JP6038457B2 - 遊技板の成形方法 - Google Patents
遊技板の成形方法 Download PDFInfo
- Publication number
- JP6038457B2 JP6038457B2 JP2012013480A JP2012013480A JP6038457B2 JP 6038457 B2 JP6038457 B2 JP 6038457B2 JP 2012013480 A JP2012013480 A JP 2012013480A JP 2012013480 A JP2012013480 A JP 2012013480A JP 6038457 B2 JP6038457 B2 JP 6038457B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- game area
- game
- molding
- game board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 90
- 238000000034 method Methods 0.000 title claims description 17
- 230000002093 peripheral effect Effects 0.000 claims description 41
- 229920003002 synthetic resin Polymers 0.000 claims description 17
- 239000000057 synthetic resin Substances 0.000 claims description 17
- 238000002347 injection Methods 0.000 claims description 15
- 239000007924 injection Substances 0.000 claims description 15
- 238000001746 injection moulding Methods 0.000 description 14
- 238000003825 pressing Methods 0.000 description 12
- 238000005520 cutting process Methods 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 238000005034 decoration Methods 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000002699 waste material Substances 0.000 description 6
- 230000001771 impaired effect Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 2
- 239000011120 plywood Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 241000255777 Lepidoptera Species 0.000 description 1
- 241000287127 Passeridae Species 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
Images












Landscapes
- Pinball Game Machines (AREA)
Description
近年、遊技板は、環境保護の観点や意匠上の観点から、従来の合板に代えて合成樹脂製のものが提案され、特に透明な合成樹脂により成形された遊技板は、裏面に配置した図柄変動表示装置や電飾等各種装飾部材をも遊技者から見ることができるので、従来の合板製のものではできない斬新なデザイン構成を採ることを可能にしている。
特許文献1に示された押出成形による方法は、先ず厚手の平板を押出成形し、該平板の所定位置に切削加工により上記のような遊技部品を取り付けるための貫通状の開口を形成するものである。このような押出成形による方法は、加工時間を要し生産効率がよくない欠点があるほか、貫通状の開口を切削することで生じた切削屑が無駄になるので材料歩留まりが悪く、特に大型ディスプレイや大型役物を取り付けるための大きな開口部を形成すると大量の切削屑が生じ、切削屑を廃材として処分する費用が嵩むと同時に資源の無駄になるといった問題がある。
このように押出成形による方法と射出成形による方法には一長一短がある。このために従来では未だ大多数の遊技板が押出成形と切削加工により製造されており非効率的であった。
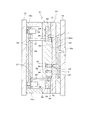
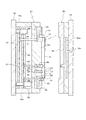
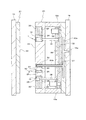
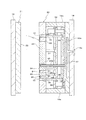
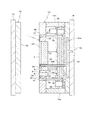
また、本発明に係る遊技板成形用金型は、遊技領域に遊技部品を取り付けるための開口が形成され、外周縁に額縁状の外縁リブが形成される合成樹脂製の遊技板を成形する射出成形用金型であって、該射出成形用金型は固定型または可動型を一方型とし該一方型と相対する固定型または可動型を他方型とし、前記遊技領域を含む遊技板の前面全体を成形するための型面が一方型に形成され、前記開口を形成するコア部が他方型に設けられ、前記遊技領域の裏面を成形する遊技領域成形用型板が前記コア部の外周に前記コア部に対して相対的に進退動可能なるように他方型に設けられ、さらに該遊技領域成形用型板とともに前記外縁リブを成形する外周域成形用型板が該遊技領域成形用型板に対して独立して相対的に進退動可能なるように他方型に設けられ、遊技領域成形用型板と外周域成形用型板とを同時に一体的に前記コア部に対して相対的に突き出すことにより前記コア部から遊技板を離脱させる先行離型手段と、該先行離型手段が作動した後に外周域成形用型板を遊技領域成形用型板からさらに相対的に突き出すことにより該遊技板を遊技領域成形用型板から離脱させる後行離型手段を備えてなることを特徴とする。
また、本発明に係る遊技板の成形方法は、固定型または可動型を一方型とし、該一方型と相対する固定型または可動型を他方型とする射出成形用金型により、遊技領域に遊技部品を取り付けるための開口が形成され、外周縁に額縁状の外縁リブが形成された合成樹脂製の遊技板の成形方法であり、前記遊技領域を含む遊技板の前面全体は一方型の型面により成形され、前記開口は他方型に設けられたコア部により成形され、前記遊技領域の裏面は前記コア部に対して相対的に進退動可能なるように他方型に設けられた遊技領域成形用型板により成形され、前記外縁リブは該遊技領域成形用型板の外周縁に該遊技領域成形用型板に対して独立して相対的に進退動可能なるように他方型に設けられた外周域成形用型板により成形されていることを特徴とする。
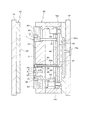
なお、この実施例3に場合も実施例1と同様に、油圧シリンダ38を作動させることにより外周域成形用型板35が突出されるのと同時に突出ピンが突出されるようにしてもよい。この場合に、突出ピンを非遊技領域11に配置することにより、遊技領域2に押圧跡を残さないようにすることができる。
2 遊技領域
3〜7 開口
10 外縁リブ
11 非遊技領域
20 固定型
21 可動型
22 型面
23〜25 コア部
26 凹窪部
30 遊技領域成形用型板
31 突出棒
32 突出プレート
33 油圧シリンダ
35 外周域成形用型板
36 突出棒
37 突出プレート
38 油圧シリンダ
Claims (2)
- 固定型または可動型を一方型とし、該一方型と相対する固定型または可動型を他方型とする射出成形用金型により、遊技領域に遊技部品を取り付けるための開口が形成され、外周縁に額縁状の外縁リブが形成される合成樹脂製の遊技板を成形する方法であって、前記遊技領域を含む遊技板の前面全体を成形するための型面が一方型に形成され、前記開口を形成するコア部が他方型に設けられ、前記遊技領域の裏面を成形する遊技領域成形用型板が前記コア部の外周に前記コア部に対して相対的に進退動可能なるように他方型に設けられ、さらに該遊技領域成形用型板とともに前記外縁リブを成形する外周域成形用型板が該遊技領域成形用型板に対して独立して相対的に進退動可能なるように他方型に設けられ、遊技領域成形用型板と外周域成形用型板とを同時に一体的に前記コア部に対して相対的に突き出すことにより前記コア部から遊技板を離脱させ、その後に外周域成形用型板を遊技領域成形用型板からさらに相対的に突き出すことにより該遊技板を遊技領域成形用型板から離脱させることを特徴とした遊技板の成形方法。
- 遊技領域に遊技部品を取り付けるための開口が形成され、外周縁に額縁状の外縁リブが形成される合成樹脂製の遊技板を成形する射出成形用金型であって、該射出成形用金型は固定型または可動型を一方型とし該一方型と相対する固定型または可動型を他方型とし、前記遊技領域を含む遊技板の前面全体を成形するための型面が一方型に形成され、前記開口を形成するコア部が他方型に設けられ、前記遊技領域の裏面を成形する遊技領域成形用型板が前記コア部の外周に前記コア部に対して相対的に進退動可能なるように他方型に設けられ、さらに該遊技領域成形用型板とともに前記外縁リブを成形する外周域成形用型板が該遊技領域成形用型板に対して独立して相対的に進退動可能なるように他方型に設けられ、遊技領域成形用型板と外周域成形用型板とを同時に一体的に前記コア部に対して相対的に突き出すことにより前記コア部から遊技板を離脱させる先行離型手段と、該先行離型手段が作動した後に外周域成形用型板を遊技領域成形用型板からさらに相対的に突き出すことにより該遊技板を遊技領域成形用型板から離脱させる後行離型手段を備えてなることを特徴とした遊技板成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012013480A JP6038457B2 (ja) | 2012-01-25 | 2012-01-25 | 遊技板の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012013480A JP6038457B2 (ja) | 2012-01-25 | 2012-01-25 | 遊技板の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013150724A JP2013150724A (ja) | 2013-08-08 |
| JP6038457B2 true JP6038457B2 (ja) | 2016-12-07 |
Family
ID=49047646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012013480A Active JP6038457B2 (ja) | 2012-01-25 | 2012-01-25 | 遊技板の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6038457B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5925601B2 (ja) * | 2012-05-30 | 2016-05-25 | 株式会社足立ライト工業所 | 射出成形方法および射出成形用金型 |
| JP7691710B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
| JP7691713B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
| JP7691714B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
| JP7691709B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
| JP7691711B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
| JP7691708B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
| JP7691712B2 (ja) * | 2022-11-28 | 2025-06-12 | 株式会社大一商会 | 遊技機 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2796204B2 (ja) * | 1991-05-31 | 1998-09-10 | アルゼ株式会社 | 弾球遊技機用遊技盤 |
| JP4110300B2 (ja) * | 1997-05-23 | 2008-07-02 | タイヨーエレック株式会社 | 弾球遊技機の遊技盤の製造方法 |
| JP2005276770A (ja) * | 2004-03-26 | 2005-10-06 | Nichias Corp | 燃料電池用セパレータ、並びにその製造方法及び製造装置 |
-
2012
- 2012-01-25 JP JP2012013480A patent/JP6038457B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013150724A (ja) | 2013-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6038457B2 (ja) | 遊技板の成形方法 | |
| JP5925601B2 (ja) | 射出成形方法および射出成形用金型 | |
| CN205588574U (zh) | 一种前后模均不同的双色塑胶制品的注塑模具 | |
| JP5959859B2 (ja) | 遊技板の成形方法 | |
| CN103737805B (zh) | 笔记本电脑底座后盖的精密模具 | |
| CN101767410B (zh) | 具有滑块顺序驱动机构的双色模具 | |
| CN204545371U (zh) | 穿孔形倒扣壳体压铸模具 | |
| CN104802370A (zh) | 一种前模顶出脱模结构模具 | |
| JP5875411B2 (ja) | 射出圧縮成形法および射出圧縮成形用金型 | |
| CN219903113U (zh) | 一种模具预复位结构及应用该结构的光纤接头模具 | |
| KR20090004630U (ko) | 수직 수평 언더컷 취출을 위한 슬라이드 코어 | |
| CN216579042U (zh) | 一种快速互换镶件机构注塑模具 | |
| CN210308891U (zh) | 一种倒扣抽芯注塑模具 | |
| JP6490906B2 (ja) | 遊技板成形用金型および遊技板 | |
| JP2002347085A (ja) | 射出成形金型 | |
| KR20080004359U (ko) | 금형 조립체 | |
| JP6490905B2 (ja) | 遊技板成形用金型および遊技板 | |
| KR200347911Y1 (ko) | 성형틀이 교체되는 금형 | |
| KR0136498Y1 (ko) | 금형의 게이트 자동절단장치 | |
| KR200280828Y1 (ko) | 원료주입 게이트 기능을 갖는 슬라이더가 구비된 금형장치 | |
| JP7731125B2 (ja) | 射出成形用金型 | |
| CN223147628U (zh) | 注塑模具 | |
| CN119427679B (zh) | 注塑模具定模侧弹块脱模机构 | |
| CN221605055U (zh) | 一种适用于后模内部斜抽镶件的结构 | |
| KR100636804B1 (ko) | 휴대폰의 이형부재 조립품 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160629 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6038457 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |