JP6065168B1 - チタン薄板およびその製造方法 - Google Patents
チタン薄板およびその製造方法 Download PDFInfo
- Publication number
- JP6065168B1 JP6065168B1 JP2016546118A JP2016546118A JP6065168B1 JP 6065168 B1 JP6065168 B1 JP 6065168B1 JP 2016546118 A JP2016546118 A JP 2016546118A JP 2016546118 A JP2016546118 A JP 2016546118A JP 6065168 B1 JP6065168 B1 JP 6065168B1
- Authority
- JP
- Japan
- Prior art keywords
- titanium
- temperature
- annealing
- chemical composition
- thin plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010936 titanium Substances 0.000 title claims abstract description 107
- 229910052719 titanium Inorganic materials 0.000 title claims abstract description 84
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 title claims abstract description 71
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 239000013078 crystal Substances 0.000 claims abstract description 51
- 239000000203 mixture Substances 0.000 claims abstract description 38
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 38
- 229910052802 copper Inorganic materials 0.000 claims abstract description 37
- 239000000126 substance Substances 0.000 claims abstract description 35
- 229910000765 intermetallic Inorganic materials 0.000 claims abstract description 23
- 229910052742 iron Inorganic materials 0.000 claims abstract description 10
- 239000012535 impurity Substances 0.000 claims abstract description 9
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 8
- 238000000137 annealing Methods 0.000 claims description 70
- 239000000463 material Substances 0.000 claims description 14
- 238000001816 cooling Methods 0.000 claims description 11
- 238000005482 strain hardening Methods 0.000 claims description 5
- 238000005554 pickling Methods 0.000 claims description 4
- 229910052760 oxygen Inorganic materials 0.000 abstract description 8
- 150000003608 titanium Chemical class 0.000 abstract 1
- 239000010949 copper Substances 0.000 description 83
- 229910045601 alloy Inorganic materials 0.000 description 16
- 239000000956 alloy Substances 0.000 description 16
- 238000001556 precipitation Methods 0.000 description 15
- 238000000034 method Methods 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 13
- 230000007423 decrease Effects 0.000 description 13
- 229910001069 Ti alloy Inorganic materials 0.000 description 11
- 238000007792 addition Methods 0.000 description 11
- 239000006104 solid solution Substances 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 239000002245 particle Substances 0.000 description 10
- 238000005728 strengthening Methods 0.000 description 10
- 238000005096 rolling process Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 238000005097 cold rolling Methods 0.000 description 5
- 230000004913 activation Effects 0.000 description 4
- 238000005098 hot rolling Methods 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 229910004696 Ti—Cu—Ni Inorganic materials 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910018054 Ni-Cu Inorganic materials 0.000 description 2
- 229910018481 Ni—Cu Inorganic materials 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000011437 continuous method Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000000611 regression analysis Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/086—Heat exchange elements made from metals or metal alloys from titanium or titanium alloys
Abstract
Description
[A]質量%で、
Cu:0.1〜1.0%、
Ni:0.01〜0.20%、
Fe:0.01〜0.10%、
O:0.01〜0.10%、
Cr:0〜0.20%、
残部:Tiおよび不可避的不純物であり、
0.04≦0.3Cu+Ni≦0.44%を満足する化学組成を有し、
α相の平均結晶粒径が15μm以上であり、
Cuおよび/またはNiとTiとの金属間化合物が2.0体積%以下である、
チタン薄板。
(伸び)[%]≧−0.12×(0.2%耐力)[MPa]+73・・・(1)
前記仕上げ焼鈍を、前記化学組成が、0.1%≦Cu≦0.8%のとき、または、0.8%<Cu≦1.0%かつ0.01≦Ni≦0.09%のときには下記(2)式を満たす温度T(℃)で行い、下記(2)式の左辺値以下400℃以上の温度域における滞留時間が60秒以下となるように冷却し、
0.8%<Cu≦1.0%かつ0.09%<Ni≦0.20のときには下記(3)式を満たす温度T(℃)で行い、下記(3)式の左辺値以下400℃以上の温度域における滞留時間が60秒以下となるように冷却する、
上記[A]〜[C]のいずれかのチタン薄板の製造方法。
210[Ni%]+665≦T≦890−340[Ni%]−15[Cu%]−800[Fe%]−200[Cr%]・・・(2)
−0.0037[Ni%]−4+735≦T≦890−340[Ni%]−15[Cu%]−800[Fe%]−200[Cr%]・・・(3)
ただし、(2)式および(3)式中、[Ni%]、[Cu%]、[Fe%]および[Cr%]は、各々チタン板中のNi、Cu、FeおよびCrの含有量(質量%)を表す。
(1)本発明の化学組成が得られるまでの経緯
本発明者らは、表1、表2における化学組成のチタン材を用いて検討を行った。

(2)化学組成
・Cu:0.1〜1.0%
Cuはα相中への固溶限が最大で約2%と広いが、過剰添加では単相組織であっても粒成長が著しく抑制される。また、著しい偏析を生じる可能性が高くなるため、上限値を1.0%とする。好ましくは0.95%以下、より好ましくは0.92%以下、さらに好ましくは0.90%以下、特に好ましくは0.87%以下、最も好ましくは0.85%以下である。一方、含有量が少ないと高強度化の効果が小さい。下限値を0.10%とする。好ましくは0.20%以上、より好ましくは0.25%以上、さらに好ましくは0.30以上、特に好ましくは0.50%以上である。
Niは粒成長を促進する効果がある。しかし、α相中への固溶限が小さいため、過剰添加ではCuと同様に粒成長を阻害する。上限値を0.20%とする。好ましくは0.18%以下、より好ましくは0.15%以下、さらに好ましくは0.12%以下である。一方、粒成長の促進、高強度化の効果を発揮するため、下限値を0.01%とする。好ましくは0.03%以上、より好ましくは0.05%以上である。
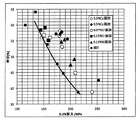
図2のようにNiおよびCuの含有量の増加によってTi2Cuなどの析出開始温度が高温化しており、これらの過剰添加は結晶粒成長の阻害だけでなく、析出による固溶量の低下から、期待される強化量が得られなくなる。また、一般に、固溶強化は元素の個数比(at%)の平方根に比例するため、強化量よりも結晶粒成長を阻害するリスクの方が高くなる。このような理由から、CuとNiの含有量の総和を制限する必要がある。
(6)式中、[Cu%]、[Ni%]はそれぞれ、チタン板中のCu、Niの含有量(質量%)を表わす。
Feは過剰添加によりβ相を安定化させるとともに焼鈍時の粒成長の妨げになる。上限値を0.10%以下とする。好ましくは0.08%以下、より好ましくは0.07%以下、さらに好ましくは0.06%以下である。ただし、工業的には不可避的に含有されるため、下限値を0.01%とする。
Oは過剰添加により双晶変形の発現が抑制される。上限値を0.10%とする。好ましくは0.09%以下であり、より好ましくは0.08%以下であり、さらに好ましくは0.075%以下であり、特に好ましくは0.07%以下である。ただし、工業的には不可避的に含有されるため、下限値を0.01%とする。ただし、少なすぎると強度が低下するため、好ましくは0.03%以上であり、より好ましくは0.04%以上であり、さらに好ましくは0.05%である。
Crは、比較的粒成長を妨げないので、0.20%を上限として含有させてもよい。粒成長を妨げないようにするため、Crの含有量は0.01以上とすることが好ましい。
上記以外の残部はTiおよび不可避的不純物である。チタン薄板の製造では、リサイクル推進の観点から、スクラップ原料を使用することがある。このため、チタン薄板には、種々の不純物元素が混入する。このため、不純物元素の含有量を一義的に定めることは困難である。したがって、本発明における不純物とは、本発明の作用効果を阻害しない量で含有される元素を意味する。このような不可避的不純物としては、たとえばN:0.03%以下、C:0.03%以下が挙げられる。
純チタンもしくはチタン低合金において、加工硬化率を高くすることが加工性の向上に有効である。チタン材の加工硬化率の向上には双晶変形の活性化が重要となる。双晶変形によって導入される双晶境界は結晶粒界と同様に転位運動の障害となるためである。このような理由から、加工性改善には双晶変形の活性化、つまりは結晶粒の粗大化が重要である。しかし、双晶変形は結晶粒径以外にも、化学組成などその他の影響因子が存在するため、双晶変形の活性化の程度を評価する方が望ましい。そこで、双晶変形の活性化度を表わす指標として、双晶発生頻度を定義する。双晶発生頻度は「圧延方向に平行な方向に5%の引張変形(弾性変形+塑性変形)を加えた後に除荷し、圧延方向と垂直な方向の断面で観察される組織に存在する結晶粒1個あたりの変形双晶数(本数)の平均」である。
α相の平均結晶粒径が小さいと、双晶変形が抑制されるために延性を確保することができない。十分な延性を確保するため、平均結晶粒径は15μm以上とする。好ましくは20μm以上であり、より好ましくは25μm以上であり、さらに好ましくは30μm以上であり、特に好ましくは35μm以上であり、最も好ましくは40μm以上である。特に、酸素濃度が0.01〜0.05%という低濃度の場合には、α相の平均結晶粒径が15〜50μmであることが好ましい。この場合、特に耐力と伸びのバランスに優れる。
Cuおよび/またはNiとTiとの金属間化合物は、高濃度のCu,Niを含有しており、固溶強化量が減少するため、抑制される必要がある。そのため、Cuおよび/またはNiとTiとの金属間化合物は2.0体積%以下とする。より望ましくは1.5体積%以下であり、さらに望ましくは1.0体積%以下である。最も望ましいのは金属間化合物が存在しない状態(すなわち、0体積%)である。
本発明のチタン板は、伸びが42.0%以上の範囲において、下記(1)式を満たす機械特性を有する。
(伸び)[%]≧−0.12×(0.2%耐力)[MPa]+73・・・(1)
本発明では特に板熱交換器のような用途に利用する。本発明において、「薄板」とは、0.3〜1.5mm程度の板厚であればよい。
(1)熱間圧延、焼鈍、冷間圧延
本発明における熱間圧延に供する母材は真空アーク溶解(VAR)もしくは電子ビーム溶解(EBR)にて製造する。得られた鋳塊は必要であれば表面の切削などを行い、800〜1100℃程度に加熱して熱間加工を行う。熱間加工は熱間鍛造、熱間圧延(分塊圧延も含む)をさす。必要に応じて表面切削などを行い、800〜1100℃程度の温度範囲に加熱し、圧下率50%以上の熱間圧延を行い、熱延板を製造する。その後、熱延板を600〜850℃の範囲で焼鈍し、従来と同様の酸洗処理を行い、スケールを除去し、圧延率が50〜95%の冷間加工を行い0.3〜1.5mmの冷延板を製造する。
前述のように製造した冷延板に仕上げ焼鈍を行う。従来では、バッチ式と連続式のいずれかで焼鈍が行われており、バッチ式ではコイルとして巻き取った状態で焼鈍するため、接合する可能性がある。そのため、バッチ式では連続式よりも低温で行う必要があるがチタン板同士の接合を回避するために750℃未満で行う必要がある。そのため、焼鈍温度が750℃未満であれば、連続式での焼鈍でなくてもよい。連続式では焼鈍時間が短くなるため、焼鈍温度を高くし、粒成長を促進する必要がある。ここで、本発明者らは、焼鈍温度を以下のように決定した。
Cu≦0.8%のとき、もしくは0.8%<Cu≦1%かつNi≦0.09%のとき、
210[Ni%]+665<T≦890−340[Ni%]−15[Cu%]−800[Fe%]・・・(A)
0.8%<Cu≦1%かつ0.09%<Niのとき、
−0.0037[Ni%]−4+735<T≦890−340[Ni%]−15[Cu%]−800[Fe%]・・・(B)
(A)式および(B)式中、[Ni%]、[Cu%]および[Fe%]は、各々チタン板中のNi、CuおよびFeの含有量(質量%)を表す。
Cu≦0.8%のとき、もしくは0.8%<Cu≦1%かつNi≦0.09%のとき、
210[Ni%]+665≦T≦890−340[Ni%]−15[Cu%]−800[Fe%]−200[Cr%]・・・(C)
0.8%<Cu≦1%かつ0.09%<Niのとき、
−0.0037[Ni%]−4+735≦T≦890−340[Ni%]−15[Cu%]−800[Fe%]−200[Cr%]・・・(D)
(C)式および(D)式中、[Ni%]、[Cu%]、[Fe%]および[Cr%]は、各々チタン板中のNi、Cu、FeおよびCrの含有量(質量%)を表す。
Claims (4)
- 質量%で、
Cu:0.1〜1.0%、
Ni:0.01〜0.20%、
Fe:0.01〜0.10%、
O:0.01〜0.10%、
Cr:0〜0.20%、
残部:Tiおよび不可避的不純物であり、
0.04≦0.3Cu+Ni≦0.44%を満足する化学組成を有し、
α相の平均結晶粒径が15μm以上であり、
Cuおよび/またはNiとTiとの金属間化合物が2.0体積%以下である、
チタン薄板。 - 伸び[%]が42%以上で、かつ下記(1)式を満たす、請求項1に記載のチタン薄板。
(伸び)[%]≧−0.12×(0.2%耐力)[MPa]+73・・・(1) - 前記化学組成が、質量%で、
Cr:0.01〜0.20%を含有する、請求項1または2に記載のチタン薄板。 - チタン材に熱間加工、酸洗、冷間加工、および、仕上げ焼鈍を行うチタン薄板の製造方法であって、
前記仕上げ焼鈍を、前記化学組成が、0.1%≦Cu≦0.8%のとき、または、0.8%<Cu≦1.0%かつ0.01≦Ni≦0.09%のときには下記(2)式を満たす温度T(℃)で行い、下記(2)式の左辺値以下400℃以上の温度域における滞留時間が60秒以下となるように冷却し、
0.8%<Cu≦1.0%かつ0.09%<Ni≦0.20のときには下記(3)式を満たす温度T(℃)で行い、下記(3)式の左辺値以下400℃以上の温度域における滞留時間が60秒以下となるように冷却する、
請求項1から3までのいずれかに記載のチタン薄板の製造方法。
210[Ni%]+665≦T≦890−340[Ni%]−15[Cu%]−800[Fe%]−200[Cr%]・・・(2)
−0.0037[Ni%]−4+735≦T≦890−340[Ni%]−15[Cu%]−800[Fe%]−200[Cr%]・・・(3)
ただし、(2)式および(3)式中、[Ni%]、[Cu%]、[Fe%]および[Cr%]は、各々チタン板中のNi、Cu、FeおよびCrの含有量(質量%)を表す。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015040550 | 2015-03-02 | ||
| JP2015040550 | 2015-03-02 | ||
| PCT/JP2016/056313 WO2016140231A1 (ja) | 2015-03-02 | 2016-03-01 | チタン薄板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6065168B1 true JP6065168B1 (ja) | 2017-01-25 |
| JPWO2016140231A1 JPWO2016140231A1 (ja) | 2017-04-27 |
Family
ID=56848180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016546118A Active JP6065168B1 (ja) | 2015-03-02 | 2016-03-01 | チタン薄板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10480050B2 (ja) |
| EP (1) | EP3266887A4 (ja) |
| JP (1) | JP6065168B1 (ja) |
| KR (1) | KR101973887B1 (ja) |
| CN (1) | CN107429329B (ja) |
| WO (1) | WO2016140231A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6844706B2 (ja) | 2017-08-31 | 2021-03-17 | 日本製鉄株式会社 | チタン板 |
| WO2020213715A1 (ja) * | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | チタン板および銅箔製造ドラム |
| CN113710825B (zh) * | 2019-04-17 | 2022-07-26 | 日本制铁株式会社 | 钛板、钛轧卷和铜箔制造滚筒 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010236067A (ja) * | 2009-03-31 | 2010-10-21 | Kobe Steel Ltd | プレス成形性と強度のバランスに優れたチタン合金板 |
| JP2012057200A (ja) * | 2010-09-07 | 2012-03-22 | Nippon Steel Corp | 圧延幅方向の剛性に優れたチタン板及びその製造方法 |
| JP2012158776A (ja) * | 2011-01-28 | 2012-08-23 | Kobe Steel Ltd | プレス成形性と強度のバランスに優れた純チタン板 |
| JP2014012881A (ja) * | 2012-06-07 | 2014-01-23 | Kobe Steel Ltd | チタン板およびその製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5942539B2 (ja) | 1977-08-24 | 1984-10-16 | 株式会社日立製作所 | 無停電電源装置 |
| JP2000096165A (ja) * | 1998-09-25 | 2000-04-04 | Sumitomo Metal Ind Ltd | 抗菌性および耐生物付着性に優れたTi合金およびその製造方法 |
| JP2001226734A (ja) | 2000-02-15 | 2001-08-21 | Chokoon Zairyo Kenkyusho:Kk | ニオブ基複合材料およびその製造方法 |
| JP4094395B2 (ja) | 2002-04-10 | 2008-06-04 | 新日本製鐵株式会社 | 電解Cu箔製造ドラム用チタン板およびその製造方法 |
| JP4304425B2 (ja) * | 2002-12-05 | 2009-07-29 | 住友金属工業株式会社 | 冷間圧延チタン合金板および冷間圧延チタン合金板の製造方法 |
| JP4088183B2 (ja) | 2003-01-31 | 2008-05-21 | 株式会社神戸製鋼所 | 成形性に優れたチタン板及びその製造方法 |
| JP4061211B2 (ja) | 2003-02-20 | 2008-03-12 | 新日本製鐵株式会社 | 電解銅箔製造用カソード電極に用いるチタン合金及びその製造方法 |
| JP4486530B2 (ja) | 2004-03-19 | 2010-06-23 | 新日本製鐵株式会社 | 冷間加工性に優れる耐熱チタン合金板およびその製造方法 |
| JP4157893B2 (ja) | 2006-03-30 | 2008-10-01 | 株式会社神戸製鋼所 | 耐高温酸化性に優れた表面処理チタン材およびエンジン排気管 |
| JP4157891B2 (ja) | 2006-03-30 | 2008-10-01 | 株式会社神戸製鋼所 | 耐高温酸化性に優れたチタン合金およびエンジン排気管 |
| JP5298368B2 (ja) | 2008-07-28 | 2013-09-25 | 株式会社神戸製鋼所 | 高強度かつ成形性に優れたチタン合金板とその製造方法 |
| JP5365266B2 (ja) | 2009-03-05 | 2013-12-11 | 新日鐵住金株式会社 | プレス成形性に優れたチタン合金薄板およびその製造方法 |
| JP5435333B2 (ja) * | 2009-04-22 | 2014-03-05 | 新日鐵住金株式会社 | α+β型チタン合金薄板の製造方法及びα+β型チタン合金薄板コイルの製造方法 |
| JP5379752B2 (ja) * | 2010-06-29 | 2013-12-25 | 株式会社神戸製鋼所 | 耐粒界腐食性に優れたチタン合金 |
| US20120076686A1 (en) * | 2010-09-23 | 2012-03-29 | Ati Properties, Inc. | High strength alpha/beta titanium alloy |
| JP6085211B2 (ja) * | 2012-06-04 | 2017-02-22 | 株式会社神戸製鋼所 | スケール付着抑制性と成形性に優れたチタン合金材およびその製造方法、ならびに熱交換器または海水蒸発器 |
| KR20130137553A (ko) * | 2012-06-07 | 2013-12-17 | 가부시키가이샤 고베 세이코쇼 | 티탄판 및 그 제조 방법 |
| US9957836B2 (en) | 2012-07-19 | 2018-05-01 | Rti International Metals, Inc. | Titanium alloy having good oxidation resistance and high strength at elevated temperatures |
-
2016
- 2016-03-01 WO PCT/JP2016/056313 patent/WO2016140231A1/ja active Application Filing
- 2016-03-01 JP JP2016546118A patent/JP6065168B1/ja active Active
- 2016-03-01 KR KR1020177027784A patent/KR101973887B1/ko active IP Right Grant
- 2016-03-01 US US15/553,635 patent/US10480050B2/en active Active
- 2016-03-01 EP EP16758924.1A patent/EP3266887A4/en not_active Withdrawn
- 2016-03-01 CN CN201680013388.6A patent/CN107429329B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010236067A (ja) * | 2009-03-31 | 2010-10-21 | Kobe Steel Ltd | プレス成形性と強度のバランスに優れたチタン合金板 |
| JP2012057200A (ja) * | 2010-09-07 | 2012-03-22 | Nippon Steel Corp | 圧延幅方向の剛性に優れたチタン板及びその製造方法 |
| JP2012158776A (ja) * | 2011-01-28 | 2012-08-23 | Kobe Steel Ltd | プレス成形性と強度のバランスに優れた純チタン板 |
| JP2014012881A (ja) * | 2012-06-07 | 2014-01-23 | Kobe Steel Ltd | チタン板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3266887A1 (en) | 2018-01-10 |
| EP3266887A4 (en) | 2018-07-18 |
| CN107429329A (zh) | 2017-12-01 |
| US10480050B2 (en) | 2019-11-19 |
| WO2016140231A1 (ja) | 2016-09-09 |
| US20180245185A1 (en) | 2018-08-30 |
| JPWO2016140231A1 (ja) | 2017-04-27 |
| KR20170120183A (ko) | 2017-10-30 |
| CN107429329B (zh) | 2019-03-01 |
| KR101973887B1 (ko) | 2019-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6104164B2 (ja) | 高強度および延性アルファ/ベータチタン合金 | |
| US10913242B2 (en) | Titanium material for hot rolling | |
| JP7221988B2 (ja) | 高強度チタン合金 | |
| JP4939741B2 (ja) | nearβ型チタン合金 | |
| CN111826550B (zh) | 一种中等强度耐硝酸腐蚀钛合金 | |
| WO2012032610A1 (ja) | チタン材 | |
| JP6756736B2 (ja) | 高温用途のためのβチタン合金シート | |
| JP6065168B1 (ja) | チタン薄板およびその製造方法 | |
| KR20230085948A (ko) | 내크리프성 티타늄 합금 | |
| JP2015040340A (ja) | 成形加工用アルミニウム合金板及びその製造方法 | |
| CN114990382B (zh) | 一种超低间隙相变诱导塑性亚稳β钛合金及其制备方法 | |
| JPWO2019043882A1 (ja) | チタン板 | |
| JPH06264202A (ja) | 高強度銅合金の製造方法 | |
| KR20200041630A (ko) | 고엔트로피 합금 및 그 제조방법 | |
| KR102332018B1 (ko) | 고온용 타이타늄 합금 및 그 제조방법 | |
| EP3480326A1 (en) | Aluminum alloy sheet having excellent ridging resistance and hem bendability and production method for same | |
| JP5382518B2 (ja) | チタン材 | |
| JP2017057473A (ja) | α+β型チタン合金板およびその製造方法 | |
| US2899303A (en) | Alpha titanium alloys containing | |
| TW202022126A (zh) | 鎳基沃斯田鐵系合金及其製造方法 | |
| KR101967910B1 (ko) | 상온 성형성이 우수한 고강도 티타늄 합금 및 그 제조방법 | |
| TW201718884A (zh) | 鎳基合金及其製造方法 | |
| JP2023040457A (ja) | チタン合金板およびその製造方法 | |
| JP2022024243A (ja) | β型チタン合金 | |
| JP6345016B2 (ja) | 熱間成形用アルミニウム合金板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161205 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6065168 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |