JP6039384B2 - 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 - Google Patents
金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 Download PDFInfo
- Publication number
- JP6039384B2 JP6039384B2 JP2012258822A JP2012258822A JP6039384B2 JP 6039384 B2 JP6039384 B2 JP 6039384B2 JP 2012258822 A JP2012258822 A JP 2012258822A JP 2012258822 A JP2012258822 A JP 2012258822A JP 6039384 B2 JP6039384 B2 JP 6039384B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- weight
- resin composition
- parts
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
しかしながら、従来一般的に用いられている射出成形などの加工方法では金型腐食問題が発生しない樹脂組成物においても、かかる製造方法、特に発泡成形、更に詳しくは、超臨界流体を溶融樹脂に添加し発泡させる物理発泡方式を用いた発泡成形方法を採用することにより、金型腐食の問題が生じている。
本発明の好適な態様の1つは、(2)(A)アクリロニトリル系成分とスチレン系成分とを共重合成分として含むスチレン系熱可塑性樹脂(A成分)を含有することを特徴とする上記構成(1)の超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(3)A成分がポリブタジエンなどのジエン系ゴムを共重合成分として含むスチレン系熱可塑性樹脂であることを特徴とする上記構成(2)の超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(4)A成分100重量部に対し、(B)芳香族ポリカーボネート系樹脂(B成分)5〜1900重量部を含有する上記構成(2)〜(3)のいずれかの超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(5)A成分とB成分との合計100重量部に対し、(C)A成分以外の衝撃改質剤(C成分)0.1〜50重量部を含有する上記構成(2)〜(4)のいずれかの超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(6)A成分とB成分との合計100重量部に対し、(D)難燃剤(D成分)1〜300重量部を含有する上記構成(2)〜(5)のいずれかの超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(7)A成分とB成分との合計100重量部に対し、(E)フィブリル形成能を有する含フッ素滴下防止剤(E成分)0.05〜50重量部を含有する上記構成(2)〜(6)のいずれかの超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(8)超臨界発泡成形に使用される超臨界流体が窒素である上記構成(1)〜(7)のいずれかの超臨界発泡成形用スチレン系熱可塑性樹脂組成物である。
本発明の好適な態様の1つは、(9)上記構成(1)〜(8)のいずれかの超臨界発泡成形用スチレン系熱可塑性樹脂組成物からなる発泡成形品である。
本発明の好適な態様の1つは、(10)軽量化率が3%以上である事務機、家庭用電化製品、電気電子機器、車両に用いられる部品である上記構成(9)の発泡成形品である。
本発明は、(11)樹脂組成物中に存在するアニオン量が5ppm以下であるスチレン系熱可塑性樹脂組成物を使用することにより、超臨界発泡成形における金型の腐食を防止する方法である。
<A成分について>
本発明で使用するA成分は、アクリロニトリル系成分とスチレン系成分とを共重合成分として含むスチレン系熱可塑性樹脂である。さらに、ポリブタジエンなどのジエン系ゴム、エチレン・プロピレン系ゴム、アクリル系ゴム、及びポリオルガノシロキサンゴム成分とポリアルキル(メタ)アクリレートゴム成分とが分離できないように相互に絡み合った構造を有している複合ゴム(以下IPN型ゴム)を含有することが好ましく、特にポリブタジエンなどのジエン系ゴムを含有することが好ましい。
還元粘度(ηsp/C)={(t/t0)−1}/0.5
還元粘度が0.2dl/gより小さいと衝撃が低下し、1.0dl/gを越えると流動性が悪くなる場合がある。
またグラフトされたシアン化ビニル化合物及び芳香族ビニル化合物の割合はジエン系ゴム成分に対して、グラフト率(重量%)で表して20〜200%が好ましく、より好ましくは20〜70%のものである。
スチレン系樹脂に含まれるアニオン量は、樹脂1gを塩化メチレン100mlに溶解させた後、水20mlを加え、水層溶解成分についてイオンクロマト測定することにより定量される。
本発明の樹脂組成物は、B成分として芳香族ポリカーボネート樹脂を含有することが好ましい。この芳香族ポリカーボネート樹脂の含有により、衝撃強度の改善が可能であり、良好な難燃性も発現可能となる。
ηsp/c=[η]+0.45×[η]2c(但し[η]は極限粘度)
[η]=1.23×10−4M0.83
c=0.7
(1)該ポリカーボネートを構成する二価フェノール成分100モル%中、4,4’−(m−フェニレンジイソプロピリデン)ジフェノール(以下“BPM”と略称)成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(以下“BCF”と略称)成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
(2)該ポリカーボネートを構成する二価フェノール成分100モル%中、ビスフェノールA成分が10〜95モル%(より好適には50〜90モル%、さらに好適には60〜85モル%)であり、かつBCF成分が5〜90モル%(より好適には10〜50モル%、さらに好適には15〜40モル%)である共重合ポリカーボネート。
(3)該ポリカーボネートを構成する二価フェノール成分100モル%中、BPM成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。これらの特殊なポリカーボネートは、単独で用いてもよく、2種以上を適宜混合して使用してもよい。また、これらを汎用されているビスフェノールA型のポリカーボネートと混合して使用することもできる。これらの特殊なポリカーボネートの製法及び特性については、例えば、特開平6−172508号公報、特開平8−27370号公報、特開2001−55435号公報及び特開2002−117580号公報等に詳しく記載されている。さらにポリオルガノシロキサン単位を共重合した、ポリカーボネート−ポリオルガノシロキサン共重合体の使用も可能である。
B成分の含有量は、A成分100重量部に対して、5〜1900重量部であることが好ましく、より好ましくは100〜1000重量部、さらに好ましくは200〜600重量部である。B成分の含有量が5重量部未満では所望の衝撃強度を得られない場合があり、逆に1900重量部を超えると成形時の流動性が不十分となるため好ましくない。
本発明で用いられるC成分はA成分以外の衝撃改質剤である。例えば、メチルメタクリレート・ブタジエン・スチレン共重合体(MBS樹脂)、シリコーン・アクリル複合ゴム系グラフト共重合体などのコア−シェル型グラフト共重合体樹脂、あるいはシリコン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマーなどの熱可塑性エラストマーが挙げられる。C成分の含有量は、A成分とB成分との合計100重量部に対し、0.1〜50重量部が好ましく、より好ましくは1〜30重量部であり、さらに好ましくは3〜20重量部である。C成分の含有量が0.1重量部未満では所望の衝撃強度が得られない場合があり、逆に50重量部を超えると難燃性が不十分となる場合がある。
本発明の樹脂組成物は、D成分として難燃剤を含有することが好ましい。かかる難燃剤としては、特に限定するものではなく、ハロゲン系難燃剤、リン系難燃剤、塩系難燃剤、シリコン系難燃剤などの樹脂用難燃剤が使用可能であるが、その中でも、環境性能と難燃性能のバランスに優れたリン系難燃剤、特に有機リン酸エステル化合物が好ましい。

本発明の樹脂組成物は、E成分としてフィブリル形成能を有する含フッ素滴下防止剤を含有することが好ましい。この含フッ素滴下防止剤の含有により、成形品の物性を損なうことなく、良好な難燃性を達成することができる。
本発明の樹脂組成物には本発明の効果を発揮する範囲において、その他の熱可塑性樹脂や充填材、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、発泡剤、染顔料、難燃助剤等を配合することも出来る。
本発明の樹脂組成物に含まれるアニオン量は5ppm以下であり、好ましくは3ppn以下、より好ましくは1ppm以下である。アニオン含有量が5ppmを超えた樹脂組成物を用いて超臨界発泡成形を行った場合、使用金型が腐食する。ここで、アニオンとしては具体的には塩化物イオン、硫酸イオン、硝酸イオン等が挙げられる。また、樹脂組成物中のアニオン量は、樹脂組成物1gを塩化メチレン100mlに溶解させた後、水20mlを加え、水層溶解成分についてイオンクロマト測定することにより定量される。また、アニオン量を低減させる方法としては、スチレン系樹脂、衝撃改質剤の製造において、水もしくは有機溶媒による洗浄を長時間に渡って行うことなどが挙げられる。
本発明の樹脂組成物は、上記各成分を同時に、または任意の順序でタンブラー、V型ブレンダー、ナウターミキサー、バンバリーミキサー、混練ロール、押出機等の混合機により混合して製造することができる。好ましくは2軸押出機による溶融混練が好ましく、必要に応じて、任意の成分をサイドフィーダー等を用いて第2供給口より、溶融混合された他の成分中に供給することが好ましい。
該樹脂組成物は、スクリュー中間部にチェックリング(以下中間リングと記載する)、先端3点セットと中間リングの間に超臨界ガスの注入口、および外部機器として超臨界ガス発生および注入装置を設置した、射出成形機において、ホッパー口からペレットを投入し、成形機スクリューの搬送ゾーン、圧縮ゾーンで加熱溶融させた後、計量ゾーン部分の加熱筒に具備された専用のガス注入口より窒素または二酸化炭素の超臨界ガスを導入することにより、超臨界発泡成形を行う。かかる超臨界発泡成形においては、金型コントロール側において必要に応じて、射出圧縮成形、射出プレス成型、コアバック成形を採用することで、前記超臨界ガスの注入量だけでなく、その発泡倍率を制御することが可能である。また金型のランナーはコールドランナー方式およびホットランナー方式のいずれも選択することが可能であるが、後者のホットランナー方式の方が発泡倍率を制御しやすい点では好ましい。更に、成形機のノズルは、オープンノズル、シャットオフバルブいずれも使用可能であるが、金型にシャットオフ機能がない場合には後者のシャットオフバルブが好ましい。
本発明の成形品には、各種の表面処理を行うことが可能である。表面処理としては、ハードコート、撥水・撥油コート、親水性コート、帯電防止コート、紫外線吸収コート、赤外線吸収コート、並びにメタライジング(蒸着など)などの各種の表面処理を行うことができる。表面処理方法としては、液剤のコーティングの他、蒸着法、溶射法、およびメッキ法が挙げられる。蒸着法としては物理蒸着法および化学蒸着法のいずれも使用できる。物理蒸着法としては真空蒸着法、スパッタリング、およびイオンプレーティングが例示される。化学蒸着(CVD)法としては、熱CVD法、プラズマCVD法、および光CVD法などが例示される。
また、本発明の成形品の外観に意匠性を持たせるため、各種のインサート成形が可能であり、フィルムインサート成形、インモールド成形などが例示される。
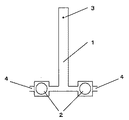
Trexell製 超臨界ガス注入装置 SII−TRJ−10−A−MPD(使用ガス:窒素)を具備した日本製鋼所(株)製 射出成形機 J140AD−110H、および図1および2に示した腐食評価用金型および腐食評価用入れ子を使用し、表1に記載のシリンダー温度、金型温度にて、発泡成形または超臨界ガスを注入しない条件での一般成形を200ショット連続成形したあと、図1における符号2で示す腐食評価用入れ子を金型から抜き取り、該入れ子を設定温度65℃、湿度85%の恒温恒湿槽にて30分間の処理をした後の錆の発生状況を目視で判定した。なお、評価は以下のように行った。◎または○の評価であることが必要である。
◎:特に変化なし
○:わずかに腐食あるいはヤニ状付着物が認められる。(入れ子表面積の10%未満)
△:腐食が認められる。(入れ子表面積の10%〜30%未満)
×:腐食が顕著に認められる。(入れ子表面積の30%以上)
(判定が困難な場合は◎〜○のような判定を可能とした)
尚、発泡成形は上記超臨界ガス注入装置から、成形機シリンダーに設けられた注入口より超臨界状態の窒素を注入し、加熱溶融された樹脂組成物と均一に混合されたものをキャビティー内に射出注入する方法で実施した。
樹脂組成物1gを塩化メチレン100mlに溶解させた後、水20mlを加え、振とうさせた。その後しばらく静置させ、水層を回収し、イオンクロマト測定を実施した。イオンクロマト測定には日本ダイオネクス株式会社製DIONEX ICS−1100を用いた。
MIRAGE社製電子比重計 MD−200S(商品名)を用いて、上記腐食試験において発泡成形により成形した成形品および超臨界ガスを注入しない条件での一般成形により成形した成形品の比重を測定し、下記式により算出した。
軽量化率(%)=100×{(一般成形品比重)−(発泡成形品比重)}/(一般成形品比重)
表1に記載成分のうち、独立供給可能あるいは独立供給することにより安定して押出し可能な成分(例えばABS樹脂のようなペレット形状の成分)を除いたB成分、C成分、D成分、F成分、及びその他の成分をV型ブレンダーにて混合して混合物を作成した。スクリュー径30mmのベント式二軸押出機[(株)日本製鋼所TEX30α−38.5BW−3V]を用いて、V型ブレンダーにて混合した混合物、独立供給可能な成分あるいは独立供給することにより安定して押出し可能な成分およびその他の任意の成分を最後部の第1投入口より計量器を用いて所定の割合となるように供給し、真空ポンプを使用し3kPaの真空下において、シリンダー温度250℃で溶融押出ししてペレット化した。E成分については、80℃に加熱した状態で液注装置(富士テクノ工業(株)製HYM−JS−08)を用いてシリンダー途中(第1供給口と第2供給口との間)から所定の割合になるよう押出機に供給した。得られたペレットを熱風循環式乾燥機にて乾燥した後、上記の評価方法で評価を行った。その結果を表1および表2に示す。なお、原料としては以下のものを用いた。
A−1:ABS樹脂[日本A&L(株)製:UT−61(商品名)]
A−2:ABS樹脂[日本A&L(株)製:SXH330(商品名)]
A−3:ABS樹脂[IRPC Public Company Limited製:PA−903(商品名)]
A−4:AS樹脂[日本A&L(株)製:BS−207(商品名)]
(B成分)
B−1:芳香族ポリカーボネート樹脂[帝人化成(株)製:パンライトL−1225WP(商品名)、ビスフェノールAとホスゲンから常法によって作られた粘度平均分子量22,500の芳香族ポリカーボネート樹脂粉末]
(C成分)
C−1:コア−シェルグラフト共重合体[三菱レイヨン(株)製:メタブレンE−860A(商品名)]
C−2:コア−シェルグラフト共重合体[三菱レイヨン(株)製:メタブレンC−223A(商品名)]
C−3:コア−シェルグラフト共重合体[ダウ ケミカル製:パラロイドEXL−2 620(商品名)]
(D成分)
D−1:ビスフェノールAビス(ジフェニルホスフェート)を主成分とするリン酸エステル[大八化学工業(株)製:CR−741(商品名)]
(E成分)
E−1:フィブリル形成能を有するポリテトラフルオロエチレン[ダイキン工業(株)製:ポリフロンMPA FA500(商品名)]
(その他の成分)
F−1:フェノール系熱安定剤[Ciba Specialty Chemicals K.K.製:IRGANOX1076(商品名)]
F−2:エステル系離型剤[リケンビタミン(株)製:SL900(商品名)]
F−3:タルク[林化成(株)製:HST0.8(商品名)]
F−4:ワラストナイト[キンセイマテック(株)製:SH−1250(商品名)]
F−5:カーボンブラック[越谷化成工業(株)製:ROYAL BLACK 961S(商品名)]
2 腐食評価用入れ子(直径20mm、材質:NAK80)
3 ダイレクトゲート(直径2mm)
4 ガスベント(幅10mm、深さ0.03mm)
Claims (8)
- 樹脂組成物中に存在するアニオン量が5ppm以下であるスチレン系熱可塑性樹脂組成物を使用することにより、超臨界発泡成形における金型の腐食を防止する方法。
- スチレン系熱可塑性樹脂組成物が、(A)アクリロニトリル系成分とスチレン系成分とを共重合成分として含むスチレン系熱可塑性樹脂(A成分)を含有することを特徴とする請求項1に記載の方法。
- A成分がジエン系ゴムを共重合成分として含むスチレン系熱可塑性樹脂であることを特徴とする請求項2に記載の方法。
- スチレン系熱可塑性樹脂組成物が、A成分100重量部に対し、(B)芳香族ポリカーボネート系樹脂(B成分)5〜1900重量部を含有する請求項2〜3のいずれか1項に記載の方法。
- スチレン系熱可塑性樹脂組成物が、A成分とB成分との合計100重量部に対し、(C)A成分以外の衝撃改質剤(C成分)0.1〜50重量部を含有する請求項2〜4のいずれか1項に記載の方法。
- スチレン系熱可塑性樹脂組成物が、A成分とB成分との合計100重量部に対し、(D)難燃剤(D成分)1〜300重量部を含有する請求項2〜5のいずれか1項に記載の方法。
- スチレン系熱可塑性樹脂組成物が、A成分とB成分との合計100重量部に対し、(E)フィブリル形成能を有する含フッ素滴下防止剤(E成分)0.05〜50重量部を含有する請求項2〜6のいずれか1項に記載の方法。
- 超臨界発泡成形に使用される超臨界流体が窒素である請求項1〜7のいずれか1項に記載の方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012258822A JP6039384B2 (ja) | 2012-11-27 | 2012-11-27 | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012258822A JP6039384B2 (ja) | 2012-11-27 | 2012-11-27 | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014105275A JP2014105275A (ja) | 2014-06-09 |
| JP6039384B2 true JP6039384B2 (ja) | 2016-12-07 |
Family
ID=51027059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012258822A Active JP6039384B2 (ja) | 2012-11-27 | 2012-11-27 | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6039384B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016008278A (ja) * | 2014-06-25 | 2016-01-18 | 三菱レイヨン株式会社 | ポリカーボネート樹脂組成物、及び成形品 |
| JP2016060152A (ja) * | 2014-09-19 | 2016-04-25 | 三菱エンジニアリングプラスチックス株式会社 | 超臨界発泡成形用熱可塑性樹脂組成物及び成形品 |
| KR102037585B1 (ko) * | 2017-12-29 | 2019-10-28 | 롯데첨단소재(주) | 열가소성 수지 조성물 및 이로부터 형성된 성형품 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX168323B (es) * | 1986-10-21 | 1993-05-18 | Rohm & Haas | Modificadores de impacto de nucleo cubierto para resinas estirenicas |
| JP3555986B2 (ja) * | 1994-07-01 | 2004-08-18 | 三井化学株式会社 | 熱可塑性樹脂発泡体の製造方法 |
| JP4339296B2 (ja) * | 1996-04-04 | 2009-10-07 | 三井化学株式会社 | 熱可塑性樹脂発泡射出成形体の製造方法 |
| JP4144916B2 (ja) * | 1996-04-04 | 2008-09-03 | 三井化学株式会社 | 熱可塑性樹脂発泡射出成形体およびその製造方法 |
| JPH10175249A (ja) * | 1996-12-19 | 1998-06-30 | Mitsui Chem Inc | 熱可塑性樹脂発泡体およびその製造方法 |
| JPH10175248A (ja) * | 1996-12-19 | 1998-06-30 | Mitsui Chem Inc | 熱可塑性樹脂発泡体およびその製造方法 |
| JPH1160784A (ja) * | 1997-08-12 | 1999-03-05 | Mitsubishi Chem Basf Co Ltd | スチレン系発泡性樹脂粒子及びその製造方法 |
| JPH11241010A (ja) * | 1998-12-17 | 1999-09-07 | Idemitsu Petrochem Co Ltd | 難燃性ポリカーボネート樹脂組成物 |
| JP4090893B2 (ja) * | 2003-01-15 | 2008-05-28 | 帝人化成株式会社 | 難燃性熱可塑性樹脂組成物 |
| JP4213516B2 (ja) * | 2003-05-21 | 2009-01-21 | 出光興産株式会社 | 発泡成形品 |
| JP2005206631A (ja) * | 2004-01-20 | 2005-08-04 | Sekisui Chem Co Ltd | 微発泡樹脂成型体及び微発泡樹脂成型体の製造方法 |
| JP4335043B2 (ja) * | 2004-03-17 | 2009-09-30 | 積水化成品工業株式会社 | 発泡性樹脂粒子の洗浄方法 |
| JP5301856B2 (ja) * | 2008-02-26 | 2013-09-25 | 帝人株式会社 | 外観に優れたポリカーボネート樹脂組成物 |
| JP2009256551A (ja) * | 2008-04-21 | 2009-11-05 | Mitsubishi Engineering Plastics Corp | 熱可塑性樹脂組成物および樹脂成形体 |
| JP5333255B2 (ja) * | 2010-01-19 | 2013-11-06 | 三菱エンジニアリングプラスチックス株式会社 | 電磁波抑制用樹脂組成物及び成形品 |
| JP2013014684A (ja) * | 2011-07-04 | 2013-01-24 | Teijin Chem Ltd | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 |
-
2012
- 2012-11-27 JP JP2012258822A patent/JP6039384B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014105275A (ja) | 2014-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5436219B2 (ja) | 樹脂組成物 | |
| KR102280842B1 (ko) | 폴리카보네이트 수지 조성물 | |
| JP2010144129A (ja) | 難燃性樹脂組成物 | |
| JP6698051B2 (ja) | 良好な熱安定性および化学安定性を有するpc/abs組成物 | |
| JP2011001514A (ja) | ガラス繊維強化樹脂組成物を射出成形して得られる電気・電子機器部品 | |
| KR101820180B1 (ko) | 우수한 기계적 특성 및 우수한 표면을 갖는 유동이 용이한 폴리카르보네이트/abs 성형 화합물 | |
| JP5990097B2 (ja) | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 | |
| JP5209536B2 (ja) | 難燃性樹脂組成物 | |
| JP2007269821A (ja) | 難燃性芳香族ポリカーボネート樹脂組成物 | |
| JP7386159B2 (ja) | 熱可塑性樹脂組成物およびこれから形成された成形品 | |
| JP5276765B2 (ja) | 芳香族ポリカーボネート樹脂組成物及びそれを用いた成形体 | |
| TW201434895A (zh) | 阻燃性聚碳酸酯模塑組成物ii | |
| US8697796B2 (en) | Slidable resin composition and molded article thereof | |
| JP6039384B2 (ja) | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 | |
| JP2002129003A (ja) | 電磁波遮蔽性樹脂組成物 | |
| JP2012136558A (ja) | 熱可塑性樹脂の金属粘着性を低減させる方法 | |
| JP2011236288A (ja) | 金属摩耗性に優れる樹脂組成物 | |
| JP2019210397A (ja) | 高濃度リン系難燃剤マスターバッチ、ポリカーボネート樹脂組成物、及びマスターバッチの製造方法 | |
| JP7182348B2 (ja) | 樹脂組成物、成形体、電子部品、電子機器、及び電子事務機器 | |
| JP5558926B2 (ja) | 難燃性ポリカーボネート樹脂組成物 | |
| JP2013014684A (ja) | 金型腐食性に優れる超臨界発泡成形用熱可塑性樹脂組成物 | |
| JP2009270006A (ja) | 芳香族ポリカーボネート樹脂組成物およびその成形体 | |
| JP4778686B2 (ja) | 摺動性ポリカーボネート樹脂組成物およびその成形品 | |
| JP5296332B2 (ja) | 摺動性樹脂組成物及びこれから形成された成形品 | |
| JP2002047428A (ja) | 難燃性熱可塑性樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160419 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6039384 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |