JP5647791B2 - 台車および電子部品実装機 - Google Patents
台車および電子部品実装機 Download PDFInfo
- Publication number
- JP5647791B2 JP5647791B2 JP2010006905A JP2010006905A JP5647791B2 JP 5647791 B2 JP5647791 B2 JP 5647791B2 JP 2010006905 A JP2010006905 A JP 2010006905A JP 2010006905 A JP2010006905 A JP 2010006905A JP 5647791 B2 JP5647791 B2 JP 5647791B2
- Authority
- JP
- Japan
- Prior art keywords
- module
- base
- mounting machine
- electronic component
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Description
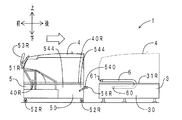
まず、本実施形態の電子部品実装機の構成について説明する。図1に、本実施形態の電子部品実装機の透過斜視図を示す。なお、図1に示すMCU5上のモジュール4の搭載位置は、作業位置である。図1に示すように、電子部品実装機1は、実装機本体2と、MCU5と、を備えている。MCU5は、本発明の台車に含まれる。実装機本体2は、左右方向に三台連なっている。
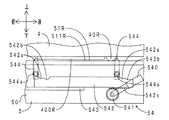
図2に、本実施形態の電子部品実装機の実装機本体のベース付近の前面図を示す。図1、図2に示すように、実装機本体2は、ベース3とモジュール4とを備えている。ベース3は、ベース本体30と、左右一対のベース側ガイドレール31L、31Rと、を備えている。ベース本体30は、直方体状を呈している。左右一対のベース側ガイドレール31L、31Rは、ベース本体30の上面に配置されている。左右一対のベース側ガイドレール31L、31Rは、前後方向に延在している。ベース側ガイドレール31Rは、サイドガイド部310Rと、レール部311Rと、を備えている。サイドガイド部310Rは、レール部311Rの右面に連なる立壁状を呈している。ベース側ガイドレール31Lの構成は、ベース側ガイドレール31Rの構成と同様である。ベース側ガイドレール31Lの配置は、ベース側ガイドレール31Rの配置と左右対称である。
図1に示すように、MCU5は、MCU本体50と、左右一対のユニット側ガイドレール51L、51Rと、四つのキャスタ52L、52Rと、左右一対のハンドル53L、53Rと、ロック機構部54と、を備えている。MCU本体50は、直方体状を呈している。左右一対のユニット側ガイドレール51L、51Rは、MCU本体50の上面に配置されている。左右一対のユニット側ガイドレール51L、51Rは、前後方向に延在している。ユニット側ガイドレール51L、51Rは、ベース側ガイドレール31L、31Rの前方に接続可能である。ユニット側ガイドレール51L、51Rの構成、配置は、ベース側ガイドレール31L、31Rの構成、配置と、同様である。モジュール4は、これらユニット側ガイドレール51L、51R、ベース側ガイドレール31L、31Rを介して、MCU5からベース3に、あるいはベース3からMUC5に、移動可能である。
次に、本実施形態の電子部品実装機の動きについて説明する。まず、MCU5から空のベース3にモジュール4を移設する場合について説明する。モジュール移設方法は、搬送工程と、脱着工程と、移動工程と、を有している。
搬送工程においては、図3に示すように、モジュール4が搭載されたMCU5を、前方からベース3に近接させる。この際、モジュール4の搭載位置は、搬送位置に切り替えられている。具体的には、図4に示すように、搬送位置においては、前後一対のロックピン544は、各々、全ロックモードに切り替えられている。すなわち、ロックピン544は、ユニット側ガイドレール51Rのレール部511Rから、上方に突出している。モジュール4の後方の被ガイドローラ40Rと固定用ブラケット400Rとは、一対のロックピン544により、前後方向に動かないように固定されている。このため、搬送位置においては、モジュール4は、MCU5に対して、移動することができない。このように、本工程においては、モジュール4を固定した状態で、MCU5をベース3の前面に連結する。具体的には、MCU5の後面には、左右一対の被ガイド部56Rが配置されている。一方、図2に示すように、ベース本体30の前面には、左右一対のガイド凹部32L、32Rが配置されている。本工程においては、左右一対の被ガイド部56Rを、左右一対のガイド凹部32L、32Rに挿入し、係止する。
図5に、本実施形態の電子部品実装機のハーネス部材脱着中の透過右側面図を示す。図6に、図5の後方の被ガイドローラ40R付近の拡大透過模式図を示す。脱着工程においては、ハーネス部材6をモジュール4に取り付ける。すなわち、ハーネス部材6は、固定端60と脱着端61とを備えている。固定端60は、ベース3に固定されている。脱着端61は、固定されていない。本工程においては、脱着端61を、モジュール4に取り付ける。しかしながら、図1に示すように、また図3、図5に細線で示すように、モジュール4の移設対象となるベース3の、左右方向隣りには、モジュール4が搭載されたベース3が配置されている。このため、搬送位置のままでは、ハーネス部材6の脱着を行う作業スペースが確保できない。そこで、図5に示すように、モジュール4を、ベース3に対して、前方に所定量だけ移動させる。すなわち、モジュール4の搭載位置を、搬送位置から作業位置に切り替える。そして、図1に点線ハッチングで示すように、MCU本体50の後上部に作業スペースS1を確保する。
図7に、本実施形態の電子部品実装機のモジュール移動中の透過右側面図を示す。図8に、図7の後方の被ガイドローラ40R付近の拡大透過模式図を示す。移動工程においては、モジュール4を、MCU5からベース3に移動させる。
次に、本実施形態の電子部品実装機の作用効果について説明する。図1に示すように、ベース3の前後方向長さと、モジュール4の前後方向長さと、は略同じである。このため、図10に示す従来の電子部品実装機のように、ベース101側に作業スペースS100を確保することができない。この点、本実施形態の電子部品実装機1のMCU5によると、ベース3側ではなくMCU5側に作業スペースS1が確保されている。このため、ベース3側に余地がない場合であっても、ハーネス部材6の脱着作業を行うことができる。
以上、本発明の電子部品実装機の実施の形態について説明した。しかしながら、実施の形態は上記形態に特に限定されるものではない。当業者が行いうる種々の変形的形態、改良的形態で実施することも可能である。
30:ベース本体、31L:ベース側ガイドレール、31R:ベース側ガイドレール、32L:ガイド凹部、32R:ガイド凹部、40L:被ガイドローラ、40R:被ガイドローラ、41:デバイスバケット、50:MCU本体、51L:ユニット側ガイドレール、51R:ユニット側ガイドレール、52L:キャスタ、52R:キャスタ、53L:ハンドル、53R:ハンドル、54:ロック機構部、55:取っ手、56R:被ガイド部、60:固定端、61:脱着端。
310R:サイドガイド部、311R:レール部、400R:固定用ブラケット、511R:レール部、540:ロックレバー、541:ピニオン部、542:ラック部、542a:第一凹部、542b:第二凹部、542c:ラック歯、543:ラック部用ガイド片、544:ロックピン、544a:昇降用ローラ、550L:ジョイント部材、550R:ジョイント部材。
S1:作業スペース。
Claims (3)
- ベースと該ベースに載置され回路基板に電子部品を実装するモジュールとを有する実装機本体の、該ベースとの間で該モジュールの受け渡しが可能であって、
該回路基板の搬送方向に連なる複数の該実装機本体のうち、任意の該実装機本体の該ベースとの間で該モジュールの受け渡しを行う際、該搬送方向に隣り合う別の該モジュールが邪魔にならないように、自身の上部に該モジュールの受け渡しの際に必要な作業を行うための作業スペースを確保すると共に、
前記モジュールの搭載位置は、
該モジュールを搬送する搬送位置と、
該搬送位置に対して前記ベースから離間して該モジュールを支持すると共に、該ベースと該モジュールとの間に区画される前記作業スペースを利用して作業を行う作業位置と、
に切り替え可能である台車。 - ベースと該ベースに載置され回路基板に電子部品を実装するモジュールとを有する実装機本体の、該ベースとの間で該モジュールの受け渡しが可能であって、
該回路基板の搬送方向に連なる複数の該実装機本体のうち、任意の該実装機本体の該ベースとの間で該モジュールの受け渡しを行う際、該搬送方向に隣り合う別の該モジュールが邪魔にならないように、自身の上部に該モジュールの受け渡しの際に必要な作業を行うための作業スペースを確保すると共に、
さらに、前記モジュールに対して突出可能であり、該モジュールを搬送する搬送位置における該モジュールの移動を禁止する全ロックモードと、該搬送位置と該作業スペースを利用して作業を行う作業位置との間で該モジュールの移動を許容すると共に該搬送位置に対して前記ベースに近接する方向への該モジュールの移動を禁止する半ロックモードと、該ベースとの間で該モジュールの移動を許容するリリースモードと、に切り替え可能なロックピンを有する台車。 - 請求項1に記載の台車を備えてなる電子部品実装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010006905A JP5647791B2 (ja) | 2010-01-15 | 2010-01-15 | 台車および電子部品実装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010006905A JP5647791B2 (ja) | 2010-01-15 | 2010-01-15 | 台車および電子部品実装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011146578A JP2011146578A (ja) | 2011-07-28 |
| JP5647791B2 true JP5647791B2 (ja) | 2015-01-07 |
Family
ID=44461158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010006905A Active JP5647791B2 (ja) | 2010-01-15 | 2010-01-15 | 台車および電子部品実装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5647791B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015198372A1 (ja) * | 2014-06-23 | 2015-12-30 | 富士機械製造株式会社 | 生産機械 |
| JP6905626B2 (ja) * | 2015-12-10 | 2021-07-21 | 株式会社Fuji | 部品供給装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04315526A (ja) * | 1991-04-16 | 1992-11-06 | Mita Ind Co Ltd | ワークのセットアップ治具 |
| JP4320204B2 (ja) * | 2002-07-19 | 2009-08-26 | 富士機械製造株式会社 | 対基板作業システム |
-
2010
- 2010-01-15 JP JP2010006905A patent/JP5647791B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011146578A (ja) | 2011-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5750368B2 (ja) | 電子部品実装装置用テープ切断装置、テープ切断装置脱着作業用治具および電子部品実装装置 | |
| JP4670787B2 (ja) | 電子部品実装装置及びパーツフィーダ交換用台車 | |
| JP5647791B2 (ja) | 台車および電子部品実装機 | |
| CN211035100U (zh) | 一种叉车式agv小车 | |
| JP2006321412A (ja) | 運搬用台車 | |
| JP5020223B2 (ja) | セグメント組立装置 | |
| JP4306576B2 (ja) | バッテリ交換台車及びバッテリ交換台車の一体化方法 | |
| JP4058535B2 (ja) | パチンコ遊技機 | |
| JP2011183252A (ja) | ダイコータ用台車 | |
| JP2018199447A (ja) | 電気自動車 | |
| WO2011025009A1 (ja) | 手押し型運搬車 | |
| JP3879632B2 (ja) | 搬送装置 | |
| JPH11199013A (ja) | 金型交換システム | |
| JP2011105500A (ja) | 物品搬送装置 | |
| JP2869883B2 (ja) | 自動二輪車の組立方法 | |
| JP2011183250A (ja) | ダイコータ用マテリアルハンドリングシステム | |
| JP7095516B2 (ja) | 連結コンベヤ | |
| JP2001280541A (ja) | 管体搬入方法及び管体運搬台車 | |
| JP2005066806A (ja) | エンジン搭載装置 | |
| JP3933466B2 (ja) | スラットコンベヤ使用の台車搬送設備 | |
| JP2003212308A (ja) | 物品移載装置 | |
| JP3806897B2 (ja) | 組立ライン装置 | |
| JPH07223575A (ja) | 自動二輪車の組立方法 | |
| JP2011156950A (ja) | 台車移動装置 | |
| JP2006321009A (ja) | ワーク搬送装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121211 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131002 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5647791 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |