JP6270363B2 - 液体吐出ヘッドの製造方法 - Google Patents
液体吐出ヘッドの製造方法 Download PDFInfo
- Publication number
- JP6270363B2 JP6270363B2 JP2013149492A JP2013149492A JP6270363B2 JP 6270363 B2 JP6270363 B2 JP 6270363B2 JP 2013149492 A JP2013149492 A JP 2013149492A JP 2013149492 A JP2013149492 A JP 2013149492A JP 6270363 B2 JP6270363 B2 JP 6270363B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- manufacturing
- liquid
- photosensitive resin
- discharge port
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000007788 liquid Substances 0.000 title claims description 72
- 238000000034 method Methods 0.000 title claims description 47
- 238000004519 manufacturing process Methods 0.000 title claims description 46
- 229920005989 resin Polymers 0.000 claims description 112
- 239000011347 resin Substances 0.000 claims description 112
- 239000000758 substrate Substances 0.000 claims description 46
- 229920000647 polyepoxide Polymers 0.000 claims description 18
- 239000003822 epoxy resin Substances 0.000 claims description 14
- 238000007599 discharging Methods 0.000 claims description 13
- LLHKCFNBLRBOGN-UHFFFAOYSA-N propylene glycol methyl ether acetate Chemical compound COCC(C)OC(C)=O LLHKCFNBLRBOGN-UHFFFAOYSA-N 0.000 claims description 13
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 claims description 12
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 claims description 10
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 8
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 claims description 8
- 229910052731 fluorine Inorganic materials 0.000 claims description 8
- 239000011737 fluorine Substances 0.000 claims description 8
- 238000004528 spin coating Methods 0.000 claims description 7
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 claims description 6
- 206010034972 Photosensitivity reaction Diseases 0.000 claims description 6
- 230000036211 photosensitivity Effects 0.000 claims description 6
- 239000008096 xylene Substances 0.000 claims description 6
- -1 perfluoroalkyl ester Chemical class 0.000 claims description 5
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 claims description 5
- 150000001875 compounds Chemical class 0.000 claims description 4
- 239000004094 surface-active agent Substances 0.000 claims description 4
- 239000004925 Acrylic resin Substances 0.000 claims description 3
- 229920000178 Acrylic resin Polymers 0.000 claims description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 3
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 3
- 239000004952 Polyamide Substances 0.000 claims description 2
- YFSUTJLHUFNCNZ-UHFFFAOYSA-N perfluorooctane-1-sulfonic acid Chemical compound OS(=O)(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F YFSUTJLHUFNCNZ-UHFFFAOYSA-N 0.000 claims description 2
- SNGREZUHAYWORS-UHFFFAOYSA-N perfluorooctanoic acid Chemical compound OC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F SNGREZUHAYWORS-UHFFFAOYSA-N 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 229920001721 polyimide Polymers 0.000 claims description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 claims 1
- 239000004642 Polyimide Substances 0.000 claims 1
- 238000007766 curtain coating Methods 0.000 claims 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims 1
- 239000010410 layer Substances 0.000 claims 1
- 239000002904 solvent Substances 0.000 description 16
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 10
- 230000035945 sensitivity Effects 0.000 description 9
- 238000005530 etching Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 239000000243 solution Substances 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 238000010538 cationic polymerization reaction Methods 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 238000009429 electrical wiring Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000002161 passivation Methods 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- 238000000018 DNA microarray Methods 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 125000005010 perfluoroalkyl group Chemical group 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000003504 photosensitizing agent Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
- B41J2/1639—Manufacturing processes molding sacrificial molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1645—Manufacturing processes thin film formation thin film formation by spincoating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49401—Fluid pattern dispersing device making, e.g., ink jet
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
液体を吐出する吐出口が形成された吐出口形成部材と、該吐出口から液体を吐出するためのエネルギーを発生する吐出エネルギー発生素子を第一の面側に有する基板と、を有する液体吐出ヘッドの製造方法であって、
(1)支持体と、樹脂を含む第一の層と、第二の層と、をこの順に有するフィルムを用意する工程と、
(2)前記フィルムを、前記第二の層が前記第一の面と対向するように配置し、該フィルムから前記支持体を剥離する工程と、
(3)前記第二の層に前記吐出口を形成する工程と、
(4)前記樹脂を溶解して前記第一の層の少なくとも一部を前記第二の層上から除去する工程と、
を有することを特徴とする液体吐出ヘッドの製造方法である。
また、本発明は、
液体を吐出する吐出口が形成された吐出口形成部材と、該吐出口から液体を吐出するためのエネルギーを発生する吐出エネルギー発生素子を第一の面側に有する基板と、を有する液体吐出ヘッドの製造方法であって、
(1)支持体と、第一の層と、第二の層と、をこの順に有するフィルムを用意する工程と、
(2)前記フィルムを、前記第二の層が前記第一の面と対向するように配置し、該フィルムから前記支持体を剥離する工程と、
(3)前記第二の層に前記吐出口もしくは吐出口パターンを形成する工程と、
(4)前記第一の層の少なくとも一部を前記第二の層上から除去する工程と、
をこの順で有することを特徴とする液体吐出ヘッドの製造方法である。
まず、フィルムを用意する。図1(A)に示すように、支持体上に第一の層2を形成する。第一の層は、溶解可能な樹脂を含有していることが好ましい。以下、第一の層が溶解可能な樹脂層を含有した例を説明する。
以下、本実施形態2の製法について説明する。尚、実施形態1と同様、第一の層が溶解可能な樹脂層を含有し、第二の層が第一の感光性樹脂を含有した第一の感光性樹脂層である場合を例に説明する。
(実施例1)
まず、図1に従って、フィルムを作製した。
図1に従って、フィルムを作製した。
2 第一の層
3 第二の層
4 基板
5 吐出エネルギー発生素子
6 パッシベーション膜(保護膜)
7 第二の感光性樹脂層
7 インク流路壁(流路壁形成部材)
8 マスク
9 非露光部
10 インク流路
11 マスク
12 非露光部
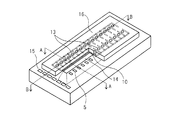
13 インク吐出口
14 インク供給口
15 基板
16 吐出口形成部材
Claims (21)
- 液体を吐出する吐出口が形成された吐出口形成部材と、該吐出口から液体を吐出するためのエネルギーを発生する吐出エネルギー発生素子を第一の面側に有する基板と、を有する液体吐出ヘッドの製造方法であって、
(1)支持体と、樹脂を含む第一の層と、第二の層と、をこの順に有するフィルムを用意する工程と、
(2)前記フィルムを、前記第二の層が前記第一の面と対向するように配置し、該フィルムから前記支持体を剥離する工程と、
(3)前記第二の層に前記吐出口を形成する工程と、
(4)前記樹脂を溶解して前記第一の層の少なくとも一部を前記第二の層上から除去する工程と、
を有することを特徴とする液体吐出ヘッドの製造方法。 - 液体を吐出する吐出口が形成された吐出口形成部材と、該吐出口から液体を吐出するためのエネルギーを発生する吐出エネルギー発生素子を第一の面側に有する基板と、を有する液体吐出ヘッドの製造方法であって、
(1)支持体と、第一の層と、第二の層と、をこの順に有するフィルムを用意する工程と、
(2)前記フィルムを、前記第二の層が前記第一の面と対向するように配置し、該フィルムから前記支持体を剥離する工程と、
(3)前記第二の層に前記吐出口もしくは吐出口パターンを形成する工程と、
(4)前記第一の層の少なくとも一部を前記第二の層上から除去する工程と、
をこの順で有することを特徴とする液体吐出ヘッドの製造方法。 - 前記第二の層が感光性樹脂を含有した第一の感光性樹脂層であることを請求項1に記載の液体吐出ヘッドの製造方法。
- 前記第二の層を露光処理することにより前記吐出口の潜像パターンを形成し、現像液を用いて前記潜像パターンを現像処理することにより前記吐出口を形成するとともに、前記現像液により前記第一の層の少なくとも一部を前記第二の層上から除去する請求項3に記載の液体吐出ヘッドの製造方法。
- 前記潜像パターンを形成する前記露光処理は、前記第一の層を介して実施され、該第一の層は該露光処理によって不溶化されない請求項4に記載の液体吐出ヘッドの製造方法。
- 前記工程(2)の前に、前記基板の前記第一の面の上に第二の感光性樹脂層を配置してパターニングすることにより、前記吐出口に連通する液体流路の側壁を構成する流路壁形成部材を形成する工程を有し、
前記工程(2)において、前記第一の感光性樹脂層が前記流路壁形成部材に接するように前記フィルムを配置する請求項3乃至5のいずれかに記載の液体吐出ヘッドの製造方法。 - 前記工程(2)の前に、前記基板の前記第一の面の上に第二の感光性樹脂層を配置し、該第二の感光性樹脂層を露光処理して前記吐出口に連通する液体流路の潜像パターンを形成する工程を有し、
前記工程(2)において、前記第一の感光性樹脂層が前記露光処理後の前記第二の感光性樹脂層に接するように前記フィルムを配置し、
前記工程(4)において、現像液によって前記吐出口の潜像パターンと前記液体流路の潜像パターンを現像して前記吐出口と前記液体流路を形成する請求項4に記載の液体吐出ヘッドの製造方法。 - 前記第一の感光性樹脂層の光感度は前記第二の感光性樹脂層の光感度よりも高い請求項7に記載の液体吐出ヘッドの製造方法。
- 前記第二の感光性樹脂層の光感度を1とした場合、前記第一の感光性樹脂層の光感度が3以上である請求項8に記載の液体吐出ヘッドの製造方法。
- 前記第一の層は、5〜150CPの粘度の溶液が前記支持体上にスピンコート法によって塗布されて形成される請求項1乃至9のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記第一の層は、0.5〜10μmの厚さで前記支持体上に形成される請求項1乃至10のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記第一の層は、エポキシ樹脂、アクリル樹脂、又はウレタン樹脂を含む請求項1乃至11のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記第一の層は、フッ素系含有化合物を含む請求項1乃至12のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記フッ素系含有化合物が有機フッ素系界面活性剤である請求項13に記載の液体吐出ヘッドの製造方法。
- 前記有機フッ素系界面活性剤が、パーフルオロアルキルエステル、パーフルオロアルキルエーテル、パーフルオロオクタンスルホン酸、又はパーフルオロオクタン酸である請求項14に記載の液体吐出ヘッドの製造方法。
- 前記第一の層は、樹脂を、プロピレングリコールメチルエーテルアセテート、テトラハイドロフラン、シクロヘキサノン、メチルエチルケトン、又はキシレンに溶解した溶液を用いて形成される請求項1乃至15のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記支持体は、ポリエチレンテレフタラート、ポリイミド、又はポリアミドである請求項1乃至16のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記第二の層は、前記第一の層の上にカーテンコート法によって形成される請求項1乃至17のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記工程(4)では、前記第一の層のうち、少なくとも前記第二の層の前記吐出口を形成する領域とは異なる領域の上にある第一の層を除去する、請求項1乃至18のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記工程(4)では、前記第二の層の上にある全ての前記第一の層を除去する、請求項1乃至19のいずれかに記載の液体吐出ヘッドの製造方法。
- 前記工程(2)の前に、
前記基板の第一の面上に、インク流路壁を形成する工程(a)と、
前記フィルムを、前記第二の層が前記第一の面と対向するように配置し、前記第二の層の軟化点を越える温度で前記インク流路壁に前記第二の層を接合する工程(b)と、
を有する、請求項1乃至20のいずれか1項に記載の液体吐出ヘッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013149492A JP6270363B2 (ja) | 2012-09-11 | 2013-07-18 | 液体吐出ヘッドの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012199388 | 2012-09-11 | ||
| JP2012199388 | 2012-09-11 | ||
| JP2013149492A JP6270363B2 (ja) | 2012-09-11 | 2013-07-18 | 液体吐出ヘッドの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014073679A JP2014073679A (ja) | 2014-04-24 |
| JP2014073679A5 JP2014073679A5 (ja) | 2016-08-25 |
| JP6270363B2 true JP6270363B2 (ja) | 2018-01-31 |
Family
ID=50231731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013149492A Active JP6270363B2 (ja) | 2012-09-11 | 2013-07-18 | 液体吐出ヘッドの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9421773B2 (ja) |
| JP (1) | JP6270363B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016038468A (ja) * | 2014-08-07 | 2016-03-22 | キヤノン株式会社 | 感光性樹脂層のパターニング方法 |
| JP6395518B2 (ja) * | 2014-09-01 | 2018-09-26 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP2016221866A (ja) | 2015-06-01 | 2016-12-28 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP6719911B2 (ja) * | 2016-01-19 | 2020-07-08 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| US9855566B1 (en) * | 2016-10-17 | 2018-01-02 | Funai Electric Co., Ltd. | Fluid ejection head and process for making a fluid ejection head structure |
| JP6873836B2 (ja) | 2017-06-19 | 2021-05-19 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP7187199B2 (ja) * | 2018-07-19 | 2022-12-12 | キヤノン株式会社 | 部材の転写方法及び液体吐出ヘッドの製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2694054B2 (ja) | 1990-12-19 | 1997-12-24 | キヤノン株式会社 | 液体噴射記録ヘッド、その製造方法、及び液体噴射記録ヘッドを備えた記録装置 |
| DE69127801T2 (de) | 1990-12-19 | 1998-02-05 | Canon Kk | Herstellungsverfahren für flüssigkeitsausströmenden Aufzeichnungskopf |
| JP2001347671A (ja) * | 2000-06-07 | 2001-12-18 | Casio Comput Co Ltd | インクジェットプリンタヘッドの製造方法 |
| JP4183236B2 (ja) * | 2001-09-04 | 2008-11-19 | キヤノン株式会社 | 画像記録方法 |
| JP2004342988A (ja) * | 2003-05-19 | 2004-12-02 | Shinko Electric Ind Co Ltd | 半導体パッケージの製造方法、及び半導体装置の製造方法 |
| JP2007230234A (ja) | 2006-02-02 | 2007-09-13 | Canon Inc | インクジェット記録ヘッドの製造方法 |
| US7523553B2 (en) * | 2006-02-02 | 2009-04-28 | Canon Kabushiki Kaisha | Method of manufacturing ink jet recording head |
| JP2011235533A (ja) * | 2010-05-10 | 2011-11-24 | Seiko Epson Corp | 液滴吐出ヘッドおよび液滴吐出装置 |
-
2013
- 2013-07-18 JP JP2013149492A patent/JP6270363B2/ja active Active
- 2013-08-01 US US13/956,607 patent/US9421773B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20140068940A1 (en) | 2014-03-13 |
| JP2014073679A (ja) | 2014-04-24 |
| US9421773B2 (en) | 2016-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6270363B2 (ja) | 液体吐出ヘッドの製造方法 | |
| US10625506B2 (en) | Method for manufacturing liquid discharge head | |
| US8273524B2 (en) | Liquid discharging head, producing method thereof, structure, and producing method thereof | |
| US10894409B2 (en) | Method of manufacturing a liquid ejection head | |
| JP5279686B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP6308761B2 (ja) | 液体吐出ヘッドの製造方法 | |
| US8753800B2 (en) | Process for producing ejection orifice forming member and liquid ejection head | |
| WO2007063690A1 (en) | Liquid discharge head producing method | |
| US10201974B2 (en) | Process for producing liquid discharge head | |
| US9789690B2 (en) | Method for manufacturing liquid ejection head | |
| US9809027B2 (en) | Method of manufacturing structure and method of manufacturing liquid ejection head | |
| JP2009029043A (ja) | インクジェット記録ヘッドの製造方法 | |
| US11465418B2 (en) | Manufacturing method for structure and manufacturing method for liquid ejection head | |
| US10894410B2 (en) | Method of manufacturing liquid ejection head and method of forming resist | |
| JP6305035B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP2012096512A (ja) | 保護層付き基板の製造方法および基板加工方法 | |
| JP6545077B2 (ja) | 液体吐出ヘッドの製造方法 | |
| KR20130004343A (ko) | 액체 토출 헤드의 제조 방법 | |
| JP2009172871A (ja) | 液体吐出ヘッドの製造方法 | |
| JP2019043106A (ja) | 液体吐出ヘッドの製造方法、および構造体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140430 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160706 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170425 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171226 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6270363 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |