JP5566136B2 - ラベル連続体の加工方法 - Google Patents
ラベル連続体の加工方法 Download PDFInfo
- Publication number
- JP5566136B2 JP5566136B2 JP2010050794A JP2010050794A JP5566136B2 JP 5566136 B2 JP5566136 B2 JP 5566136B2 JP 2010050794 A JP2010050794 A JP 2010050794A JP 2010050794 A JP2010050794 A JP 2010050794A JP 5566136 B2 JP5566136 B2 JP 5566136B2
- Authority
- JP
- Japan
- Prior art keywords
- label
- separator
- continuous body
- roll
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Making Paper Articles (AREA)
Description
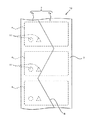
4 ラベル片
5 ラベル基材
6 粘着剤層
7 セパレータ
8 背割り(切込み)
9 ラベルカス
10 ラベル連続体
11 文字や画像
12 ラベルロール
13 ミシン目
15 ラベルロール
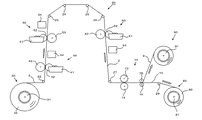
20 ラベル加工機
30 巻き出し部
40 裏面印刷工程
48 シワ
50 第1の表面印刷工程
60 第2の表面印刷工程
70 ダイカット工程
80 巻き取り部
90 カス巻き取り部
100 背割り工程
101 ダイロール
102 アンビルロール
Claims (1)
- ラベル基材と粘着剤層とセパレータとがこの順に積層された長尺帯状の粘着紙を加工するラベル連続体の加工方法であって、
前記粘着紙に所定の情報を印刷する印刷工程と、
ラベル基材と粘着剤層とセパレータとが積層された状態のままで、前記粘着紙のセパレータに、その長手方向に延び、ラベル連続体の長手方向と非平行な直線と曲線の一方または両方で構成され、ラベル連続体におけるラベル片の間隔と同期した周期でラベル連続体の幅方向を往復変位する切込み線からなる背割りを形成する背割り工程と、
前記粘着紙に、ラベル基材側から粘着剤層に至るハーフカットを所定間隔で繰り返し、ハーフカット線でラベル片を区画形成していくダイカット工程と、
前記ハーフカット線で区画されたラベル片の周囲のラベルカスを連続的に除去するカス上げ工程と、
ラベルカスを除去したラベル連続体をラベル基材を外側にしてロール状に巻回する巻取り工程と、
をこの順に含むことを特徴とするラベル連続体の加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010050794A JP5566136B2 (ja) | 2010-03-08 | 2010-03-08 | ラベル連続体の加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010050794A JP5566136B2 (ja) | 2010-03-08 | 2010-03-08 | ラベル連続体の加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011186157A JP2011186157A (ja) | 2011-09-22 |
| JP5566136B2 true JP5566136B2 (ja) | 2014-08-06 |
Family
ID=44792512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010050794A Expired - Fee Related JP5566136B2 (ja) | 2010-03-08 | 2010-03-08 | ラベル連続体の加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5566136B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2524954B8 (en) * | 2014-03-27 | 2017-03-22 | Essentra Packaging & Security Ltd | A peelable label |
| JP6856384B2 (ja) * | 2017-01-12 | 2021-04-07 | 藤森工業株式会社 | 引き裂き補助線の形成方法及びその形成方法に用いる形成ローラ |
| WO2020065702A1 (ja) * | 2018-09-25 | 2020-04-02 | ブラザー工業株式会社 | 長尺媒体及びテープカートリッジ |
| JP6617303B1 (ja) * | 2019-04-15 | 2019-12-11 | 株式会社伸和紙工社 | 背割り加工装置 |
| JP7588454B2 (ja) * | 2021-01-21 | 2024-11-22 | 大阪シーリング印刷株式会社 | ラベル連続体 |
| JP2023119816A (ja) * | 2022-02-17 | 2023-08-29 | ブラザー工業株式会社 | ラベル用テープ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01181065U (ja) * | 1988-06-14 | 1989-12-27 | ||
| JPH0267124A (ja) * | 1988-09-01 | 1990-03-07 | Ona Insatsu Kk | ラベル連続体の製造装置 |
| JPH08198516A (ja) * | 1995-01-24 | 1996-08-06 | Hideichiro Tsuchiya | 剥離紙を二分割したテープカートリッジ |
| JP4558300B2 (ja) * | 2003-10-27 | 2010-10-06 | 株式会社アトラス | シールシート |
-
2010
- 2010-03-08 JP JP2010050794A patent/JP5566136B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011186157A (ja) | 2011-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5566136B2 (ja) | ラベル連続体の加工方法 | |
| JP5351789B2 (ja) | Rfidラベルおよびrfidラベルの加工方法 | |
| CN101616803A (zh) | 施加标签的设备和方法 | |
| US10113088B2 (en) | Label manufacturing method and label | |
| JP5718704B2 (ja) | ラベル連続体の加工方法 | |
| JP2025160411A (ja) | Rfidラベルの製造方法 | |
| JP2010234574A (ja) | ラベル連続体の加工方法およびラベル連続体 | |
| JP5441594B2 (ja) | ラベルおよびラベルの使用方法 | |
| JP5441620B2 (ja) | Rfidラベル連続体およびrfidラベルの使用方法 | |
| JP6032877B2 (ja) | 台紙なしラベルの製造方法 | |
| JP2009119687A (ja) | 補強方法、ラベル加工方法及びラベル形成装置 | |
| JP5619641B2 (ja) | ラベル連続体、ラベル連続体の加工方法 | |
| JP5628697B2 (ja) | ラベルロールの製造方法 | |
| JP5441595B2 (ja) | ラベル連続体 | |
| JP6509557B2 (ja) | 孔開きラベル連続体の製造装置および製造方法 | |
| JP3905605B2 (ja) | フィルム張付方法及び装置 | |
| JP5980482B2 (ja) | ラベルの加工方法 | |
| JP7280087B2 (ja) | ラベル連続体製造装置及びラベル連続体の製造方法 | |
| JP4868581B2 (ja) | 補強方法、ラベル加工方法、貼付装置及びラベル加工装置 | |
| JP2015197618A (ja) | ラベル用紙およびその製造方法 | |
| JP6104585B2 (ja) | 台紙なしラベル印刷加工小巻装置、及び、台紙なしラベル印刷加工小巻方法 | |
| JP2003036026A (ja) | 台紙なしラベル連続体及び台紙なしラベル連続体の製造方法 | |
| JP4917334B2 (ja) | プリンター用連結シートの製造方法及びその装置 | |
| JP6096252B2 (ja) | ラベル | |
| JP2013078912A (ja) | 熨斗付き配送伝票 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130228 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140617 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140617 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5566136 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |