JP5244638B2 - インレットパイプ - Google Patents
インレットパイプ Download PDFInfo
- Publication number
- JP5244638B2 JP5244638B2 JP2009020886A JP2009020886A JP5244638B2 JP 5244638 B2 JP5244638 B2 JP 5244638B2 JP 2009020886 A JP2009020886 A JP 2009020886A JP 2009020886 A JP2009020886 A JP 2009020886A JP 5244638 B2 JP5244638 B2 JP 5244638B2
- Authority
- JP
- Japan
- Prior art keywords
- inlet pipe
- injector
- engine
- cover member
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Landscapes
- Fuel-Injection Apparatus (AREA)
Description
この燃料噴射式のエンジンには、コネクティングチューブを介してエアクリーナと接続され、インレットパイプ(エアインレットパイプとも言う)を介してエンジンと接続されるスロットルボティを備え、スロットルボディとエンジンとを接続するインレットパイプが金属で形成されたものがある(例えば、特許文献1参照)。
インレットパイプが金属で形成されている場合、このインレットパイプに雌ねじ部を設けてねじ又はボルト等の締結部材を締結することができるので、この締結部材によりインジェクタをインレットパイプに固定することができる。
一方、インレットパイプを自動車用部品等に適用される一般的な樹脂(例えば、ポリアミド(ナイロン)やポリプロピレン)で形成した場合には、樹脂は金属より熱伝導性が低いため、スロットルボディへの熱影響を抑制できる。
この発明によれば、インレットパイプは、ポリフェニレンサルファイドからなる樹脂で形成されるので、スロットルボディへの熱影響を抑制しつつスロットルボディとエンジンとに直に接続でき、十分な耐熱性を備えたインレットパイプにすることができる。また、インレットパイプのリサイクルが可能になる。
また、エラストマーを含むので、インレットパイプの熱影響に対する疲労強度とウエルド部強度を向上することができ、より耐熱性に優れたインレットパイプにすることができる。
また、インレットパイプの両端に設けたフランジを介してエンジンに接続し、かつ、スロットルボディを支持する構成でも、スロットルボディへのエンジンの熱影響を回避でき、かつ、十分な強度を確保できる。
また、上記構成において、前記インレットパイプを樹脂成形する段階では、型に前記カラー(63C、63C)をセットしておき、溶融した樹脂材料をゲートより型に流し込んで該カラー(63C、63C)をインサートするようにしてもよい。この構成によれば、カラーを容易にインレットパイプのフランジにインサートすることができる。
また、上記構成において、前記インレットパイプには、インジェクタ(60)を挿通する挿通口(51B)が設けられており、この挿通口(51B)から径方向に延出して前記インジェクタ(60)を覆うカバー部材(80)を支持する支持部(64)を備えるようにしてもよい。この構成によれば、樹脂製のインレットパイプを用いながら、他の部品(インジェクタ、カバー部材)をボルト等で取り付けしやすい構造にすることができる。
また、インレットパイプは、エラストマーを含むポリフェニレンサルファイドからなる樹脂で形成されるので、より耐熱性に優れたインレットパイプにすることができる。
また、インレットパイプの他端部にも径方向に延出する一対のフランジが設けられており、これらフランジを介して前記スロットルボディを支持するようにしたので、スロットルボディへのエンジンの熱影響を回避でき、かつ、十分な熱疲労強度を確保できる。
また、フランジには、カラーがインサートされており、このカラーにボルトを挿通させるようにしたので、カラーを介してフランジにボルトを挿通する構成でフランジをエンジンやスロットルボディにボルト締結できる。
また、インレットパイプを樹脂成形する段階では、型にカラーをセットしておき、溶融した樹脂材料をゲートより型に流し込んで該カラーをインサートするようにしたので、カラーを容易にインサートすることができる。
また、インレットパイプには、インジェクタを挿通する挿通口が設けられており、この挿通口から径方向に延出してインジェクタを覆うカバー部材を支持する支持部を備えるようにしたので、樹脂製のインレットパイプを用いながら、他の部品(インジェクタ、カバー部材)をボルト等で取り付けしやすい構造にすることができる。
図1は本発明の実施形態に係る自動二輪車の側面図である。
この自動二輪車1の車体フレーム2は、車体前部のヘッドパイプ3と、同ヘッドパイプ3から後ろ下がりに延びる一本のメインフレーム4と、同メインフレーム4の後部に連設されて下方へ延出する左右一対のピボットブラケット5、5と、メインフレーム4の後部に連設されて後ろ上がりに延びる左右一対のリヤフレーム6、6と、ピボットブラケット5、5とリヤフレーム6、6との間に架橋される左右一対の補強フレーム7、7とを備えている。
左右一対のリヤフレーム6、6の上方には、乗員用シート8が前端側を回動支点に開閉自在に支持される。また、リヤフレーム6、6の前部には、上方が開口する収納ボックス9が支持され、リヤフレーム6、6の後部には、燃料タンク10が支持される。すなわち、乗員用シート8は、収納ボックス9の上方開口及び燃料タンク10の上方に設けられる燃料給油口を外部に露出自在に覆う蓋体を兼用するように構成されている。
メインフレーム4の下方かつピボットブラケット5、5の前方には、エンジン(パワーユニットとも言う)20が懸架される。エンジン20の上部は、メインフレーム4の中央部に垂設された支持ブラケット17、17に吊り下げられ、エンジン20の後部は、ピボットブラケット5の上部及び下部に固定される。すなわち、エンジン20は、メインフレーム4の後部下側に吊り下げる態様で3点支持される。
なお、図1中、符号19Aは、フロントフォーク11、11間に取り付けられて前輪12の上方を覆うフロントフェンダであり、符号19Bは、リヤフレーム6、6に取り付けられて後輪15の上方を覆うリヤフェンダである。
このエンジン20のクランクケース24の左側面後部には、エンジン20の出力軸31がその先端を露出させて軸支されており、この出力軸31の先端には、駆動スプロケット32が取り付けられ、この駆動スプロケット32と、後輪15に一体に設けられた従動スプロケット33との間には、動力伝達チェーン34が巻回され、これによって、出力軸31の動力を後輪15に伝達するチェーン伝動機構が構成される。これにより、このチェーン伝動機構を介してエンジン20の動力が後輪15へ伝達される。
この外部に露出するクランクケース24には、このケース24を下方から跨ぐステップバー36を介して運転者が足を載せる左右一対のステップ36A、36Aが設けられている。
また、クランクケース24の左側方には、エンジン20を始動するキック式始動装置の一部を構成するキックアーム39が軸支され、運転者がこのキックアーム39の先端部に回動自在に設けられたキックペダル40を踏み込むことによってエンジン20が始動する。また、クランクケース24の前上部には、スタータモータ41が配設されており、このスタータモータ41は、運転者が図示せぬスタータスイッチを操作することによって回転駆動してエンジン20を始動させる。すなわち、この自動二輪車1には、キック式およびスタータモータ式の始動装置を具備し、運転者が適宜に始動装置を選択してエンジン20を始動できるように構成されている。
この排気口22Aには、排気管42が接続され、この排気管42は下方に延出した後に屈曲して後方へ略水平に延び、クランクケース24の後方と後輪15との間を通って後輪15右側に配置されたマフラー43(図1参照)に接続される。すなわち、エンジン20の排気系の部品を構成する排気管42は、エンジン20の下側に配設されて後方に延出し、エンジン20の側方には張り出さない。
具体的には、エンジン20の吸気系は、エンジン20のシリンダ部22上面の吸気口22Bに連結されて前上がりに屈曲して延びるインレットパイプ(吸気管)51と、このインレットパイプ51に連結されるスロットルボディ53と、このスロットルボディ53にコネクティングチューブ55を介して連結され、上端部57Aがボルト(六角フランジボルト)58によりメインフレーム4に支持されたエアクリーナ57とを備えており、これらがメインフレーム4に略沿って前上がりに順に連設されることによって該空間内にレイアウトされる。
スロットルボディ53は、一端にコネクティングチューブ55が連結されるチューブ連結部53Aを有し、他端にインレットパイプ51が接続されるインレットパイプ接続部53Bを有する略管状のボディ本体53Cを備えている。このボディ本体53C内の吸気通路には、吸気量を調整するバタフライ式のスロットル弁(不図示)が回動自在に設けられており、このスロットル弁の弁軸53D(図3参照)は、車幅方向に延びてボディ本体53Cを貫通し、この弁軸53Dには外方からスロットルドラム53Eが固定されている。
スロットルドラム53Eは、自動二輪車1に組み込まれた状態でボディ本体53Cの左側方に配置され、このスロットルドラム53Eおよびボディ本体53C間には、スロットル弁を閉じ側に付勢する戻しばねが設けられ、このスロットルドラム53Eに巻き掛け、連結されるスロットルケーブルを、運転者のスロットル操作に応じて牽引操作することにより、スロットル弁が開き側に回転駆動される。
図5に示すように、このコネクタ部53Xは、側面視で、スロットルボディ53からインレットパイプ51に略沿って後ろ下がりに延出して、その延出端が開口しており、これによって、このコネクタ部53Xが側面視でインレットパイプ51及びスロットルボディ53に重なり、全体の小型化を図ることができる。
なお、スロットルボディ53には、上述したスロットルセンサに加えて、スロットル弁よりも上流側で吸気温を検出する吸気温センサや吸気圧を検出する吸気圧センサ等が配置される場合もある。この場合には、上記コネクタ部53Xは、内部の端子数が多いコネクタに変更することによって、これらセンサに接続される共通のコネクタ部として使用される。
図6(A)は、インレットパイプ51の左側面図であり、図6(B)は、背面から見た図であり、図7は、図6(A)のVII方向から見た図である。また、図8は、図6(B)のVIII−VIII断面図であり、図9は、図7のIX−IX断面図であり、図10は、図6(B)のX方向から見た底面図であり、図11は、図6(A)のXI方向から見た図である。
インレットパイプ51は、吸気通路51A(図8参照)を形成するとともにインジェクタ60の挿通口となる開口部51B(図8参照)を備える屈曲管部61と、この屈曲管部61の上流側端部に設けられてスロットルボディ53に接続される第1フランジ部(スロットルボディ接続部)62と、この屈曲管部61の下流側端部に設けられてエンジン20のシリンダ部22に接続される第2フランジ部(エンジン接続部)63と、第2フランジ部63近傍に設けられるインジェクタ支持部64とを備えている。
本実施形態のインレットパイプ51は、樹脂で形成されており、すなわち、屈曲管部61と、第1フランジ部62と、第2フランジ部63と、インジェクタ支持部64とを樹脂で一体成形することによって一部品に形成されている。
より具体的には、屈曲管部61は、図6(A)に示すように、この屈曲管部61の吸気通路51A(図8参照)の中心を通る軸線(中心線)L1に対して直交する直交面M1をインジェクタ支持部64の上流側に設定し、この直交面M1を基準にして上流側を比較的薄肉の管形状にし、下流側を上流側に比して肉厚の管形状にすることによって形成されている。
このように、インレットパイプ51を、吸気通路51Aの軸線L1を基準にして上流側と下流側とに分けるので、吸気通路51Aの上流側と下流側とを正確に二分できる。ここで、吸気通路51Aの上流側を相対的に薄肉の縮径部とし、下流側を相対的に厚肉の拡径部として下流側の剛性を相対的に強くしているため、第2フランジ部63周辺およびインジェクタ支持部64周辺の剛性が向上し、つまり、エンジン接続部分及びインジェクタ支持部分の剛性を高めることができる。
このように金属製のインサートナット62B、62Bを用いてボルト連結するので、樹脂製のインレットパイプ51をスロットルボディ53に十分な連結力で固定することができる。この場合、ボルト91、91によってインレットパイプ51とスロットルボディ53とが位置決めされるので、屈曲管部61の吸気通路51Aとスロットルボディ53の吸気通路とを容易に連通させることができる。
また、他方の延出部62Aを屈曲管部61よりも下側に設けているため、図5に示すように、他方の延出部62Aをスロットルボディ53の側方(右方)に設けられたコネクタ部53Xよりも下方に位置させることができる。このため、ボルト91を側方から視認でき、コネクタ部53Xが邪魔になることなく、インレットパイプ51をスロットルボディ53にボルト連結でき、また、取り外しも容易にすることができる。
さらに、左右一対の延出部62A、62Aと屈曲管部61との間には、補強用のリブ67が一体に設けられる(図6(B)参照)。このため、リブ67により延出部62A、62Aと屈曲管部61間の剛性が向上し、屈曲管部61に対する延出部62A、62Aの倒れや捻れを回避することができる。ここで、本実施形態では、リブ67を上下方向と左右方向とに直交させて設けており、これによって、延出部62A、62Aと屈曲管部61の縦剛性および横剛性の両方を向上させることができる。
詳述すると、左右一対の延出部63A、63Aは、下流側開口部51A2に対して車幅方向に沿って左右に延出しており、各延出部63A、63Aの端部には、金属製のインサートカラー63C、63Cが嵌め込まれ、このインサートカラー63C、63Cの中央貫通孔が上記ボルト92、92を挿通する上記孔部63B、63Bとして使用される。このように金属製のインサートカラー63C、63Cを用いてボルト連結するため、樹脂製のインレットパイプ51をエンジン20に十分な連結力で固定することができる。
また、第2フランジ部63には、下流側開口部51A2の周囲に円環状のシール溝63Dが設けられており(図10参照)、このシール溝63Dには、第2フランジ部63とエンジン20との間の隙間をより確実に閉塞するためのシール材が配置される。
この開口部51Bは、車体側面視(図8参照)で、第2フランジ部63よりも下流側で屈曲管部61の軸線L1に交差する傾斜角度の軸線L2であって、かつ、車体背面視(図6(B)参照)で、軸線L1と重なる軸線L2となる貫通孔に形成されている。
このため、この開口部51Bにインジェクタ60をその先端から挿通することによって、このインジェクタ60から該軸線L2に沿って燃料が噴射され、燃料をエンジン20のシリンダヘッド26内へ噴射することができる。
なお、この開口部51Bの軸線L2は、開口部51Bに挿通されたインジェクタ60の軸線と一致するため、以下、インジェクタ60の軸線も軸線L2と表記する。
詳述すると、この第1延出部64Aは、インレットパイプ51に一体に形成された樹脂部材であり、図7および図9に示すように、その端部に上記ボルト94を通す孔部(締結用開口)64A1が形成される。また、この第1延出部64Aは、第2フランジ部63から突出する突出部71の突出端から車体右方に延出するので、第2フランジ部63との間に間隔H1(図9参照)を空けて設けられる。この間隔H1、つまり、第1延出部64Aの下面64A2と第2フランジ部63の上面63A1との間の間隔H1は、ナット96(図4、図5参照)の取付スペースを十分に確保可能な間隔とされる。本構成では、この第1延出部64Aを、突出部71の突出端の上面に対して一段高くなるように段差64A3(図9参照)を介して一体に設けることで、この段差64A3の分だけ、第1延出部64Aの下面64A2を高くし、上記間隔H1を拡げるようにしている。
この第2延出部64Bは、上記第1延出部64Aが延出する方向(右方向)と一致する方向に凹む凹部64B1を有し、図3に示すように、この凹部64B1に上記カバー部材80に設けられた突出部81が嵌ることによって上記カバー部材80を位置決めする。
この第2延出部64Bについても、第1延出部64Aと同様に、屈曲管部61下流側の突出部71の突出端の上面に対して一段高くなるように段差64B2(図8参照)を介して一体に設けられ、この第2延出部64Bと第1延出部64Aとは面一で連設するように形成されている。また、図7に示すように、第2延出部64Bと第1延出部64Aとの間には補強用のリブ64Cが設けられ、これによって、第2延出部64Bと第1延出部64Aの剛性が効率よく向上するようになっている。
この場合、本実施形態では、インジェクタ支持部64を構成する第1延出部64Aおよび第2延出部64Bを、インジェクタ60の軸線L2を基準に一方側(略右側)に形成し、その反対側(略左側)には形成しないので、反対側からインジェクタ60を視認可能にできるとともに、インジェクタ60の反対側にスペースを空けることができる。このため、図4に示すように、このスペースを、インジェクタ60の本体部60Aから側方に突出するコネクタ部60Bのレイアウトスペースに利用することができる。
本実施では、このカバー部材80も樹脂で一体成形することによって形成されている。ここで、キャップ部84は、インジェクタ60の基端部がOリング等のシール部材を介して気密状態で嵌合し、燃料ホース接続管部86に接続された図示せぬ燃料ホースを介して燃料タンク10から供給された燃料をインジェクタ60に供給させる部品である。また、燃料ホース接続管部86は、キャップ部84から車体後方に延びるので、車体後方に配置された燃料タンク10と燃料ホース接続管部86との間の燃料ホースを大きく曲げることなくレイアウトすることができる。
なお、キャップ部84とフランジ部82との間には、周方向に間隔を空けて補強用のリブ88が設けられ、キャップ部84とフランジ部82との連結強度が高められている。
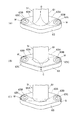
図12(A)に示すように、カバー部材80は、インジェクタ支持部64の孔部64A1に連通する孔部(締結用開口)80Aを備える。この孔部80Aには、ボルト94を挿通可能な貫通孔を有する筒状のカラー101が圧入され、カラー101の上端がカバー部材80の上面から若干突出した状態でカバー部材80に保持される。
このカラー101は、孔部80Aの深さ(カバー部材80の厚さ)より長い筒形状を有し、図12(B)に示すように、カバー部材80がインジェクタ支持部64に重ねられた状態で、インジェクタ支持部64の孔部64A1に挿入される。この場合、カラー101は、孔部64A1を貫通し、カバー部材80とインジェクタ支持部64とが密着した状態では、その下端がインジェクタ支持部64の下面より下方に距離Sだけ突出する(図12(B)参照)。
インジェクタ支持部64の孔部64A1は、カラー101の外径より若干大きい内径に形成されており、すなわち、カラー101は、インジェクタ支持部64の孔部64A1に遊嵌されるようになっている。
この場合、カラー101は、インジェクタ支持部64に遊嵌されるので、このカラー101を介してカバー部材80が上下に移動自在となる。つまり、カバー部材80は、ボルト94、ナット96およびカラー101と一体化され、この一体部品が、インジェクタ支持部64に対して上下動自在となる。このため、走行時に下方向(重力方向)への力が作用している場合には、図12(B)に示すように、カバー部材80が、インジェクタ支持部64の支持面64Xに当接した位置となり、走行時に上方向への力が作用した場合には、図12(C)に示すように、カバー部材80が上方へ移動し、このカバー部材80と一体的に移動するナット96がインジェクタ支持部64に当接する位置まで移動する。つまり、図12(B)(C)に示す距離(隙間)Sの分だけカバー部材80が上下動する。
このように、カバー部材80を上下動自在にしたことにより、外部から伝わる振動をカバー部材80等の上下動で逃がすことができ、ボルト94等への振動伝達を抑えることができる。
この図に示すように、インジェクタ60の本体部60Aには、インジェクタ60の径方向に凹む窪み部60Gが設けられ、カバー部材80には、この窪み部60Gに入り込む張り出し部95が設けられ、これらによりカバー部材80とインジェクタ60とが係合するように構成されている。
より具体的には、インジェクタ60の窪み部60Gは、インジェクタ60の径方向に凹むことによって、インジェクタ60の周方向に本体部60Aの外周部との間の段差でできる左右一対の第1壁部(段部)60G1、60G1を有するとともに、カバー部材80の抜き方向(上方向)に開口する窪み形状とされることによって、抜き方向と反対側(インジェクタ60の先端側に相当)に外周部との間の段差でできる第2壁部(段部)60G2とを有している。
これによれば、カバー部材80をインジェクタ支持部64を介してインレットパイプ51に位置決めすることによって、インジェクタ60の位置(回転位置および挿入位置)を位置決めすることができ、インジェクタ60の自由回転や抜けを防止することができる。
また、本構成では、樹脂製のインレットパイプ51に雌ねじ部を形成することなく、ボルト94による締結力でカバー部材80およびインジェクタ60を支持するので、インジェクタ60の取り付け位置が制限されず、エンジン20に近く、エンジン20内の最適位置に燃料を噴射可能な位置に配置でき、効率よく燃料噴射が可能になる。しかも、樹脂製のインレットパイプ51は金属製にする場合よりも熱伝導性が低いので、インレットパイプ51とスロットルボディ53との間にエンジン20の熱がスロットルボディ53に伝わらないようにするための別部品を設ける必要がなく、部品点数も低減される。
また、インレットパイプ51は、インジェクタ支持部64およびエンジン接続部を構成する第2フランジ部63間で拡径する拡径部(下流側の管部61Bに相当)を備え、この拡径部にインジェクタ60を挿通する開口部51Bを設けて、この開口部51Bより第1延出部64Aを延出させたので(図6(B)、図7参照)、エンジン接続部分およびインジェクタ支持部分の剛性を高くすることができる。
さらに、本構成では、インジェクタ60は、インレットパイプ51に設けられる開口部51B(挿通口)に挿通され、このインジェクタ60を上方より覆うカバー部材80を設け、このカバー部材80は、インジェクタ支持部64と径方向に延出する第1延出部64Aと重なり、この重なる部分に、インジェクタ支持部64に設けられた孔部64A1に連通する孔部(締結用開口)80Aを備え、この互いに連通する孔部64A1、80Aに一本のボルト94を挿通し、このボルト94と該ボルト94に締結したナット96とによってカバー部材80をインジェクタ支持部64に取り付け、インジェクタ60をカバー部材80とインレットパイプ51とで挟持したので、カバー部材80とインジェクタ支持部64を連結するボルト94とナット96を利用してインジェクタ60を支持でき、簡易な構成でインジェクタ60を確実にインレットパイプ51に取り付けることができる。
また、インジェクタ60の本体部60Aには、径方向に凹む窪み部60Gが設けられ、カバー部材80には、窪み部60Gに入り込む張り出し部95が設けられ、このカバー部材80の張り出し部95は、インジェクタ60の窪み部60Gと外周部との間にできる段部である第1壁部(段部)60G1および第2壁部60G2に対向するように配置されるので(図13参照)、インジェクタ60の位置決めを容易にすることができる。
このため、この下流側の管部61Bとスロットルボディ53との間の部分は、下流側の管部61Bより細い上流側の管部61Aがある部分に相当するため、この上流側の管部61Aが細い分、その周囲にレイアウトスペースを確保し易い。
本構成では、このレイアウトスペースにコネクタ部53Xを配置するので、コネクタ部53Xの周囲にスペースを確保でき、コネクタ部53Xに車両側から接続する配線部品等の補記類を容易に配置することができる。
従って、インジェクタ60の取付部(締結部)と、エンジン20への取付部(締結部)とを近接配置しつつ、取付方向(締付方向)を異ならせて省スペース化と取付作業性とを両立することができる。
また、このスロットルボディ接続面62Xは、図8に示すように、エンジン接続面63Xに対して後ろ上がりに所定角度θCだけ傾斜した面とされるので、スロットルボディ53への取付方向(締結方向)とエンジン20への取付方向(締結方向)とを異ならせることができるとともに、インジェクタ60の取付方向(締結方向)とも異ならせることができる。
すなわち、本構成では、スロットルボディ53への取付部(締結部)、インジェクタ60の取付部(締結部)、および、エンジン20への取付部(締結部)とを近接配置しつつ、取付方向(締付方向)を前後に異ならせることができ、省スペース化と取付作業性とを両立することができる。
本構成では、インレットパイプ51を構成する樹脂材料を、エラストマーを含むポリフェニレンサルファイド(PPS樹脂)としている。なお、このPPS樹脂を、ポリフェニレンスルフィドと称する場合もある。
PPS樹脂は、熱変形温度が260℃以上であり、また、連続使用温度も高く、自動車部品に使用される一般的な樹脂(例えば、ポリアミド(ナイロン)やポリプロピレン)よりも高い耐熱性を有している。
本実施形態では、エンジン20が空冷エンジンであり、水冷エンジンに比してエンジンケース(シリンダ部22等)が高温になるが、ポリフェニレンサルファイド(PPS)樹脂を使用することにより、インレットパイプ51を直にエンジン20に接続することができる。しかも、このPPS樹脂は、熱可塑性の結晶性プラスチックであるため、再成形が容易であり、リサイクルが可能である。
これにより、振動に対する疲労強度が向上し、インレットパイプ51の熱疲労強度が向上するとともに、ウエルド部(樹脂部品を成形する際に溶けた材料同士がぶつかって生じる部分)の強度も向上させることができる。
また、エンジン20およびスロットルボディ53とボルト連結した場合に、インレットパイプ51側が弾性変形してエンジン20およびスロットルボディ53に密着するので、これら部材との隙間をふさぐシール(或いはパッキン)の性質を持たせることもできる。
ゲートGの位置としては、インレットパイプ51の管部である屈曲管部61に設ける場合(図14(A)参照)と、インレットパイプ51のフランジ部(第1フランジ部(スロットルボディ接続部)62又は第2フランジ部(エンジン接続部)63)に設ける場合とが考えられる(図14(B)(C)参照)。ここで、図14(B)は、第2フランジ部(エンジン接続部)63において、インサートカラー63C、63Cから離れた側部にゲートG(サイドゲート)を設定した場合を示し、図14(C)は、インサートカラー63C近傍の側部にゲートG(サイドゲート)を設定した場合を示している。
これら図に示すように、いずれの場合もゲートGから流し込まれた溶融した樹脂材料が、インサートカラー63Cの周囲を回り込むので、ウエルド部Wが生じる。このため、ウエルド部Wの強度を確保する必要がある。
また、本インレットパイプ51は、スロットルボディ53等を支持するため、エンジン20との接続部分等での熱間疲労強度も求められる。
比較対象の試料は、耐熱性を有する樹脂材料として知られた66ナイロンとフェノール樹脂としている。また、以下に述べるPPS樹脂、66ナイロンおよびフェノール樹脂に対する各評価は、全重量に対してガラス繊維を30%配合した状態で行ったものである。
<熱疲労強度の評価>
この評価にあっては、エンジン20に接続した場合の熱疲労強度を評価するため、試験条件を摂氏200℃の環境下で1000h(hour)経過させて熱劣化させ、熱劣化後の引張強度を求め、熱劣化前の引張強度からの低下率を求めた。
表1は、試料毎の引張強度低下率を示す。

これに対し、66ナイロンは、エンジンに接続した場合の引張強度の低下が60%程度であり、良好な熱疲労強度は得られなかった。
フェノール樹脂とPPS樹脂との差異を比較検討するため、成形品を製造する際の成形サイクルに要する時間の評価と、リサイクル性の評価を行った。
これに対し、PPS樹脂は、成形サイクルが短く、かつ、リサイクル性も容易である。つまり、PPS樹脂は、成形サイクルおよびリサイクル性のいずれもフェノール樹脂に対して優位である。これはPPS樹脂が熱可塑性であるため、成形性に優れることに起因するものである。
PPS樹脂にエラストマーを入れる場合と入れない場合とを比較検討すべく、この評価1では、シャルピーノッチ付きの衝撃試験を行い、各々について衝撃強度を求めた。
この評価2では、エンジンに接続した状況での熱間疲労強度を、エラストマーを入れる場合と入れない場合とで比較検討すべく、摂氏200℃の環境下で107回の平面曲げを行った後の疲労強度を求めた。また、この疲労強度は、ウエルド部と、ウエルド部以外の部分(一般部と言う)との各々について求めた。
しかも、このPPS樹脂にエラストマーを含めることによって、衝撃強度および熱間疲労強度が高まり、かつ、ウエルド部の強度も十分に確保されるので、自動二輪車のインレットパイプ51に好適であると言える。
また、エラストマーには、熱可塑性エラストマー(TPE)とゴムの両方が含まれるが、本インレットパイプ51では、熱可塑性エラストマーを使用することによって、高温で加圧させると塑性変形させることができ、これによって、再成形が容易で、リサイクルを可能にしている。
また、インレットパイプ51の一端部には径方向に延出する一対の延出部(フランジ)63A、63Aが設けられ、これら延出部63A、63Aを介してエンジン20と接続するようにしているため、エンジン20との接続部分である延出部63A、63Aに熱影響に対する強度が求められるが、このインレットパイプ51がポリフェニレンサルファイドからなる樹脂で形成されるので、要求される強度を確保できる。
また、インレットパイプ51の他端部にも径方向に延出する一対の延出部(フランジ)62A、62Aが設けられており、これら延出部62A、62Aを介してスロットルボディ53を支持するので、インレットパイプ51の両端に設けた延出部62A、63Aを介してエンジン20に接続し、かつ、スロットルボディ53を支持する構成でも、スロットルボディ53へのエンジン20の熱影響を回避でき、かつ、十分な強度を確保できる。
また、インレットパイプ51を樹脂成形する段階では、型にインサートカラー63C、63Cをセットしておき、溶融した樹脂材料をゲートより型に流し込んで該カラー63C、63Cをインサートするので、インサートカラー63C、63Cを容易にインサートできる。
例えば、上記実施形態では、インジェクタ支持部64が、インジェクタ60を挿通する開口部51Bよりインジェクタ60の軸線L2に対して径方向に延出する第1延出部64Aを有し、この第1延出部64Aに、インジェクタ60を上方より覆うカバー部材80をボルト94とナット96で固定し、インジェクタ60をインレットパイプ51に支持する構成としたが、これに限らず、要は、インジェクタ60の径方向に延出する第1延出部64Aを用いてインジェクタ60を支持する構成(第1延出部64Aに雌ねじ部を樹脂成形する構成は除く)を広く適用可能である。
すなわち、インジェクタ60の径方向に延出する第1延出部64Aを用いてインジェクタ60を支持するので、インジェクタ支持用のスペースを広く確保でき、このスペースを利用すれば、種々の支持構造を用いてインジェクタを支持することが可能である。例えば、第1延出部64Aに金属製のナット(インサートナット)を埋め込み、このナットにボルトを介してインジェクタ60を固定する構成にすることも容易であり、また、第1延出部64Aに爪等の係合部材を設け、インジェクタ60をその係合部に引っ掛けて固定する構成にするようにしてもよい。
また、上記実施形態では、単気筒の4サイクル空冷エンジンに本発明を適用する場合について説明したが、これに限らず、多気筒エンジン、水冷エンジン等の公知のエンジンに本発明を適用してもよい。また、図1に示した自動二輪車に本発明を適用する場合について説明したが、これに限らず、他の自動二輪車、ATV、MUV或いはゴルフカートに分類される三輪車両や四輪車両等に本発明を適用してもよい。
2 車体フレーム
20 エンジン
22 シリンダ部
24 クランクケース
51 インレットパイプ(吸気管)
51A 吸気通路
51B 開口部(インジェクタ挿通用開口部)
53 スロットルボディ
53Y、58、91、92、94 ボルト(締結部材)
53X、60B コネクタ部
55 コネクティングチューブ
57 エアクリーナ
60 インジェクタ(燃料噴射弁)
60A 本体部
60G 窪み部
60G1、第1壁部(段部)
60G2 第2壁部(段部)
61 屈曲管部
61A 上流側の管部(縮径部)
61B 下流側の管部(拡径部)
62 第1フランジ部(スロットルボディ接続部)
63 第2フランジ部(エンジン接続部)
64 インジェクタ支持部
64A 第1延出部
64B 第2延出部
64B1 凹部
80 カバー部材
81 突出部
95 張り出し部
96 ナット
Claims (4)
- 車両に設けられたエアクリーナ(57)にコネクティングチューブ(55)を介して接続されたスロットルボディ(53)と、該車両のエンジン(20)との間に接続されて吸気通路(51A)を形成するインレットパイプにおいて、
このインレットパイプは、屈曲管部(61)と、前記屈曲管部(61)の一端部に設けられて前記屈曲管部(61)の径方向に延出して前記スロットルボディ(57)に接続される左右一対の第1フランジ(62A、62A)と、前記屈曲管部(61)の他端部に設けられて前記屈曲管部(61)の径方向に延出して前記エンジン(20)に接続される一対の第2フランジ(63A、63A)とを備え、
前記左右一対の第1フランジ(62A、62A)は、一方が前記屈曲管部(61)よりも上側に設けられ、他方が前記屈曲管部(61)よりも下側に設けられるとともに、これら第1フランジ(62A、62A)と前記屈曲管部(61)との間に、上下方向と左右方向に直交するリブ(67)を有し、
前記インレットパイプは、エラストマーを含むポリフェニレンサルファイドからなる樹脂で成形されることを特徴とするインレットパイプ。 - 前記第2フランジ(63A、63A)には、カラー(63C、63C)がインサートされており、このカラー(63C、63C)にボルト(92、92)を挿通させていることを特徴とする請求項1に記載のインレットパイプ。
- 前記インレットパイプを樹脂成形する段階では、型に前記カラー(63C、63C)をセットしておき、溶融した樹脂材料をゲートより型に流し込んで該カラー(63C、63C)をインサートすることを特徴とする請求項2に記載のインレットパイプ。
- 前記インレットパイプには、インジェクタ(60)を挿通する挿通口(51B)が設けられており、この挿通口(51B)から径方向に延出して前記インジェクタ(60)を覆うカバー部材(80)を支持する支持部(64)を備えることを特徴とする請求項1乃至3のいずれか一項に記載のインレットパイプ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009020886A JP5244638B2 (ja) | 2009-01-30 | 2009-01-30 | インレットパイプ |
| CN2010100032042A CN101793218B (zh) | 2009-01-30 | 2010-01-11 | 发动机进气结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009020886A JP5244638B2 (ja) | 2009-01-30 | 2009-01-30 | インレットパイプ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010174837A JP2010174837A (ja) | 2010-08-12 |
| JP2010174837A5 JP2010174837A5 (ja) | 2012-01-19 |
| JP5244638B2 true JP5244638B2 (ja) | 2013-07-24 |
Family
ID=42706030
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009020886A Expired - Fee Related JP5244638B2 (ja) | 2009-01-30 | 2009-01-30 | インレットパイプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5244638B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5775779B2 (ja) * | 2011-09-29 | 2015-09-09 | 本田技研工業株式会社 | 内燃機関 |
| JP5968608B2 (ja) * | 2011-10-28 | 2016-08-10 | 株式会社荒井製作所 | インレットパイプ |
| JP5862421B2 (ja) * | 2012-03-30 | 2016-02-16 | 本田技研工業株式会社 | 車両用内燃機関の吸気装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3944953B2 (ja) * | 1997-06-27 | 2007-07-18 | 株式会社デンソー | 内燃機関用吸気装置およびスロットルボディ |
| JP3901294B2 (ja) * | 1997-08-19 | 2007-04-04 | 本田技研工業株式会社 | 樹脂製パイプ部材 |
| JP3674389B2 (ja) * | 1999-04-21 | 2005-07-20 | 日産自動車株式会社 | 内燃機関の吸気マニホールド |
| JP2002355849A (ja) * | 2002-03-25 | 2002-12-10 | Excel Kk | 多層プラスチック成形体の製造方法 |
| JP3923420B2 (ja) * | 2002-12-02 | 2007-05-30 | 本田技研工業株式会社 | 小型車両におけるエンジンへの燃料供給構造 |
| JP2007269006A (ja) * | 2006-12-27 | 2007-10-18 | Aitec:Kk | 雪除け板付き吸気管の製造方法 |
| JP4759552B2 (ja) * | 2007-10-23 | 2011-08-31 | 本田技研工業株式会社 | 燃料噴射弁の取付構造 |
-
2009
- 2009-01-30 JP JP2009020886A patent/JP5244638B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010174837A (ja) | 2010-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8662518B2 (en) | Vehicle with rotatable fuel tank | |
| JP5030914B2 (ja) | 自動二輪車におけるキャニスタ取付け構造 | |
| US9140222B2 (en) | Intake passage structure for vehicle | |
| JP5905091B2 (ja) | 鞍乗り型車両 | |
| JP5323519B2 (ja) | エンジンの吸気構造 | |
| US20110174273A1 (en) | Air-Intake Duct for Vehicle and Vehicle | |
| JP6454118B2 (ja) | 鞍乗り型車両の電装品取付構造 | |
| JP5244638B2 (ja) | インレットパイプ | |
| WO2009157455A1 (ja) | 自動二輪車 | |
| JP2003176762A (ja) | 燃料噴射エンジンの燃料ホース取付構造 | |
| EP2332762A1 (en) | Servo motor layout structure of saddle-ride type vehicle | |
| CN101793218B (zh) | 发动机进气结构 | |
| JP6387737B2 (ja) | 鞍乗型車両の電装部品の取付構造 | |
| JP6693793B2 (ja) | エアクリーナ | |
| JP4999822B2 (ja) | 自動二輪車 | |
| JP3940144B2 (ja) | 自動二輪車の燃料系配置構造 | |
| JP6077827B2 (ja) | 車両の樹脂タンクの製造方法 | |
| JP6269081B2 (ja) | インジェクタ取付構造 | |
| JP2013217338A (ja) | 自動二輪車 | |
| JP5218123B2 (ja) | 自動二輪車のラジエータシュラウド構造 | |
| JP7436572B2 (ja) | フロントカバー | |
| JP6366193B2 (ja) | 鞍乗り型車両 | |
| JP2011190760A (ja) | パワーユニットの吸気系構造 | |
| JP5862421B2 (ja) | 車両用内燃機関の吸気装置 | |
| JP2005069232A (ja) | 自動二輪車の燃料系配置構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111125 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20111125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130123 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130408 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5244638 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |