JP5374858B2 - 保護板一体型表示モジュールの製造方法 - Google Patents
保護板一体型表示モジュールの製造方法 Download PDFInfo
- Publication number
- JP5374858B2 JP5374858B2 JP2007283551A JP2007283551A JP5374858B2 JP 5374858 B2 JP5374858 B2 JP 5374858B2 JP 2007283551 A JP2007283551 A JP 2007283551A JP 2007283551 A JP2007283551 A JP 2007283551A JP 5374858 B2 JP5374858 B2 JP 5374858B2
- Authority
- JP
- Japan
- Prior art keywords
- filler
- spacer
- display panel
- protective plate
- protection plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Liquid Crystal (AREA)
Description
前記表示パネルの前記保護板との対向面及び前記保護板の前記表示パネルとの対向面のうち何れか一方の対向面に、前記表示パネルの画面エリアに対応する領域を囲むように、スペーサを貼付ける工程と、
次いで、前記表示パネル及び前記保護板のうち何れか一方の、前記画面エリアに対応する領域上に光の照射によって重合する樹脂からなる充填材を供給する工程と、
次いで、前記保護板及び前記表示パネルを加圧することによって前記保護板及び前記表示パネルの前記各対向面に前記スペーサを当接させる工程と、
次いで、前記加圧状態を保持しながら、前記スペーサで囲まれた領域内の予め定めた部分に光を照射して前記充填材を部分的に重合させる工程と、
次いで、前記加圧状態を解除して、前記保護板及び前記表示パネルを放置し、前記スペーサで囲まれた領域全体への未重合充填材の広がりを待つ工程と、
次いで、前記加圧状態が解除された状態で、前記スペーサで囲まれた領域全体に光を照射して前記充填材全体を重合させる工程と、
を備えることを特徴とする。
好ましくは、前記保護板及び前記表示パネルの前記各対向面に前記スペーサを当接させる工程は、前記保護板と前記表示パネルとを互いに近づけることにより、前記充填材を前記表示パネルと前記保護板との間の前記スペーサで囲まれた領域に押し広げる工程を含む。
好ましくは、前記充填材は、光の照射によって重合する光重合性と加熱により重合する熱重合性の両方の特性もった樹脂からなり、前記スペーサで囲まれた領域全体に光を照射して前記充填材を重合させる工程に次いで、前記充填材の熱重合温度以上に当該充填材を加熱する工程をさらに備える。
好ましくは、前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部にスポット的に光線を照射する工程を含む。
好ましくは、前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部の予め定めた長さの部分に、光線を、前記部分の長さ方向に連続的に移動させて照射する工程を含む。
好ましくは、前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部の複数箇所にスポット的に光線を照射する工程を含む。
好ましくは、前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の4隅部にスポット的に光線を照射する工程を含む。
好ましくは、前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部と4隅部にスポット的に光線を照射する工程を含む。
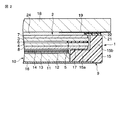
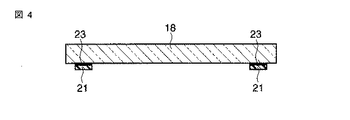
前記表示パネル1の保護板対向面(液晶表示素子2の観察側の面)の前記画面エリアに対応する領域の上に、光の照射によって重合する樹脂、つまりUV重合性をもった樹脂からなる充填材24aを供給する工程と、
前記表示パネル1と前記保護板18とを重ね合わせて加圧し、前記スペーサ21を前記表示パネル1の保護板対向面に当接させるとともに、前記充填材24aを前記表示パネル1と前記保護板18との間の間隙の前記スペーサ21で囲まれた領域に押し広げ、前記表示パネル1と前記保護板18とを前記加圧状態に保持する工程と、
前記保護板18の外面側から前記スペーサ21で囲まれた領域内の予め定めた部分にUVを照射して、前記充填材24aの層を部分的にUV重合させる工程と、
前記スペーサ21で囲まれた領域全体へ未重合の前記充填材24aを広がらせる工程と、 前記保護板18の外面側から少なくとも前記スペーサ21で囲まれた領域全体にUVを照射して、前記充填材24aの層全体をUV重合させて前記充填層24を形成する工程とを備えるため、前記表示パネル1と前記保護板18とを樹脂により接合させた保護板一体型表示モジュールを製造することができる。
Claims (9)
- 画像を表示する表示パネル上に保護板が配置されてなる保護板一体型表示モジュールの製造方法において、
前記表示パネルの前記保護板との対向面及び前記保護板の前記表示パネルとの対向面のうち何れか一方の対向面に、前記表示パネルの画面エリアに対応する領域を囲むように、スペーサを貼付ける工程と、
次いで、前記表示パネル及び前記保護板のうち何れか一方の、前記画面エリアに対応する領域上に光の照射によって重合する樹脂からなる充填材を供給する工程と、
次いで、前記保護板及び前記表示パネルを加圧することによって前記保護板及び前記表示パネルの前記各対向面に前記スペーサを当接させる工程と、
次いで、前記加圧状態を保持しながら、前記スペーサで囲まれた領域内の予め定めた部分に光を照射して前記充填材を部分的に重合させる工程と、
次いで、前記加圧状態を解除して、前記保護板及び前記表示パネルを放置し、前記スペーサで囲まれた領域全体への未重合充填材の広がりを待つ工程と、
次いで、前記加圧状態が解除された状態で、前記スペーサで囲まれた領域全体に光を照射して前記充填材全体を重合させる工程と、
を備えることを特徴とする保護板一体型表示モジュールの製造方法。 - 前記スペーサは、前記表示パネルの前記画面エリア内と外部とを連通させるための欠落部を有するように設けられ、
前記未重合充填材の広がりを待つ工程の後、前記充填材全体を重合させる工程の前に、前記保護板の外面に加圧エアーを吹付けるエアー脱泡により、前記未重合充填材中の気泡を前記スペーサの前記欠落部から排出する工程を、さらに備える請求項1に記載の保護板一体型表示モジュールの製造方法。 - 前記保護板及び前記表示パネルの前記各対向面に前記スペーサを当接させる工程は、前記保護板と前記表示パネルとを互いに近づけることにより、前記充填材を前記表示パネルと前記保護板との間の前記スペーサで囲まれた領域に押し広げる工程を含むことを特徴とする請求項1又は2の何れかに記載の保護板一体型表示モジュールの製造方法。
- 前記充填材は、光の照射によって重合する光重合性と加熱により重合する熱重合性の両方の特性もった樹脂からなり、前記スペーサで囲まれた領域全体に光を照射して前記充填材を重合させる工程に次いで、前記充填材の熱重合温度以上に当該充填材を加熱する工程をさらに備えることを特徴とする請求項1〜3の何れかに記載の保護板一体型表示モジュールの製造方法。
- 前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部にスポット的に光線を照射する工程を含むことを特徴とする請求項1〜4の何れかに記載の保護板一体型表示モジュールの製造方法。
- 前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部の予め定めた長さの部分に、光線を、前記部分の長さ方向に連続的に移動させて照射する工程を含むことを特徴とする請求項1〜4の何れかに記載の保護板一体型表示モジュールの製造方法。
- 前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部の複数箇所にスポット的に光線を照射する工程を含むことを特徴とする請求項1〜4の何れかに記載の保護板一体型表示モジュールの製造方法。
- 前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の4隅部にスポット的に光線を照射する工程を含むことを特徴とする請求項1〜4の何れかに記載の保護板一体型表示モジュールの製造方法。
- 前記充填材を部分的に重合させる工程は、前記スペーサで囲まれた領域の中央部と4隅部にスポット的に光線を照射する工程を含むことを特徴とする請求項1〜4の何れかに記載の保護板一体型表示モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007283551A JP5374858B2 (ja) | 2007-10-31 | 2007-10-31 | 保護板一体型表示モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007283551A JP5374858B2 (ja) | 2007-10-31 | 2007-10-31 | 保護板一体型表示モジュールの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009109855A JP2009109855A (ja) | 2009-05-21 |
| JP2009109855A5 JP2009109855A5 (ja) | 2010-12-09 |
| JP5374858B2 true JP5374858B2 (ja) | 2013-12-25 |
Family
ID=40778382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007283551A Expired - Fee Related JP5374858B2 (ja) | 2007-10-31 | 2007-10-31 | 保護板一体型表示モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5374858B2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7961281B2 (en) | 2007-09-28 | 2011-06-14 | Casio Computer Co., Ltd. | Display device integral with protection plate, and display apparatus using the same |
| JP4666068B2 (ja) | 2008-12-11 | 2011-04-06 | カシオ計算機株式会社 | 保護板一体型液晶表示パネル及びその製造方法 |
| KR101130431B1 (ko) | 2009-03-13 | 2012-03-28 | 가시오게산키 가부시키가이샤 | 보호판 일체형 표시장치 |
| JP4905485B2 (ja) | 2009-03-13 | 2012-03-28 | カシオ計算機株式会社 | 保護板一体型表示装置 |
| JP4821877B2 (ja) | 2009-03-27 | 2011-11-24 | カシオ計算機株式会社 | 保護板一体型液晶表示パネル及び電子機器 |
| JP5652807B2 (ja) * | 2009-06-11 | 2015-01-14 | レノボ・イノベーションズ・リミテッド(香港) | 携帯機器におけるバックライト方式の表示装置 |
| JP2011067802A (ja) * | 2009-09-28 | 2011-04-07 | Origin Electric Co Ltd | 接合部材の製造方法及び接合部材製造装置 |
| JP5487915B2 (ja) * | 2009-11-30 | 2014-05-14 | カシオ計算機株式会社 | 保護板一体型液晶表示パネルの製造方法 |
| JP5550357B2 (ja) * | 2010-01-15 | 2014-07-16 | 株式会社ジャパンディスプレイ | フロントウインドウ付き表示装置 |
| JP5938858B2 (ja) * | 2011-07-27 | 2016-06-22 | 三菱電機株式会社 | 表示装置 |
| JP4981190B1 (ja) * | 2011-12-08 | 2012-07-18 | 信越エンジニアリング株式会社 | 貼合デバイスの製造方法 |
| WO2013179815A1 (ja) * | 2012-05-29 | 2013-12-05 | シャープ株式会社 | 表示装置 |
| JP5612043B2 (ja) * | 2012-09-03 | 2014-10-22 | オリジン電気株式会社 | 接合部材の製造方法及び接合部材製造装置 |
| DE102013226547B4 (de) * | 2013-12-18 | 2015-10-01 | Continental Automotive Gmbh | Verfahren zur Herstellung einer Anzeigeeinheit sowie Anzeigeeinheit |
| JP5908546B2 (ja) * | 2014-08-18 | 2016-04-26 | レノボ・イノベーションズ・リミテッド(香港) | 携帯機器におけるバックライト方式の表示装置 |
| CN110199340A (zh) * | 2017-02-07 | 2019-09-03 | 迪睿合株式会社 | 图像显示装置的制造方法 |
| JP7143100B2 (ja) * | 2018-03-26 | 2022-09-28 | フォルシアクラリオン・エレクトロニクス株式会社 | 表示装置、及び表示装置の製造方法 |
| CN111580297A (zh) | 2020-06-30 | 2020-08-25 | 北京小米移动软件有限公司 | 显示模组和显示模组的制作方法 |
| CN112652243B (zh) * | 2020-12-09 | 2022-11-11 | 深圳一鑫新材料有限公司 | 四面曲显示屏贴合工艺 |
| CN112652242B (zh) * | 2020-12-09 | 2022-08-23 | 深圳一鑫新材料有限公司 | 柔性曲面显示屏贴合工艺 |
| CN112652244B (zh) * | 2020-12-09 | 2022-11-11 | 深圳一鑫新材料有限公司 | 四面曲显示屏贴合工艺 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH075446A (ja) * | 1993-04-22 | 1995-01-10 | Matsushita Electric Ind Co Ltd | 液晶パネルの製造方法 |
| JP4113730B2 (ja) * | 2002-05-31 | 2008-07-09 | オプトレックス株式会社 | 液晶表示パネルの積層方法 |
| JP2005055641A (ja) * | 2003-08-04 | 2005-03-03 | Yokogawa Electric Corp | 液晶表示装置 |
| JP2006189715A (ja) * | 2005-01-07 | 2006-07-20 | Pentax Corp | 表示パネル用保護カバー及びその用途 |
| JP2007033537A (ja) * | 2005-07-22 | 2007-02-08 | Sharp Corp | 可撓性表示素子の製造装置およびその素子の製造方法 |
| JP2007226083A (ja) * | 2006-02-27 | 2007-09-06 | Epson Imaging Devices Corp | 電気光学装置の製造方法及び電気光学装置の製造装置 |
| JP2007248696A (ja) * | 2006-03-15 | 2007-09-27 | Epson Imaging Devices Corp | 電気光学装置の製造方法 |
| JP2007264308A (ja) * | 2006-03-28 | 2007-10-11 | Optrex Corp | 板状体の積層方法 |
-
2007
- 2007-10-31 JP JP2007283551A patent/JP5374858B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009109855A (ja) | 2009-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5374858B2 (ja) | 保護板一体型表示モジュールの製造方法 | |
| JP4636066B2 (ja) | 液晶表示装置 | |
| KR101027219B1 (ko) | 표시소자의 제조방법 | |
| JP4462317B2 (ja) | 保護板一体型表示パネル | |
| US20090283211A1 (en) | Method of Manufacturing a Display Device and Bonding Method | |
| JP4983891B2 (ja) | 保護板一体型表示パネルの製造方法 | |
| US6830947B2 (en) | Method for manufacturing liquid crystal display panel | |
| JP6621937B2 (ja) | 画像表示装置および画像表示装置の製造方法 | |
| KR20140089014A (ko) | 표시 장치 및 그 제조 방법 | |
| JP7442471B2 (ja) | 積層体の製造方法 | |
| JP2008040144A (ja) | 表示装置 | |
| CN102109716A (zh) | 用于制造液晶显示设备的方法 | |
| KR20180079096A (ko) | 접착 테이프 및 이를 이용한 표시 장치 | |
| JP2010176111A (ja) | フラットパネルディスプレイ用保護板 | |
| JP5664076B2 (ja) | 保護板付き電子部材及び保護板付き電子部材の製造方法 | |
| KR20080029551A (ko) | 액정 표시 장치 | |
| JP5315965B2 (ja) | 保護板一体型表示パネル及びその製造方法 | |
| KR20180001239A (ko) | 광학시트 및 이의 제조방법 | |
| JP2008268420A (ja) | 液晶表示装置の製造方法 | |
| JP5125417B2 (ja) | 保護板一体型表示パネル | |
| KR100898047B1 (ko) | 광학부재 및 그 제조방법 | |
| US10175416B2 (en) | Method of manufacturing a light guide plate and display apparatus including the same | |
| JP5088356B2 (ja) | 保護板一体型表示パネルの製造方法 | |
| JP7274966B2 (ja) | 光学装置の製造方法 | |
| JP2009109856A (ja) | 保護板一体型表示パネルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101022 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101022 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130909 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |