JP5390438B2 - ハニカム触媒体 - Google Patents
ハニカム触媒体 Download PDFInfo
- Publication number
- JP5390438B2 JP5390438B2 JP2010054431A JP2010054431A JP5390438B2 JP 5390438 B2 JP5390438 B2 JP 5390438B2 JP 2010054431 A JP2010054431 A JP 2010054431A JP 2010054431 A JP2010054431 A JP 2010054431A JP 5390438 B2 JP5390438 B2 JP 5390438B2
- Authority
- JP
- Japan
- Prior art keywords
- cell
- cells
- honeycomb
- catalyst
- catalyst body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000003054 catalyst Substances 0.000 title claims description 100
- 230000002093 peripheral effect Effects 0.000 claims description 71
- 238000005192 partition Methods 0.000 claims description 65
- 239000000463 material Substances 0.000 claims description 32
- 239000000758 substrate Substances 0.000 claims description 30
- 239000011148 porous material Substances 0.000 claims description 22
- 239000012530 fluid Substances 0.000 claims description 9
- 230000000149 penetrating effect Effects 0.000 claims description 9
- 239000007789 gas Substances 0.000 description 44
- 239000004071 soot Substances 0.000 description 28
- 239000002994 raw material Substances 0.000 description 27
- 239000002002 slurry Substances 0.000 description 21
- 238000000034 method Methods 0.000 description 19
- 239000002245 particle Substances 0.000 description 16
- MWUXSHHQAYIFBG-UHFFFAOYSA-N Nitric oxide Chemical compound O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 15
- 239000000919 ceramic Substances 0.000 description 14
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 13
- 229910002091 carbon monoxide Inorganic materials 0.000 description 13
- 229930195733 hydrocarbon Natural products 0.000 description 13
- 150000002430 hydrocarbons Chemical class 0.000 description 13
- 238000002347 injection Methods 0.000 description 13
- 239000007924 injection Substances 0.000 description 13
- 229910052878 cordierite Inorganic materials 0.000 description 11
- 239000004215 Carbon black (E152) Substances 0.000 description 9
- 230000033228 biological regulation Effects 0.000 description 9
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 9
- 238000001035 drying Methods 0.000 description 9
- 238000010304 firing Methods 0.000 description 9
- 238000000746 purification Methods 0.000 description 9
- 239000011230 binding agent Substances 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 8
- 239000000446 fuel Substances 0.000 description 7
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 229910001868 water Inorganic materials 0.000 description 7
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 239000010948 rhodium Substances 0.000 description 6
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 239000002585 base Substances 0.000 description 5
- 239000002612 dispersion medium Substances 0.000 description 5
- 239000013618 particulate matter Substances 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000000691 measurement method Methods 0.000 description 4
- 229920000609 methyl cellulose Polymers 0.000 description 4
- 239000001923 methylcellulose Substances 0.000 description 4
- 235000010981 methylcellulose Nutrition 0.000 description 4
- 229910052697 platinum Inorganic materials 0.000 description 4
- 229910052703 rhodium Inorganic materials 0.000 description 4
- 229910010271 silicon carbide Inorganic materials 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000004568 cement Substances 0.000 description 3
- 239000004927 clay Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 3
- 229910052753 mercury Inorganic materials 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229910000505 Al2TiO5 Inorganic materials 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical class O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- JFBZPFYRPYOZCQ-UHFFFAOYSA-N [Li].[Al] Chemical compound [Li].[Al] JFBZPFYRPYOZCQ-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 2
- 150000001342 alkaline earth metals Chemical class 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 235000010980 cellulose Nutrition 0.000 description 2
- 238000002276 dielectric drying Methods 0.000 description 2
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 238000007602 hot air drying Methods 0.000 description 2
- -1 hydroxypropoxyl Chemical group 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229910052863 mullite Inorganic materials 0.000 description 2
- 229910000510 noble metal Inorganic materials 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- AABBHSMFGKYLKE-SNAWJCMRSA-N propan-2-yl (e)-but-2-enoate Chemical compound C\C=C\C(=O)OC(C)C AABBHSMFGKYLKE-SNAWJCMRSA-N 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- SBEQWOXEGHQIMW-UHFFFAOYSA-N silicon Chemical compound [Si].[Si] SBEQWOXEGHQIMW-UHFFFAOYSA-N 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 229910052596 spinel Inorganic materials 0.000 description 2
- 239000011029 spinel Substances 0.000 description 2
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 241000220317 Rosa Species 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical class [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical class O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000004108 freeze drying Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 239000001866 hydroxypropyl methyl cellulose Substances 0.000 description 1
- 229920003088 hydroxypropyl methyl cellulose Polymers 0.000 description 1
- 235000010979 hydroxypropyl methyl cellulose Nutrition 0.000 description 1
- UFVKGYZPFZQRLF-UHFFFAOYSA-N hydroxypropyl methyl cellulose Chemical compound OC1C(O)C(OC)OC(CO)C1OC1C(O)C(O)C(OC2C(C(O)C(OC3C(C(O)C(O)C(CO)O3)O)C(CO)O2)O)C(CO)O1 UFVKGYZPFZQRLF-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- QGLKJKCYBOYXKC-UHFFFAOYSA-N nonaoxidotritungsten Chemical class O=[W]1(=O)O[W](=O)(=O)O[W](=O)(=O)O1 QGLKJKCYBOYXKC-UHFFFAOYSA-N 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Chemical class 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229910001930 tungsten oxide Inorganic materials 0.000 description 1
- 238000001291 vacuum drying Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical class [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/2429—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material of the honeycomb walls or cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2459—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure of the plugs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24491—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24492—Pore diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/247—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure of the cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2474—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure of the walls along the length of the honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2482—Thickness, height, width, length or diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2484—Cell density, area or aspect ratio
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/38—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals
- B01J23/54—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36
- B01J23/56—Platinum group metals
- B01J23/63—Platinum group metals with rare earths or actinides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/40—Catalysts, in general, characterised by their form or physical properties characterised by dimensions, e.g. grain size
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/50—Catalysts, in general, characterised by their form or physical properties characterised by their shape or configuration
- B01J35/56—Foraminous structures having flow-through passages or channels, e.g. grids or three-dimensional monoliths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0009—Use of binding agents; Moulding; Pressing; Powdering; Granulating; Addition of materials ameliorating the mechanical properties of the product catalyst
- B01J37/0027—Powdering
- B01J37/0036—Grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/02—Impregnation, coating or precipitation
- B01J37/024—Multiple impregnation or coating
- B01J37/0248—Coatings comprising impregnated particles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
- C04B38/0009—Honeycomb structures characterised by features relating to the cell walls, e.g. wall thickness or distribution of pores in the walls
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Catalysts (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
- Exhaust Gas After Treatment (AREA)
Description
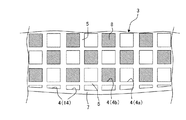
図1は、本発明のハニカム触媒体の一実施形態を模式的に示す斜視図であり、図2は、本発明のハニカム触媒体の一実施形態の中心軸に平行な断面を示す模式図である。そして、図3は、本発明のハニカム触媒体の一実施形態の一方の端面の一部を拡大して模式的に示す平面図である。図2に示すように、本発明のハニカム触媒体100は、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8と、ハニカム基材6の隔壁5に担持された触媒と、を備えている。そして、複数のセル4は、隔壁5及び外周壁7によって区画形成されている最外周セル14を含み、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セル(貫通孔)である。
ハニカム基材6は、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム形状のものである。
ハニカム触媒体100が備える目封止部8の材質(セラミック原料)は、ハニカム基材6における隔壁5の材質と同じ材質とすることが好ましい。これにより、焼成時に、目封止部8が隔壁5と強固に結合するようになる。
上述したように、ハニカム基材6の隔壁5には、触媒が担持されている。この触媒によって、炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOx)を浄化することができる。
本発明のハニカム触媒体の一実施形態は、例えば、以下のようにして作製することができる。まず、成形原料を混練して坏土とする。次に、得られた坏土をハニカム形状に押出成形して複数のセルが形成されたハニカム成形体を得る。次に、得られたハニカム成形体の一方の端面における所定のセルの開口部を目封止材で目封止した後、他方の端面における残余のセルの開口部を目封止材で目封止する。その後、焼成することによって、一方の端面における所定のセルの開口部及び他方の端面における残余のセルの開口部が目封止されて目封止部が配設された目封止ハニカム焼成体を得る。次に、得られた目封止ハニカム焼成体の一方の端面側の端部を触媒スラリーに浸漬させ、他方の端面側から吸引することによって隔壁に触媒を塗工する(触媒を担持させる)。その後、焼成することによってハニカム触媒体を作製することができる。
まず、コージェライト化原料として、アルミナ、水酸化アルミニウム、カオリン、タルク、及びシリカを使用し、コージェライト化原料100質量部に、造孔材を13質量部、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、混合、混練して坏土を調製した。分散媒として水を使用し、造孔材としては平均粒子径1〜10μmのコークスを使用し、有機バインダとしてはヒドロキシプロピルメチルセルロースを使用し、分散剤としてはエチレングリコールを使用した。
得られた排気ガス浄化装置を、排気量2.0リットルの直噴式ガソリンエンジンを搭載した乗用車の排気系に装着する。その後、シャシダイナモによる車両試験として、欧州規制運転モードの運転条件にて運転した際における排気ガス中の、一酸化炭素、炭化水素、窒素酸化物の排出量(エミッション)を測定して排出値(エミッション値)を得る。得られたエミッション値を、欧州Euro5規制値と比較して、全ての成分(一酸化炭素、炭化水素、窒素酸化物)のエミッションが規制値を下回った場合を合格「A」とし、規制値を下回らなかった場合を不合格「B」とする。なお、本評価を、表2中、「浄化率(CO,HC,NOX)」と示す。
排気量2.0リットルの直噴式ガソリンエンジンを搭載した乗用車の排気系に、得られた排気ガス浄化装置を装着する。その後、シャシダイナモによる車両試験として、欧州規制運転モードの運転条件にて運転した際における排気ガス中のPMの排出個数を、欧州Euro6規制案に沿った方法で測定する。なお、上記PMの排出個数が6×1011個/km以下の場合は、欧州Euro6規制案の条件を満たしている。なお、本評価を、表2中、「PM排出(個/km)」と示す。そして、規制値を満たしている場合(PMの排出個数が6×1011個/km以下の場合)を合格「A」とし、規制値を満たしていない場合(PMの排出個数が6×1011個/km超である場合)を不合格「B」とする。
次の方法により、耐久性を測定する。まず、ススを含む500℃のガスをハニカム触媒体に通過させて、ハニカム触媒体内にススを2g/L堆積させ、その後、ハニカム触媒体を通過させるガスの温度を800℃に上昇させる。この操作を1サイクルとして100サイクル繰り返した後、ハニカム触媒体におけるクラックの有無を観察する。そして、クラックの発生が観察されない場合は、合格「A」とし、クラックの発生が観察された場合は、不合格「B」とする。なお、本評価を、表2中、「繰り返し再生耐久」と示す。
排気量2.0リットルの直噴式ガソリンエンジンの台上試験において、まず、排気系に、セル密度93セル/cm2,隔壁の厚さ(リブ厚)0.076mm,直径105.7mm,長手方向の長さ114mmのフロースルー型のハニカム構造体を装着する。そのときのエンジンフルロード運転時の圧力損失を測定し、これを基準値とする。一方、得られた排気ガス浄化装置を排気系に装着した後、上記同様のエンジンフルロード条件における圧力損失を測定する。その後、上記基準値に対して、圧力損失の増加量が10kPa未満である場合を合格「A」とし、圧力損失の増加量が10kPa以上である場合を不合格「B」とした。なお、本評価を、表2中、「圧損」と示す。
上記[浄化率]、[PM個数エミッション]、[耐久性]、[圧力損失]の各評価のうち、全ての評価が合格「A」であるときには「A」とし、1つでも不合格「B」の評価があるとき、不合格「B」とする。

表1に示す、直径、長さ、L/D、セル密度、リブ厚、気孔率、セル開口率、完全セルの水力直径、貫通セルの水力直径の最大値、貫通セルの断面内面積比、細孔径、触媒担持量、及び貴金属量としたこと以外は、実施例1と同様にして、実施例2〜11、比較例1〜3の各ハニカム触媒体を作製した。その後、実施例1の場合と同様に、上記方法で[浄化率]、[PM個数エミッション]、[耐久性]、[圧力損失]、及び「総合判断」を評価した。結果を表2に示す。
Claims (4)
- 一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、
前記複数のセルのうちの一部のセルを目封止するように配設された目封止部と、
前記ハニカム基材の前記隔壁に担持された触媒と、を備え、
前記複数のセルは、前記隔壁及び前記外周壁によって区画形成されている最外周部セルを含み、
前記最外周部セルは、前記目封止部が配設されていないセルである貫通セルを含み、前記貫通セルは、前記最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であり、
前記貫通セル以外のセルには、前記目封止部が配設されているハニカム触媒体。 - 前記ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が、0.1〜1.5%である請求項1に記載のハニカム触媒体。
- 前記触媒の単位体積当りの担持量が、10〜60g/Lである請求項1または2に記載のハニカム触媒体。
- 前記ハニカム基材は、前記隔壁の厚さが100〜460μmであり、セル密度が31〜56個/cm2であり、前記隔壁の気孔率が35〜65%であり、前記隔壁の平均細孔径が5〜50μmである請求項1〜3のいずれか一項に記載のハニカム触媒体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010054431A JP5390438B2 (ja) | 2010-03-11 | 2010-03-11 | ハニカム触媒体 |
| US13/030,521 US8603942B2 (en) | 2010-03-11 | 2011-02-18 | Honeycomb catalyst body |
| EP11250205.9A EP2364765B1 (en) | 2010-03-11 | 2011-02-22 | Honeycomb catalyst body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010054431A JP5390438B2 (ja) | 2010-03-11 | 2010-03-11 | ハニカム触媒体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011183360A JP2011183360A (ja) | 2011-09-22 |
| JP2011183360A5 JP2011183360A5 (ja) | 2013-05-09 |
| JP5390438B2 true JP5390438B2 (ja) | 2014-01-15 |
Family
ID=44247635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010054431A Active JP5390438B2 (ja) | 2010-03-11 | 2010-03-11 | ハニカム触媒体 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8603942B2 (ja) |
| EP (1) | EP2364765B1 (ja) |
| JP (1) | JP5390438B2 (ja) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5916416B2 (ja) * | 2012-02-10 | 2016-05-11 | 日本碍子株式会社 | 目封止ハニカム構造体およびこれを用いたハニカム触媒体 |
| WO2013136848A1 (ja) * | 2012-03-14 | 2013-09-19 | 日本碍子株式会社 | 目封止ハニカム構造体 |
| WO2013186923A1 (ja) | 2012-06-15 | 2013-12-19 | イビデン株式会社 | ハニカムフィルタ |
| WO2013186922A1 (ja) | 2012-06-15 | 2013-12-19 | イビデン株式会社 | ハニカムフィルタ |
| WO2014054159A1 (ja) | 2012-10-04 | 2014-04-10 | イビデン株式会社 | ハニカムフィルタ |
| JP5997026B2 (ja) * | 2012-12-03 | 2016-09-21 | 日本碍子株式会社 | ハニカム触媒体 |
| JP5997025B2 (ja) * | 2012-12-03 | 2016-09-21 | 日本碍子株式会社 | ハニカム触媒体 |
| JP6200212B2 (ja) * | 2012-12-03 | 2017-09-20 | 日本碍子株式会社 | ハニカム触媒体 |
| JP2014211123A (ja) * | 2013-04-19 | 2014-11-13 | スズキ株式会社 | 内燃機関のディーゼルパティキュレートフィルタ |
| WO2015007306A1 (de) * | 2013-07-15 | 2015-01-22 | Hjs Emission Technology Gmbh & Co. Kg | Als wandstromfilter mit kanalstruktur ausgelegter partikelfilter |
| JP6239305B2 (ja) * | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6267452B2 (ja) * | 2013-07-31 | 2018-01-24 | イビデン株式会社 | ハニカムフィルタ |
| JP6239307B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239304B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239306B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239303B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6254474B2 (ja) * | 2014-03-31 | 2017-12-27 | 日本碍子株式会社 | 多孔質体,ハニカムフィルタ及び多孔質体の製造方法 |
| WO2016013516A1 (ja) * | 2014-07-23 | 2016-01-28 | イビデン株式会社 | ハニカムフィルタ |
| EP3173139B1 (en) * | 2014-07-23 | 2024-04-03 | Ibiden Co., Ltd. | Honeycomb filter |
| JP6534900B2 (ja) * | 2015-09-29 | 2019-06-26 | 日本碍子株式会社 | ハニカム構造体 |
| JP6534899B2 (ja) * | 2015-09-29 | 2019-06-26 | 日本碍子株式会社 | ハニカム構造体 |
| DE102017106374A1 (de) * | 2016-04-01 | 2017-10-05 | Johnson Matthey Public Limited Company | Abgasreinigungsfilter |
| US11305270B2 (en) * | 2016-08-26 | 2022-04-19 | N.E. Chemcat Corporation | Honeycomb structure, honeycomb structure type catalyst and production methods therefor |
| JP2018143905A (ja) * | 2017-03-01 | 2018-09-20 | 日本碍子株式会社 | ハニカム触媒体 |
| JP2018143955A (ja) * | 2017-03-06 | 2018-09-20 | イビデン株式会社 | ハニカムフィルタ |
| JP2018143956A (ja) * | 2017-03-06 | 2018-09-20 | イビデン株式会社 | ハニカムフィルタ |
| SG11201908482RA (en) * | 2017-03-14 | 2019-10-30 | Saint Gobain Ceramics & Plastics Inc | Porous ceramic particles and method of forming porous ceramic particles |
| JP6567035B2 (ja) * | 2017-12-28 | 2019-08-28 | 本田技研工業株式会社 | 排気浄化フィルタ |
| JP7037985B2 (ja) * | 2018-03-30 | 2022-03-17 | 日本碍子株式会社 | ハニカムフィルタ |
| EP3880340A1 (en) * | 2018-11-16 | 2021-09-22 | Corning Incorporated | Honeycomb bodies having an array of channels with different hydraulic diameters and methods of making the same |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05118211A (ja) | 1991-10-24 | 1993-05-14 | Nippondenso Co Ltd | デイーゼルエンジンの排気浄化装置 |
| JP3269535B2 (ja) * | 1992-12-18 | 2002-03-25 | トヨタ自動車株式会社 | ディーゼルエンジン用排気ガス浄化触媒 |
| JP3355943B2 (ja) * | 1996-07-18 | 2002-12-09 | 松下電器産業株式会社 | 排ガス浄化方法及び排ガスフィルタ並びにこれを用いた排ガスフィルタ浄化装置 |
| JP2002233722A (ja) * | 2001-02-06 | 2002-08-20 | Nissan Motor Co Ltd | 排ガス浄化用フィルタ |
| JP2003148127A (ja) * | 2001-11-07 | 2003-05-21 | Hino Motors Ltd | 排気浄化装置 |
| WO2007010643A1 (ja) * | 2005-07-21 | 2007-01-25 | Ibiden Co., Ltd. | ハニカム構造体及び排ガス浄化装置 |
| JP2007144359A (ja) * | 2005-11-30 | 2007-06-14 | Ngk Insulators Ltd | ハニカム構造体の触媒の担持方法 |
| JP2007204331A (ja) * | 2006-02-03 | 2007-08-16 | Ngk Insulators Ltd | 目封止ハニカム構造体の製造方法及び目封止ハニカム構造体 |
| JP5082346B2 (ja) * | 2006-08-31 | 2012-11-28 | 株式会社デンソー | 成形体の把持装置およびこれを用いたセラミックハニカム構造体の栓詰め方法 |
| JP2008055340A (ja) * | 2006-08-31 | 2008-03-13 | Denso Corp | ハニカム構造体におけるセルの閉塞状態認識方法及び閉塞状態検査方法並びにハニカム構造体の製造方法 |
| US20080120968A1 (en) * | 2006-11-29 | 2008-05-29 | Douglas Munroe Beall | Partial wall-flow filter and diesel exhaust system and method |
| CN101568416B (zh) * | 2006-12-28 | 2012-02-01 | 日本碍子株式会社 | 封孔蜂窝结构体的制造方法 |
| JP5408865B2 (ja) * | 2007-11-30 | 2014-02-05 | 日本碍子株式会社 | ハニカム触媒体 |
| CN102046263A (zh) | 2008-05-29 | 2011-05-04 | 康宁股份有限公司 | 部分壁流式过滤器和方法 |
-
2010
- 2010-03-11 JP JP2010054431A patent/JP5390438B2/ja active Active
-
2011
- 2011-02-18 US US13/030,521 patent/US8603942B2/en active Active
- 2011-02-22 EP EP11250205.9A patent/EP2364765B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011183360A (ja) | 2011-09-22 |
| US8603942B2 (en) | 2013-12-10 |
| US20110224069A1 (en) | 2011-09-15 |
| EP2364765B1 (en) | 2013-07-31 |
| EP2364765A1 (en) | 2011-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5390438B2 (ja) | ハニカム触媒体 | |
| JP5548470B2 (ja) | ハニカム触媒体 | |
| JP5584487B2 (ja) | 排気ガス浄化装置 | |
| US9175587B2 (en) | Substrate with surface-collection-layer and catalyst-carrying substrate with surface-collection-layer | |
| WO2012046484A1 (ja) | 排ガス浄化装置 | |
| US8894943B2 (en) | Catalyst-carrying filter | |
| JP5813965B2 (ja) | ハニカム構造体及び排ガス浄化装置 | |
| JP6279368B2 (ja) | 排ガス浄化装置 | |
| JP5379039B2 (ja) | 排ガス浄化装置及び排ガス浄化方法 | |
| JP6092068B2 (ja) | 触媒担持型ハニカムフィルタ | |
| JP5096978B2 (ja) | ハニカム触媒体 | |
| JP5563844B2 (ja) | 排気ガス浄化装置 | |
| JP2014108405A (ja) | ハニカム触媒体 | |
| JP6074306B2 (ja) | ハニカム構造体 | |
| JP6259334B2 (ja) | ハニカム構造体 | |
| JP2014148924A (ja) | 排ガス浄化装置 | |
| JP5749940B2 (ja) | 排ガス浄化装置 | |
| JP2013227882A (ja) | 排ガス浄化装置 | |
| EP2221099A1 (en) | Honeycomb structure | |
| JP6483468B2 (ja) | ハニカム構造体 | |
| JP7217722B2 (ja) | 柱状ハニカム構造体及びその製造方法 | |
| JP6043227B2 (ja) | ハニカム構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130325 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20130325 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20130409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131010 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5390438 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |