JP5530775B2 - 内装袋の製造方法とそれに用いる治具 - Google Patents
内装袋の製造方法とそれに用いる治具 Download PDFInfo
- Publication number
- JP5530775B2 JP5530775B2 JP2010066963A JP2010066963A JP5530775B2 JP 5530775 B2 JP5530775 B2 JP 5530775B2 JP 2010066963 A JP2010066963 A JP 2010066963A JP 2010066963 A JP2010066963 A JP 2010066963A JP 5530775 B2 JP5530775 B2 JP 5530775B2
- Authority
- JP
- Japan
- Prior art keywords
- jig
- bag
- cylindrical body
- ring
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Making Paper Articles (AREA)
Description
図1は、この発明の合成樹脂製の内装袋の製造方法に使用される治具1を示すもので、(a)は円形に広げた状態の平面図、(b)は弓形に折り畳んだ状態を示す斜視図、(c)は拡大断面正面図である。
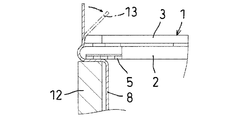
まず、筒状に形成された合成樹脂を所定の長さに切断した筒状胴部8の下端部に、既知の方法(例えば、特許文献1の方法)にて円盤状の底板9を溶着した上端部開放の袋体10(図2参照)を用意する。
2 ベース板
3 鏝台
4 下駄
5 蝶番
6 緩衝材
7 紐
8 筒状胴部
9 底板
10 袋体
11 開口部
12 枠体
13 溶着片
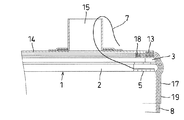
14 天板
15 筒口
16 内装袋
17 短筒体
18 仮溶着部
19 係合片
Claims (2)
- 外装容器内に収納されて使用され、筒状胴部の上下端に筒口付き天板と底板とからなる端材を接合して閉鎖され全体が可撓性を有する内装袋の製造方法において、
熱収縮性樹脂からなる筒状胴部の下端に適宜手段により端材を接合した上部開口の袋体に対し、筒状胴部の直径より若干大きめの直径のリング状とこのリングの対向2カ所で折り曲げて重ねた弓状とに変換自在となる治具を、袋体の上部開口部から所定寸法の位置で袋体の内側からリング状にして嵌め込み固定し、リング状の治具を下から保持可能な枠体に袋体を装着して、上部開口部を円形に保持した状態で筒状胴部の治具より上側の部分を加熱により開口部内側に収縮させて略水平状にして溶着片とし、更にこの上にもう片方の端材を重ねて溶着片と端材の周囲を加熱により溶着し、その後、治具をリング状から弓状に変換して、天板の筒口から弓状の治具を外側に取り出すことを特徴とする内装袋の製造方法。 - 上記請求項1に記載の内装袋の製造方法に使用される治具であって、筒状胴部の直径より若干大きめの直径のリング状とこのリングの対向2カ所で折り曲げて重ねた弓状とに変換自在となることを特徴とする治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010066963A JP5530775B2 (ja) | 2010-03-23 | 2010-03-23 | 内装袋の製造方法とそれに用いる治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010066963A JP5530775B2 (ja) | 2010-03-23 | 2010-03-23 | 内装袋の製造方法とそれに用いる治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011194840A JP2011194840A (ja) | 2011-10-06 |
| JP5530775B2 true JP5530775B2 (ja) | 2014-06-25 |
Family
ID=44873615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010066963A Expired - Fee Related JP5530775B2 (ja) | 2010-03-23 | 2010-03-23 | 内装袋の製造方法とそれに用いる治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5530775B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104112316B (zh) * | 2014-07-25 | 2016-06-08 | 上海博瑁机电科技有限公司 | 一种商用及工业用相结合的气泡袋自动售货一体机 |
| JP5846531B1 (ja) * | 2014-08-01 | 2016-01-20 | トチセン化成工業株式会社 | 円筒形容器用内袋および円筒形容器用内袋の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6226670Y2 (ja) * | 1985-07-31 | 1987-07-08 | ||
| JP3817714B2 (ja) * | 2001-09-10 | 2006-09-06 | 敏彦 松田 | 容器缶用内装袋の製造法 |
| JP2004066512A (ja) * | 2002-08-02 | 2004-03-04 | Nisshin Sansho Kk | 状袋形態の袋体を円筒形容器に成形する方法 |
| JP3723540B2 (ja) * | 2002-11-13 | 2005-12-07 | 日新産商株式会社 | 合成樹脂袋の製造方法 |
| JP4252055B2 (ja) * | 2005-09-12 | 2009-04-08 | 旭東フィルム工業株式会社 | 円形容器用内装袋の製造方法 |
-
2010
- 2010-03-23 JP JP2010066963A patent/JP5530775B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011194840A (ja) | 2011-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012017938A1 (ja) | 容器及びその製造方法 | |
| WO2014054760A1 (ja) | パウチ容器 | |
| JP7368222B2 (ja) | スパウト付きパウチ容器を製造するための方法および装置 | |
| JP5049537B2 (ja) | 自立袋 | |
| JP5530775B2 (ja) | 内装袋の製造方法とそれに用いる治具 | |
| JP2011001125A (ja) | パウチ容器並びにその製造方法及び賦形方法 | |
| WO2015012011A1 (ja) | パウチ容器及びその製造方法 | |
| JP2003276741A (ja) | 自立袋及びその製造方法 | |
| JP5488756B1 (ja) | パウチ容器 | |
| JP5943247B2 (ja) | カップ状容器 | |
| JP5973698B2 (ja) | 内装袋とその製造方法 | |
| CA2446792C (fr) | Procede de realisation de sachets comportant des profiles de fermeture actionnes par curseur, machine de fabrication et sachets obtenus | |
| JP2013244974A (ja) | パウチ容器 | |
| JP3723540B2 (ja) | 合成樹脂袋の製造方法 | |
| JP3119795U (ja) | 合成樹脂袋 | |
| JP6386280B2 (ja) | 内装袋の製造方法とその方法により得られた内装袋 | |
| CN110753663A (zh) | 带嘴包装袋及其制造方法、以及装有内容物的带嘴包装袋 | |
| JP4448578B2 (ja) | ボトム付き袋状容器 | |
| JP2019189288A (ja) | 内袋及びその製造方法 | |
| JP2016069032A (ja) | パウチ容器及びその製造方法 | |
| JP5551204B2 (ja) | 自立袋 | |
| TW201400381A (zh) | 用於一般型圓筒狀三維共形襯之製造方法 | |
| JP6111784B2 (ja) | パウチ容器の製造方法 | |
| JP4523400B2 (ja) | 合成樹脂袋用筒口の製造方法 | |
| JP6054567B1 (ja) | 吊り下げヘッダー付き横マチ袋及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130321 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140131 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140218 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140324 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140417 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140421 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5530775 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |