JP5579832B2 - 回転電機の積層鉄心 - Google Patents
回転電機の積層鉄心 Download PDFInfo
- Publication number
- JP5579832B2 JP5579832B2 JP2012509243A JP2012509243A JP5579832B2 JP 5579832 B2 JP5579832 B2 JP 5579832B2 JP 2012509243 A JP2012509243 A JP 2012509243A JP 2012509243 A JP2012509243 A JP 2012509243A JP 5579832 B2 JP5579832 B2 JP 5579832B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- back yoke
- rotating electrical
- laminated
- electrical machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title claims description 33
- 230000002093 peripheral effect Effects 0.000 claims description 24
- 238000010030 laminating Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000010349 pulsation Effects 0.000 description 5
- 238000005452 bending Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000011218 segmentation Effects 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000000696 magnetic material Substances 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000007689 inspection Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
実施の形態1.
図1はこの発明の実施の形態1による回転電機を示す平面図である。図において、円筒状のハウジング1内には、円筒状のステータ2が保持されている。ステータ2は、積層鉄心3と、積層鉄心3に巻回された駆動コイル4と、積層鉄心3と駆動コイル4との間に介在されたインシュレータ5とを有している。
また、実施の形態1では、2個の分割積層鉄心11を組み合わせて積層鉄心3を構成したが、積層鉄心3は分割せずに一体で構成したり、3個以上に分割された分割積層鉄心11の組み合わせで構成したりしてもよい。
次に、図10はこの発明の実施の形態2による回転電機の積層鉄心の要部を示す平面図であり、実施の形態1の図9に対応する図である。また、実施の形態1と同一又は同等部分には同一符号を用いて説明を省略する。
次に、図11はこの発明の実施の形態3による回転電機の積層鉄心の要部を示す平面図、図12は図11の分割積層鉄心11を直線状に展開した状態を示す平面図であり、それぞれ実施の形態1の図5及び図9に対応する図である。また、実施の形態1、2と同一又は同等部分には同一符号を用いて説明を省略する。
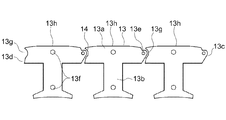
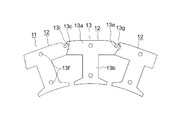
次に、図13はこの発明の実施の形態4による回転電機の積層鉄心の製造途中の状態を示す平面図であり、実施の形態1の図7に相当する図である。また、図14は図13の要部を拡大して示す平面図である。さらに、実施の形態1、2、3と同一又は同等部分には同一符号を用いて説明を省略する。
Claims (4)
- バックヨーク部と、上記バックヨーク部から突出した磁極ティース部と、上記バックヨーク部の第1端部に設けられた凸部と、上記バックヨーク部の第2端部に設けられた凹部と、上記凸部に設けられた回転軸部とを有し、円環状に配列され、かつ回転電機の軸方向に積層された複数のコア片を備え、
上記凸部は、周方向に隣接する上記コア片の上記凹部に突き合わされており、
上記凸部が上記回転電機の回転方向の一方を向く上記コア片を順次配列してなる第1のコア部材と、上記凸部が上記回転電機の回転方向の他方を向く上記コア片を順次配列してなる第2のコア部材とが交互に積層連結されており、
上記コア片が積層されてなる複数のコアブロックが上記回転軸部を中心として互いに回転可能に連結されている回転電機の積層鉄心において、
上記回転軸部は、上記バックヨーク部の内周面よりも外周面に近付けて設けられており、
上記バックヨーク部の上記第1及び第2端部の少なくともいずれか一方には、上記コア片の上記凸部が上記凹部に突き合わされて上記凸部と上記凹部の内周側が所定の領域で当接した円環状又は円弧状に配列した状態で上記凸部の上記回転軸部近傍と上記凹部との間の一部に隙間ができるように、上記凸部若しくは上記凹部の一部に切欠部が設けられており、
上記バックヨーク部の上記第1端部及び上記第2端部は、上記磁極ティース部が互いに平行になるように上記コア片を直線状に展開した状態で、隣接する上記凸部と上記凹部との間に外周側から内周側に繋がる所定の隙間が生じるように構成されており、
上記磁極ティース部が互いに平行になるように上記コア片を直線状に展開した状態で、隣接する上記凸部と上記凹部との間に外周側から内周側に繋がる上記隙間の寸法は、上記コア片の厚さ寸法以上であることを特徴とする回転電機の積層鉄心。 - 上記回転電機の径方向外側に位置する上記バックヨーク部の外周面には、上記磁極ティース部と直交する平坦部が設けられていることを特徴とする請求項1記載の回転電機の積層鉄心。
- 上記バックヨーク部の上記第2端部には、上記コアブロックを円環状又は円弧状に閉じたときに上記凸部に当接する保持突起部が設けられていることを特徴とする請求項1記載の回転電機の積層鉄心。
- 上記磁極ティース部の上記バックヨーク部との連結部近傍には、上記バックヨーク部とは反対側に隣接する部分よりも幅寸法が小さい幅縮小部が設けられていることを特徴とする請求項1記載の積層鉄心。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2010/056365 WO2011125199A1 (ja) | 2010-04-08 | 2010-04-08 | 回転電機の積層鉄心 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2011125199A1 JPWO2011125199A1 (ja) | 2013-07-08 |
| JP5579832B2 true JP5579832B2 (ja) | 2014-08-27 |
Family
ID=44762185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012509243A Active JP5579832B2 (ja) | 2010-04-08 | 2010-04-08 | 回転電機の積層鉄心 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9136735B2 (ja) |
| EP (1) | EP2557660B1 (ja) |
| JP (1) | JP5579832B2 (ja) |
| KR (1) | KR20120116985A (ja) |
| CN (1) | CN102823112B (ja) |
| WO (1) | WO2011125199A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103563225B (zh) * | 2011-05-26 | 2017-02-22 | 三菱电机株式会社 | 永磁体型电动机 |
| DE112011105446T5 (de) * | 2011-10-06 | 2014-03-27 | Mitsubishi Electric Corporation | Verfahren zum Herstellen eines geschichteten Kerns sowie mittels des Verfahrens hergestellter geschichteter Kern |
| FR2983656B1 (fr) * | 2011-12-05 | 2017-05-19 | Moteurs Leroy-Somer | Circuit magnetique en secteurs |
| JP5952701B2 (ja) * | 2012-10-04 | 2016-07-13 | ミネベア株式会社 | モータのステータ構造、ブラシレスモータ、およびモータのステータ構造の製造方法 |
| US10224767B2 (en) | 2012-11-20 | 2019-03-05 | Jaguar Land Rover Limited | Electric machine and method of operation thereof |
| GB2511353B (en) * | 2013-03-01 | 2015-11-04 | Jaguar Land Rover Ltd | Electric machine having segmented stator with shield elements |
| GB2508022B (en) * | 2012-11-20 | 2015-07-15 | Jaguar Land Rover Ltd | Electric machine and method of operation thereof |
| CN105264745B (zh) | 2013-05-28 | 2018-01-23 | 三菱电机株式会社 | 旋转电机的铁芯 |
| JP6091341B2 (ja) * | 2013-06-03 | 2017-03-08 | 三菱電機株式会社 | 分割電機子鉄心の製造装置及び電機子の製造方法並びに回転電機の製造方法 |
| WO2015145631A1 (ja) * | 2014-03-26 | 2015-10-01 | 三菱電機株式会社 | 回転電機の電機子鉄心および回転電機 |
| US10128700B2 (en) | 2014-04-16 | 2018-11-13 | Mitsubishi Electric Corporation | Rotary electric machine armature core |
| DE112015006823T5 (de) * | 2015-08-21 | 2018-05-09 | Mitsubishi Electric Corporation | Motor mit eingebetteten Permanentmagneten, Kompressor und Kühl- und Klimagerät |
| CN108702042B (zh) * | 2016-02-25 | 2020-10-23 | 株式会社安川电机 | 旋转电机和旋转电机的制造方法 |
| DE112017004402T5 (de) * | 2016-09-02 | 2019-05-16 | Nidec Corporation | Stator, statorherstellungsverfahren und motor |
| CN107707044B (zh) * | 2017-11-21 | 2024-08-30 | 浙江联宜电机有限公司 | 铰链式定子铁芯 |
| CN108110918A (zh) * | 2017-12-29 | 2018-06-01 | 台州市路桥鼎新阳光机电科技有限公司 | 一种电机定子冲片结构及其采用该冲片的定子 |
| ES2914811T3 (es) * | 2019-05-27 | 2022-06-16 | Magnax Bv | Estator para una máquina de flujo axial |
| CN111697717B (zh) * | 2020-06-30 | 2021-06-15 | 珠海凯邦电机制造有限公司 | 电机定子冲片及电机 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11215744A (ja) * | 1998-01-22 | 1999-08-06 | Matsushita Seiko Co Ltd | ブラシレスモータの固定子 |
| JP2000069693A (ja) * | 1998-08-21 | 2000-03-03 | Matsushita Electric Ind Co Ltd | モータ |
| JP2000201458A (ja) * | 1998-06-30 | 2000-07-18 | Mitsubishi Electric Corp | 鉄心装置及びその製造方法 |
| JP2004274914A (ja) * | 2003-03-10 | 2004-09-30 | Asmo Co Ltd | 回転電機のコア |
| JP2004357491A (ja) * | 2003-05-08 | 2004-12-16 | Asmo Co Ltd | 回転電機のステータ及びその製造方法 |
| JP2006081278A (ja) * | 2004-09-08 | 2006-03-23 | Asmo Co Ltd | ブラシレスモータ |
| JP2006271091A (ja) * | 2005-03-23 | 2006-10-05 | Asmo Co Ltd | ブラシレスモータのステータ及びブラシレスモータ |
| JP2006304460A (ja) * | 2005-04-19 | 2006-11-02 | Mitsubishi Electric Corp | 回転電機の固定子 |
| JP2009254086A (ja) * | 2008-04-04 | 2009-10-29 | Mitsubishi Electric Corp | 分割固定子鉄心の製造方法及び電動機 |
| JP2010074881A (ja) * | 2008-09-16 | 2010-04-02 | Mitsubishi Electric Corp | 積層コアおよびその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4990809A (en) * | 1987-04-27 | 1991-02-05 | The Superior Electric Company | Variable reluctance motor |
| JP3430521B2 (ja) * | 1992-09-24 | 2003-07-28 | 松下電器産業株式会社 | 回転電機の固定子 |
| JP3568364B2 (ja) * | 1996-09-30 | 2004-09-22 | 松下電器産業株式会社 | 回転電機のコア |
| JP3609649B2 (ja) * | 1999-06-29 | 2005-01-12 | 三洋電機株式会社 | ブラシレスdcモータ及びこのモータを用いた冷媒圧縮機 |
| JP3623702B2 (ja) * | 1999-09-28 | 2005-02-23 | 山洋電気株式会社 | 回転電機用ステータ |
| JP3710706B2 (ja) | 2000-12-01 | 2005-10-26 | 三菱電機株式会社 | 積層コアの製造方法およびその製造に用いる金型装置 |
| JP4747423B2 (ja) * | 2001-03-02 | 2011-08-17 | パナソニック株式会社 | 電動機 |
| JP3786854B2 (ja) * | 2001-08-30 | 2006-06-14 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| US7111380B2 (en) * | 2002-10-31 | 2006-09-26 | Emerson Electric Co. | Method for forming an annular stator assembly |
| US6946769B2 (en) * | 2003-05-08 | 2005-09-20 | Asmo Co., Ltd. | Insulator and manufacturing method thereof, and stator for electric rotating machine |
| US7122933B2 (en) * | 2004-05-19 | 2006-10-17 | Emerson Electric Co. | Reduced coil segmented stator |
| US7348706B2 (en) * | 2005-10-31 | 2008-03-25 | A. O. Smith Corporation | Stator assembly for an electric machine and method of manufacturing the same |
| JP4835168B2 (ja) * | 2006-01-25 | 2011-12-14 | 日本電産株式会社 | 電機子のコア、電機子、モータ、記録ディスク駆動装置およびコアプレートの製造方法 |
| JP5094257B2 (ja) | 2007-07-25 | 2012-12-12 | 三菱電機株式会社 | 回転電機の鉄心 |
| JP5171224B2 (ja) * | 2007-11-22 | 2013-03-27 | 三菱電機株式会社 | 回転電機 |
-
2010
- 2010-04-08 US US13/515,963 patent/US9136735B2/en active Active
- 2010-04-08 KR KR1020127021325A patent/KR20120116985A/ko active Search and Examination
- 2010-04-08 WO PCT/JP2010/056365 patent/WO2011125199A1/ja active Application Filing
- 2010-04-08 JP JP2012509243A patent/JP5579832B2/ja active Active
- 2010-04-08 EP EP10849442.8A patent/EP2557660B1/en active Active
- 2010-04-08 CN CN201080065997.9A patent/CN102823112B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11215744A (ja) * | 1998-01-22 | 1999-08-06 | Matsushita Seiko Co Ltd | ブラシレスモータの固定子 |
| JP2000201458A (ja) * | 1998-06-30 | 2000-07-18 | Mitsubishi Electric Corp | 鉄心装置及びその製造方法 |
| JP2000069693A (ja) * | 1998-08-21 | 2000-03-03 | Matsushita Electric Ind Co Ltd | モータ |
| JP2004274914A (ja) * | 2003-03-10 | 2004-09-30 | Asmo Co Ltd | 回転電機のコア |
| JP2004357491A (ja) * | 2003-05-08 | 2004-12-16 | Asmo Co Ltd | 回転電機のステータ及びその製造方法 |
| JP2006081278A (ja) * | 2004-09-08 | 2006-03-23 | Asmo Co Ltd | ブラシレスモータ |
| JP2006271091A (ja) * | 2005-03-23 | 2006-10-05 | Asmo Co Ltd | ブラシレスモータのステータ及びブラシレスモータ |
| JP2006304460A (ja) * | 2005-04-19 | 2006-11-02 | Mitsubishi Electric Corp | 回転電機の固定子 |
| JP2009254086A (ja) * | 2008-04-04 | 2009-10-29 | Mitsubishi Electric Corp | 分割固定子鉄心の製造方法及び電動機 |
| JP2010074881A (ja) * | 2008-09-16 | 2010-04-02 | Mitsubishi Electric Corp | 積層コアおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2557660A1 (en) | 2013-02-13 |
| US9136735B2 (en) | 2015-09-15 |
| WO2011125199A1 (ja) | 2011-10-13 |
| EP2557660A4 (en) | 2016-12-07 |
| EP2557660B1 (en) | 2019-03-06 |
| KR20120116985A (ko) | 2012-10-23 |
| CN102823112B (zh) | 2015-07-29 |
| US20120248928A1 (en) | 2012-10-04 |
| JPWO2011125199A1 (ja) | 2013-07-08 |
| CN102823112A (zh) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5579832B2 (ja) | 回転電機の積層鉄心 | |
| JP5511956B2 (ja) | 回転電機の積層鉄心 | |
| TWI451666B (zh) | 積層鐵心之製造方法及以該方法所製造之積層鐵心 | |
| JP5603437B2 (ja) | 回転電機の積層鉄心及びその製造方法 | |
| TWI454018B (zh) | 線性馬達之積層鐵心及其製造方法 | |
| JP2011151884A (ja) | 回転電機および回転電機の固定子の製造方法 | |
| JP6444497B2 (ja) | 回転電機およびその製造方法 | |
| JP6659161B2 (ja) | 回転電機の分割コア、当該分割コアの製造方法、および回転電機 | |
| CN111418131B (zh) | 定子铁心 | |
| JP2011030320A (ja) | 回転電機及び回転電機の製造方法 | |
| JP6045638B2 (ja) | 積層鉄心の製造方法 | |
| JP6630123B2 (ja) | 積層鉄心及びその製造方法 | |
| JP2011066978A (ja) | アキシャルギャップ型回転電機用ステータコア及びその製造方法 | |
| JP5186467B2 (ja) | 回転電機のステータコア | |
| JP5528164B2 (ja) | 回転電機のステータ及びその製造方法 | |
| CN111864925B (zh) | 定子芯体的分割式芯体的制造方法及制造装置 | |
| JP2019022425A (ja) | ステータコア、ステータコアの製造装置、ステータコアの製造方法、電動機および送風機 | |
| JP2017175774A (ja) | 回転電機、および分割ステータ鋼板の製造方法 | |
| JP5311290B2 (ja) | アキシャルギャップ型回転電機用ステータコアの製造方法 | |
| JP2019176560A (ja) | ステータコア及びモータ | |
| WO2022137621A1 (ja) | 分割コア、回転電機、分割コアの製造方法、および、回転電機の製造方法 | |
| JP2005095000A (ja) | 内転型電動機の固定子 | |
| JPWO2013051125A1 (ja) | 積層鉄心の製造方法およびそれにより製造された積層鉄心 | |
| JP2022044485A (ja) | ステータコア及びステータコアの製造方法 | |
| JP2011250602A (ja) | 固定子積層鉄心およびこれを用いた回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130918 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140423 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140708 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140709 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5579832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |