JP5607608B2 - 装飾シート - Google Patents
装飾シート Download PDFInfo
- Publication number
- JP5607608B2 JP5607608B2 JP2011501884A JP2011501884A JP5607608B2 JP 5607608 B2 JP5607608 B2 JP 5607608B2 JP 2011501884 A JP2011501884 A JP 2011501884A JP 2011501884 A JP2011501884 A JP 2011501884A JP 5607608 B2 JP5607608 B2 JP 5607608B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- hard particles
- scratch
- transparent resin
- decorative sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002245 particle Substances 0.000 claims description 73
- 229920005989 resin Polymers 0.000 claims description 50
- 239000011347 resin Substances 0.000 claims description 50
- 230000003678 scratch resistant effect Effects 0.000 claims description 41
- 239000000463 material Substances 0.000 claims description 24
- 238000003825 pressing Methods 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 8
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 claims description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 2
- 229910000423 chromium oxide Inorganic materials 0.000 claims description 2
- 230000009477 glass transition Effects 0.000 claims description 2
- 239000000377 silicon dioxide Substances 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 239000010936 titanium Substances 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- 239000010979 ruby Substances 0.000 claims 1
- 229910001750 ruby Inorganic materials 0.000 claims 1
- 239000010410 layer Substances 0.000 description 100
- 238000000034 method Methods 0.000 description 24
- 239000000758 substrate Substances 0.000 description 13
- 239000012790 adhesive layer Substances 0.000 description 12
- 239000003431 cross linking reagent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 235000019589 hardness Nutrition 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 238000004049 embossing Methods 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 238000005034 decoration Methods 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 238000010345 tape casting Methods 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000004439 roughness measurement Methods 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- KGWDUNBJIMUFAP-KVVVOXFISA-N Ethanolamine Oleate Chemical compound NCCO.CCCCCCCC\C=C/CCCCCCCC(O)=O KGWDUNBJIMUFAP-KVVVOXFISA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- PQJYXFVJBSRUPG-UHFFFAOYSA-N [3-(2-methylaziridine-1-carbonyl)phenyl]-(2-methylaziridin-1-yl)methanone Chemical compound CC1CN1C(=O)C1=CC=CC(C(=O)N2C(C2)C)=C1 PQJYXFVJBSRUPG-UHFFFAOYSA-N 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- QGEOKXWFGANCJL-UHFFFAOYSA-N ethenyl acetate;hydrochloride Chemical compound Cl.CC(=O)OC=C QGEOKXWFGANCJL-UHFFFAOYSA-N 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- FTQWRYSLUYAIRQ-UHFFFAOYSA-N n-[(octadecanoylamino)methyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCNC(=O)CCCCCCCCCCCCCCCCC FTQWRYSLUYAIRQ-UHFFFAOYSA-N 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/30—Fillers, e.g. particles, powders, beads, flakes, spheres, chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/584—Scratch resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1486—Ornamental, decorative, pattern, or indicia
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
Landscapes
- Laminated Bodies (AREA)
Description
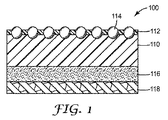
(i)基材層と、
(ii)透明樹脂、及びその透明樹脂中に分散した硬質粒子を含む耐スクラッチ層と、
を含む装飾シートを提供し、硬質粒子の平均粒子直径は透明樹脂層の厚さよりも大きく、硬質粒子の量は、透明樹脂100重量部に対し30〜400重量部であり、硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、耐スクラッチ層の10%〜80%である。
(i)硬質粒子の平均粒子直径は、透明樹脂層の厚さよりも大きく、
(ii)硬質粒子の量は、透明樹脂100重量部に対し約30〜約400重量部であり、かつ、
(iii)硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、耐スクラッチ層の約10%〜約80%である。
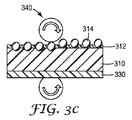
工程1:基材層310及び担体フィルム330を、加熱ラミネーションによってラミネートする。
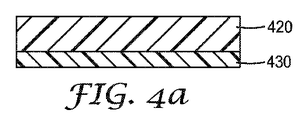
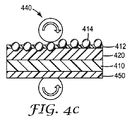
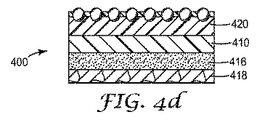
工程1:透明フィルム層420及び担体フィルム430を加熱ラミネーションによりラミネートする。(図4a)
エンボスも接着コーティングもないDI−NOC(商標)FILM WG−877(Sumitomo 3M、木目)が使用された。このフィルムのTgは60℃であった。
ポリウレタン樹脂(NIPPOLLAN 5196(NIPPON POLYURETHANE INDUSTRY CO.LTD.より販売、固体32%))100重量部に対し、架橋剤(COLONATE HX(NIPPON POLYURETHANE INDUSTRY CO.LTD.より販売、固体100%)を5重量部でとり、これをT.K.Auto Omo Mixer(Tokushu Kika Kogyo Co.,Ltd.より販売)を使用して5分間、500rpmで攪拌した。
後述の実施例及び比較実施例(比較例)では、アルミニウムビーズ(CB−A10S、CB−A20S、又はCB−A30S、SHOWA DENKO K.K.より販売)が使用された。この平均粒子直径は10マイクロメートル、20マイクロメートル又は30マイクロメートルであり、モース硬度は11であった。硬質粒子の平均粒子直径は、Multisizer(商標)(粒径アナライザーの電気的検出ゾーン法)(Beckman Coulter,Inc.より販売)で測定された。
基材層及び厚さ25マイクロメートルのPETフィルム(Melinex S、Teijin DuPont Film JAPAN Limitedより販売)(担体フィルム)を、加熱ロール、テークオフロール及びニップロールを使用し、加熱ロール温度を130℃、テークオフロール温度を170℃、ニップ圧力を24.5N/cm2(2.5kgf/cm2)、ライン速度10メートル/分でラミネートした。
実施例1と同様に装飾シートを調製した。平均直径30マイクロメートルの硬質粒子(CB−A30S)が使用された。透明樹脂と硬質粒子との間の重量比を表1に示す。
実施例1と同様に装飾シートを調製した。平均直径10マイクロメートルの硬質粒子(CB−A10S)が使用された。透明樹脂と硬質粒子との間の重量比を表1に示す。得られた装飾シートには、透明樹脂層の外表面から3マイクロメートル以上突出した硬質粒子はなかった。
透明樹脂と硬質粒子との重量比を、表1に示すように100重量部対5重量部にして、それ以外は実施例2と同様に装飾シートを調製した。
DI−NOC(商標)Film WG−877をそのまま(耐スクラッチ層なしで)使用した。
耐スクラッチ層の透明樹脂に硬質粒子を一切加えず、それ以外は実施例1と同様に装飾シートを調製した。
耐スクラッチ層を押圧せず、それ以外は実施例3と同様に装飾シートを調製した。

非接触式の三次元表面形状粗さ測定システム(対物レンズ:10x、内部レンズ:0.5x、モデルWYKO NT1100(Veecoより販売))を使用して、耐スクラッチ層の表面の三次元画像を撮影した。1.2mm×0.93mmの画像が得られた。この画像をAdobeのPhotoshop Extended CS3で分析し、これにより耐スクラッチ層の透明樹脂の外表面から3マイクロメートル以上突出している硬質粒子の面積比率が検出され、その面積比率が計算された。結果を表2に示す。
それぞれのサンプルを、磨耗試験ホイールCS−17(TABER INDUSTRIESより販売)を用い、AB−010 Taberタイプ磨耗テスター(TESTER SANGYO Co.,LTDより販売)で、1kg荷重の磨耗を500サイクル行った。試験前及び試験後の重量の差が計算された。結果を表2に示す。
120番又は240番のサンドペーパー(Sankyo−Rikagaku Co.,Ltd.より販売)をColor Fastness Rubbing Tester(TESTER SANGYO CO.,LTD.より販売)に取り付け、約500グラムの荷重を用いて、それぞれのサンプルの表面を100サイクル往復でこすった。次にサンプル表面を目視観察し、スクラッチの量を判定した。耐スクラッチ性をDi−Noc(商標)(比較実施例3)と比較し、Di−Noc(商標)で観察されたものと同じスクラッチ量の場合は「同じ」、Di−Noc(商標)で観察されたものより少ない場合は「良好」、Di−Noc(商標)で観察されたものよりはるかに少ない場合は「非常によい」としてランク付けした。結果を表2に示す。
耐スクラッチ性試験の後、JIS A 5709に従って耐汚染性が測定された。結果を表2に示す。
JIS K 5400に従って、それぞれのサンプルの鉛筆硬度が測定された。それぞれのサンプルの表面を、様々な硬度の鉛筆でスクラッチした。結果を表2に示す。
透明樹脂及び硬質粒子を、透明なPETフィルム上にコーティングし、JIS K 7105に従って測定した。結果を表2に示す。
Claims (4)
- (i)基材層と、
(ii)透明樹脂層、及び該透明樹脂層中に分散した硬質粒子を含む耐スクラッチ層と、
を備え、
前記硬質粒子は、前記耐スクラッチ層を押圧することで、その耐スクラッチ層の下方に位置する前記基材層内に部分的に埋め込まれており、
前記硬質粒子は、アルミナ、シリカ、酸化クロム、酸化鉄、ジルコニウム、チタニウム、又はこれらの混合物からなるビーズ又は粒子であり、
前記硬質粒子の平均粒子直径が前記透明樹脂層の厚さよりも大きく、10マイクロメートル〜110マイクロメートルの範囲であり、
前記硬質粒子の量が、透明樹脂層100重量部に対し30〜400重量部であり、かつ
前記硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率が、耐スクラッチ層の10%〜80%である、装飾シート。 - 前記基材層と前記耐スクラッチ層との間に透明フィルム層を更に含む、請求項1に記載の装飾シート。
- 前記硬質粒子が、前記耐スクラッチ層内に均一に分散している、請求項1に記載の装飾シート。
- 前記基材層のガラス転移温度(Tg)が、50℃〜80℃である、請求項1に記載の装飾シート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/059,048 US20090246439A1 (en) | 2008-03-31 | 2008-03-31 | Decorative sheet |
| US12/059,048 | 2008-03-31 | ||
| PCT/US2009/036618 WO2009145961A1 (en) | 2008-03-31 | 2009-03-10 | Decorative sheet |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011516299A JP2011516299A (ja) | 2011-05-26 |
| JP2011516299A5 JP2011516299A5 (ja) | 2012-04-26 |
| JP5607608B2 true JP5607608B2 (ja) | 2014-10-15 |
Family
ID=41117680
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011501884A Active JP5607608B2 (ja) | 2008-03-31 | 2009-03-10 | 装飾シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20090246439A1 (ja) |
| EP (1) | EP2268487B1 (ja) |
| JP (1) | JP5607608B2 (ja) |
| KR (1) | KR101571189B1 (ja) |
| CN (1) | CN101980867B (ja) |
| WO (1) | WO2009145961A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9573091B2 (en) | 2011-08-31 | 2017-02-21 | 3M Innovative Properties Company | Odor absorbing film having scuff resistance |
| JP2013237214A (ja) * | 2012-05-16 | 2013-11-28 | Three M Innovative Properties Co | 装飾シート |
| EP2903836B1 (en) * | 2012-10-04 | 2023-09-13 | 3M Innovative Properties Company | Thermoformable microsphere articles |
| KR101476893B1 (ko) * | 2012-11-29 | 2014-12-26 | 삼성디스플레이 주식회사 | 플렉시블 디스플레이용 스크래치 방지 필름 |
| US10513626B2 (en) | 2013-06-26 | 2019-12-24 | 3M Innovative Properties Company | Stain resistant microsphere articles |
| JP6513096B2 (ja) | 2014-02-13 | 2019-05-15 | スリーエム イノベイティブ プロパティズ カンパニー | 高温安定性を有する可撓性微小球物品 |
| WO2015153701A1 (en) * | 2014-04-02 | 2015-10-08 | 3M Innovative Properties Company | Abrasion resistant microsphere articles |
| WO2017060372A1 (en) * | 2015-10-07 | 2017-04-13 | Solvay Acetow Gmbh | Use of composite material in construction material, construction material and method for air purification |
| CN107471795B (zh) * | 2016-06-07 | 2019-08-23 | 上海劲嘉建材科技有限公司 | 复合饰面板及其制备方法 |
| DE102016112206A1 (de) * | 2016-07-04 | 2018-01-04 | Tremco Illbruck Produktion Gmbh | Mehrlagige Folienbahn zur Verwendung im Baubereich |
| WO2018031355A1 (en) | 2016-08-12 | 2018-02-15 | 3M Innovative Properties Company | Truncated beadfilm constructions and methods of making the same |
| CN107254808B (zh) * | 2017-07-07 | 2019-04-19 | 广东玉兰集团股份有限公司 | 一种墙纸用表面膜及其制备方法 |
| JP6409926B1 (ja) * | 2017-08-22 | 2018-10-24 | 住友ベークライト株式会社 | エレベーター装飾用化粧板 |
| JP7088677B2 (ja) | 2018-01-15 | 2022-06-21 | スリーエム イノベイティブ プロパティズ カンパニー | 耐スクラッチ性を有するフィルム及び表面コーティング組成物 |
| WO2020040406A1 (ko) * | 2018-08-24 | 2020-02-27 | (주)엘지하우시스 | 표면 마감재 |
| WO2020040405A1 (ko) * | 2018-08-24 | 2020-02-27 | (주)엘지하우시스 | 표면 마감재 |
| KR102356529B1 (ko) * | 2018-08-24 | 2022-01-26 | (주)엘엑스하우시스 | 표면 마감재 |
| KR20220092703A (ko) | 2020-12-24 | 2022-07-04 | (주)엘엑스하우시스 | 인테리어 필름 및 이의 제조방법 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4117192A (en) * | 1976-02-17 | 1978-09-26 | Minnesota Mining And Manufacturing Company | Deformable retroreflective pavement-marking sheet material |
| US4505974A (en) * | 1983-10-03 | 1985-03-19 | Formica Corporation | Decorative laminate having mar-resistant surface |
| SE467150B (sv) * | 1988-08-25 | 1992-06-01 | Perstorp Ab | Dekorativt haerdplastlaminat med extremt foerhoejd slitstyrka |
| ITMI913213A1 (it) * | 1991-11-29 | 1993-05-30 | Minnesota Mining & Mfg | Nastro altamente conformabile per segnaletica stradale sottoposta ad intense condizioni di traffico |
| US5344704A (en) * | 1993-04-07 | 1994-09-06 | Nevamar Corporation | Abrasion-resistant, aesthetic surface layer laminate |
| JPH07205388A (ja) * | 1994-01-19 | 1995-08-08 | Dainippon Printing Co Ltd | 艶消し化粧材 |
| JP2740943B2 (ja) * | 1994-10-31 | 1998-04-15 | 大日本印刷株式会社 | 耐摩耗性を有する化粧材 |
| SE504353C2 (sv) * | 1995-06-19 | 1997-01-20 | Perstorp Ab | Förfarande för framställning av ett dekorativt härdplastlaminat |
| US5643669A (en) | 1996-02-08 | 1997-07-01 | Minnesota Mining And Manufacturing Company | Curable water-based coating compositions and cured products thereof |
| JPH10286932A (ja) * | 1997-04-14 | 1998-10-27 | Dainippon Printing Co Ltd | 耐摩耗性化粧材 |
| JPH10329277A (ja) * | 1997-06-02 | 1998-12-15 | Nippon Shokubai Co Ltd | 化粧板およびその製造方法 |
| JPH1110823A (ja) * | 1997-06-20 | 1999-01-19 | Dainippon Printing Co Ltd | 化粧材及びその製造方法 |
| JP4003990B2 (ja) * | 1998-02-19 | 2007-11-07 | 大日本印刷株式会社 | 化粧材 |
| DK199900015A (da) * | 1999-01-05 | 2000-07-06 | Kirk Acoustics As | Elektrisk miniaturemotor |
| US6291054B1 (en) * | 1999-02-19 | 2001-09-18 | E. I. Du Pont De Nemours And Company | Abrasion resistant coatings |
| JP4816833B2 (ja) * | 1999-04-20 | 2011-11-16 | 凸版印刷株式会社 | 化粧シート及び化粧シート付き基材 |
| US6986933B2 (en) * | 2001-08-08 | 2006-01-17 | Tomoegawa Paper Co., Ltd. | Powdery single-layer film laminate and process for production the same |
| US6911263B2 (en) * | 2002-01-30 | 2005-06-28 | Awi Licensing Company | PET wear layer/sol gel top coat layer composites |
| JP2004262105A (ja) * | 2003-03-03 | 2004-09-24 | Toppan Printing Co Ltd | ピーチスキン調化粧シート |
| SE527165C2 (sv) * | 2004-04-07 | 2006-01-10 | Pergo Europ Ab | En förbättrad process för framställning av dekorativt laminat |
| JP5057547B2 (ja) * | 2006-04-10 | 2012-10-24 | 東リ株式会社 | 内装材及びその製造方法 |
-
2008
- 2008-03-31 US US12/059,048 patent/US20090246439A1/en not_active Abandoned
-
2009
- 2009-03-10 EP EP09755324.2A patent/EP2268487B1/en active Active
- 2009-03-10 JP JP2011501884A patent/JP5607608B2/ja active Active
- 2009-03-10 WO PCT/US2009/036618 patent/WO2009145961A1/en active Application Filing
- 2009-03-10 KR KR1020107023200A patent/KR101571189B1/ko active IP Right Grant
- 2009-03-10 CN CN200980110446.7A patent/CN101980867B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20090246439A1 (en) | 2009-10-01 |
| EP2268487A4 (en) | 2013-06-12 |
| JP2011516299A (ja) | 2011-05-26 |
| CN101980867B (zh) | 2014-10-01 |
| EP2268487B1 (en) | 2016-10-26 |
| KR20100134045A (ko) | 2010-12-22 |
| WO2009145961A1 (en) | 2009-12-03 |
| KR101571189B1 (ko) | 2015-11-23 |
| EP2268487A1 (en) | 2011-01-05 |
| CN101980867A (zh) | 2011-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5607608B2 (ja) | 装飾シート | |
| TWI637853B (zh) | Engineering sheet | |
| JP2007253370A (ja) | 装飾シート | |
| CN103124930A (zh) | 高不透明度激光可打印面材 | |
| JP6413188B2 (ja) | 化粧シート | |
| KR19990067044A (ko) | 정전 기록용 필름 복합체 | |
| JP2012040700A (ja) | 耐指紋性マット面を有する装飾物品 | |
| JP3164619B2 (ja) | 艶消し転写箔及び化粧材 | |
| JP2019038233A (ja) | 装飾シート、装飾シートを含む構造体及び装飾シートの製造方法 | |
| JP2005288780A (ja) | 防眩性ハードコート転写材 | |
| JP6878797B2 (ja) | 広告表示化粧板、広告表示化粧板の施工方法、および広告体 | |
| JP4893289B2 (ja) | カード用転写保護フィルム | |
| EP4052897A1 (en) | Resin impregnated decorative paper sheet and resin impregnated decorative panel | |
| JP2012041389A (ja) | マット層形成用インキ、マット剥離シート及びマット転写シート | |
| JP2015214031A (ja) | 転写フィルムおよび装飾成形品 | |
| JP6791739B2 (ja) | 化粧シートおよびその製造方法 | |
| CN1156426A (zh) | 回射图示制品和热转移制品 | |
| JP3104796B2 (ja) | スウェード調転写箔 | |
| US20240191098A1 (en) | Extensible decorative film including surface layer having scratch resistance and matte properties and surface coating composition | |
| JPH05131797A (ja) | 部分艶消し転写シート及び部分艶消し化粧材 | |
| JPH06184952A (ja) | スウェード調化粧シート及びその製造方法 | |
| JPH11147396A (ja) | 転写シート | |
| JP2012041390A (ja) | マット層形成用インキ及びマット加飾シート | |
| KR20220092703A (ko) | 인테리어 필름 및 이의 제조방법 | |
| JP2002348550A (ja) | 印刷用フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120308 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120308 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140729 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140828 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5607608 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |