JP5480315B2 - ウエブ切断方法、及びウエブ切断装置 - Google Patents
ウエブ切断方法、及びウエブ切断装置 Download PDFInfo
- Publication number
- JP5480315B2 JP5480315B2 JP2012037835A JP2012037835A JP5480315B2 JP 5480315 B2 JP5480315 B2 JP 5480315B2 JP 2012037835 A JP2012037835 A JP 2012037835A JP 2012037835 A JP2012037835 A JP 2012037835A JP 5480315 B2 JP5480315 B2 JP 5480315B2
- Authority
- JP
- Japan
- Prior art keywords
- web
- cutting
- pair
- point
- upstream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 10
- 238000011144 upstream manufacturing Methods 0.000 claims description 28
- 239000012461 cellulose resin Substances 0.000 claims description 3
- 239000013256 coordination polymer Substances 0.000 description 24
- 229920002284 Cellulose triacetate Polymers 0.000 description 6
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 6
- 238000004804 winding Methods 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/04—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators
- B65H35/08—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators from or with revolving, e.g. cylinder, cutters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
- B26D1/143—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a stationary axis
- B26D1/153—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a stationary axis with inclined cutting member
- B26D1/1535—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a stationary axis with inclined cutting member for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/515—Cutting handled material
- B65H2301/5151—Cutting handled material transversally to feeding direction
- B65H2301/51512—Cutting handled material transversally to feeding direction using a cutting member moving linearly in a plane parallel to the surface of the web and along a direction crossing the handled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/515—Cutting handled material
- B65H2301/5153—Details of cutting means
- B65H2301/51532—Blade cutter, e.g. single blade cutter
- B65H2301/515323—Blade cutter, e.g. single blade cutter rotary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/175—Plastic
Landscapes
- Nonmetal Cutting Devices (AREA)
- Replacement Of Web Rolls (AREA)
Description

Claims (5)
- ウエブに張力を掛けて搬送する工程と、
搬送される前記ウエブを、上刃と下刃とを移動させながら幅方向に切断する工程と、を備え、
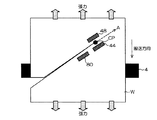
前記ウエブを切断する工程において、前記上刃と前記下刃とによる切断点のウエブ上流側とウエブ下流側とを前記ウエブの厚み方向から挟持し、かつ前記切断点の前記ウエブ上での移動方向の上流で前記ウエブ下流側を前記ウエブの上下方向から挟持し、
前記切断点と、前記切断点のウエブ上流側とウエブ下流側の2つの挟持点と、前記切断点の前記ウエブ上の移動方向上流の挟持点と、を実質的に同一面上に位置させるウエブ切断方法。 - 前記切断点の移動方向上流の挟持点において、ウエブ上流側方向に力を加える請求項1記載のウエブ切断方法。
- 前記ウエブがセルロース樹脂で構成される請求項1又は2記載のウエブ切断方法。
- 搬送されるウエブを幅方向に切断するウエブ切断装置であって、
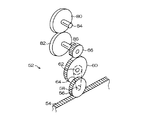
上刃と下刃とで構成される一対のロータリーカッタと、
前記上刃と前記下刃と切断点の両側に配置され、ウエブ上流側とウエブ下流側とを前記ウエブの厚み方向から挟持する左右各一対のニップローラと、
前記切断点の前記ウエブ上の移動方向の上流でウエブ下流側を挟持する追加の一対のニップローラと、
前記一対のロータリーカッタと前記左右各一対のニップローラと前記追加の一対のニップローラとを前記ウエブの幅方向に移動させる走行装置と、を備え、
前記切断点と、前記切断点のウエブ上流側とウエブ下流側の2つの挟持点と、前記切断点の前記ウエブ上の移動方向上流の挟持点と、を実質的に同一面上に位置させたウエブ切断装置。 - 前記追加のニップローラが、前記切断点の前記ウエブ上での移動方向に対し0°以上5°以下のトーアウト角度で、配置される請求項4記載のウエブ切断装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012037835A JP5480315B2 (ja) | 2012-02-23 | 2012-02-23 | ウエブ切断方法、及びウエブ切断装置 |
| KR1020130005959A KR101882028B1 (ko) | 2012-02-23 | 2013-01-18 | 웨브 절단 방법, 및 웨브 절단 장치 |
| TW102104450A TWI597206B (zh) | 2012-02-23 | 2013-02-05 | 網狀物切斷方法以及網狀物切斷裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012037835A JP5480315B2 (ja) | 2012-02-23 | 2012-02-23 | ウエブ切断方法、及びウエブ切断装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013173192A JP2013173192A (ja) | 2013-09-05 |
| JP2013173192A5 JP2013173192A5 (ja) | 2013-12-05 |
| JP5480315B2 true JP5480315B2 (ja) | 2014-04-23 |
Family
ID=49266624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012037835A Active JP5480315B2 (ja) | 2012-02-23 | 2012-02-23 | ウエブ切断方法、及びウエブ切断装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5480315B2 (ja) |
| KR (1) | KR101882028B1 (ja) |
| TW (1) | TWI597206B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6324913B2 (ja) * | 2015-01-30 | 2018-05-16 | 富士フイルム株式会社 | ウエブ巻き取り方法、および、ウエブ巻き取り装置 |
| JP6448569B2 (ja) * | 2016-03-03 | 2019-01-09 | 富士フイルム株式会社 | ウエブ切断方法およびウエブ切断装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61146494A (ja) * | 1984-12-18 | 1986-07-04 | 富士写真フイルム株式会社 | ウエブ切断方法及び装置 |
| JPH0730290Y2 (ja) * | 1990-01-22 | 1995-07-12 | アァルピィ東プラ株式会社 | フィルムカッター |
| JPH0463697A (ja) * | 1990-07-03 | 1992-02-28 | Mitsubishi Plastics Ind Ltd | 溶融合成樹脂シートの切断方法 |
| JPH0472673A (ja) | 1990-07-13 | 1992-03-06 | Casio Comput Co Ltd | 薄膜トランジスタメモリおよびその製造方法 |
| JP2006334715A (ja) * | 2005-06-01 | 2006-12-14 | Fujifilm Holdings Corp | 積層体フイルムのハーフカット方法及び装置 |
-
2012
- 2012-02-23 JP JP2012037835A patent/JP5480315B2/ja active Active
-
2013
- 2013-01-18 KR KR1020130005959A patent/KR101882028B1/ko active IP Right Grant
- 2013-02-05 TW TW102104450A patent/TWI597206B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TW201335028A (zh) | 2013-09-01 |
| JP2013173192A (ja) | 2013-09-05 |
| KR20130097096A (ko) | 2013-09-02 |
| KR101882028B1 (ko) | 2018-07-25 |
| TWI597206B (zh) | 2017-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008200788A (ja) | 光学フィルムの裁断装置および光学フィルムの製造方法 | |
| KR101942601B1 (ko) | 연속적인 글래스 리본에 취급 탭을 적용하기 위한 방법 및 장치 | |
| TWI754750B (zh) | 玻璃間隔紙、玻璃板捆包體、玻璃間隔紙積層方法及玻璃間隔紙積層裝置 | |
| JP5480315B2 (ja) | ウエブ切断方法、及びウエブ切断装置 | |
| TWI621488B (zh) | 網切斷方法及網切斷裝置 | |
| JP5877257B2 (ja) | 光学フィルム積層体ストリップを形成する装置及び方法 | |
| CN112141780B (zh) | 连接两个分别从筒管上退绕的材料幅面用的装置和方法 | |
| JP2007284158A (ja) | 針金綴機 | |
| JP6324913B2 (ja) | ウエブ巻き取り方法、および、ウエブ巻き取り装置 | |
| JP2013173192A5 (ja) | ||
| JP2007090441A (ja) | スリッタ装置およびスリット方法 | |
| JP5431248B2 (ja) | ウエブ裁断装置 | |
| JPH0472673B2 (ja) | ||
| JP3201227U (ja) | スリッター | |
| JPH01127553A (ja) | シータのウエブ搬送装置 | |
| JP2799897B2 (ja) | スリッターリワインダー | |
| JP5435776B2 (ja) | カッター装置 | |
| JPH0756277Y2 (ja) | 巻取紙自動仕立装置 | |
| JP2015003368A (ja) | トリミング装置、及び、光学フィルムの製造方法 | |
| JP2013052941A (ja) | ウエブ供給装置およびウエブ供給方法 | |
| JP2014130285A (ja) | 光学表示装置の製造装置 | |
| JPH0286532A (ja) | ウェブ搬送機におけるウェブ裁断装置 | |
| JP2010235302A (ja) | シート位置決め装置、およびシート加工ライン | |
| JP2002103278A (ja) | 帯状シート分割用スリッター | |
| JP2002167088A (ja) | ウェブ切断方法及びウェブロール切替方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130827 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5480315 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |