JP5482836B2 - 燃料噴射弁及び燃料噴射弁の製造方法 - Google Patents
燃料噴射弁及び燃料噴射弁の製造方法 Download PDFInfo
- Publication number
- JP5482836B2 JP5482836B2 JP2012159884A JP2012159884A JP5482836B2 JP 5482836 B2 JP5482836 B2 JP 5482836B2 JP 2012159884 A JP2012159884 A JP 2012159884A JP 2012159884 A JP2012159884 A JP 2012159884A JP 5482836 B2 JP5482836 B2 JP 5482836B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel
- valve
- movable
- fuel injection
- injection valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000446 fuel Substances 0.000 title claims description 491
- 238000002347 injection Methods 0.000 title claims description 205
- 239000007924 injection Substances 0.000 title claims description 205
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 238000011144 upstream manufacturing Methods 0.000 claims description 192
- 230000002093 peripheral effect Effects 0.000 claims description 110
- 239000002184 metal Substances 0.000 claims description 90
- 238000003466 welding Methods 0.000 claims description 75
- 238000000034 method Methods 0.000 claims description 41
- 238000003780 insertion Methods 0.000 claims description 37
- 230000037431 insertion Effects 0.000 claims description 37
- 239000000463 material Substances 0.000 claims description 30
- 239000013013 elastic material Substances 0.000 claims description 27
- 238000002485 combustion reaction Methods 0.000 claims description 20
- 229920001971 elastomer Polymers 0.000 claims description 20
- 239000005060 rubber Substances 0.000 claims description 20
- 238000007789 sealing Methods 0.000 claims description 15
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 9
- 229910052731 fluorine Inorganic materials 0.000 claims description 9
- 239000011737 fluorine Substances 0.000 claims description 9
- 230000015572 biosynthetic process Effects 0.000 claims description 8
- 239000011247 coating layer Substances 0.000 claims description 8
- 238000009434 installation Methods 0.000 claims description 6
- 230000005489 elastic deformation Effects 0.000 claims description 4
- 230000008569 process Effects 0.000 description 25
- 230000006835 compression Effects 0.000 description 14
- 238000007906 compression Methods 0.000 description 14
- 239000007789 gas Substances 0.000 description 13
- 239000000567 combustion gas Substances 0.000 description 12
- 230000004308 accommodation Effects 0.000 description 11
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 10
- 229910001220 stainless steel Inorganic materials 0.000 description 10
- 230000008859 change Effects 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 239000010410 layer Substances 0.000 description 8
- 230000004048 modification Effects 0.000 description 8
- 238000012986 modification Methods 0.000 description 8
- 238000011900 installation process Methods 0.000 description 7
- -1 polytetrafluoroethylene Polymers 0.000 description 7
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 7
- 239000004810 polytetrafluoroethylene Substances 0.000 description 7
- 229920000459 Nitrile rubber Polymers 0.000 description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 description 6
- 238000004513 sizing Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 239000007769 metal material Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 238000005304 joining Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000696 magnetic material Substances 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 229920001973 fluoroelastomer Polymers 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 239000003949 liquefied natural gas Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000003345 natural gas Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- PYVHTIWHNXTVPF-UHFFFAOYSA-N F.F.F.F.C=C Chemical compound F.F.F.F.C=C PYVHTIWHNXTVPF-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images





















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/06—Injectors peculiar thereto with means directly operating the valve needle
- F02M51/061—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means
- F02M51/0625—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures
- F02M51/0664—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/06—Injectors peculiar thereto with means directly operating the valve needle
- F02M51/061—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means
- F02M51/0625—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M21/00—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form
- F02M21/02—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form for gaseous fuels
- F02M21/0218—Details on the gaseous fuel supply system, e.g. tanks, valves, pipes, pumps, rails, injectors or mixers
- F02M21/0248—Injectors
- F02M21/0251—Details of actuators therefor
- F02M21/0254—Electric actuators, e.g. solenoid or piezoelectric
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M21/00—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form
- F02M21/02—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form for gaseous fuels
- F02M21/0218—Details on the gaseous fuel supply system, e.g. tanks, valves, pipes, pumps, rails, injectors or mixers
- F02M21/0248—Injectors
- F02M21/0257—Details of the valve closing elements, e.g. valve seats, stems or arrangement of flow passages
- F02M21/026—Lift valves, i.e. stem operated valves
- F02M21/0263—Inwardly opening single or multi nozzle valves, e.g. needle valves
- F02M21/0266—Hollow stem valves; Piston valves; Stems having a spherical tip
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M21/00—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form
- F02M21/02—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form for gaseous fuels
- F02M21/0218—Details on the gaseous fuel supply system, e.g. tanks, valves, pipes, pumps, rails, injectors or mixers
- F02M21/0248—Injectors
- F02M21/0257—Details of the valve closing elements, e.g. valve seats, stems or arrangement of flow passages
- F02M21/026—Lift valves, i.e. stem operated valves
- F02M21/0269—Outwardly opening valves, e.g. poppet valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/06—Injectors peculiar thereto with means directly operating the valve needle
- F02M51/061—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means
- F02M51/0625—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures
- F02M51/0664—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding
- F02M51/0671—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding the armature having an elongated valve body attached thereto
- F02M51/0682—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding the armature having an elongated valve body attached thereto the body being hollow and its interior communicating with the fuel flow
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/06—Injectors peculiar thereto with means directly operating the valve needle
- F02M51/061—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means
- F02M51/0625—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures
- F02M51/0664—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding
- F02M51/0685—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a cylindrically or partly cylindrically shaped armature, e.g. entering the winding; having a plate-shaped or undulated armature entering the winding the armature and the valve being allowed to move relatively to each other or not being attached to each other
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/04—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00 having valves, e.g. having a plurality of valves in series
- F02M61/08—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00 having valves, e.g. having a plurality of valves in series the valves opening in direction of fuel flow
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/166—Selection of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1893—Details of valve member ends not covered by groups F02M61/1866 - F02M61/188
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M21/00—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form
- F02M21/02—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form for gaseous fuels
- F02M21/0203—Apparatus for supplying engines with non-liquid fuels, e.g. gaseous fuels stored in liquid form for gaseous fuels characterised by the type of gaseous fuel
- F02M21/0209—Hydrocarbon fuels, e.g. methane or acetylene
- F02M21/0212—Hydrocarbon fuels, e.g. methane or acetylene comprising at least 3 C-Atoms, e.g. liquefied petroleum gas [LPG], propane or butane
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9015—Elastomeric or plastic materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/30—Use of alternative fuels, e.g. biofuels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Analytical Chemistry (AREA)
- Fuel-Injection Apparatus (AREA)
Description
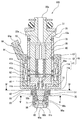
図1に示す燃料噴射弁100は、内燃機関としてのエンジンに設置され、当該エンジンの燃焼室にCNG(Compressed Natural Gas)、LNG(Liquefied Natural Gas)、水素等のガス燃料を噴射する。以下、燃料噴射弁100の構成について、図1〜図6を用いて説明する。燃料噴射弁100は、ハウジング10、入口部材20、固定コア30、可動コア40、弁体50、ノズル部材60、ストッパ70、及び駆動装置90等を備えている。
レーザ溶接によって第1磁性部11、非磁性部12及び第2磁性部13を結合して形成したハウジング10のうち第1磁性部11の開口部11cからストッパ70を挿入する。ストッパ70は、当該ストッパ70の端面70bが第1磁性部11の段差部11bに当接するまで挿入される。その後、レーザ溶接等によりストッパ70をハウジング10に固定する。これにより、ストッパ70は、ハウジング10の軸方向における一方の端部と他方の端部との間に設けられることとなる。
可動コア40の収容部42に、弾性部56が取り付けられた弁体50の連結部55を挿入して、レーザ溶接等により収容部42に連結部55を固定する。
第2磁性部13側から、可動コア40と弁体50との一体物を挿入し、弁体50の当接面53bをストッパ70のテーパ面70eに当接させ、その状態を維持させ、ストッパ70に対する弁体50の位置を固定する。その後、弁体50の当接面53bをストッパ70のテーパ面70eに当接させた当接状態で、基準位置としての第1磁性部11の開口部11cから弾性部56のシート部56aまでの距離を計測する。
距離計測工程での計測結果に、予め定められた弾性部56の潰れ代(所定の値)分を加えたものをノズル部材60の第1磁性部11への挿入量として算出する。ここで、レーザ溶接等により熱を部材に加えて部材同士を結合し、互いを固定する方法では、当該部材に加えられる熱量に伴い熱ひずみが発生することがある。本実施形態では、ノズル部材60をレーザ溶接によりハウジング10に結合し、固定しているので、レーザ溶接によりノズル部材60及びハウジング10に発生する熱ひずみを加味して挿入量を算出する。
挿入量算出工程で算出した挿入量分だけノズル部材60を第1磁性部11の開口部11cから挿入し、弾性部56の潰れ代を所定の値に調整する。
ノズル部材60をレーザ溶接により第1磁性部11に結合し、固定する。これにより、ノズル部材60とストッパ70との弁体50の移動方向に沿った方向の相対位置関係が固定され、当接面53bがテーパ面70eに当接し、弾性部56のシート部56aが弁座部60cに着座したときの弾性部56の潰れ代を所定の値にすることができる。なお、本実施形態では、第1磁性部11とノズル部材60との溶接箇所は、全周に亘っている。この溶接により、第1磁性部11とノズル部材60とのシールを確実なものとすることができる。
固定コア30を第2磁性部13側から挿入する。固定コア30は、弁体50の当接面53bがストッパ70のテーパ面70eに当接した状態で、可動コア40との間に所定の隙間が形成される位置まで挿入され、レーザ溶接等によりハウジング10に固定される(図1及び図2参照)。そして、固定コア30の収容孔31にスプリング80を収容させる。さらに、収容孔31にアジャスティングパイプ32を圧入し、スプリング80のセット荷重を調整する。
入口部材20を第2磁性部13に取り付け、レーザ溶接等で両者を結合し、固定する。そして、電磁コイル91、コネクタ93及びヨーク92からなる駆動装置90をハウジング10の外周側に嵌め込み、その後、ヨーク92をレーザ溶接等によりハウジング10に結合し、固定する。
第1実施形態では、ストッパ70をハウジング10とは異なる部材とし、レーザ溶接等によりハウジング10にストッパ70を結合して、固定させる構成を採用していたが、図7に示す第2実施形態の燃料噴射弁200のように、切削又は鋳造によってハウジング10にストッパ70を形成するようにしても良い。このようにしても、ノズル部材60はストッパ70と異なる部材よりなっているので、ノズル部材60とストッパ70との相対位置を調整することにより、弾性部56の潰れ代を調整することができる。また、この第2実施形態においても、先の第1実施形態と他の構成は同様の構成が採用されているので、第1実施形態のものと同様の作用効果を得ることができる。
第1、第2実施形態では、ノズル部材60の径方向外周側を全周に亘ってレーザ溶接することによって、ノズル部材60をハウジング10に結合して、固定していた。図8に示す第3実施形態における燃料噴射弁300では、ノズル部材60は、全周に亘ってレーザ溶接等が施されるのではなく、周方向に数カ所の溶接(スポット溶接)によってハウジング10に結合され、固定される。しかし、これでは、隣合う溶接部分の間においてノズル部材60とハウジング10との間に隙間が生じ、その隙間から燃料が漏れるおそれがある。本実施形態では、ノズル部材60の径方向外周面にOリング61を設けている。このOリング61によれば、スポット溶接によってノズル部材60をハウジング10に結合して、固定するような場合であっても、ハウジング10とノズル部材60とのシール性を確保することができる。また、スポット溶接に代わり圧入やかしめでも良い。なお、本実施形態のストッパ70は、ハウジング10と一体となっているが、第1実施形態のようにストッパ70とハウジング10とを別部材としても良い。
第1〜第3実施形態では、弾性部56が弁体50に設けられ、弾性部56にシート部56aが形成されていたが、図9に示す第4実施形態における燃料噴射弁400では、弾性部156がノズル部材160のノズル本体部161に取り付けられている。
先に説明した第1〜第4実施形態による燃料噴射弁100、200、300、400の弁の形態が所謂内開弁なのに対し、図10示す第5実施形態による燃料噴射弁500の弁の形態は所謂外開弁となっている。燃料噴射弁500は、ハウジング510、入口部材520、固定コア530、可動コア540、弁体550、通路形成部材560、ストッパ570、及び駆動装置590等を備えている。
レーザ溶接によって第1磁性部511、非磁性部512及び第2磁性部513を結合して形成したハウジング510のうち第1磁性部511の開口部511cから通路形成部材560を挿入する。通路形成部材560は、当該通路形成部材560の端面560cが第1磁性部511の段差部511bに当接するまで挿入される。その後、レーザ溶接等により通路形成部材560をハウジング510に固定する。これにより、通路形成部材560は、ハウジング510の軸方向における一方の端部と他方の端部との間に設けられることとなる。
弁本体部551の段差部553aに弾性部556をインサート成形により取り付ける。
第1磁性部511の開口部511cを基準位置とし、この基準位置から通路形成部材560の弁座部560bまでの距離を計測する。
距離計測工程での計測結果、予め計測されているストッパ570の各部寸法、特に、ストッパ570の軸方向端面からテーパ面570aにおいて、弁体550の当接面554aと当接する位置までの距離、及び予め定められた弾性部556の潰れ代(所定の値)に基づいて、ストッパ570の第1磁性部511への挿入量を算出する。本実施形態では、レーザ溶接によりストッパ570をハウジング510に結合し、固定しているので、レーザ溶接によりストッパ570及びハウジング510に発生する熱ひずみを加味して挿入量を算出する。
挿入量算出工程で算出した挿入量分だけストッパ570を第1磁性部511の開口部511cから挿入し、弾性部556の潰れ代を所定の値に調整する。
ストッパ570をレーザ溶接により第1磁性部511に結合し、固定する。これにより、通路形成部材560とストッパ570との弁体550の移動方向に沿った方向の相対位置関係が固定され、当接面554aがテーパ面570aに当接し、弾性部556のシート部556aが弁座部560bに着座したときの弾性部556の潰れ代を所定の値にすることができる。なお、本実施形態では、第1磁性部511とストッパ570との溶接箇所は、全周に亘っている。この溶接により、第1磁性部511とストッパ570とのシールを確実なものとすることができる。
スプリング580を第2磁性部513側から挿入する。その後、弁体550を第1磁性部511側から挿入する。さらに、座部材555を第2磁性部513側から挿入して、弁体550の連結部552に固定する。その後、固定コア530を第2磁性部513側から挿入して、所定の位置に固定する。そして、可動コア540を第2磁性部513側から挿入して、連結部552に固定する。
入口部材520を第2磁性部513に取り付け、レーザ溶接等で両者を結合し、固定する。そして、電磁コイル591、コネクタ593及びヨーク592からなる駆動装置590をハウジング510の外周側に嵌め込み、その後、ヨーク592をレーザ溶接等によりハウジング510に結合し、固定する。
第5実施形態では、ストッパ570をハウジング510とは異なる部材とし、レーザ溶接等によりハウジング510にストッパ570を結合して、固定させる構成を採用していたが、図12に示す第6実施形態の燃料噴射弁600のように、切削又は鋳造によってハウジング510にストッパ570を形成するようにしても良い。このようにしても、通路形成部材560はストッパ570と異なる部材よりなっているので、通路形成部材560とストッパ570との相対位置を調整することにより、弾性部556の潰れ代を調整することができる。また、この第6実施形態においても、先の第5実施形態と他の構成は同様の構成が採用されているので、第5実施形態のものと同様の作用効果を得ることができる。
第5、第6実施形態では、通路形成部材560の径方向外周側を全周に亘ってレーザ溶接することによって、通路形成部材560をハウジング510に結合して、固定していた。図13に示す第7実施形態における燃料噴射弁700では、通路形成部材560は、全周に亘ってレーザ溶接等が施されるのではなく、周方向に数カ所の溶接(スポット溶接)によってハウジング510に結合され、固定される。しかし、これでは、隣合う溶接部分の間において通路形成部材560とハウジング510との間に隙間が生じ、その隙間から燃料が漏れるおそれがある。本実施形態では、通路形成部材560の径方向外周面にOリング561を設けている。このOリング561によれば、スポット溶接によって通路形成部材560をハウジング510に結合して、固定するような場合であっても、ハウジング510と通路形成部材560とのシール性を確保することができる。なお、本実施形態のストッパ570は、ハウジング510と一体となっているが、第5実施形態のようにストッパ570とハウジング510とを別部材としても良い。
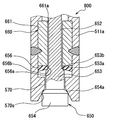
第5〜第7実施形態では、弾性部656が弁体650に設けられ、弾性部656にシート部653bが形成されていたが、図14に示す第8実施形態における燃料噴射弁800では、弾性部656が通路形成部材660の通路本体部661に取り付けられている。
本発明の第9実施形態について説明する。図15(a)は第9実施形態に係る燃料噴射弁を示す断面図、図15(b)は図15(a)の燃料噴射弁の要部を示す拡大断面図である。
本発明の第10実施形態について説明する。図18は第10実施形態に係る燃料噴射弁を示す断面図である。
本発明の第11実施形態について説明する。図20は第11実施形態に係る燃料噴射弁を示す断面図である。
本発明の第12実施形態について説明する。図21は第12実施形態に係る燃料噴射弁を示す断面図である。以下、第9実施形態と異なる部分についてのみ説明する。
図22は、本実施形態に係る燃料噴射弁1000を示す断面図であり、当該燃料噴射弁1000は、上記第1実施形態に係る燃料噴射弁10と同様にしてハウジング10、入口部材20、固定コア30、可動コア40、弁体50、弾性部56、ノズル部材60、ストッパ70、及び駆動装置90等を備えている。なお、図22中、図1と同じ構造部分については同一の符号を付して説明を援用する。
上記第13実施形態に係る燃料噴射弁1000は、噴孔60bを上流側から開閉する内開弁構造のであるのに対し、図25に示す本実施形態の燃料噴射弁2000は、噴孔570bを下流側から開閉する外開弁構造である。この外開弁構造は図10に示す燃料噴射弁500と同じである。なお、図25中、図10と同じ構造部分については同一の符号を付して説明を援用する。
図26に示す本実施形態では、可動コア540を固定コア530から離れる向きへ付勢するスプリング2581を備える。これによれば、電磁コイル591へ通電を開始する時点において、下流側係止部2551が可動コア540から離れた状態になる。そのため、通電開始時点では第13実施形態と同様にして、弁体550を移動させずに可動コア540が移動することとなる。
以上、本発明の第1から第8実施形態について説明したが、本発明は、第1から第15実施形態に限定して解釈されるものではなく、その要旨を逸脱しない範囲内において種々の実施形態に適用することができる。例えば、ガス燃料でなく、液体燃料を噴射する燃料噴射弁に本発明を適用しても良い。
Claims (36)
- 本体(10、510)に設けられ、燃料が噴射される噴孔(60b、570b)に通じる燃料通路(60a、161a、560a、661a)を有する通路形成部(60、161、560、661)と、
前記本体に往復移動可能に収容され、往復移動することにより前記燃料通路を開閉する弁部材(51、150、551、650)と、
前記弁部材の閉塞方向への移動により前記燃料通路が閉塞される際に弾性変形可能な弾性部材であって、前記通路形成部及び前記弁部材のいずれか一方に取り付けられ、前記弁部材が閉塞方向に移動して、前記通路形成部及び前記弁部材のうちの他方との当接により、前記燃料通路を閉塞させる弾性部材(56、156、556、656)と、
前記本体に設けられ、前記弁部材と当接して前記弁部材の閉塞方向への移動を規制する移動規制部(70、570)と、を備え、
前記移動規制部は、前記通路形成部とは異なる部材で形成されていることを特徴とする燃料噴射弁。 - 前記移動規制部は、前記弁部材の移動により前記燃料通路が閉塞された状態での前記弾性部材の弾性変形による潰れ代が、所定の値となる位置で前記弁部材と当接して、前記弁部材の閉塞方向への移動を規制することを特徴とする請求項1に記載の燃料噴射弁。
- 前記通路形成部(60、161)は、前記本体内での前記噴孔(60b)に向かう燃料流れにおいて前記移動規制部(70)よりも下流側に位置していることを特徴とする請求項1または2に記載の燃料噴射弁。
- 前記燃料通路(60a、161a)において燃料流れの下流側の端部には、前記噴孔(60b)が形成されていることを特徴とする請求項1から3のいずれか一項に記載の燃料噴射弁。
- 前記移動規制部は、筒状に形成され、内周側に前記弁部材を往復移動可能に収容しており、
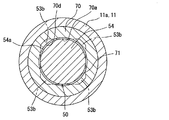
前記移動規制部に前記弁部材が当接している状態において、前記移動規制部の内周面と前記弁部材の外周面との間には、前記通路形成部への燃料の流れを許容する隙間が形成されていることを特徴とする請求項3又は4に記載の燃料噴射弁。 - 前記弁部材に前記弾性部材が取り付けられており、
前記弾性部材は前記通路形成部と対向する面の外周側において前記通路形成部側に突出するシート部を有し、
前記シート部は前記燃料通路の前記弁部材側の開口部の外周側を囲むように当接することにより前記燃料通路を閉塞することを特徴とする請求項3から5のいずれか一項に記載の燃料噴射弁。 - 前記通路形成部に前記弾性部材が取り付けられており、
前記弾性部材は前記燃料通路に通じる開口部を有し、
前記弁部材は前記弾性部材と対向する面の外周側において前記弾性部材側に突出するシート部を有し、
前記シート部は前記開口部の外周側を囲むように当接することにより前記燃料通路を閉塞することを特徴とする請求項3から5のいずれか一項に記載の燃料噴射弁。 - 前記シート部の内周側に形成される凹部の内周面は、前記凹部の径方向中央部に向かうに従い、前記凹部の深さが深くなるように傾斜していることを特徴とする請求項6又は7に記載の燃料噴射弁。
- 前記弾性部材は、前記弾性部材が取り付けられる前記弁部材及び前記通路形成部のうちの一方において前記弁部材の往復移動方向と交差する方向に食い込むアンカー部を有することを特徴とする請求項1から8のいずれか一項に記載の燃料噴射弁。
- 前記本体(10、510)は、筒状に形成され、前記本体内での燃料流れにおいて下流側の端部に開口部(11c、511c)を形成しており、
前記移動規制部(70、570)及び前記通路形成部(60、161、560、661)のいずれか一方は、前記本体の軸方向における一方の端部と他方の端部との間に設けられ、
前記移動規制部及び前記通路形成部のうち他方は、前記本体とは異なる部材よりなり、かつ前記開口部から挿入され、前記開口部に固定されることにより前記本体に設けられていることを特徴とする請求項1から9のいずれか一項に記載の燃料噴射弁。 - 前記移動規制部(70、570)及び前記通路形成部(60、161、560、661)のうちの前記一方は、前記本体と異なる部材よりなっており、
前記本体(10、510)の軸方向における一方の端部と前記他方の端部との間には、前記移動規制部及び前記通路形成部のうちの前記一方が突き当てられ前記本体に対する位置を決定させる段差部(11b、511b)が形成されていることを特徴とする請求項10に記載の燃料噴射弁。 - 前記移動規制部(70、570)は、前記本体(10、510)とは異なる部材よりなっていることを特徴とする請求項1から11のいずれか一項に記載の燃料噴射弁。
- 前記移動規制部(70、570)において前記弁部材と当接する部位(70e、570a)は、前記弁部材(51、150、551、650)において前記移動規制部と当接する部位(53b、153b、554a、654a)と同じ材料で形成されていることを特徴とする請求項1から12のいずれか一項に記載の燃料噴射弁。
- 前記移動規制部(70、570)において前記弁部材と当接する部位(70e、570)、及び前記弁部材(51、551)において前記移動規制部と当接する部位(53b、153b、554a、654a)の少なくとも一方には、その表面に被覆層(72、571)が設けられていることを特徴とする請求項13に記載の燃料噴射弁。
- 前記弾性部材(56、156、556、656)はゴムによって形成されていることを特徴とする請求項1から14のいずれか一項に記載の燃料噴射弁。
- 前記ゴムは、フッ素系ゴムを含むことを特徴とする請求項15に記載の燃料噴射弁。
- 前記本体(10、510)にはガス燃料が流入されることを特徴とする請求項1から16のいずれか一項に記載の燃料噴射弁。
- 前記本体に固定される固定コア(30)と、
前記本体に往復移動可能に収容される可動コア(40)と、
前記固定コアに前記可動コアが吸引されるように電磁力を生じさせる電磁コイル(91)と、を備え、 前記弁部材は、前記可動コアに対して相対的に移動可能な状態で当該可動コアに連結されており、
前記電磁コイルへの通電を開始すると、前記可動コアが前記固定コアに吸引されて移動することに連動して前記弁部材は開弁方向へ移動し、その後、前記可動コアが前記固定コアに当接した以降も、前記弁部材はさらに開弁方向へ移動するように構成されていることを特徴とする請求項1から17のいずれか一項に記載の燃料噴射弁。 - 前記通電を開始してから前記可動コアが所定距離移動するまでは、前記可動コアは前記弁部材を連動させることなく移動し、前記可動コアが前記所定距離移動してから前記固定コアに当接するまでは、前記可動コアは前記弁部材を連動させながら移動することを特徴とする請求項18に記載の燃料噴射弁。
- 本体に設けられ、燃料が噴射される噴孔に通じる燃料通路を有する通路形成部と、
前記本体に往復移動可能に収容され、往復移動することにより前記燃料通路を開閉する弁部材と、
前記弁部材の閉塞方向への移動により前記燃料通路が閉塞される際に弾性変形可能な弾性部材であって、前記通路形成部及び前記弁部材のいずれか一方に取り付けられ、前記弁部材が閉塞方向に移動して、前記通路形成部及び前記弁部材のうちの他方との当接により、前記燃料通路を閉塞させる弾性部材と、
前記本体に設けられ、前記通路形成部とは異なる部材よりなり、前記弁部材の移動により前記燃料通路が閉塞された状態での前記弾性部材の弾性変形による潰れ代が、所定の値となる位置で前記弁部材と当接して、前記弁部材の閉塞方向への移動を規制する移動規制部と、を備える燃料噴射弁の製造方法であって、
前記弁部材の往復移動方向に沿った方向における前記通路形成部及び前記移動規制部の相対位置を調整することにより、前記弾性部材の潰れ代を所定の値に調整する調整工程を含むことを特徴とする燃料噴射弁の製造方法。 - 前記調整工程は、
前記移動規制部及び前記通路形成部のいずれか一方を、前記本体の軸方向における一方の端部と他方の端部との間に設ける設置工程と、
前記設置工程後、前記本体とは異なる部材よりなり、前記移動規制部及び前記通路形成部のうちの他方を、前記本体において前記本体内での燃料流れの下流側の端部に形成されている開口部から挿入して、前記他方の前記本体への挿入量を調整する挿入工程と、を含んでいることを特徴とする請求項20に記載の燃料噴射弁の製造方法。 - 前記設置工程では、前記本体とは異なる部材よりなる、前記移動規制部及び前記通路形成部の前記一方を、前記本体の軸方向において一方の端部から他方の端部との間に形成されている段差部に突き当てることにより、前記本体に対する位置を決定することを特徴とする請求項21に記載の燃料噴射弁の製造方法。
- 前記調整工程後、前記通路形成部及び前記移動規制部の前記相対位置を固定する相対位置固定工程を含んでいることを特徴とする請求項20から22のいずれか一項に記載の燃料噴射弁の製造方法。
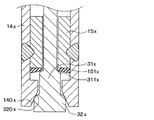
- 往復動する金属製の可動部(3x、4x)に、上流側可動シート部(40x、310x、311x)が設けられるとともに前記上流側可動シート部(40x、310x、311x)よりも燃料流れ下流側に下流側可動シート部(320x)が設けられ、
金属製のボデー(1x)に、上流側ボデーシート部(141x、150x、151x)が設けられるとともに前記上流側ボデーシート部(141x、150x、151x)よりも燃料流れ下流側に下流側ボデーシート部(140x、152x)が設けられ、
前記上流側可動シート部(40x、310x、311x)および前記上流側ボデーシート部(141x、150x、151x)のうちいずれか一方、或いは、前記下流側可動シート部(320x)および前記下流側ボデーシート部(140x、152x)のうちいずれか一方は、金属よりも弾性に富む弾性材にて構成され、
前記上流側可動シート部(40x、310x、311x)と前記上流側ボデーシート部(141x、150x、151x)との接離により燃料通路を開閉するとともに、前記下流側可動シート部(320x)と前記下流側ボデーシート部(140x、152x)との接離により前記燃料通路を開閉し、開弁時に燃料を内燃機関に噴射する燃料噴射弁であって、
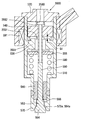
前記可動部(3x、4x)は、スプリング(5x)により閉弁向きに付勢されており、
前記ボデー(1x)は、前記上流側ボデーシート部(141x、150x、151x)が設けられた第1ボデー(14Ax、15x)と、前記下流側ボデーシート部(140x、152x)が設けられた第2ボデー(14x、15Ax)とを備え、
前記第1ボデー(14Ax、15x)と前記第2ボデー(14x、15Ax)は別体に形成された後に一体化されていることを特徴とする燃料噴射弁。 - 前記上流側可動シート部(40x、310x、311x)および前記上流側ボデーシート部(141x、150x、151x)のうちいずれか一方が、金属よりも弾性に富む弾性材にて構成されていることを特徴とする請求項24に記載の燃料噴射弁。
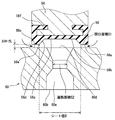
- 前記上流側ボデーシート部(150x、151x)および前記下流側ボデーシート部(140x)はテーパ状であり、
前記上流側ボデーシート部(150x、151x)のテーパ角が前記下流側ボデーシート部(140x)のテーパ角よりも大であることを特徴とする請求項24または25に記載の燃料噴射弁。 - 前記上流側可動シート部(40x、310x、311x)と前記下流側可動シート部(320x)は、前記可動部(3x、4x)の往復動方向に沿って配置されており、
前記上流側可動シート部(40x、310x、311x)から前記下流側可動シート部(320x)に向かう向きに前記可動部(3x、4x)が移動することにより、前記燃料通路が開かれるように構成されていることを特徴とする請求項24ないし26のいずれか1つに記載の燃料噴射弁。 - 前記上流側可動シート部(310x)と前記下流側可動シート部(320x)は、前記可動部(3x、4x)の往復動方向に沿って配置されており、
前記下流側可動シート部(320x)から前記上流側可動シート部(310x)に向かう向きに前記可動部(3x、4x)が移動することにより、前記燃料通路が開かれるように構成されていることを特徴とする請求項24ないし26のいずれか1つに記載の燃料噴射弁。 - 前記第1ボデー(14Ax、15x)と前記第2ボデー(14x、15Ax)は、全周溶接にて一体化されていることを特徴とする請求項24ないし28のいずれか1つに記載の燃料噴射弁。
- 前記第1ボデー(14Ax、15x)と前記第2ボデー(14x、15Ax)は、断続溶接にて一体化され、
前記第1ボデー(14Ax、15x)と前記第2ボデー(14x、15Ax)との間は、シール部材(8x)にてシールされていることを特徴とする請求項24ないし28のいずれか1つに記載の燃料噴射弁。 - 前記スプリング(5x)はコイルスプリングであり、
前記可動部(3x、4x)は、前記スプリング(5x)内を貫通して配置され、
前記上流側可動シート部(40x、310x)は、前記スプリング(5x)よりも燃料流れ上流側に配置され、
前記下流側可動シート部(320x)は、前記スプリング(5x)よりも燃料流れ下流側に配置されていることを特徴とする請求項24ないし30のいずれか1つに記載の燃料噴射弁。 - 前記上流側可動シート部(40x、310x)が、弾性材にて構成されていることを特徴とする請求項24ないし31のいずれか1つに記載の燃料噴射弁。
- 前記上流側ボデーシート部(151x)が、弾性材にて構成されていることを特徴とする請求項24ないし31のいずれか1つに記載の燃料噴射弁。
- 燃料は気体燃料であることを特徴とする請求項24ないし33のいずれか1つに記載の燃料噴射弁。
- 前記ボデーに固定される固定コア(30)と、
前記固定コアに前記可動部が吸引されるように電磁力を生じさせる電磁コイル(91)と、を備え、
前記可動部は、前記上流側可動シート部および前記下流側可動シート部が設けられた弁体(50)と、前記電磁力で吸引される可動コア(40)とを有し、
前記弁体は、前記可動コアに対して相対的に移動可能な状態で当該可動コアに連結されており、
前記電磁コイルへの通電を開始すると、前記可動コアが前記固定コアに吸引されて移動することに連動して前記弁体は開弁方向へ移動し、その後、前記可動コアが前記固定コアに当接した以降も、前記弁体はさらに開弁方向へ移動するように構成されていることを特徴とする請求項24から34のいずれか一項に記載の燃料噴射弁。 - 前記通電を開始してから前記可動コアが所定距離移動するまでは、前記可動コアは前記弁体を連動させることなく移動し、前記可動コアが前記所定距離移動してから前記固定コアに当接するまでは、前記可動コアは前記弁体を連動させながら移動することを特徴とする請求項35に記載の燃料噴射弁。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012159884A JP5482836B2 (ja) | 2011-09-20 | 2012-07-18 | 燃料噴射弁及び燃料噴射弁の製造方法 |
| PCT/JP2012/005789 WO2013042335A1 (ja) | 2011-09-20 | 2012-09-12 | 燃料噴射弁及び燃料噴射弁の製造方法 |
| CA2847547A CA2847547C (en) | 2011-09-20 | 2012-09-12 | Fuel injector and method for manufacturing fuel injector |
| DE112012003906.8T DE112012003906T5 (de) | 2011-09-20 | 2012-09-12 | Kraftstoffinjektor und Vefahren zum Herstellen eines Kraftstoffinjektors |
| US14/345,800 US9828957B2 (en) | 2011-09-20 | 2012-09-12 | Fuel injector and method for manufacturing fuel injector |
| US15/709,046 US10344721B2 (en) | 2011-09-20 | 2017-09-19 | Fuel injector and method for manufacturing fuel injector |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011204724 | 2011-09-20 | ||
| JP2011204724 | 2011-09-20 | ||
| JP2012077236 | 2012-03-29 | ||
| JP2012077236 | 2012-03-29 | ||
| JP2012159884A JP5482836B2 (ja) | 2011-09-20 | 2012-07-18 | 燃料噴射弁及び燃料噴射弁の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013227960A JP2013227960A (ja) | 2013-11-07 |
| JP5482836B2 true JP5482836B2 (ja) | 2014-05-07 |
Family
ID=47914124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012159884A Active JP5482836B2 (ja) | 2011-09-20 | 2012-07-18 | 燃料噴射弁及び燃料噴射弁の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US9828957B2 (ja) |
| JP (1) | JP5482836B2 (ja) |
| CA (1) | CA2847547C (ja) |
| DE (1) | DE112012003906T5 (ja) |
| WO (1) | WO2013042335A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015190196A1 (ja) * | 2014-06-10 | 2015-12-17 | 日立オートモティブシステムズ株式会社 | 燃料噴射弁 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013212191A1 (de) * | 2013-06-26 | 2014-12-31 | Robert Bosch Gmbh | Verfahren und Vorrichtung zum Einblasen eines gasförmigen Mediums |
| DE102014200756A1 (de) * | 2014-01-17 | 2015-07-23 | Robert Bosch Gmbh | Gasinjektor zum Direkteinblasen von gasförmigem Kraftstoff in einen Brennraum |
| JP6264966B2 (ja) * | 2014-03-14 | 2018-01-24 | 株式会社デンソー | 燃料噴射装置 |
| DE102014209384A1 (de) * | 2014-05-16 | 2015-11-19 | Robert Bosch Gmbh | Ventil mit einem magnetischen Aktor |
| DE102014212339A1 (de) * | 2014-06-26 | 2015-12-31 | Robert Bosch Gmbh | Injektor, insbesondere Einblasinjektor für gasförmige Kraftstoffe |
| DE102014223597B4 (de) * | 2014-10-08 | 2019-02-07 | Continental Automotive Gmbh | Rolle für einen Rollenstößel einer Kraftstoffhochdruckpumpe, Rollenstößel, Kraftstoffhochdruckpumpe und Brennkraftmaschine |
| DE102014224345A1 (de) * | 2014-11-28 | 2016-06-02 | Robert Bosch Gmbh | Direkteinblasender Gasinjektor mit elastomerem Dichtsitz und wenigstens zwei Dichtkanten |
| DE102014224356A1 (de) * | 2014-11-28 | 2016-06-02 | Robert Bosch Gmbh | Gasinjektor mit Hubentdrosselung |
| DE102014224348A1 (de) * | 2014-11-28 | 2016-06-02 | Robert Bosch Gmbh | Direkteinblasender Gasinjektor mit verbessertem Öffnungs- und Schließverhalten |
| DE102014224338A1 (de) * | 2014-11-28 | 2016-06-02 | Robert Bosch Gmbh | Direkteinblasender Gasinjektor mit Elastomerdichtung |
| DE102014226421A1 (de) * | 2014-12-18 | 2016-06-23 | Robert Bosch Gmbh | Gaseinblasventil |
| DE102015201392A1 (de) * | 2015-01-28 | 2016-07-28 | Robert Bosch Gmbh | Gasinjektor mit wärmegeschütztem Elastomerdichtelement |
| US10781936B2 (en) * | 2015-04-10 | 2020-09-22 | Eugen Seitz Ag | Valve for controlling a fluid flow |
| ITBO20150236A1 (it) * | 2015-05-05 | 2016-11-05 | Magneti Marelli Spa | Iniettore elettromagnetico di carburante con gola anulare disposta in corrispondenza della saldatura di una prolunga |
| US9879645B2 (en) * | 2016-02-18 | 2018-01-30 | Caterpillar Inc. | Control valve bounce limiting mechanism for fuel injectors |
| EP3267028A1 (en) * | 2016-07-06 | 2018-01-10 | Continental Automotive GmbH | Valve assembly for an injection valve, injection valve and injection method |
| DE102016215972A1 (de) * | 2016-08-25 | 2018-03-01 | Ford Global Technologies, Llc | Kraftstoffversorgungssystem, Brennkraftmaschine und Verfahren zum Versorgen eines Verbrennungsmotors mit einem LPG-Kraftstoff |
| US10364758B2 (en) | 2016-12-20 | 2019-07-30 | Continental Powertrain, USA, LLC | High pressure gas phase injector |
| WO2019102806A1 (ja) * | 2017-11-22 | 2019-05-31 | 日立オートモティブシステムズ株式会社 | 燃料噴射装置 |
| GB2569588A (en) * | 2017-12-20 | 2019-06-26 | Delphi Automotive Systems Lux | Direct acting fuel injector |
| US11041421B2 (en) | 2018-02-01 | 2021-06-22 | Continental Powertrain USA, LLC | Injector for reductant delivery unit having fluid volume reduction assembly |
| EP3587791B1 (en) * | 2018-06-21 | 2021-03-24 | Claverham Limited | Flow control nozzle |
| DE102020201973A1 (de) * | 2020-01-31 | 2021-08-05 | Robert Bosch Gesellschaft mit beschränkter Haftung | Gasdosierventil für Brennkraftmaschinen |
| JP6888146B1 (ja) * | 2020-03-27 | 2021-06-16 | 日立Astemo株式会社 | 直噴式燃料噴射弁 |
| DE102020212935A1 (de) * | 2020-10-14 | 2022-04-14 | Robert Bosch Gesellschaft mit beschränkter Haftung | Gasdosierventil |
| DE102020007299B4 (de) * | 2020-11-30 | 2022-10-20 | Daimler Truck AG | lnjektor zum Einbringen, insbesondere zum direkten Einblasen, von gasförmigem Kraftstoff in einen Brennraum einer Verbrennungskraftmaschine, sowie Gasmotor |
| DE102022214372A1 (de) * | 2022-12-23 | 2024-07-04 | Robert Bosch Gesellschaft mit beschränkter Haftung | Gasinjektor mit optimiertem Ventilgehäuse |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3328467A1 (de) * | 1983-08-06 | 1985-02-21 | Robert Bosch Gmbh, 7000 Stuttgart | Elektromagnetisch betaetigbares ventil |
| JPH056150A (ja) | 1991-06-27 | 1993-01-14 | Pioneer Electron Corp | 液晶表示装置 |
| JPH056150U (ja) * | 1991-07-08 | 1993-01-29 | 愛三工業株式会社 | 電磁式燃料噴射弁 |
| US5836521A (en) * | 1995-03-09 | 1998-11-17 | Dysekompagniet I/S | Valve device with impact member and solenoid for atomizing a liquid |
| JPH11157436A (ja) | 1997-11-27 | 1999-06-15 | Aisin Seiki Co Ltd | バルブ |
| JP2000087826A (ja) * | 1998-09-14 | 2000-03-28 | Toyota Motor Corp | 燃料噴射弁およびその製造方法 |
| JP3963621B2 (ja) | 1999-11-16 | 2007-08-22 | 住友重機械工業株式会社 | 内接噛合遊星歯車構造の減速機のフランジ面の封止構造 |
| JP4470137B2 (ja) | 2001-02-01 | 2010-06-02 | 株式会社ニッキ | 燃料噴射弁 |
| DE10326707B3 (de) | 2003-06-11 | 2005-01-27 | Westport Germany Gmbh | Ventilvorrichtung und Verfahren zum Einblasen von gasförmigem Kraftstoff |
| DE10354878A1 (de) * | 2003-11-24 | 2005-06-09 | Robert Bosch Gmbh | Kraftstoff-Einspritzvorrichtung, insbesondere für eine Brennkraftmaschine mit Kraftstoff-Direkteinspritzung, sowie Verfahren zu ihrer Herstellung |
| JP4283255B2 (ja) * | 2005-08-04 | 2009-06-24 | 株式会社ケーヒン | ガス燃料用噴射弁 |
| JP2007321677A (ja) | 2006-06-01 | 2007-12-13 | Aisan Ind Co Ltd | 燃料噴射弁 |
| JP2009180137A (ja) | 2008-01-30 | 2009-08-13 | Aisan Ind Co Ltd | 燃料供給弁 |
| DE102008031271B4 (de) * | 2008-07-02 | 2011-07-28 | Continental Automotive GmbH, 30165 | Düsenbaugruppe für ein Einspritzventil |
| US8800895B2 (en) * | 2008-08-27 | 2014-08-12 | Woodward, Inc. | Piloted variable area fuel injector |
| WO2010113645A1 (ja) * | 2009-03-30 | 2010-10-07 | 株式会社ケーヒン | ガス燃料用噴射弁 |
| JP5544868B2 (ja) | 2009-12-22 | 2014-07-09 | アイシン精機株式会社 | 燃料電池用ガス遮断弁 |
| JP5618751B2 (ja) * | 2010-10-08 | 2014-11-05 | 株式会社ケーヒン | ガス燃料用噴射弁 |
-
2012
- 2012-07-18 JP JP2012159884A patent/JP5482836B2/ja active Active
- 2012-09-12 WO PCT/JP2012/005789 patent/WO2013042335A1/ja active Application Filing
- 2012-09-12 CA CA2847547A patent/CA2847547C/en active Active
- 2012-09-12 DE DE112012003906.8T patent/DE112012003906T5/de active Pending
- 2012-09-12 US US14/345,800 patent/US9828957B2/en active Active
-
2017
- 2017-09-19 US US15/709,046 patent/US10344721B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015190196A1 (ja) * | 2014-06-10 | 2015-12-17 | 日立オートモティブシステムズ株式会社 | 燃料噴射弁 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112012003906T5 (de) | 2014-08-14 |
| US10344721B2 (en) | 2019-07-09 |
| CA2847547A1 (en) | 2013-03-28 |
| US20180038330A1 (en) | 2018-02-08 |
| CA2847547C (en) | 2016-06-14 |
| US9828957B2 (en) | 2017-11-28 |
| US20140224903A1 (en) | 2014-08-14 |
| WO2013042335A1 (ja) | 2013-03-28 |
| JP2013227960A (ja) | 2013-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5482836B2 (ja) | 燃料噴射弁及び燃料噴射弁の製造方法 | |
| US7946274B2 (en) | Electromagnetic fuel injector and method for assembling the same | |
| JP5304861B2 (ja) | 燃料噴射装置 | |
| JP5239965B2 (ja) | 燃料噴射弁 | |
| JP5262972B2 (ja) | 燃料噴射弁 | |
| JP4703697B2 (ja) | 電磁アクチュエータ | |
| US7063279B2 (en) | Fuel injection valve | |
| JP2011190798A (ja) | 燃料噴射弁 | |
| US10208726B2 (en) | Fuel injection device | |
| JP2010180758A (ja) | 燃料噴射弁 | |
| WO2015136862A1 (ja) | 燃料噴射装置 | |
| JP3830625B2 (ja) | 燃料噴射装置 | |
| JP2006307831A (ja) | 燃料噴射弁 | |
| US11162465B2 (en) | Fuel injection valve | |
| JP2022024202A (ja) | 燃料噴射装置 | |
| JP2011099358A (ja) | 燃料噴射弁 | |
| JP2006022757A (ja) | 燃料噴射弁 | |
| JP2021046812A (ja) | 燃料噴射弁 | |
| JP2016017583A (ja) | 電磁式弁 | |
| JP5760427B2 (ja) | 燃料噴射装置 | |
| WO2019163383A1 (ja) | 燃料噴射弁及びその組立方法 | |
| JP2005016528A (ja) | 燃料噴射弁 | |
| JP2006242068A (ja) | 燃料噴射弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140203 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5482836 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |