JP5731831B2 - 鋳造用金型 - Google Patents
鋳造用金型 Download PDFInfo
- Publication number
- JP5731831B2 JP5731831B2 JP2011007421A JP2011007421A JP5731831B2 JP 5731831 B2 JP5731831 B2 JP 5731831B2 JP 2011007421 A JP2011007421 A JP 2011007421A JP 2011007421 A JP2011007421 A JP 2011007421A JP 5731831 B2 JP5731831 B2 JP 5731831B2
- Authority
- JP
- Japan
- Prior art keywords
- runner
- molten metal
- cavity
- mold
- runners
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005266 casting Methods 0.000 title claims description 14
- 239000002184 metal Substances 0.000 claims description 24
- 238000000465 moulding Methods 0.000 description 7
- 238000007872 degassing Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
Claims (3)
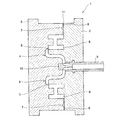
- ダイキャスト製品を製造する鋳造用金型において、この金型には少なくとも2つのキャビティが配置され、分流子から前記各キャビティに至るランナが、分割面に平行な第1ランナと、この第1ランナに略垂直な第2ランナと、この第2ランナとキャビティを接続し且つ分割面に平行な第3ランナとからなることを特徴とする鋳造用金型。
- 請求項1に記載の鋳造用金型において、前記第3ランナは、分岐してキャビティに設けられた複数のゲートに溶湯を分配することを特徴とする鋳造用金型。
- 請求項1又は2に記載の鋳造用金型において、前記第1ランナと前記第2ランナの接続部のR形状が、前記第2ランナと前記第3ランナの接続部のR形状よりも大きいことを特徴とする鋳造用金型。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007421A JP5731831B2 (ja) | 2011-01-18 | 2011-01-18 | 鋳造用金型 |
| IN84DE2012 IN2012DE00084A (ja) | 2011-01-18 | 2012-01-10 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007421A JP5731831B2 (ja) | 2011-01-18 | 2011-01-18 | 鋳造用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012148292A JP2012148292A (ja) | 2012-08-09 |
| JP5731831B2 true JP5731831B2 (ja) | 2015-06-10 |
Family
ID=46791098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011007421A Expired - Fee Related JP5731831B2 (ja) | 2011-01-18 | 2011-01-18 | 鋳造用金型 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5731831B2 (ja) |
| IN (1) | IN2012DE00084A (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022010425A (ja) * | 2020-04-24 | 2022-01-17 | 中川特殊鋼株式会社 | 回転電機のスロットコイル用絶縁材とその成形方法 |
| CN112719245A (zh) * | 2021-03-08 | 2021-04-30 | 金雅豪精密金属科技(深圳)股份有限公司 | 一种手机中板垂直压铸排位结构以及垂直压铸机 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6056158U (ja) * | 1983-09-27 | 1985-04-19 | リズム自動車部品製造株式会社 | ダイカスト金型装置 |
| JPS63290671A (ja) * | 1987-05-22 | 1988-11-28 | Hitachi Ltd | ガス抜きダイカスト鋳造法 |
| JP2980915B2 (ja) * | 1989-05-29 | 1999-11-22 | 本田技研工業株式会社 | 鋳造装置 |
| JPH05131258A (ja) * | 1991-11-13 | 1993-05-28 | Unitec Kk | マニホールド |
| JPH0768363A (ja) * | 1993-09-01 | 1995-03-14 | Leotec:Kk | 固液共存域ダイカスト用金型 |
| JPH08309499A (ja) * | 1995-05-19 | 1996-11-26 | Eguchi Diecast Kk | 歯車製造方法及び製造装置 |
| JP3072980B2 (ja) * | 1997-11-12 | 2000-08-07 | 本田技研工業株式会社 | 鋳造装置 |
| JP2000117392A (ja) * | 1998-10-08 | 2000-04-25 | Matsushita Electric Ind Co Ltd | 鋳造成形金型 |
| JP2001287013A (ja) * | 2000-04-10 | 2001-10-16 | Yazaki Corp | ダイカスト鋳造における湯流れ確認方法 |
| JP4281887B2 (ja) * | 2000-07-24 | 2009-06-17 | 美和ロック株式会社 | ダイカストマシンにおける分流子の接続方法 |
| JP2002160041A (ja) * | 2000-11-24 | 2002-06-04 | Sanyo Electric Co Ltd | 金属薄肉成形体用金型およびそれを用いた金属薄肉成形体の製法 |
| JP2008246503A (ja) * | 2007-03-29 | 2008-10-16 | Ube Machinery Corporation Ltd | 鋳造方法及びダイカストマシン |
| JP2009056503A (ja) * | 2007-09-03 | 2009-03-19 | Toyota Motor Corp | 成形金型および成形方法 |
| JP2009214166A (ja) * | 2008-03-12 | 2009-09-24 | Honda Motor Co Ltd | 多数個取り金型 |
-
2011
- 2011-01-18 JP JP2011007421A patent/JP5731831B2/ja not_active Expired - Fee Related
-
2012
- 2012-01-10 IN IN84DE2012 patent/IN2012DE00084A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012148292A (ja) | 2012-08-09 |
| IN2012DE00084A (ja) | 2015-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6227671B2 (ja) | 機能的フィーダ接続を用いて、鋳造部品、特にシリンダ・ブロックおよびシリンダ・ヘッドを製造するための方法および鋳型 | |
| US20150013930A1 (en) | Die-casting mold and method for thin-walled electrical connector shells | |
| JP5731831B2 (ja) | 鋳造用金型 | |
| JP2012240385A (ja) | 射出成形金型 | |
| JP4691051B2 (ja) | 鋳造品の製造方法およびダイカスト金型 | |
| CN105304196A (zh) | 带有树脂成型体的电缆的制造方法及带有树脂成型体的电缆 | |
| JP6085571B2 (ja) | 連続鋳造用鋳型 | |
| KR20140123199A (ko) | 하이브리드 다이캐스팅 금형장치 | |
| JP2019037989A (ja) | 車両用ホイール部材用金型および車両用ホイール部材の製造方法 | |
| JP2010005819A (ja) | 成形用金型及び成形品の製造方法 | |
| KR102048571B1 (ko) | 사각 성형물 제조용 금형장치 | |
| KR101174050B1 (ko) | 집중냉각방식의 금형 장치 | |
| JP5788356B2 (ja) | 射出成形用金型 | |
| JP5763584B2 (ja) | チルベント | |
| JP2012179650A (ja) | 鋳造用金型 | |
| CN205309262U (zh) | 一种压铸模防止冷却水流到模具内的排水槽结构 | |
| JP5960862B2 (ja) | 金型装置および金型装置の製造方法 | |
| JP2007009859A (ja) | リザーブタンク | |
| JP6309235B2 (ja) | 透明樹脂成形品の射出成形装置および射出成形方法 | |
| JP7267003B2 (ja) | 鋳造製品製造装置 | |
| JP4861358B2 (ja) | 鋳造金型 | |
| JP2021074753A (ja) | ダイカスト金型 | |
| JP7314765B2 (ja) | 金型 | |
| JP2012106391A (ja) | 樹脂成形方法及び樹脂製品 | |
| GB2622096A (en) | A mould cavity with a flow distribution network |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5731831 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |