JP6026463B2 - 貼合ワークの製造装置及び貼合ワークの製造方法 - Google Patents
貼合ワークの製造装置及び貼合ワークの製造方法 Download PDFInfo
- Publication number
- JP6026463B2 JP6026463B2 JP2014112840A JP2014112840A JP6026463B2 JP 6026463 B2 JP6026463 B2 JP 6026463B2 JP 2014112840 A JP2014112840 A JP 2014112840A JP 2014112840 A JP2014112840 A JP 2014112840A JP 6026463 B2 JP6026463 B2 JP 6026463B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- workpiece
- bonding
- temporary
- workpieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 239000000853 adhesive Substances 0.000 claims description 136
- 230000001070 adhesive effect Effects 0.000 claims description 117
- 238000000034 method Methods 0.000 claims description 44
- 230000008569 process Effects 0.000 claims description 31
- 239000011347 resin Substances 0.000 claims description 12
- 229920005989 resin Polymers 0.000 claims description 12
- 230000007480 spreading Effects 0.000 claims description 3
- 238000003892 spreading Methods 0.000 claims description 3
- 239000004973 liquid crystal related substance Substances 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 238000003825 pressing Methods 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 230000032258 transport Effects 0.000 description 6
- 230000001678 irradiating effect Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 230000000007 visual effect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000006837 decompression Effects 0.000 description 3
- 230000005764 inhibitory process Effects 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 230000003405 preventing effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000012945 sealing adhesive Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images












Landscapes
- Liquid Crystal (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
Description
表示装置を構成する一対のワークを接着剤を介して貼り合わせてなる貼合ワークの製造装置において、
前記一対のワークの少なくとも一方のワークの片面に、面状に広がるように接着剤を供給する供給部と、
供給された接着剤を、流動せずかつ表面を未硬化部分が残留した状態に仮硬化させる仮硬化処理を、前記供給部による接着剤の供給開始から終了までの間に開始する仮硬化処理部と、
前記一対のワークを、前記仮硬化処理後の前記接着剤を介して貼り合わせる貼合部と、
前記貼合部により貼り合わされた前記一対のワーク間の接着剤を本硬化させる本硬化部と、
を有することを特徴とする。
以上のような発明では、ワークの片面に面状に広がるように接着剤を供給するとともに、仮硬化させるので、接着剤の流動が抑制され、塗布形状のくずれやワーク外へのはみ出しが防止される。また、供給中に仮硬化させるので、タクトタイムを短縮できる。そして、仮硬化により、接着剤のクッション性及び粘着性は維持されている。このため、貼り合わせ時の接着力に問題はなく、均一な貼り合わせ厚を確保できる。また、接着剤中に境界が存在しないので、表示装置における視野範囲の視認性は損なわれない。さらに、シールのための手段を装備した上で、シール作成用の接着剤と内部充填用の接着剤を別々に用意して供給する必要がないので、タクトタイムを短縮でき、コストも節約できる。
[A.構成]
まず、本実施形態の貼合ワークの製造装置(以下、本装置と呼ぶ)の構成を説明する。本装置は、図1及び図2に示すように、接着剤供給部1、貼合部2等を有している。貼り合わせの対象となるワークS1、S2は、たとえば、液晶ディスプレイのタッチパネルと保護パネルのように、表示装置を構成するワークとする。また、ワークS1は、これらの接着剤供給部1及び貼合部2との間を、搬送部3によって移動可能に設けられている。
[B.作用]
以上のような構成を有する本実施形態の作用を、図1〜5を参照して説明する。なお、図3における仮硬化処理部11の位置及び角度は、作用の説明のための便宜的な表示に過ぎない。
[C.効果]
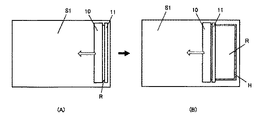
以上のような本実施形態によれば、次のような効果が得られる。すなわち、ワークS1の片面に面状に広がるように接着剤Rを供給するとともに、仮硬化部Hを形成させるので、接着剤Rの流動が防止される。また、接着剤Rの供給とともに仮硬化部Hを形成するので、塗布完了後に硬化処理を行う場合に比べて、タクトタイムを短縮できる。さらに、仮硬化部Hは、クッション性は維持されるので、貼り合わせ時の歪み等が吸収され、均一な接着層を形成できる。
[D.他の実施形態]
本発明は、上記のような実施形態に限定されるものではない。たとえば、仮硬化処理部11を、走査装置によって、供給部10とは独立に移動可能に設けることにより、接着剤Rの塗布と仮硬化とを交互に行うことも可能である。
2…貼合部
3…搬送部
10…供給部
11…仮硬化処理部
20…貼合装置
21…真空チャンバ
22…押圧装置
30…搬送装置
31…載置部
Claims (8)
- 表示装置を構成する一対のワークを接着剤を介して貼り合わせてなる貼合ワークの製造装置において、
前記一対のワークの少なくとも一方のワークの片面に、面状に広がるように接着剤を供給する供給部と、
供給された接着剤を、流動せずかつ表面を未硬化部分が残留した状態に仮硬化させる仮硬化処理を、前記供給部による接着剤の供給開始から終了までの間に開始する仮硬化処理部と、
前記一対のワークを、前記仮硬化処理後の前記接着剤を介して貼り合わせる貼合部と、
前記貼合部により貼り合わされた前記一対のワーク間の接着剤を本硬化させる本硬化部と、
を有することを特徴とする貼合ワークの製造装置。 - 前記仮硬化処理部は、前記供給部とともに移動可能に設けられていることを特徴とする請求項1記載の貼合ワークの製造装置。
- 前記仮硬化処理部は、前記供給部から独立して移動可能に設けられていることを特徴とする請求項1記載の貼合ワークの製造装置。
- 前記接着剤は、電磁波の照射により硬化する接着剤であり、
前記仮硬化処理部は、接着剤に電磁波を照射する照射部を有することを特徴とする請求項1〜3のいずれか1項に記載の貼合ワークの製造装置。 - 前記接着剤は、紫外線硬化型の樹脂であり、
前記照射部は、大気中で接着剤に紫外線を照射する紫外線照射装置を有することを特徴とする請求項4記載の貼合ワークの製造装置。 - 電磁波の照射範囲が可変に設けられていることを特徴とする請求項4又は請求項5記載の貼合ワークの製造装置。
- 表示装置を構成する一対のワークを接着剤を介して貼り合わせてなる貼合ワークの製造方法において、
少なくとも一方のワークの片面に、面状に広がるように接着剤を供給し、
供給された接着剤を、流動せずかつ表面を未硬化部分が残留した状態に仮硬化させる仮硬化処理を、前記接着剤の供給開始から終了までの間に開始するようにして行ない、
前記仮硬化処理後、前記一対のワークを前記接着剤を介して貼り合わせ、
貼り合わせた前記一対のワーク間の接着剤を本硬化させる、
ことを特徴とする貼合ワークの製造方法。 - 接着剤が面状に広がった後に仮硬化するように、接着剤がワークに接した時点と仮硬化を開始する時点とに時間差があることを特徴とする請求項7記載の貼合ワークの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014112840A JP6026463B2 (ja) | 2014-05-30 | 2014-05-30 | 貼合ワークの製造装置及び貼合ワークの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014112840A JP6026463B2 (ja) | 2014-05-30 | 2014-05-30 | 貼合ワークの製造装置及び貼合ワークの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010219946A Division JP5558993B2 (ja) | 2010-09-29 | 2010-09-29 | 接着剤供給装置及び接着剤供給方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016076174A Division JP6161759B2 (ja) | 2016-04-05 | 2016-04-05 | 貼合ワークの製造装置及び貼合ワークの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014199457A JP2014199457A (ja) | 2014-10-23 |
| JP2014199457A5 JP2014199457A5 (ja) | 2015-01-08 |
| JP6026463B2 true JP6026463B2 (ja) | 2016-11-16 |
Family
ID=52356352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014112840A Active JP6026463B2 (ja) | 2014-05-30 | 2014-05-30 | 貼合ワークの製造装置及び貼合ワークの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6026463B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6722744B2 (ja) * | 2018-11-15 | 2020-07-15 | モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社 | 接着剤塗布装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2908259B2 (ja) * | 1994-12-09 | 1999-06-21 | ウシオ電機株式会社 | 液晶パネルの貼り合わせ方法および装置 |
| JP2003005194A (ja) * | 2001-06-25 | 2003-01-08 | Shimadzu Corp | シール剤塗布装置、液晶滴下貼り合わせ装置および液晶パネル製造方法 |
| JP2003093945A (ja) * | 2001-09-27 | 2003-04-02 | Shimadzu Corp | シール剤塗布装置 |
| JP2004170526A (ja) * | 2002-11-18 | 2004-06-17 | Tokyo Electron Ltd | 液晶表示素子の製造方法及び液晶表示素子の製造装置 |
| US8088438B2 (en) * | 2004-06-03 | 2012-01-03 | Shibaura Mechatronics Corporation | Resin layer formation method, resin layer formation device, and disk manufacturing method |
| WO2008038414A1 (en) * | 2006-09-28 | 2008-04-03 | Shibaura Mechatronics Corporation | Bonding method and bonding apparatus |
| JP5139736B2 (ja) * | 2007-06-27 | 2013-02-06 | 東レエンジニアリング株式会社 | 液晶部品の製造方法および製造装置 |
| CN101816026A (zh) * | 2007-10-22 | 2010-08-25 | 夏普株式会社 | 显示装置及其制造方法 |
-
2014
- 2014-05-30 JP JP2014112840A patent/JP6026463B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014199457A (ja) | 2014-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5558993B2 (ja) | 接着剤供給装置及び接着剤供給方法 | |
| JP2012073533A (ja) | 貼合装置及び貼合方法 | |
| JP5798750B2 (ja) | 接着剤供給装置及び接着剤供給方法 | |
| JP6271289B2 (ja) | 接着剤塗布装置、表示装置用部材の製造装置及び表示装置用部材の製造方法 | |
| JP5657979B2 (ja) | 貼合装置及び貼合方法 | |
| JP5411905B2 (ja) | 接合部材の製造装置及び接合部材の製造方法 | |
| JP6315630B2 (ja) | 表示装置用部材の製造装置及び表示装置用部材の製造方法 | |
| JP5727773B2 (ja) | 接着剤供給装置及び接着剤供給方法 | |
| KR101852200B1 (ko) | 접합 장치 및 접합 방법 | |
| JP6026463B2 (ja) | 貼合ワークの製造装置及び貼合ワークの製造方法 | |
| JP5815099B2 (ja) | 貼合装置及び貼合基板の製造方法 | |
| JP2017045010A (ja) | 表示装置用部材の製造装置及び表示装置用部材の製造方法 | |
| JP6161759B2 (ja) | 貼合ワークの製造装置及び貼合ワークの製造方法 | |
| JP5936747B2 (ja) | 表示装置を構成する部材の製造装置および製造方法 | |
| JP2013015760A (ja) | 接着剤供給装置及び接着剤供給方法 | |
| TWI581866B (zh) | 黏合劑塗布裝置及方法、顯示裝置用構件製造裝置及方法 | |
| JP5752402B2 (ja) | 接着剤供給装置及び接着剤供給方法 | |
| TWI490049B (zh) | 接著劑供給裝置以及接著劑供給方法 | |
| JP5885279B2 (ja) | 貼合ワークの製造装置及び貼合ワークの製造方法 | |
| KR101708956B1 (ko) | 접착제 공급 장치 및 접착제 공급 방법 | |
| TWI541132B (zh) | 貼合裝置以及貼合基板的製造方法 | |
| TWI542922B (zh) | 貼合裝置以及貼合方法 | |
| JP2022047865A (ja) | ワーク貼り合わせ装置及びワーク貼り合わせ方法 | |
| KR20130104591A (ko) | 접합 장치 및 접합 방법 | |
| JP2015194727A (ja) | 表示装置用部材の製造装置及び表示装置用部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150731 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160405 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160412 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20160506 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6026463 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |