JP6036802B2 - ガスバリア性フィルム - Google Patents
ガスバリア性フィルム Download PDFInfo
- Publication number
- JP6036802B2 JP6036802B2 JP2014502331A JP2014502331A JP6036802B2 JP 6036802 B2 JP6036802 B2 JP 6036802B2 JP 2014502331 A JP2014502331 A JP 2014502331A JP 2014502331 A JP2014502331 A JP 2014502331A JP 6036802 B2 JP6036802 B2 JP 6036802B2
- Authority
- JP
- Japan
- Prior art keywords
- gas barrier
- barrier film
- water
- inorganic layered
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000004888 barrier function Effects 0.000 title claims description 146
- 239000010408 film Substances 0.000 claims description 189
- 229920005989 resin Polymers 0.000 claims description 98
- 239000011347 resin Substances 0.000 claims description 98
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 95
- 239000011707 mineral Substances 0.000 claims description 95
- 239000010410 layer Substances 0.000 claims description 58
- 238000002441 X-ray diffraction Methods 0.000 claims description 35
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 33
- 239000012298 atmosphere Substances 0.000 claims description 29
- 239000011229 interlayer Substances 0.000 claims description 29
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 28
- 238000001228 spectrum Methods 0.000 claims description 28
- RJDOZRNNYVAULJ-UHFFFAOYSA-L [O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[F-].[F-].[Mg++].[Mg++].[Mg++].[Al+3].[Si+4].[Si+4].[Si+4].[K+] Chemical compound [O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[F-].[F-].[Mg++].[Mg++].[Mg++].[Al+3].[Si+4].[Si+4].[Si+4].[K+] RJDOZRNNYVAULJ-UHFFFAOYSA-L 0.000 claims description 20
- 229920005749 polyurethane resin Polymers 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 12
- 239000012790 adhesive layer Substances 0.000 claims description 10
- 239000011241 protective layer Substances 0.000 claims description 9
- 239000010409 thin film Substances 0.000 claims description 8
- 229920003023 plastic Polymers 0.000 claims description 7
- 239000004033 plastic Substances 0.000 claims description 7
- 239000007789 gas Substances 0.000 description 134
- 239000011248 coating agent Substances 0.000 description 39
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 31
- 238000000576 coating method Methods 0.000 description 28
- 239000000126 substance Substances 0.000 description 24
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 22
- 150000001875 compounds Chemical class 0.000 description 20
- -1 disposable warmers Substances 0.000 description 20
- 230000000052 comparative effect Effects 0.000 description 19
- 229920000768 polyamine Polymers 0.000 description 15
- 239000013078 crystal Substances 0.000 description 14
- 239000007787 solid Substances 0.000 description 14
- 239000000853 adhesive Substances 0.000 description 13
- 230000001070 adhesive effect Effects 0.000 description 13
- 238000010030 laminating Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 239000000203 mixture Substances 0.000 description 12
- 229920001228 polyisocyanate Polymers 0.000 description 12
- 239000005056 polyisocyanate Substances 0.000 description 12
- 229920003009 polyurethane dispersion Polymers 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 10
- 239000005022 packaging material Substances 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 9
- 238000004806 packaging method and process Methods 0.000 description 9
- 229920001155 polypropylene Polymers 0.000 description 9
- 239000000758 substrate Substances 0.000 description 8
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 7
- 239000002734 clay mineral Substances 0.000 description 7
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 7
- 235000013305 food Nutrition 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 229910052618 mica group Inorganic materials 0.000 description 7
- 229910052901 montmorillonite Inorganic materials 0.000 description 7
- 239000001301 oxygen Substances 0.000 description 7
- 229910052760 oxygen Inorganic materials 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 229920002635 polyurethane Polymers 0.000 description 7
- 239000004814 polyurethane Substances 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- 239000002253 acid Substances 0.000 description 6
- 239000003814 drug Substances 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 238000006116 polymerization reaction Methods 0.000 description 6
- 239000007864 aqueous solution Substances 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 150000002484 inorganic compounds Chemical class 0.000 description 5
- 229910010272 inorganic material Inorganic materials 0.000 description 5
- 239000010445 mica Substances 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 4
- 239000004927 clay Substances 0.000 description 4
- 230000032798 delamination Effects 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 238000007127 saponification reaction Methods 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 3
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 3
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 3
- 239000005062 Polybutadiene Substances 0.000 description 3
- 229920002873 Polyethylenimine Polymers 0.000 description 3
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 3
- 125000002723 alicyclic group Chemical group 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910001410 inorganic ion Inorganic materials 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 229920002857 polybutadiene Polymers 0.000 description 3
- 229920005862 polyol Polymers 0.000 description 3
- 239000005033 polyvinylidene chloride Substances 0.000 description 3
- 230000002522 swelling effect Effects 0.000 description 3
- 239000004970 Chain extender Substances 0.000 description 2
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 2
- 229920001273 Polyhydroxy acid Polymers 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 229920002125 Sokalan® Polymers 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 2
- DPXJVFZANSGRMM-UHFFFAOYSA-N acetic acid;2,3,4,5,6-pentahydroxyhexanal;sodium Chemical compound [Na].CC(O)=O.OCC(O)C(O)C(O)C(O)C=O DPXJVFZANSGRMM-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 125000005263 alkylenediamine group Chemical group 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 235000008429 bread Nutrition 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 235000009508 confectionery Nutrition 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 150000004985 diamines Chemical class 0.000 description 2
- 229910001882 dioxygen Inorganic materials 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 2
- 229910052622 kaolinite Inorganic materials 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 125000004433 nitrogen atom Chemical group N* 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- 239000004584 polyacrylic acid Substances 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920001281 polyalkylene Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002338 polyhydroxyethylmethacrylate Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 229920005653 propylene-ethylene copolymer Polymers 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 229910000269 smectite group Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N urea group Chemical group NC(=O)N XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- 229910052902 vermiculite Inorganic materials 0.000 description 2
- 239000010455 vermiculite Substances 0.000 description 2
- 235000019354 vermiculite Nutrition 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- RTTZISZSHSCFRH-UHFFFAOYSA-N 1,3-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC(CN=C=O)=C1 RTTZISZSHSCFRH-UHFFFAOYSA-N 0.000 description 1
- WDGCBNTXZHJTHJ-UHFFFAOYSA-N 2h-1,3-oxazol-2-id-4-one Chemical class O=C1CO[C-]=N1 WDGCBNTXZHJTHJ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 101000576320 Homo sapiens Max-binding protein MNT Proteins 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 241001595840 Margarites Species 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- HPTYUNKZVDYXLP-UHFFFAOYSA-N aluminum;trihydroxy(trihydroxysilyloxy)silane;hydrate Chemical compound O.[Al].[Al].O[Si](O)(O)O[Si](O)(O)O HPTYUNKZVDYXLP-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- 150000001541 aziridines Chemical class 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- VNSBYDPZHCQWNB-UHFFFAOYSA-N calcium;aluminum;dioxido(oxo)silane;sodium;hydrate Chemical compound O.[Na].[Al].[Ca+2].[O-][Si]([O-])=O VNSBYDPZHCQWNB-UHFFFAOYSA-N 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052620 chrysotile Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000012612 commercial material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 229910001649 dickite Inorganic materials 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 150000002013 dioxins Chemical class 0.000 description 1
- YGANSGVIUGARFR-UHFFFAOYSA-N dipotassium dioxosilane oxo(oxoalumanyloxy)alumane oxygen(2-) Chemical compound [O--].[K+].[K+].O=[Si]=O.O=[Al]O[Al]=O YGANSGVIUGARFR-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 229910052621 halloysite Inorganic materials 0.000 description 1
- 239000012793 heat-sealing layer Substances 0.000 description 1
- 229910000271 hectorite Inorganic materials 0.000 description 1
- KWLMIXQRALPRBC-UHFFFAOYSA-L hectorite Chemical compound [Li+].[OH-].[OH-].[Na+].[Mg+2].O1[Si]2([O-])O[Si]1([O-])O[Si]([O-])(O1)O[Si]1([O-])O2 KWLMIXQRALPRBC-UHFFFAOYSA-L 0.000 description 1
- 238000007602 hot air drying Methods 0.000 description 1
- 150000002429 hydrazines Chemical class 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000005001 laminate film Substances 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052630 margarite Inorganic materials 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 150000004682 monohydrates Chemical class 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229910052627 muscovite Inorganic materials 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910000273 nontronite Inorganic materials 0.000 description 1
- 229920006284 nylon film Polymers 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 239000001254 oxidized starch Substances 0.000 description 1
- 235000013808 oxidized starch Nutrition 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 229910052628 phlogopite Inorganic materials 0.000 description 1
- 229910052615 phyllosilicate Inorganic materials 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229910000275 saponite Inorganic materials 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 125000000467 secondary amino group Chemical group [H]N([*:1])[*:2] 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910001415 sodium ion Inorganic materials 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 125000001302 tertiary amino group Chemical group 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- CWBIFDGMOSWLRQ-UHFFFAOYSA-N trimagnesium;hydroxy(trioxido)silane;hydrate Chemical compound O.[Mg+2].[Mg+2].[Mg+2].O[Si]([O-])([O-])[O-].O[Si]([O-])([O-])[O-] CWBIFDGMOSWLRQ-UHFFFAOYSA-N 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/048—Forming gas barrier coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/052—Forming heat-sealable coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7166—Water-soluble, water-dispersible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/14—Water soluble or water swellable polymers, e.g. aqueous gels
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2429/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2429/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2429/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2475/04—Polyurethanes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/251—Mica
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
- Y10T428/2826—Synthetic resin or polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Wrappers (AREA)
Description
本願は、2012年2月28日に、日本に出願された特願2012−041252号に基づき優先権を主張し、その内容をここに援用する。
また、ポリ塩化ビニリデンの樹脂膜からなるガスバリア層は、湿度依存性のない良好なガスバリア性を示すものの、廃棄処理などの際に、ダイオキシンなどの有害物質の発生源となる可能性が有り、塩素系物質を含む包装材料は嫌われる傾向にある。
一方、非塩素系のポリビニルアルコールやエチレン−ビニルアルコール共重合体の樹脂膜からなるガスバリア層は、低湿度雰囲気では高いガスバリア性を示すものの、湿度依存性があるため、湿度の上昇とともにガスバリア性が大きく低下し、湿度70%RH以上ではガスバリア性が失われてしまうという欠点があった。
また、他のガスバリア性の樹脂膜は、ポリ塩化ビニリデンの樹脂膜や、低湿度雰囲気におけるポリビニルアルコールの樹脂膜のガスバリア性と比較すると劣っていた。
なお、本実施の形態は、発明の趣旨をより良く理解させるために具体的に説明するものであり、特に指定のない限り、本発明を限定するものではない。
X線回折では、X線が結晶に照射された場合、結晶格子面で反射し、お互い干渉し合うので、下記の式(1)の条件を満たす方向の回折線のみ強度が増大し、その条件を満たさない回折線は打ち消しあって観測されない。
2dsinθ=nλ ・・・(1)
結晶に、波長λが一定の単色X線を照射してθを観測し、そのθと上記の式(1)から、面間隔(結晶格子面の間隔)dが求められる。なお、上記の式(1)において、nは干渉し合う波の位相の差を表す。本実施形態では、通常、1次の回折線(n=1)を用いる。
また、無機層状鉱物は、無機層状鉱物の各層の間(層間)に、一定の配列で無機イオンや有機化合物を挿入することが可能である。無機層状鉱物が天然の粘土の場合、結晶層間に、ナトリウムやカルシウムなどのカチオン性の無機イオンが吸着されることによって、層状無機化合物が有するマイナスの電荷を補償し、層状無機化合物を層状に結び付け、規則正しい層状構造を形成している。
例えば、ポリビニルアルコール水溶液と水膨潤性の無機層状鉱物を水中で混合して、基材上に、ポリビニルアルコールと無機層状鉱物との混合物を塗布し、乾燥することにより、無機層状鉱物の層間に、ポリビニルアルコールが挿入された複合体皮膜が得られる。この複合体皮膜は、無機層状鉱物に挟まれたポリビニルアルコールの吸湿膨潤性を抑えることができる。さらに、透過ガスが基材上の無機層状鉱物の結晶の層に遮られて、透過経路が長くなること(迷路効果)により、高湿度雰囲気下におけるガスバリア性の改善が認められる。
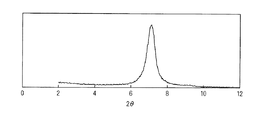
そこで、本実施形態では、25℃、65%RHの雰囲気にて、無機層状鉱物を含むガスバリア性皮膜を十分に調湿した後に、CuΚα線を用いて、ガスバリア性皮膜のX線回折を測定する。
なお、本実施形態において、「ガスバリア性皮膜を十分に調湿する」とは、25℃、65%RHの雰囲気に24時間以上放置することを言う。
これに対して、例えば、水膨潤性合成雲母などの無機層状鉱物とポリビニルアルコールを、1:1の質量比で混合して形成した、無機層状鉱物の層間に、ポリビニルアルコールが挿入された複合体皮膜では、無機層状鉱物のみからなる試料において検出された2θ位置(約7度近傍)の底面反射ピークはほとんど消失し、この位置(約7度近傍)よりも低2θ側にのみ新たなピークが検出されるのが一般的である。
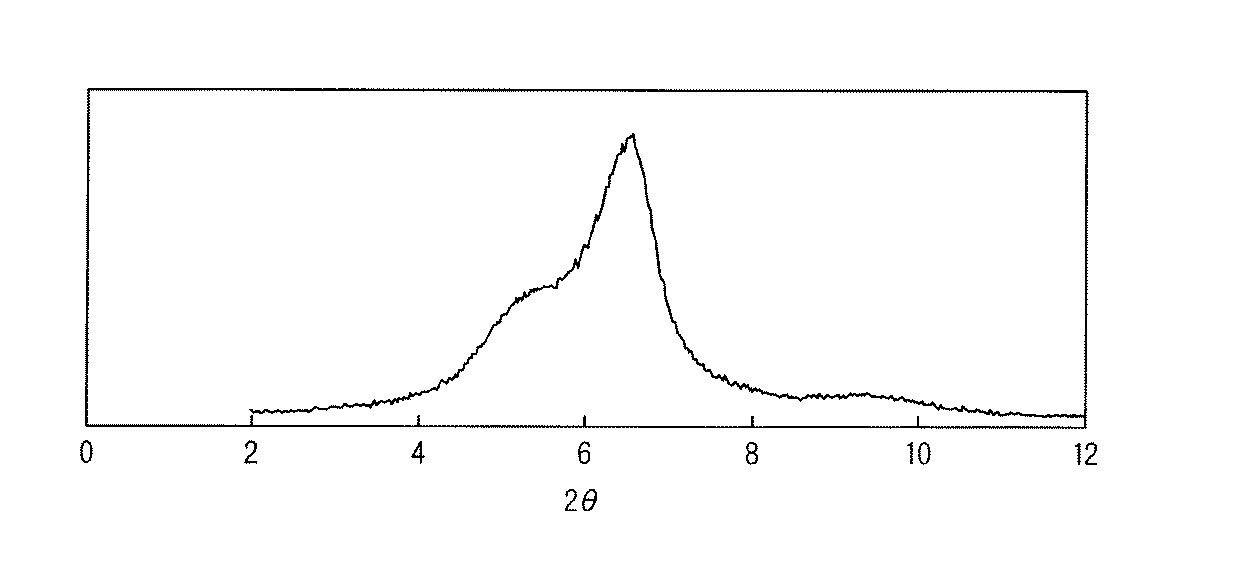
しかし、本実施形態のガスバリア性皮膜は、25℃、65%RH雰囲気にて、CuΚα線を用いて前記ガスバリア性皮膜のX線回折スペクトルを測定した場合において、前記X線回折スペクトルは、前記無機層状鉱物の層間距離に対応する第1のピークトップと第2のピークトップを示す。前記第1のピークトップは、前記無機層状鉱物のみからなる薄膜の層間距離に由来する第1のピークトップ位置に存在する。また、前記第2のピークトップは、前記第1のピークトップ位置よりも低2θ側の位置であって、前記樹脂成分が前記無機層状鉱物の層間に介在することによって、前記無機層状鉱物の層間距離が開いたことに由来する第2のピークトップ位置に存在する。即ち、本実施形態のガスバリア性皮膜は、前記X線回折スペクトルにおいて、前記第1のピークトップ位置、前記第2のピークトップ位置との双方にピークトップが存在する。
これらの中でも、基材フィルムとしては、ポリオレフィン系樹脂フィルム(特に、ポリプロピレンフィルムなど)、ポリエステル系樹脂フィルム(特に、ポリエチレンテレフタレート系樹脂フィルム)、ポリアミド系樹脂フィルム(特に、ナイロンフィルム)などが好適に用いられる。
また、基材フィルムは、コーティングする面(皮膜を形成する面)に、コロナ処理、低温プラズマ処理などを施すことにより、コーティング剤に対する良好な濡れ性と、皮膜に対する接着強度とが得られる。
無機層状鉱物としては、水中で膨潤・へき開するものが好ましく、これらの中でも、特に水への膨潤性を有する粘土化合物が好ましく用いられる。より具体的には、極薄の単位結晶層間に水を配位し、吸収・膨潤する性質を有する粘土化合物であり、一般には、Si4+がO2−に対して配位して四面体構造を構成する層と、Al3+、Mg2+、Fe2+、Fe3+などが、O2−およびOH−に対して配位して八面体構造を構成する層とが、1対1あるいは2対1で結合し、積み重なって層状構造をなしているものである。この粘土化合物は、天然のものであっても、合成されたものであってもよい。
これらの無機層状鉱物は、1種または2種以上が組み合わせられて用いられる。
これらの無機層状鉱物の中でも、モンモリロナイトなどのスメクタイト族粘土鉱物、水膨潤性雲母などのマイカ族粘土鉱物が特に好ましい。
無機層状鉱物として、水膨潤性の合成雲母を用いると、水膨潤性の合成雲母は、天然系の雲母に比べて不純物が少ないため、不純物に由来するガスバリア性の低下や膜凝集力の低下を招くことがない。また、水膨潤性の合成雲母は、結晶構造内にフッ素原子を有することから、ガスバリア性皮膜のガスバリア性の湿度依存性を低く抑えることにも寄与し、他の水膨潤性の無機層状鉱物に比べて、高いアスペクト比を有することから、迷路効果がより効果的に働き、特にガスバリア性皮膜のガスバリア性が高く発現するのに寄与する。
水溶性樹脂としては、無機層状鉱物の単位結晶層間に挿入、配位(インターカレーション)することが可能な化合物であれば、特に限定されるものではなく、例えば、ポリビニルアルコールおよびその誘導体、カルボキシメチルセルロース、ヒドロキシエチルセルロースなどのセルロース誘導体、酸化でんぷん、エーテル化でんぷん、デキストリンなどのでんぷん類、ポリビニルピロリドン、ポリアクリル酸、ポリメタクリル酸またはポリメタクリル酸のエステル、塩類およびそれらの共重合体、スルホイソフタル酸などの極性基を含有する共重合ポリエステル、ポリヒドロキシエチルメタクリレートおよびポリヒドロキシエチルメタクリレートの共重合体などのビニル系重合体、ウレタン系高分子、あるいは、これらの各種重合体のカルボキシル基など官能基変性重合体などが挙げられる。
水溶性樹脂は、少なくとも1種類がポリビニルアルコール系重合体およびポリビニルアルコール系重合体の誘導体が好ましく、好ましくは、鹸化度が95%以上かつ重合度が300〜2500のポリビニルアルコール樹脂である。特に好ましくは、鹸化度が95%以上かつ重合度が300〜2000のポリビニルアルコール樹脂である。ポリビニルアルコール樹脂は、鹸化度や重合度が高い程、吸湿膨潤性が低くなる。
ポリビニルアルコール樹脂の鹸化度が95%より低いと、十分なガスバリア性が得られ難い。
また、ポリビニルアルコール樹脂の重合度が300より低いと、ガスバリア性の低下を招く。一方、ポリビニルアルコール樹脂の重合度が2000を超えると、水系コーティング剤の粘度が上がり、他の成分と均一に混合することが難しく、ガスバリア性や密着性が低下する場合がある。
水不溶性樹脂としては、特に限定されるものではなく、基材フィルムに、無機層状鉱物、水溶性樹脂および水不溶性樹脂を含む水系コーティング剤をコーティングしてガスバリア性皮膜を形成するためには、水または水と均一に混合可能な溶媒中にて、微小粒子として均一に分散し、コーティング後に加熱されることによって、物理的融着あいは架橋・重合などの化学反応を伴って、水に対して不溶となる樹脂成分が好ましい。これらの水不溶性樹脂の中でも、特に、ポリウレタン樹脂は、安価で安定性に優れているので好ましい。
また、ポリイソシアネート化合物(a)は、キシリレンジイソシアネートおよび水添キシリレンジイソシアネートから選択された少なくとも1種で構成されたポリイソシアネート(例えば、キシリレンジイソシアネートおよび水添キシリレンジイソシアネートから選択された少なくとも1種を20質量%以上の割合で含むポリイソシアネート)であってもよい。
また、ポリアミン化合物(B)のアミン価は、100〜1900mgKOH/g程度である。
ポリアミン化合物(B)は、ポリウレタン樹脂(A)の酸基と結合可能である。すなわち、このような構成の水性ポリウレタン樹脂組成物は、高濃度のウレタン基およびウレア基を含有するポリウレタン樹脂(A)の酸基と、ポリアミン化合物(B)のアミノ基とをイオン結合させることにより高度に架橋させて、酸素、水蒸気または香気成分などに対するガスバリア性に優れたガスバリア性皮膜を形成するのに有用である。
これらの湿式コーティング方法を用いて、基材フィルムの片面あるいは両面に、水系コーティング剤を塗布する。
水系コーティング剤を乾燥する方法としては、熱風乾燥、熱ロール乾燥、赤外線照射など、公知の乾燥方法が用いられる。
ガスバリア性皮膜の厚さが0.1μm未満では、十分なガスバリア性が得られ難い。一方、ガスバリア性皮膜の厚さが5μmを超えると、均一な塗膜面を設けることが難しいばかりでなく、乾燥負荷の増大、製造コストの増大につながり好ましくない。
添加剤としては、例えば、ポリイソシアネート、カルボジイミド、エポキシ化合物、オキサゾリドン化合物、アジリジン系化合物などの反応性硬化剤、酸化防止剤、耐候剤、熱安定剤、滑剤、結晶核剤、紫外線吸収剤、可塑剤、帯電防止剤、着色剤、フィラー、界面活性剤、シランカップリング剤などが挙げられる。
本実施形態のガスバリア性フィルムでは、ポリウレタン系、ポリエステル系、ポリエーテル系などの公知の接着剤を用いて、公知のドライラミネート法、エクストルージョンラミネート法などにより、ヒートシール可能な熱融着層を積層することが可能である。
なお、デラミネーションとは、ガスバリア性フィルム上に接着剤を介して、ヒートシール性樹脂層をラミネートしたガスバリア性フィルムにおいて、高湿度雰囲気下に長期間保管した際に、時間の経過に伴ってラミネート強度が低下し、積層フィルムの一部に剥離が生じることを意味する。
ラミネート加工方法としては、公知のドライラミネート法、エクストルージョンラミネート法、ノンソルラミネート法などを用いることができる。
接着剤層に用いられる接着剤としては、各種ラミネート加工方法に応じて、様々な接着剤を選択でき、例えば、ポリウレタン系、ポリエステル系、ポリエーテル系、エポキシ系、ポリエチレンイミン系、ポリブタジエン系などの公知の接着剤を用いることができる。
無機層状鉱物として、水膨潤性合成雲母(コープケミカル社製ソマシフMEB−3、)、水溶性樹脂として、ポリビニルアルコール樹脂(クラレ社製ポバールPVA−124)の5%水溶液、水不溶性樹脂として、ポリウレタンディスパージョン(三井化学社製タケラックWPB−341)を用い、それぞれの固形分配合比率を質量比で20/20/60とし、80℃にて加熱、混合した。その後、室温まで冷却して、溶媒中の10質量%がイソプロパノール、固形分濃度が8質量%になるよう、イオン交換水とイソプロパノールで、上記の水膨潤性合成雲母、ポリビニルアルコール樹脂、ポリウレタンディスパージョンの混合物を希釈し、塗工直前に、硬化剤(三井化学社製水性ポリイソシアネート タケラックWD−725)を、ポリウレタンディスパージョンの固形分に対して15質量%添加して、実施例1の水系コーティング剤を調製した。
実施例1の水系コーティング剤を、グラビアコーターを用いて、三井化学東セロ社製2軸延伸ポリプロピレンフィルムU−1(厚さ20μm)のコロナ処理面に、dry塗布量が1g/m2となるように塗布し、90℃のオーブンを10秒間通過させ、乾燥させてガスバリア性皮膜を形成し、実施例1のガスバリア性フィルムを得た。
無機層状鉱物として、水膨潤性合成雲母(コープケミカル社製ソマシフMEB−3)、水溶性樹脂として、ポリビニルアルコール樹脂(クラレ社製ポバールPVA−105)の5%水溶液、水不溶性樹脂として、ポリウレタンディスパージョン(三井化学社製タケラックWPB−341)を用い、それぞれの固形分配合比率を質量比で20/10/70とし、80℃にて加熱、混合した。その後、室温まで冷却して、溶媒中の10質量%がイソプロパノール、固形分濃度が8質量%になるよう、イオン交換水とイソプロパノールで、上記水膨潤性合成雲母、ポリビニルアルコール樹脂、及びポリウレタンディスパージョンの混合物を希釈した。塗工直前に、硬化剤(三井化学社製水性ポリイソシアネート タケラックWD−725)を、ポリウレタンディスパージョンの固形分に対して15質量%添加して、実施例2の水系コーティング剤を調製した。
実施例2の水系コーティング剤を、グラビアコーターを用いて、三井化学東セロ社製2軸延伸ポリプロピレンフィルムU−1(厚さ20μm)のコロナ処理面に、dry塗布量が1g/m2となるように塗布し、90℃のオーブンを10秒間通過させ、乾燥させてガスバリア性皮膜を形成し、実施例2のガスバリア性フィルムを得た。
無機層状鉱物として、モンモリロナイト(クニミネ工業社製クニピア−F)の5%水分散液、水溶性樹脂として、カルボキシルメチルセルロースナトリウム塩の2%水溶液、水不溶性樹脂として、ポリウレタンディスパージョン(三井化学社製タケラックWPB−341)を用い、それぞれの固形分配合比率を質量比で25/25/50とし、80℃にて加熱、混合した。その後、室温まで冷却して、溶媒中の10質量%がイソプロパノール、固形分濃度が8質量%になるよう、イオン交換水とイソプロパノールで、上記モンモリロナイト、カルボキシルメチルセルロースナトリウム塩、及びポリウレタンディスパージョンの混合物を希釈し、塗工直前に、硬化剤(三井化学社製水性ポリイソシアネート タケラックWD−725)を、ポリウレタンディスパージョンの固形分に対して15質量%添加して、実施例3の水系コーティング剤を調製した。
実施例3の水系コーティング剤を、グラビアコーターを用いて、三井化学東セロ社製2軸延伸ポリプロピレンフィルムU−1(厚さ20μm)のコロナ処理面に、dry塗布量が1g/m2となるように塗布し、90℃のオーブンを10秒間通過させ、乾燥させてガスバリア性皮膜を形成し、実施例3のガスバリア性フィルムを得た。
モンモリロナイト(クニミネ工業社製クニピア−F)を用い、固形分濃度が5質量%になるよう、質量比で9/1としたイオン交換水とイソプロパノールの混合溶媒に、モンモリロナイトを均一に分散させて、モンモリロナイトの分散液からなるコーティング剤を調製した。
このコーティング剤を、グラビアコーターを用いて、三井化学東セロ社製2軸延伸ポリプロピレンフィルムU−1(厚さ20μm)のコロナ処理面に、dry塗布量が1g/m2となるように塗布し、90℃のオーブンを10秒間通過させ、乾燥させて皮膜を形成し、比較例1のガスバリア性フィルムを得た。
水膨潤性合成雲母(コープケミカル社製ソマシフMEB−3)と、ポリビニルアルコール樹脂(クラレ社製ポバールPVA−124)の5%水溶液とを、それぞれの固形分配合比率を質量比で50/50とし、80℃にて加熱、混合した。その後、室温まで冷却して、溶媒中の10質量%がイソプロパノール、固形分濃度が3質量%になるよう、イオン交換水とイソプロパノールで、上記した水膨潤性合成雲母及びポリビニルアルコール樹脂の混合物を希釈して、水膨潤性合成雲母とポリビニルアルコール樹脂の混合溶液からなるコーティング剤を調製した。
このコーティング剤を、グラビアコーターを用いて、三井化学東セロ社製2軸延伸ポリプロピレンフィルムU−1(厚さ20μm)のコロナ処理面に、dry塗布量が0.5g/m2となるように塗布し、90℃のオーブンを20秒間通過させ、乾燥させて皮膜を形成し、比較例2のガスバリア性フィルムを得た。
水膨潤性合成雲母(コープケミカル社製ソマシフMEB−3)と、ポリウレタンディスパージョン(三井化学社製タケラックWPB−341)とを、それぞれの固形分配合比率を質量比で30/70として混合した。その後、溶媒中の10質量%がイソプロパノール、固形分濃度が8質量%になるよう、イオン交換水とイソプロパノールで、上記水膨潤性合成雲母及びポリウレタンディスパージョンの混合物を希釈し、塗工直前に、硬化剤(三井化学社製水性ポリイソシアネート タケラックWD−725)を、ポリウレタンディスパージョンの固形分に対して15質量%添加して、水膨潤性合成雲母とポリウレタンディスパージョンの混合溶液からなるコーティング剤を調製した。
このコーティング剤を、グラビアコーターを用いて、三井化学東セロ社製2軸延伸ポリプロピレンフィルムU−1(厚さ20μm)のコロナ処理面に、dry塗布量が1g/m2となるように塗布し、90℃のオーブンを10秒間通過させ、乾燥させて皮膜を形成し、比較例3のガスバリア性フィルムを得た。
(X回折測定)
実施例1〜3および比較例1〜3のガスバリア性フィルムを、25℃、65%RHの雰囲気に24時間以上放置した後、同雰囲気にて、リガク社製RAD−rX(X線源=CuKα、λ=0.154nm、電圧40kV、電流40mA)を用いて、前記のガスバリア性フィルムのX線回折スペクトルを測定した。結果を図1〜6に示す。
実施例1〜3および比較例1〜3のガスバリア性フィルムについて、酸素透過度測定装置(MOCON社製OXTRAN−2/20)を用いて、20℃、80%RHの雰囲気下、酸素ガスバリア性を測定した。結果を表1に示す。
また、実施例1〜3および比較例1〜3のガスバリア性フィルムについて、水蒸気透過度測定装置(MOCON社製PERMATRAN−3/31)を用いて、40℃、90%RHの雰囲気下、水蒸気バリア性を測定した。結果を表1に示す。
実施例1〜3および比較例1〜3のガスバリア性フィルムのコーティング面上に、ドライラミネーション加工により、ポリエステルウレタン系接着剤(三井化学社製タケラックA−525/三井化学社製タケネートA−52)を介して、厚さ30μmの未延伸ポリプロピレンフィルム(三井化学東セロ社製CPP GLC)をラミネートし、40℃にて48時間養生(エージング)し、積層フィルムを得た。
この積層フィルムを15mm幅の短冊状にカットし、引張試験機テンシロンにより、ガスバリア性フィルムを、300mm/分の速度で90°剥離させて、ラミネート強度を測定した。結果を表1に示す。
実施例1〜3のガスバリア性フィルムは、ほぼ透明で内容物の視認性に問題がなく、酸素透過度が5cc/m2・day以下、水蒸気透過度が5g/m2・day以下の良好なガスバリア性を示し、かつ、ラミネート強度が1N/15mmを超える良好な密着強度を示し、ガスバリア性包装材として適用できる特性が得られた。
比較例2および3のガスバリア性フィルムは、ガスバリア性が良好であるものの、ラミネート強度が0.5N/15mmよりも低く、密着強度が不足していた。また、比較例1のガスバリア性フィルムは、ガスバリア性およびラミネート強度が劣っていた。
Claims (5)
- ガスバリア性フィルムであって、
プラスチック材料からなる基材フィルムと、
前記基材フィルムの片面あるいは両面に形成され、無機層状鉱物と、水溶性樹脂と、水不溶性樹脂とを含むガスバリア性皮膜と、
を備え、
25℃、65%RH雰囲気にて、CuΚα線を用いて前記ガスバリア性皮膜のX線回折スペクトルを測定した場合において、
前記X線回折スペクトルは、前記無機層状鉱物の層間距離に対応する第1のピークトップと第2のピークトップを示し、
前記第1のピークトップは、前記無機層状鉱物のみからなる薄膜の層間距離に由来し、
前記第2のピークトップは、前記水溶性樹脂が前記無機層状鉱物の層間に介在することによって、前記無機層状鉱物の層間距離が開いたことに由来し、2θ軸において前記第1のピークトップの位置よりも低い位置に存在する、
ことを特徴とするガスバリア性フィルム。 - 前記無機層状鉱物は、水膨潤性合成雲母を含むことを特徴とする請求項1に記載のガスバリア性フィルム。
- 前記水溶性樹脂は、ポリビニルアルコール樹脂であることを特徴とする請求項1に記載のガスバリア性フィルム。
- 前記水不溶性樹脂は、ポリウレタン樹脂であることを特徴とする請求項1に記載のガスバリア性フィルム。
- 前記ガスバリア性皮膜上に、さらに、保護層、接着剤層、ヒートシール性樹脂層を順次積層した請求項1に記載のガスバリア性フィルム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012041252 | 2012-02-28 | ||
| JP2012041252 | 2012-02-28 | ||
| PCT/JP2013/055221 WO2013129515A1 (ja) | 2012-02-28 | 2013-02-27 | ガスバリア性フィルム |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016213826A Division JP6210145B2 (ja) | 2012-02-28 | 2016-10-31 | 包装容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2013129515A1 JPWO2013129515A1 (ja) | 2015-07-30 |
| JP6036802B2 true JP6036802B2 (ja) | 2016-11-30 |
Family
ID=49082709
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014502331A Active JP6036802B2 (ja) | 2012-02-28 | 2013-02-27 | ガスバリア性フィルム |
| JP2016213826A Active JP6210145B2 (ja) | 2012-02-28 | 2016-10-31 | 包装容器 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016213826A Active JP6210145B2 (ja) | 2012-02-28 | 2016-10-31 | 包装容器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9688449B2 (ja) |
| JP (2) | JP6036802B2 (ja) |
| KR (1) | KR102039919B1 (ja) |
| CN (1) | CN104136219B (ja) |
| TW (1) | TWI583551B (ja) |
| WO (1) | WO2013129515A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190061458A (ko) * | 2017-11-28 | 2019-06-05 | 한국생산기술연구원 | 이성분계를 활용한 나노클레이 분산 방법 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6287064B2 (ja) | 2013-10-28 | 2018-03-07 | 凸版印刷株式会社 | ガスバリア性フィルム |
| US11905389B2 (en) * | 2014-07-28 | 2024-02-20 | Texas State University—San Marcos | Molecularly self-assembling nanocomposite barrier coating for gas barrier application and flame retardancy |
| JP6760270B2 (ja) * | 2015-04-22 | 2020-09-23 | 凸版印刷株式会社 | ガスバリア性皮膜形成用コーティング剤およびガスバリア性フィルム |
| JP6806555B2 (ja) * | 2016-12-19 | 2021-01-06 | 富士フイルム株式会社 | 波長変換フィルムおよび波長変換フィルムの製造方法 |
| US20190126601A1 (en) * | 2017-11-02 | 2019-05-02 | Toppan Printing Co., Ltd. | Gas barrier film and packaging material |
| JP2019188783A (ja) | 2018-04-27 | 2019-10-31 | 凸版印刷株式会社 | ガスバリア性フィルム |
| CN113574120B (zh) * | 2019-03-29 | 2023-09-15 | 三菱化学株式会社 | 树脂组合物、薄膜和多层结构体 |
| JP2020164866A (ja) * | 2019-03-29 | 2020-10-08 | 三菱ケミカル株式会社 | 樹脂組成物、フィルム及び多層構造体 |
| EP4011968A4 (en) * | 2019-08-09 | 2022-09-07 | Mitsubishi Chemical Corporation | COMPOSITION OF COPOLYMER RESIN BASED ON ETHYLENE AND VINYL ALCOHOL, FILM AND MULTILAYER STRUCTURE |
| US20230312200A1 (en) * | 2020-08-06 | 2023-10-05 | Toyobo Co., Ltd. | Laminated film and packaging material |
| JPWO2022075030A1 (ja) * | 2020-10-08 | 2022-04-14 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3817274B2 (ja) | 1992-07-29 | 2006-09-06 | 住友化学株式会社 | 積層ガスバリア材 |
| KR100322940B1 (ko) * | 1994-01-24 | 2002-07-27 | 스미또모 가가꾸 고오교오 가부시끼가이샤 | 수지조성물,적층체및적층필름 |
| US5844032A (en) * | 1995-06-07 | 1998-12-01 | Amcol International Corporation | Intercalates and exfoliates formed with non-EVOH monomers, oligomers and polymers; and EVOH composite materials containing same |
| JP3824028B2 (ja) | 1995-09-29 | 2006-09-20 | 東レ株式会社 | ガスバリアフィルム |
| JP3351208B2 (ja) | 1995-11-30 | 2002-11-25 | 東レ株式会社 | ガスバリアフィルム |
| EP0805177B1 (en) * | 1996-04-05 | 2003-09-03 | Toray Industries, Inc. | A gas barrier film |
| JPH11165369A (ja) | 1997-12-02 | 1999-06-22 | Toppan Printing Co Ltd | ガスバリアフィルム |
| JP4524463B2 (ja) * | 1999-07-27 | 2010-08-18 | 三井化学株式会社 | ガスバリア性ポリウレタン樹脂及びこれを含むガスバリア性フィルム |
| JP2001080003A (ja) * | 1999-09-10 | 2001-03-27 | Toppan Printing Co Ltd | ガスバリア性プラスチックフィルム積層体 |
| JP2001287294A (ja) | 2000-04-10 | 2001-10-16 | Toppan Printing Co Ltd | 腰強度と耐衝撃性に優れた透明ガスバリア性積層体 |
| KR20020072777A (ko) * | 2001-03-12 | 2002-09-18 | 후지 샤신 필름 가부시기가이샤 | 표시장치용 기판 |
| CA2417485C (en) * | 2002-01-29 | 2010-08-17 | Kuraray Co., Ltd. | Thermoplastic polyurethane composition and process for producing the same |
| JP3764109B2 (ja) | 2002-02-13 | 2006-04-05 | ダイセル化学工業株式会社 | カイロ用包装フィルム |
| JP2004035831A (ja) * | 2002-07-05 | 2004-02-05 | Toyo Ink Mfg Co Ltd | ガスバリア性フィルム及び該フィルムの製造方法 |
| WO2005037923A1 (ja) * | 2003-10-15 | 2005-04-28 | Mitsui Takeda Chemicals, Inc. | ガスバリア性水性樹脂組成物及びそれを用いた積層フィルム |
| JP4344673B2 (ja) * | 2003-10-15 | 2009-10-14 | フタムラ化学株式会社 | ガスバリアフィルム |
| JP4434907B2 (ja) | 2003-10-15 | 2010-03-17 | 三井化学ポリウレタン株式会社 | 水性ポリウレタン樹脂組成物及び積層フィルム |
| JP2005212107A (ja) * | 2004-01-27 | 2005-08-11 | Toyobo Co Ltd | ガスバリアフィルム |
| JP2005225078A (ja) * | 2004-02-13 | 2005-08-25 | Toyobo Co Ltd | ガスバリアフィルム |
| JP5081416B2 (ja) * | 2005-09-26 | 2012-11-28 | ユニチカ株式会社 | ガスバリア性積層体 |
| CN101272904B (zh) * | 2005-09-26 | 2012-12-19 | 尤尼吉可株式会社 | 阻气性层叠体及层叠物 |
| JPWO2009123200A1 (ja) * | 2008-03-31 | 2011-07-28 | 株式会社クラレ | ガスバリア性フィルムおよびその製造方法 |
| JP5937319B2 (ja) * | 2011-09-14 | 2016-06-22 | 興人フィルム&ケミカルズ株式会社 | ガスバリア性フィルム及び製造方法 |
-
2013
- 2013-02-27 JP JP2014502331A patent/JP6036802B2/ja active Active
- 2013-02-27 KR KR1020147022231A patent/KR102039919B1/ko active IP Right Grant
- 2013-02-27 CN CN201380011208.7A patent/CN104136219B/zh active Active
- 2013-02-27 TW TW102107175A patent/TWI583551B/zh not_active IP Right Cessation
- 2013-02-27 WO PCT/JP2013/055221 patent/WO2013129515A1/ja active Application Filing
-
2014
- 2014-08-27 US US14/469,835 patent/US9688449B2/en active Active
-
2016
- 2016-10-31 JP JP2016213826A patent/JP6210145B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190061458A (ko) * | 2017-11-28 | 2019-06-05 | 한국생산기술연구원 | 이성분계를 활용한 나노클레이 분산 방법 |
| KR102025136B1 (ko) * | 2017-11-28 | 2019-09-25 | 한국생산기술연구원 | 이성분계를 활용한 나노클레이 분산 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013129515A1 (ja) | 2013-09-06 |
| TWI583551B (zh) | 2017-05-21 |
| CN104136219B (zh) | 2017-10-31 |
| US9688449B2 (en) | 2017-06-27 |
| US20140363661A1 (en) | 2014-12-11 |
| JP6210145B2 (ja) | 2017-10-11 |
| CN104136219A (zh) | 2014-11-05 |
| JP2017052567A (ja) | 2017-03-16 |
| KR102039919B1 (ko) | 2019-11-05 |
| TW201341181A (zh) | 2013-10-16 |
| JPWO2013129515A1 (ja) | 2015-07-30 |
| KR20140133818A (ko) | 2014-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6210145B2 (ja) | 包装容器 | |
| JP6176239B2 (ja) | ガスバリア性積層体 | |
| JP6191221B2 (ja) | 水系コーティング剤およびガスバリア性フィルム | |
| JP6326740B2 (ja) | グラビア印刷用水系コーティング剤およびガスバリア性フィルム | |
| JP6287064B2 (ja) | ガスバリア性フィルム | |
| EP3287500B1 (en) | Coating agent and gas barrier film | |
| WO2015163450A1 (ja) | ガスバリア性フィルムおよびガスバリア性積層体 | |
| JP2015044943A (ja) | グラビア印刷用水系コーティング剤およびガスバリア性フィルム | |
| EP3543009B1 (en) | Multilayer protective film for water absorption | |
| EP3892457A1 (en) | Gas barrier film | |
| JP6524781B2 (ja) | コーティング剤およびガスバリア性フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160819 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6036802 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |