JP5627399B2 - 保護層付き基板の製造方法および基板加工方法 - Google Patents
保護層付き基板の製造方法および基板加工方法 Download PDFInfo
- Publication number
- JP5627399B2 JP5627399B2 JP2010248547A JP2010248547A JP5627399B2 JP 5627399 B2 JP5627399 B2 JP 5627399B2 JP 2010248547 A JP2010248547 A JP 2010248547A JP 2010248547 A JP2010248547 A JP 2010248547A JP 5627399 B2 JP5627399 B2 JP 5627399B2
- Authority
- JP
- Japan
- Prior art keywords
- protective layer
- substrate
- film
- manufacturing
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 title claims description 101
- 239000011241 protective layer Substances 0.000 title claims description 37
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 238000003672 processing method Methods 0.000 title claims description 15
- 239000011347 resin Substances 0.000 claims description 83
- 229920005989 resin Polymers 0.000 claims description 83
- 239000010410 layer Substances 0.000 claims description 65
- 238000000034 method Methods 0.000 claims description 38
- 239000000463 material Substances 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 13
- 239000007788 liquid Substances 0.000 claims description 13
- 238000001312 dry etching Methods 0.000 claims description 10
- 229920001940 conductive polymer Polymers 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 3
- 238000004528 spin coating Methods 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 2
- 229920005992 thermoplastic resin Polymers 0.000 claims description 2
- 230000001681 protective effect Effects 0.000 claims 11
- 239000011248 coating agent Substances 0.000 claims 1
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 3
- 239000011112 polyethylene naphthalate Substances 0.000 description 3
- 229910052814 silicon oxide Inorganic materials 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000008096 xylene Substances 0.000 description 3
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 238000001020 plasma etching Methods 0.000 description 2
- 238000000623 plasma-assisted chemical vapour deposition Methods 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000002940 repellent Effects 0.000 description 2
- 239000005871 repellent Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- LPEKGGXMPWTOCB-UHFFFAOYSA-N 8beta-(2,3-epoxy-2-methylbutyryloxy)-14-acetoxytithifolin Natural products COC(=O)C(C)O LPEKGGXMPWTOCB-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000010538 cationic polymerization reaction Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- ODQWQRRAPPTVAG-GZTJUZNOSA-N doxepin Chemical compound C1OC2=CC=CC=C2C(=C/CCN(C)C)/C2=CC=CC=C21 ODQWQRRAPPTVAG-GZTJUZNOSA-N 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229940057867 methyl lactate Drugs 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- -1 polyethylene naphthalate Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/10—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
一般に、インクジェット基板には、切り出し方位が<100>のシリコン単結晶基板(以下、単にシリコン基板とも言う)に、表と裏を貫通するインク供給口が形成されたものを用いる。また、インクは、このインク供給口よりインクジェット基板上に形成されたインク流路を通り、圧力発生素子が形成されたインクチャンバーへ流入する。そして、圧力発生素子より吐出圧力を発生させることで、インクチャンバーに形成されたインク吐出口よりインクが飛翔することで印刷される。なお、便宜上、これらインク流路、インクチャンバーおよびインク吐出口のパターンを形成する部材を総じてインクジェット構造体と呼称する。なお、インクジェット構造体は、1つの部材から構成されていても良く、複数の部材から構成されていても良い。
即ち、複数の構造体がそれぞれ間隔をあけて表面に配された基板に、保護層を形成する保護層付き基板の製造方法であって、前記保護層は、樹脂層とチャック用フィルムとから構成され、
(1)各構造体間、各構造体表面、および前記複数の構造体を有する基板面に、前記樹脂層を形成する工程と、
(2)前記樹脂層上に前記チャック用フィルムを形成し、前記保護層を形成する工程と、
を少なくとも含むことを特徴とする保護層付き基板の製造方法である。
◎:平坦性の改善が大幅にみられた(最大値と最小値の差が10μm未満)。
○:平坦性に改善がみられた(最大値と最小値の差が10μm以上、40μm未満)。
△:平坦性に改善がほとんどみられなかった(最大値と最小値の差が40μm以上)。

その後、インク流路型22をオリフィスプレート上からUV光を照射して感光させ、乳酸メチルに浸漬し溶出させた。最後に十分に水洗、乾燥することで、図2(g)に示すように、インクジェット構造体20およびインクジェット基板10で構成されるインクジェットヘッドを得た。
2 構造体
3 空隙
4、14 樹脂層
5、15 チャック用フィルム
6、16 保護層
7 膜
8、18 複数の構造体を有する基板面
9、19 保護層付き基板
10 インクジェット基板
20 インクジェット構造体
21 圧力発生素子
22 インク流路およびインクチャンバーの型
23 オリフィスプレート
24 インク吐出口
25 ポジレジスト
26 インク供給口
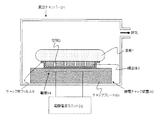
30 静電チャック装置
31 真空チャンバー
32 電極電源ユニット
33 チャックプレート
34 電極
Claims (15)
- 複数の構造体がそれぞれ間隔をあけて表面に配された基板に、保護層を形成する保護層付き基板の製造方法であって、
前記保護層は、樹脂層とチャック用フィルムとから構成され、
(1)各構造体間、各構造体表面、および前記複数の構造体を有する基板面に、前記樹脂層を形成する工程と、
(2)前記樹脂層上に前記チャック用フィルムを形成し、前記保護層を形成する工程と
を少なくとも含むことを特徴とする保護層付き基板の製造方法。 - 前記構造体が、インクが通るインク流路、インクが飛び出すエネルギーを発生させる吐出圧力発生素子が形成されているインクチャンバーおよび、インクが飛び出すインク吐出口のうちの少なくとも1つのパターンを形成する請求項1記載の保護層付き基板の製造方法。
- 前記工程(1)において、スピンコート法によって液状樹脂を各構造体間、各構造体表面、および前記複数の構造体を有する基板面に塗布しベークを行うことで、前記樹脂層を形成する請求項1または2記載の保護層付き基板の製造方法。
- 前記液状樹脂の粘度が、25℃にて0.2Pa・s以上0.8Pa・s以下である請求項3に記載の保護層付き基板の製造方法。
- 前記樹脂層として、熱可塑性樹脂を用いる請求項1から4のいずれか1項に記載の保護層付き基板の製造方法。
- 前記工程(2)において、前記樹脂層をその樹脂層の軟化点以上に加熱しながら、その樹脂層上に前記チャック用フィルムを形成する請求項1から5のいずれか1項に記載の保護層付き基板の製造方法。
- 前記樹脂層の軟化点が、30℃以上100℃以下である請求項1から6のいずれか1項に記載の保護層付き基板の製造方法。
- 前記樹脂層が、環化ゴムを主原料とする請求項1から7のいずれか1項に記載の保護層付き基板の製造方法。
- 前記工程(2)において、減圧下で前記チャック用フィルムをラミネートする請求項1から8のいずれか1項に記載の保護層付き基板の製造方法。
- 前記チャック用フィルムが、導電性フィルムである請求項1から9のいずれか1項に記載の保護層付き基板の製造方法。
- 前記導電性フィルムが、導電性高分子フィルムである請求項10記載の保護層付き基板の製造方法。
- 前記導電性フィルムが、ITOフィルムである請求項10記載の保護層付き基板の製造方法。
- 請求項1から12のいずれか1項の製造方法により製造された保護層付き基板に対して、少なくとも1回以上、真空プロセスを行う工程を含むことを特徴とする基板加工方法。
- 前記真空プロセスのうちの少なくとも1回が、保護層付き基板に対して行うドライエッチングである請求項13に記載の基板加工方法。
- 前記真空プロセスのうちの少なくとも1回が、保護層付き基板に対して行う真空成膜である請求項13または14に記載の基板加工方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010248547A JP5627399B2 (ja) | 2010-11-05 | 2010-11-05 | 保護層付き基板の製造方法および基板加工方法 |
| US13/271,279 US9004666B2 (en) | 2010-11-05 | 2011-10-12 | Process for producing substrate and substrate processing method |
| KR20110111100A KR101489547B1 (ko) | 2010-11-05 | 2011-10-28 | 기판 제조 방법 및 기판 가공 방법 |
| DE102011117498.6A DE102011117498B4 (de) | 2010-11-05 | 2011-11-02 | Verfahren zum fertigen eines substrats |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010248547A JP5627399B2 (ja) | 2010-11-05 | 2010-11-05 | 保護層付き基板の製造方法および基板加工方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012096512A JP2012096512A (ja) | 2012-05-24 |
| JP2012096512A5 JP2012096512A5 (ja) | 2013-12-19 |
| JP5627399B2 true JP5627399B2 (ja) | 2014-11-19 |
Family
ID=45971388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010248547A Active JP5627399B2 (ja) | 2010-11-05 | 2010-11-05 | 保護層付き基板の製造方法および基板加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9004666B2 (ja) |
| JP (1) | JP5627399B2 (ja) |
| KR (1) | KR101489547B1 (ja) |
| DE (1) | DE102011117498B4 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6230279B2 (ja) * | 2013-06-06 | 2017-11-15 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| US9919526B2 (en) * | 2013-11-29 | 2018-03-20 | Canon Kabushiki Kaisha | Method for manufacturing liquid discharge head |
| CN107710118B (zh) * | 2015-08-17 | 2020-10-16 | 富士胶片株式会社 | 触控面板用层叠体 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4688053A (en) * | 1985-07-13 | 1987-08-18 | Canon Kabushiki Kaisha | Liquid jet recording head having a layer of a resin composition curable with an active energy ray |
| US5700316A (en) * | 1996-03-29 | 1997-12-23 | Xerox Corporation | Acoustic ink compositions |
| DE69713845T2 (de) * | 1996-04-04 | 2003-03-13 | Sony Corp., Tokio/Tokyo | Druckvorrichtung und verfahren zu deren herstellung |
| JPH10264425A (ja) * | 1997-03-25 | 1998-10-06 | Tohoku Ricoh Co Ltd | 感熱記録装置および感熱製版装置 |
| US6473966B1 (en) | 1999-02-01 | 2002-11-05 | Casio Computer Co., Ltd. | Method of manufacturing ink-jet printer head |
| US6375313B1 (en) * | 2001-01-08 | 2002-04-23 | Hewlett-Packard Company | Orifice plate for inkjet printhead |
| JP4054583B2 (ja) * | 2001-02-28 | 2008-02-27 | キヤノン株式会社 | インクジェットプリントヘッドの製造方法 |
| JP2002368071A (ja) * | 2001-06-11 | 2002-12-20 | Ulvac Japan Ltd | 処理用基板 |
| US6786576B2 (en) * | 2002-01-17 | 2004-09-07 | Masao Mitani | Inkjet recording head with minimal ink drop ejecting capability |
| JP3960084B2 (ja) * | 2002-03-06 | 2007-08-15 | セイコーエプソン株式会社 | ヘッド駆動装置及び方法、液滴吐出装置、ヘッド駆動プログラム、並びにデバイス製造方法及びデバイス |
| JP3578162B2 (ja) * | 2002-04-16 | 2004-10-20 | セイコーエプソン株式会社 | パターンの形成方法、パターン形成装置、導電膜配線、デバイスの製造方法、電気光学装置、並びに電子機器 |
| JP4182921B2 (ja) * | 2004-06-08 | 2008-11-19 | セイコーエプソン株式会社 | ノズルプレートの製造方法 |
| EP1775128B1 (en) | 2004-07-15 | 2011-09-07 | Ricoh Company, Ltd. | Liquid jet head, method of manufacturing the liquid jet head and image forming device |
| JP2006137065A (ja) * | 2004-11-11 | 2006-06-01 | Sony Corp | 液体吐出ヘッドの製造方法 |
| JP2006297652A (ja) * | 2005-04-18 | 2006-11-02 | Canon Inc | 静電チャック |
| JP4881081B2 (ja) | 2005-07-25 | 2012-02-22 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP2007062291A (ja) * | 2005-09-01 | 2007-03-15 | Seiko Epson Corp | 液滴吐出ヘッドの製造方法、液滴吐出ヘッドおよび液滴吐出装置 |
| US20070182777A1 (en) * | 2006-02-08 | 2007-08-09 | Eastman Kodak Company | Printhead and method of forming same |
| JP2008213199A (ja) | 2007-03-01 | 2008-09-18 | Matsushita Electric Ind Co Ltd | 熱収縮性積層フィルム、熱収縮性積層フィルムの製造方法、容器、容器の製造方法 |
| JP5317712B2 (ja) | 2008-01-22 | 2013-10-16 | 株式会社半導体エネルギー研究所 | 半導体装置及び半導体装置の作製方法 |
| JP5305691B2 (ja) | 2008-02-27 | 2013-10-02 | キヤノン株式会社 | 液体吐出ヘッドおよびその製造方法 |
| JP5361231B2 (ja) * | 2008-03-26 | 2013-12-04 | キヤノン株式会社 | インクジェット記録ヘッド及び電子デバイス |
| JP5315975B2 (ja) * | 2008-12-19 | 2013-10-16 | セイコーエプソン株式会社 | ノズル基板、液滴吐出ヘッド及び液滴吐出装置並びにこれらの製造方法 |
| JP4775470B2 (ja) * | 2009-03-26 | 2011-09-21 | ブラザー工業株式会社 | ノズルプレートの製造方法 |
| JP5585578B2 (ja) | 2009-04-30 | 2014-09-10 | 日立化成株式会社 | 光導波路形成用樹脂組成物、光導波路形成用樹脂フィルム及び光導波路 |
-
2010
- 2010-11-05 JP JP2010248547A patent/JP5627399B2/ja active Active
-
2011
- 2011-10-12 US US13/271,279 patent/US9004666B2/en not_active Expired - Fee Related
- 2011-10-28 KR KR20110111100A patent/KR101489547B1/ko active IP Right Grant
- 2011-11-02 DE DE102011117498.6A patent/DE102011117498B4/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20120113200A1 (en) | 2012-05-10 |
| KR101489547B1 (ko) | 2015-02-03 |
| KR20120048486A (ko) | 2012-05-15 |
| DE102011117498B4 (de) | 2017-09-07 |
| DE102011117498A1 (de) | 2012-05-10 |
| US9004666B2 (en) | 2015-04-14 |
| JP2012096512A (ja) | 2012-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10625506B2 (en) | Method for manufacturing liquid discharge head | |
| JP2003145780A (ja) | インクジェットプリントヘッドの製造方法 | |
| JP2005205916A (ja) | モノリシック・インクジェット・プリントヘッドの製造方法 | |
| JP5043548B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| US10343403B2 (en) | Method for forming film and method for manufacturing inkjet print head | |
| JP6270363B2 (ja) | 液体吐出ヘッドの製造方法 | |
| US9789690B2 (en) | Method for manufacturing liquid ejection head | |
| JP2011102001A (ja) | 液体吐出ヘッドの製造方法 | |
| JP5627399B2 (ja) | 保護層付き基板の製造方法および基板加工方法 | |
| US9102150B2 (en) | Liquid ejection head and method for manufacturing same | |
| WO2015043344A1 (zh) | 液体喷射头的制造方法、液体喷射头和打印设备 | |
| KR20080107662A (ko) | 잉크젯 프린트헤드 및 그 제조방법 | |
| JP5393423B2 (ja) | インク吐出ヘッド及びその製造方法 | |
| US9067460B2 (en) | Dry etching method | |
| JP2008149663A (ja) | 液体吐出ヘッドおよび該ヘッドの製造方法 | |
| JP6305035B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP2008126630A (ja) | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 | |
| JP5925064B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP2010253945A (ja) | 構造体の製造方法及び液体吐出ヘッドの製造方法 | |
| JP2010280069A (ja) | 液体吐出ヘッドおよびその製造方法 | |
| US10315426B2 (en) | Method for forming patterned film and method for producing liquid ejection head | |
| US20120194618A1 (en) | Ink jet recording head and method of producing the same | |
| US9254660B2 (en) | Process for producing a liquid ejection head | |
| JP2020124882A (ja) | 液体吐出ヘッド及びその製造方法 | |
| JP2014097609A (ja) | 液体吐出ヘッド及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131101 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131101 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140422 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140430 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140930 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5627399 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |