JP5404286B2 - ウェブ搬送装置 - Google Patents
ウェブ搬送装置 Download PDFInfo
- Publication number
- JP5404286B2 JP5404286B2 JP2009229147A JP2009229147A JP5404286B2 JP 5404286 B2 JP5404286 B2 JP 5404286B2 JP 2009229147 A JP2009229147 A JP 2009229147A JP 2009229147 A JP2009229147 A JP 2009229147A JP 5404286 B2 JP5404286 B2 JP 5404286B2
- Authority
- JP
- Japan
- Prior art keywords
- web
- conveyor
- conveyance
- belt conveyor
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/06—Advancing webs by friction band
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15764—Transferring, feeding or handling devices; Drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
- B65H2404/2611—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip forming curved transport path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/32—Suction belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/57—Diaper manufacture
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Advancing Webs (AREA)
- Belt Conveyors (AREA)
- Structure Of Belt Conveyors (AREA)
- Escalators And Moving Walkways (AREA)
Description
図1は、本発明の第1実施形態として示すウェブ搬送装置によって搬送されるウェブ200の一例を説明する模式図である。ウェブ200は、吸収性物品などを構成するパーツの連続体である。
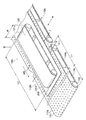
次に、本発明の第2実施形態に係るウェブ搬送装置101について説明する。図4は、ウェブ搬送装置101の斜視図である。
次に、本発明の第3実施形態に係るウェブ搬送装置103について説明する。図6は、設備内において、ウェブ搬送装置103を配置して好ましい箇所を説明する説明図である。
上述したように、本発明の実施形態を通じて本発明の内容を開示したが、この開示の一部をなす論述及び図面は、本発明を限定するものであると理解すべきではない。この開示から当業者には様々な代替実施の形態、実施例及び運用技術が明らかとなろう。
Claims (7)
- ウェブの上面に所定間隔でワークが配置されたウェブを吸収性物品の製造工程の流れ方向に沿った機械方向に搬送するウェブ搬送装置であって、
前記ウェブの下面を吸着する領域を有し前記ウェブを前記機械方向に搬送するベルトコンベアと、
少なくとも前記ワークの上面を保持する保持コンベアとを備え、
前記ベルトコンベアの機械方向の長さは、前記保持コンベアの機械方向の長さよりも長く、少なくとも下流側において前記保持コンベアの端部よりも前記下流側に延びており、
前記保持コンベアの幅は、前記ワークの幅の内側に少なくとも配置され、
前記保持コンベアの上流側の端部と下流側の端部との間に前記ベルトコンベアの搬送条件が変わる境界があり、
前記ウェブ搬送装置は、吸収性物品の製造工程の少なくとも一部を実行する機構が備えられたユニットが複数組み合わせられて形成される吸収性物品の製造装置における前記ユニットの境界に跨って配置され、
前記保持コンベアの上流側の端部と下流側の端部との間に前記ユニットの境界があり、
上記下流側ユニットの内圧は、前記上流側ユニットの内圧よりも高く、
上記上流側ユニットと前記下流側ユニットとの間には、壁部が設けられ、
前記壁部には前記ウェブの上面に所定間隔でワークが配置されたウェブを前記ユニット間において受け渡す開口部が形成されており、
前記ベルトコンベアと前記保持コンベアとは、前記開口部を通過するウェブ搬送装置。 - 前記保持コンベアは、
前記ワークを吸引する吸引機構を備え、
前記吸引機構は、少なくとも前記ベルトコンベアの搬送条件が変わる境界に配置される請求項1に記載のウェブ搬送装置。 - 前記ベルトコンベアは、
貫通孔が複数形成された無端ベルトと、
前記貫通孔から外気を吸引する複数の吸引機構とを備え、
前記ベルトコンベアの搬送条件が変わる境界は、前記複数の吸引機構の境界である請求項2に記載のウェブ搬送装置。 - 前記ベルトコンベアは、
前記ウェブの下面を吸着する第1コンベアと、
前記ウェブの下面を吸着する第2コンベアとを有し、
前記第1コンベアの機械方向に直交し且つ搬送面に平行な直線と前記第2コンベアの機械方向に直交し且つ搬送面に平行な直線とが互いに平行であり、
前記第2コンベアは、前記第1コンベアの下流側に隣接して配設され、
前記ベルトコンベアの搬送条件が変わる境界は、前記第1コンベアと前記第2コンベアとの間である請求項2に記載のウェブ搬送装置。 - 前記ベルトコンベアの搬送面は、屈曲しており、
前記ベルトコンベアの搬送条件が変わる境界は、前記屈曲した部分である請求項1乃至4の何れか1項に記載のウェブ搬送装置。 - 前記ベルトコンベアの搬送条件が変わる境界の前記搬送方向の長さは、前記ワークの長さよりも長い請求項1乃至5の何れか1項に記載のウェブ搬送装置。
- 前記ワークは、前記吸収性物品を構成する吸収体であり、
前記上流側ユニットは、前記吸収体を製造する吸収体製造装置を備える請求項1に記載のウェブ搬送装置。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009229147A JP5404286B2 (ja) | 2009-09-30 | 2009-09-30 | ウェブ搬送装置 |
| MYPI2012001440A MY163373A (en) | 2009-09-30 | 2010-09-24 | Web conveyor |
| AU2010301739A AU2010301739A1 (en) | 2009-09-30 | 2010-09-24 | Web conveyance device |
| PCT/JP2010/066576 WO2011040338A1 (ja) | 2009-09-30 | 2010-09-24 | ウェブ搬送装置 |
| MX2012003843A MX2012003843A (es) | 2009-09-30 | 2010-09-24 | Transportadora de malla. |
| CN2010800437206A CN102574653A (zh) | 2009-09-30 | 2010-09-24 | 纤维网输送装置 |
| EA201200388A EA201200388A1 (ru) | 2009-09-30 | 2010-09-24 | Транспортер полотна |
| EP10820455.3A EP2484612B1 (en) | 2009-09-30 | 2010-09-24 | Web conveyance device |
| US13/497,868 US20120211538A1 (en) | 2009-09-30 | 2010-09-24 | Web conveyor |
| ARP100103535A AR078473A1 (es) | 2009-09-30 | 2010-09-29 | Transportador de trama |
| ZA2012/02226A ZA201202226B (en) | 2009-09-30 | 2012-03-27 | Web conveyor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009229147A JP5404286B2 (ja) | 2009-09-30 | 2009-09-30 | ウェブ搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011073855A JP2011073855A (ja) | 2011-04-14 |
| JP5404286B2 true JP5404286B2 (ja) | 2014-01-29 |
Family
ID=43826158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009229147A Expired - Fee Related JP5404286B2 (ja) | 2009-09-30 | 2009-09-30 | ウェブ搬送装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20120211538A1 (ja) |
| EP (1) | EP2484612B1 (ja) |
| JP (1) | JP5404286B2 (ja) |
| CN (1) | CN102574653A (ja) |
| AR (1) | AR078473A1 (ja) |
| AU (1) | AU2010301739A1 (ja) |
| EA (1) | EA201200388A1 (ja) |
| MX (1) | MX2012003843A (ja) |
| MY (1) | MY163373A (ja) |
| WO (1) | WO2011040338A1 (ja) |
| ZA (1) | ZA201202226B (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103723537B (zh) * | 2012-10-12 | 2016-09-14 | 由田新技股份有限公司 | 输送装置 |
| CN104822350B (zh) * | 2012-12-21 | 2018-07-31 | 株式会社瑞光 | 一次性尿布的制造方法以及制造装置 |
| US9869036B2 (en) * | 2015-04-13 | 2018-01-16 | Gkn Aerospace Services Structures Corporation | Apparatus and method for controlling fabric web |
| CN105059988A (zh) * | 2015-08-04 | 2015-11-18 | 桂林威迈壁纸有限公司 | 一种双向整平纸张的入纸装置 |
| NL2015589B1 (nl) * | 2015-10-08 | 2017-05-02 | Bandall Productie B V | Inrichting voor het banderolleren van producten. |
| CN106829593B (zh) * | 2017-01-09 | 2018-03-30 | 太原理工大学 | 一种用于带式输送机的胶带收放装置 |
| CN108147186A (zh) * | 2017-11-25 | 2018-06-12 | 安徽省大富光电科技有限公司 | 一种带料牵引装置 |
| JP2019130745A (ja) * | 2018-01-31 | 2019-08-08 | コニカミノルタ株式会社 | インクジェット記録装置 |
| JP2019137502A (ja) * | 2018-02-09 | 2019-08-22 | コニカミノルタ株式会社 | シート搬送装置、および画像形成装置 |
| KR102634100B1 (ko) * | 2021-12-30 | 2024-02-07 | 주식회사 풍년그린텍 | 흡수코어 제품 건조장치 |
| KR102634107B1 (ko) * | 2021-12-30 | 2024-02-07 | 주식회사 풍년그린텍 | 흡수코어 제품 굴곡 형성장치 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3524246A1 (de) * | 1985-07-06 | 1987-01-08 | Will E C H Gmbh & Co | Verfahren und vorrichtung zum zick-zack-falten endloser materialbahnen |
| AT387205B (de) * | 1986-08-05 | 1988-12-27 | Liebe Herzing F Graphische | Vorrichtung zum trennen von in einem schuppenstrom bewegten, im wesentlichen blattfoermigen produkten |
| AUPP093997A0 (en) * | 1997-12-12 | 1998-01-08 | Tna Australia Pty Limited | A conveyor |
| US6159273A (en) * | 1998-10-06 | 2000-12-12 | O'connor; Dennis J. | Emission control system and method for controlling the amount of airborne particulate matter discharging from a fiber processing plant |
| JP3647301B2 (ja) | 1999-03-16 | 2005-05-11 | 花王株式会社 | 物品の搬送装置 |
| JP3403120B2 (ja) * | 1999-07-09 | 2003-05-06 | 花王株式会社 | 吸収性物品の個装構造 |
| CA2308045C (en) * | 2000-05-31 | 2001-08-28 | Roy William Emery | Level lift and drop-off arrangement for a vacuum transfer mechanism |
| WO2004062398A1 (ja) * | 2003-01-10 | 2004-07-29 | Zuiko Corporation | 着用物品およびその製造方法 |
| JP4692924B2 (ja) * | 2005-06-21 | 2011-06-01 | 日本電気硝子株式会社 | 保護シート分離方法及び保護シート分離装置 |
| US7398943B2 (en) * | 2005-06-24 | 2008-07-15 | Kimberly-Clark Worldwide, Inc. | Apparatus for winding paper with static control |
| JP4522940B2 (ja) * | 2005-10-31 | 2010-08-11 | 大王製紙株式会社 | 吸収性物品の搬送設備 |
| JP2009229147A (ja) | 2008-03-19 | 2009-10-08 | Utsunomiya Univ | 色彩色差計測方法及びそれを用いた計測装置 |
-
2009
- 2009-09-30 JP JP2009229147A patent/JP5404286B2/ja not_active Expired - Fee Related
-
2010
- 2010-09-24 AU AU2010301739A patent/AU2010301739A1/en not_active Abandoned
- 2010-09-24 CN CN2010800437206A patent/CN102574653A/zh active Pending
- 2010-09-24 EA EA201200388A patent/EA201200388A1/ru unknown
- 2010-09-24 US US13/497,868 patent/US20120211538A1/en not_active Abandoned
- 2010-09-24 WO PCT/JP2010/066576 patent/WO2011040338A1/ja not_active Ceased
- 2010-09-24 MX MX2012003843A patent/MX2012003843A/es not_active Application Discontinuation
- 2010-09-24 EP EP10820455.3A patent/EP2484612B1/en not_active Not-in-force
- 2010-09-24 MY MYPI2012001440A patent/MY163373A/en unknown
- 2010-09-29 AR ARP100103535A patent/AR078473A1/es not_active Application Discontinuation
-
2012
- 2012-03-27 ZA ZA2012/02226A patent/ZA201202226B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP2484612B1 (en) | 2016-10-26 |
| JP2011073855A (ja) | 2011-04-14 |
| MY163373A (en) | 2017-09-15 |
| CN102574653A (zh) | 2012-07-11 |
| EP2484612A1 (en) | 2012-08-08 |
| AR078473A1 (es) | 2011-11-09 |
| EA201200388A1 (ru) | 2012-09-28 |
| MX2012003843A (es) | 2012-05-08 |
| EP2484612A4 (en) | 2013-05-29 |
| AU2010301739A1 (en) | 2012-05-10 |
| US20120211538A1 (en) | 2012-08-23 |
| WO2011040338A1 (ja) | 2011-04-07 |
| ZA201202226B (en) | 2012-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5404286B2 (ja) | ウェブ搬送装置 | |
| JP5495024B2 (ja) | 給紙装置及び画像形成装置 | |
| JP2008266020A (ja) | シート材集積装置及びシート材集積方法 | |
| CN102112088A (zh) | 吸收性物品的制造方法 | |
| US20090057102A1 (en) | Vacuum belt conveyor | |
| CN104640679B (zh) | 用于拆出和成品分离的设备和方法 | |
| JP5683293B2 (ja) | 連結包装製品の製造装置及び製造方法 | |
| JP6173434B2 (ja) | 複数のシートを鱗状にずれ重ねて送りかつパイルに積み上げるための装置 | |
| EP1584583B1 (en) | Paper feeding method and apparatus | |
| JP5831374B2 (ja) | 紙粉除去装置 | |
| CN102700765B (zh) | 折叠设备 | |
| JP5513935B2 (ja) | シート状物品の搬送装置 | |
| JPWO2018079100A1 (ja) | 物品の折りシステムおよび方法 | |
| ITFI20110102A1 (it) | "dispositivo e metodo per rimuovere rifili da una serie di prodotti ottenuti dal taglio di semilavorati allungati" | |
| CN203246941U (zh) | 一种改变单面瓦楞纸板形状的堆码机构 | |
| TWI528952B (zh) | Method for discharging the absorbent article | |
| JP5704128B2 (ja) | 搬送前処理装置 | |
| JP5431719B2 (ja) | ロール製品の搬送装置 | |
| JP2010221312A (ja) | シート裁断装置 | |
| JP5520096B2 (ja) | ワーク処理装置 | |
| JP6375162B2 (ja) | 連結包装品の製造方法、及び、連結包装品の製造装置 | |
| JP2009001349A (ja) | 繊維機械 | |
| JP7296301B2 (ja) | 吸収体の製造方法 | |
| JP5667669B2 (ja) | 乾式クリーニング機を備えた板材切断装置 | |
| JP2015084688A (ja) | 乾海苔反転搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5404286 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |