社 | 太陽電池モジュールの製造方法 |
| US7390961B2 (en) | 2004-06-04 | 2008-06-24 | Sunpower Corporation | Interconnection of solar cells in a solar cell module |
| FR2877144B1 (fr) | 2004-10-22 | 2006-12-08 | Solarforce Soc Par Actions Sim | Structure multicouche monolithique pour la connexion de cellules a semi-conducteur |
| JP2007149871A (ja) * | 2005-11-25 | 2007-06-14 | Sharp Corp | インターコネクタ、インターコネクタの接続方法、太陽電池ストリング、太陽電池ストリングの製造方法および太陽電池モジュール |
| US8049099B2 (en) * | 2006-03-01 | 2011-11-01 | Sanyo Electric Co., Ltd. | Solar cell and solar cell module including the same |
| US8198712B2 (en) * | 2006-06-07 | 2012-06-12 | International Rectifier Corporation | Hermetically sealed semiconductor device module |
| JP5121181B2 (ja) * | 2006-07-28 | 2013-01-16 | 三洋電機株式会社 | 光起電力素子及びその製造方法 |
| US20080216887A1 (en) | 2006-12-22 | 2008-09-11 | Advent Solar, Inc. | Interconnect Technologies for Back Contact Solar Cells and Modules |
| EP2109149A4 (en) * | 2007-01-25 | 2011-04-20 | Sharp Kk | SOLAR BATTERY CELL, SOLAR BATTERY ARRAY, SOLAR BATTERY MODULE AND METHOD FOR PRODUCING A SOLAR BATTERY ARRAY |
| TWI438916B (zh) * | 2007-07-13 | 2014-05-21 | Sanyo Electric Co | 太陽電池模組之製造方法 |
| JP5093821B2 (ja) * | 2007-08-23 | 2012-12-12 | シャープ株式会社 | 配線基板付き裏面接合型太陽電池、太陽電池ストリングおよび太陽電池モジュール |
| JP5252472B2 (ja) * | 2007-09-28 | 2013-07-31 | シャープ株式会社 | 太陽電池、太陽電池の製造方法、太陽電池モジュールの製造方法および太陽電池モジュール |
| JP2009206366A (ja) * | 2008-02-28 | 2009-09-10 | Sanyo Electric Co Ltd | 太陽電池モジュール |
| JP5089456B2 (ja) | 2008-03-26 | 2012-12-05 | 三洋電機株式会社 | 圧着装置及び太陽電池モジュールの製造方法 |
| WO2010011855A2 (en) * | 2008-07-23 | 2010-01-28 | University Of Louisville Research Foundation, Inc. | Device and method to prevent hip fractures |
| NL2001958C (en) | 2008-09-05 | 2010-03-15 | Stichting Energie | Method of monolithic photo-voltaic module assembly. |
| JP5203176B2 (ja) * | 2008-12-26 | 2013-06-05 | シャープ株式会社 | 配線シート、配線シート付き太陽電池セルおよび太陽電池モジュール |
| US20110272006A1 (en) * | 2009-01-16 | 2011-11-10 | Yasushi Sainoo | Solar cell module and method for manufacturing solar cell module |
| KR20110135881A (ko) * | 2009-04-08 | 2011-12-19 | 샤프 가부시키가이샤 | 배선 시트, 배선 시트 부착 태양 전지 셀, 태양 전지 모듈, 및 배선 시트 부착 태양 전지 셀의 제조 방법 |
| JP4885331B2 (ja) | 2009-04-16 | 2012-02-29 | 有限会社エコ&エンジニアリング | 太陽電池素子の接続方法および矯正方法並びにこれらの装置 |
| JP2010258158A (ja) * | 2009-04-23 | 2010-11-11 | Sharp Corp | 配線シート、配線シート付き太陽電池セルおよび太陽電池モジュール |
| KR101358928B1 (ko) * | 2009-06-02 | 2014-02-06 | 무라다기카이가부시끼가이샤 | 반송차 시스템 |
| JP2011003724A (ja) * | 2009-06-18 | 2011-01-06 | Sanyo Electric Co Ltd | 太陽電池モジュール |
| EP2450959B1 (en) * | 2009-06-29 | 2013-08-14 | Sharp Kabushiki Kaisha | Wiring sheet, solar cell with wiring sheet, solar cell module and wiring sheet roll |
| KR20120031302A (ko) * | 2009-07-02 | 2012-04-02 | 샤프 가부시키가이샤 | 배선 시트가 부착된 태양 전지 셀, 태양 전지 모듈 및 배선 시트가 부착된 태양 전지 셀의 제조 방법 |
| WO2011011855A1 (en) | 2009-07-31 | 2011-02-03 | Day4 Energy Inc. | Method for interconnecting back contact solar cells and photovoltaic module employing same |
| JP5046308B2 (ja) * | 2009-10-09 | 2012-10-10 | シャープ株式会社 | 配線シート、配線シート付き太陽電池セル、太陽電池モジュールおよび配線シートロール |
| JP2011088165A (ja) | 2009-10-20 | 2011-05-06 | Nisshinbo Mechatronics Inc | ハンダ付け装置及びハンダ付け方法 |
| JP2012009503A (ja) * | 2010-06-22 | 2012-01-12 | Sharp Corp | 配線シート、それを備えた裏面電極型太陽電池モジュール、および、裏面電極型太陽電池モジュールのリペア方法 |
| JP2012064871A (ja) * | 2010-09-17 | 2012-03-29 | Nippon Avionics Co Ltd | 太陽電池用接続部材の接続方法および接続装置 |
| JP4944240B1 (ja) * | 2010-11-30 | 2012-05-30 | シャープ株式会社 | 裏面電極型太陽電池セル、配線シート付き裏面電極型太陽電池セル、太陽電池モジュール、配線シート付き裏面電極型太陽電池セルの製造方法および太陽電池モジュールの製造方法 |
| JP5231515B2 (ja) * | 2010-12-17 | 2013-07-10 | シャープ株式会社 | 太陽電池の製造方法 |
| JP2012138533A (ja) * | 2010-12-28 | 2012-07-19 | Sharp Corp | 太陽電池ストリング、および太陽電池モジュール |
| US9837572B2 (en) | 2011-01-27 | 2017-12-05 | Hitachi Chemical Company, Ltd. | Solar cell module and method of manufacturing thereof |
| JP2012204442A (ja) * | 2011-03-24 | 2012-10-22 | Sanyo Electric Co Ltd | 太陽電池モジュールの製造方法 |
| KR20120108723A (ko) * | 2011-03-25 | 2012-10-05 | 삼성전기주식회사 | 태양전지모듈 및 그 제조방법 |
| KR101254564B1 (ko) | 2011-05-18 | 2013-04-19 | 엘지전자 주식회사 | 태양 전지 모듈 |
| KR101157768B1 (ko) * | 2011-05-25 | 2012-06-25 | 현대중공업 주식회사 | 후면전극형 태양전지 모듈 |
| KR101732633B1 (ko) | 2011-05-26 | 2017-05-04 | 엘지전자 주식회사 | 태양전지 모듈 |
| US9010616B2 (en) * | 2011-05-31 | 2015-04-21 | Indium Corporation | Low void solder joint for multiple reflow applications |
| NL2006966C2 (en) | 2011-06-17 | 2012-12-18 | Stichting Energie | Photovoltaic system and connector for a photovoltaic cell with interdigitated contacts. |
| KR101282943B1 (ko) * | 2011-09-29 | 2013-07-08 | 엘지전자 주식회사 | 태양전지 모듈 |
| US9490376B2 (en) * | 2011-09-29 | 2016-11-08 | Lg Electronics Inc. | Solar cell module |
| WO2013085829A1 (en) * | 2011-12-08 | 2013-06-13 | Dow Global Technologies Llc | Method of forming a photovoltaic cell |
| JP2013143426A (ja) | 2012-01-10 | 2013-07-22 | Nitto Denko Corp | 導電性接着シートおよび太陽電池モジュール |
| EP2624303A1 (en) * | 2012-01-31 | 2013-08-07 | Samsung SDI Co., Ltd. | Solar cell module and fabrication method thereof |
| JP2013165248A (ja) | 2012-02-13 | 2013-08-22 | Nippon Avionics Co Ltd | 太陽電池モジュール製造方法および製造装置 |
| JP5894470B2 (ja) | 2012-03-09 | 2016-03-30 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| US9293635B2 (en) * | 2012-03-19 | 2016-03-22 | Rec Solar Pte. Ltd. | Back junction back contact solar cell module and method of manufacturing the same |
| CN102723380A (zh) * | 2012-06-08 | 2012-10-10 | 苏州阿特斯阳光电力科技有限公司 | 一种背接触太阳能电池组件 |
-
2014
- 2014-02-24 KR KR1020140021563A patent/KR102175893B1/ko active IP Right Grant
-
2015
- 2015-02-23 US US14/629,114 patent/US9553226B2/en active Active
- 2015-02-23 JP JP2015032998A patent/JP6139580B2/ja active Active
- 2015-02-23 EP EP17161577.6A patent/EP3200241B1/en active Active
- 2015-02-23 EP EP15000516.3A patent/EP2911206B1/en active Active
- 2015-02-25 CN CN201510166096.3A patent/CN104868012B/zh active Active
-
2016
- 2016-10-21 JP JP2016206741A patent/JP6306662B2/ja active Active
- 2016-12-20 US US15/385,237 patent/US10475944B2/en active Active
-
2018
- 2018-03-08 JP JP2018042097A patent/JP6538907B2/ja active Active
-
2019
- 2019-10-09 US US16/597,105 patent/US11538952B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2911206B1 (en) | 2020-06-17 |
| EP3200241A1 (en) | 2017-08-02 |
| JP6538907B2 (ja) | 2019-07-03 |
| CN104868012B (zh) | 2018-02-02 |
| US20150243818A1 (en) | 2015-08-27 |
| JP6306662B2 (ja) | 2018-04-04 |
| KR102175893B1 (ko) | 2020-11-06 |
| EP2911206A2 (en) | 2015-08-26 |
| JP2015159286A (ja) | 2015-09-03 |
| KR20150100145A (ko) | 2015-09-02 |
| US10475944B2 (en) | 2019-11-12 |
| JP2017011318A (ja) | 2017-01-12 |
| US11538952B2 (en) | 2022-12-27 |
| US9553226B2 (en) | 2017-01-24 |
| EP3200241C0 (en) | 2023-06-07 |
| EP2911206A3 (en) | 2015-11-25 |
| US20200044105A1 (en) | 2020-02-06 |
| EP3200241B1 (en) | 2023-06-07 |
| CN104868012A (zh) | 2015-08-26 |
| JP2018113463A (ja) | 2018-07-19 |
| US20170104119A1 (en) | 2017-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6306662B2 (ja) | 太陽電池モジュール及びその製造方法 | |
| JP6139581B2 (ja) | 太陽電池モジュール | |
| JP6307131B2 (ja) | 太陽電池モジュール及びその製造方法 | |
| US20170288081A1 (en) | Photovoltaic module | |
| CN102365755A (zh) | 布线板、带布线板的太阳能电池单元、太阳能电池模块以及带布线板的太阳能电池单元的制造方法 | |
| KR20160001227A (ko) | 태양 전지 모듈 | |
| KR102298437B1 (ko) | 태양 전지 모듈 | |
| JP6185449B2 (ja) | 太陽電池及びその製造方法 | |
| JP5631661B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP6877897B2 (ja) | 太陽電池モジュール | |
| JP2024037993A (ja) | 太陽電池パネルの製造方法 | |
| KR102316782B1 (ko) | 태양 전지 모듈 및 그 제조 방법 | |
| KR102303464B1 (ko) | 배선 기판 제조 방법 및 태양 전지 모듈의 제조 방법 | |
| WO2016052041A1 (ja) | 配線シート付き裏面電極型太陽電池セル | |
| KR20150086119A (ko) | 태양 전지 모듈 | |
| JP6047389B2 (ja) | 太陽電池およびその製造方法 | |
| KR102132941B1 (ko) | 태양 전지 및 태양 전지 모듈 | |
| KR20160016303A (ko) | 태양 전지 모듈 | |
| KR20150145147A (ko) | 태양 전지 모듈의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160405 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161021 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20161028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170328 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6139580 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |