JP5242990B2 - 水圧転写方法、水圧転写用転写フィルム及び水圧転写品 - Google Patents
水圧転写方法、水圧転写用転写フィルム及び水圧転写品 Download PDFInfo
- Publication number
- JP5242990B2 JP5242990B2 JP2007277501A JP2007277501A JP5242990B2 JP 5242990 B2 JP5242990 B2 JP 5242990B2 JP 2007277501 A JP2007277501 A JP 2007277501A JP 2007277501 A JP2007277501 A JP 2007277501A JP 5242990 B2 JP5242990 B2 JP 5242990B2
- Authority
- JP
- Japan
- Prior art keywords
- region
- article
- activator
- ink
- transfer film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000012546 transfer Methods 0.000 title claims description 188
- 238000000034 method Methods 0.000 title claims description 71
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims description 45
- 239000012190 activator Substances 0.000 claims description 107
- 238000007639 printing Methods 0.000 claims description 53
- 239000013543 active substance Substances 0.000 claims description 30
- 239000003795 chemical substances by application Substances 0.000 claims description 20
- 230000000694 effects Effects 0.000 claims description 11
- 230000003213 activating effect Effects 0.000 claims description 8
- 230000001846 repelling effect Effects 0.000 claims description 8
- 239000011342 resin composition Substances 0.000 claims description 8
- 239000002904 solvent Substances 0.000 claims description 7
- 239000000976 ink Substances 0.000 description 102
- 239000010410 layer Substances 0.000 description 96
- 230000000052 comparative effect Effects 0.000 description 14
- 239000000047 product Substances 0.000 description 14
- 238000001723 curing Methods 0.000 description 11
- 238000005034 decoration Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 6
- 239000000049 pigment Substances 0.000 description 5
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 238000007646 gravure printing Methods 0.000 description 4
- 239000011241 protective layer Substances 0.000 description 4
- 238000003848 UV Light-Curing Methods 0.000 description 3
- 230000004913 activation Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 230000035807 sensation Effects 0.000 description 3
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000620 organic polymer Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000012719 thermal polymerization Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 102100026793 Carboxypeptidase A6 Human genes 0.000 description 1
- 101000910782 Homo sapiens Carboxypeptidase A6 Proteins 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000001042 pigment based ink Substances 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- -1 polysiloxanes Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000015541 sensory perception of touch Effects 0.000 description 1
- 239000002195 soluble material Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/175—Transfer using solvent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/175—Transfer using solvent
- B44C1/1758—Decalcomanias applied under pressure only, e.g. provided with a pressure sensitive layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/914—Transfer or decalcomania
Landscapes
- Decoration By Transfer Pictures (AREA)
Description
この実施例1は、次の要領で実施された。
(1)転写フィルムは、図12に示すように、楕円形のドットが点在する印刷パターン部分(第1の領域)とドット間の印刷パターンのない部分(第2の領域)とから成る印刷パターンを有し、本出願人の一方の出願人である株式会社キュービックが水圧転写技術のライセンス先に「サークルチェックブラック2C」の「柄ナンバーK0200」と称する商品名で販売しているものであって、この商品から全外表面柄固定層又は全面インク層を有していないものを用いた。なお、「サークルチェック」の転写フィルムのパターンについて具体的に説明すると、図12に示すように、A部(縦)873.88μm、B部(横)580.28μmの整列間隔で互い違いに整列した楕円(C部(横)684.56μm、D部(縦)1011.27μm)サークル状にパール顔料系インク層から成る印刷パターンを有し、この楕円サークル状のインク層は約2μmの厚さを有し、また、水溶性フィルムは、約40μmの厚さを有している。なお、実際に販売しているものは、この全表面にさらにシルバー顔料インク等からなる全外表面固定層を設けたものであるが、本発明では、全外表面固定層を設ける前の状態の転写フィルムを用いている。
(2)被転写体である物品には、10cm×20cm×3mmのABS樹脂製の平板が用いられ、この物品に、図3(A)乃至図3(F)に示す工程順で前記転写フィルムを水圧転写した。
(3)活性剤としては、大橋化学工業株式会社製の商品名「ユービックSクリアー33−N2」と称する無溶剤タイプの紫外線硬化樹脂組成物を使用し、この活性剤は、転写フィルムを転写槽内に導入する直前にミヤバー塗布方法によって転写フィルムの印刷パターン上に塗布した。
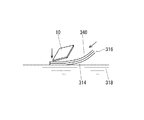
(4)このようにして活性化された転写フィルムを流水式の転写槽の水面上に順次供給して浮かばせ、活性剤のはじき作用と集合力によって凹凸を形成した後に、図1に示すように、転写フィルムを介して物品を水中に押し込んで水圧転写し、物品を水中から取り出した後、紫外線を照射し、水洗、乾燥を行って水圧転写品(加飾物品10D)を得た。
(5)このような条件において得られた物品の表面には、高低差で約12μmの凹凸を有し柄と一体的に隣接した装飾層(表面柄)が形成された。
比較例1は、転写フィルムとして、印刷パターンの上に、シルバー顔料が添加された透明インクの全外表面柄固定層をグラビア印刷によって形成してこの印刷パターンと全外表面柄固定層との厚みが約4μmである転写フィルム(株式会社キュービック製の商品名「サークルチェックブラック2C」の「柄ナンバーK0200」の転写フィルムを使用したことを除いて、実施例1と同様の工程で印刷パターンを水圧転写した。従って、この比較例1では、活性剤の余剰分は、第1の領域のインク層によるはじき作用と活性剤の集合力との両方が作用することがなく、第2の領域で活性剤が集合しない。図9の実物拡大写真は、この比較例1によって得られた加飾物品の表面状態を示し、この写真から解るように、表面の凹凸の高低差が僅かに3μm程度でしかなく、触指しても、柄の立体感はさらっとした程度で凹凸感や立体感は付与されていない。これは、転写フィルムが全外表面柄固定層を有するため、凹凸反転がされない結果である。
比較例2は、比較例1と同様の転写フィルムを用いたが、活性剤として、大橋化学工業株式会社製の商品名「C.P.A−H NORMAL EX」と称する溶剤タイプの樹脂組成物を用いた点で比較例1と異なる。図10の実物拡大写真は、この比較例2によって得られた加飾物品の表面状態を示し、この写真から解るように、その表面の凹凸の高低差が僅かに1.8μm程度でしかなく、凹凸触感(触覚的な立体感)は全く付与されていない。これも、比較例1と同様に、転写フィルムが全外表面柄固定層を有するため、凹凸反転がされない結果である。
実施例2は、図7(A)乃至(C)に示すように、物品10に対して転写フィルムの付き回り速度を種々変えながら印刷パターンが凹凸反転するようにして水圧転写したことを除いて実施例1と同様の方法で実施した。実施例2の(A)乃至(C)は、それぞれ物品表面の転写フィルムの付き回り速度を異ならせた3つの例である。
(A)転写フィルムの両側を固定して物品を水没させて転写フィルムの物品への付き回り速度は、水への付き回り速度と同じで水圧転写した場合(水流速度と転写フィルムのコンベヤ速度とを同じ1.3m/分とした場合)であり、その結果、物品に形成された「サークルチェック」の凹凸高低差は、図11(A)の実物拡大写真に示すように、11.37μmであった。
(B)転写フィルムの両側を、図7(B)(C)に示すように、狭めて物品表面の水への付き回り速度より約1.4倍に速度を早めて転写フィルムが付き回るようにした場合(水流速度1.3m/分に対して転写フィルムのコンベヤ速度0.9m/分とした場合)であり、その結果、物品に形成された「サークルチェック」の凹凸高低差は、図11(B)の実物拡大写真に示すように、16.75μmであった(これは、(A)の場合よりも約5.38μm高くなった)。
(C)転写フィルムの両側を、図7(B)(C)とは逆に、広げるように、物品表面の水への付き回り速度より約0.7倍に遅くして転写フィルムが付き回るようにした場合(水流速度1.3m/分に対して転写フィルムのコンベヤ速度1.7m/分とした場合)であり、その結果、物品に形成された「サークルチェック」の凹凸高低差は、図11(C)の実物拡大写真に示すように、9.31μmであった(これは、(A)の場合よりも約2.06μm低くなった)。
これらの例から解るように、転写フィルムの柄の間隔(第2の領域の幅又は大きさ)を狭めるようにして密着させることで物品に形成される凹凸をより顕著にすることができる。なお、本明細書において、「物品の水への付き回り速度」は、上記の説明から理解されるように、印刷パターンと物品表面とが1対1で密着することを基準にしており、印刷パターンと物品表面とが1未満対1のように印刷パターンを延ばす場合には、「物品の水への付き回り速度」が遅く、逆の場合には、「物品の水への付き回り速度」が速いと表現している。
10D 加飾物品
30 印刷層(装飾層)
30A インク印刷部分
30B インク印刷部分以外の部分(空間)
30BP 凸部(空間30Bに活性剤余剰分が凸状に流れ込み又は反転した部分)
312A 第1の領域
312I インク層
312B 第2の領域
312C 第2領域を凹凸反転して得られる印刷パターン
314 水溶性フィルム
316 転写フィルム
318 水
320 活性剤
320C 活性剤凸状集合部分
340 印刷パターン
Claims (10)
- 水溶性フィルム上に印刷パターンを施して形成された転写フィルムの前記印刷パターンを活性剤で活性化し、その後前記印刷パターンを物品の表面に水圧転写する方法において、前記転写フィルムとして前記印刷パターンがインク層を有する第1の領域とインク層を有しないか前記第1の領域よりも薄いインク層を有する第2の領域とから成っていて全外表面固定層を有しない転写フィルムを用意し、前記転写フィルムの表面に前記インク層を活性化するのに必要な量を越えて前記活性剤を塗布して前記第1の領域のインクを活性化した前記活性剤の余剰分を水圧転写時に前記物品の表面で押されて第2の領域に集合しつつ前記活性剤余剰分を前記物品の表面に突出させて活性剤凸状集合部分を形成し、前記物品上の前記印刷パターンの硬化時に前記活性剤凸状集合部分を収縮させることによって前記第1の領域に相応するインク印刷部分よりも前記第2の領域に相応する部分が突出して前記物品表面に立体的凹凸形状が付与されるようにしたことを特徴とする水圧転写方法。
- 水溶性フィルム上に印刷パターンを施して形成された転写フィルムの前記印刷パターンを活性剤で活性化し、その後前記印刷パターンを物品の表面に水圧転写する方法において、前記転写フィルムとして前記印刷パターンがインク層を有する第1の領域とインク層を有しないか前記第1の領域よりも薄いインク層を有する第2の領域とから成っていて全外表面固定層を有しない転写フィルムを用意し、前記転写フィルムの表面に前記インク層を活性化するのに必要な量を越えて前記活性剤を塗布して前記第1の領域のインクを活性化した前記活性剤の余剰分を前記第1の領域のインク層によるはじき作用と前記活性剤の集合力とによって前記第2の領域に凸状に集合させて活性剤凸状集合部分を形成し、その後前記転写フィルムの前記印刷パターンを前記物品の表面に水圧転写する際に前記第2の領域の前記活性剤凸状集合部分を前記物品の表面に凹凸反転させ、次いで前記物品上の前記印刷パターンの硬化時に前記活性剤凸状集合部分を収縮させることによって前記第1の領域に相応するインク印刷部分よりも前記第2の領域に相応する部分が突出して前記物品表面に立体的凹凸形状が付与されるようにしたことを特徴とする水圧転写方法。
- 請求項2に記載の水圧転写方法であって、前記活性剤の余剰分の集合は、前記第1の領域のインク層が前記活性剤を引き付ける力よりも前記第2の領域での活性剤集合力が大きく作用して行われることを特徴とする水圧転写方法。
- 請求項3に記載の水圧転写方法であって、前記転写フィルムの前記第1の領域の前記活性剤に対する界面張力は、前記第2の領域の前記活性剤に対する界面表面よりも低く設定されていることを特徴とする水圧転写方法。
- 請求項1乃至4のいずれかに記載の水圧転写方法であって、前記活性剤は、0.01乃至3重量%のレべリング剤を含んでいることを特徴とする水圧転写方法。
- 請求項1乃至5のいずれかに記載の水圧転写方法であって、前記活性剤は、溶剤含有型又は溶剤非含有型の紫外線硬化型樹脂組成物であり、前記印刷パターンの紫外線硬化時に前記活性剤凸状集合部分も紫外線硬化させることを特徴とする水圧転写方法。
- 請求項1乃至6のいずれかに記載の水圧転写方法であって、前記水圧転写は、前記転写フィルムを縦横の少なくともいずれかに収縮するように前記転写フィルムを物品の表面に付き回させて行うことを特徴とする水圧転写方法。
- 請求項7に記載の水圧転写方法であって、前記転写フィルムの収縮による物品表面への付き回しは、前記物品が水に付き回る速さよりも前記転写フィルムが物品に付き回る速さが速くなるようにして行われることを特徴とする水圧転写方法。
- 請求項1乃至8のいずれかに記載の水圧転写方法であって、前記物品上の前記印刷パターンの硬化時に前記活性剤凸状集合部分を収縮させる際に、前記第1の領域に相応するインク印刷部分と前記第2の領域に相応する部分との境目に収縮差を生じさせることを特徴とする水圧転写方法。
- 請求項1乃至8のいずれかに記載の水圧転写方法によって形成された立体凹凸表面を有することを特徴とする水圧転写品。
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007277501A JP5242990B2 (ja) | 2007-10-25 | 2007-10-25 | 水圧転写方法、水圧転写用転写フィルム及び水圧転写品 |
| TW097139212A TWI427006B (zh) | 2007-10-25 | 2008-10-13 | 水壓轉印方法,水壓轉印用轉印薄膜及水壓轉印品 |
| KR1020107011316A KR101479286B1 (ko) | 2007-10-25 | 2008-10-24 | 수압 전사 방법, 수압 전사용 전사 필름 및 수압 전사품 |
| US12/739,409 US8794149B2 (en) | 2007-10-25 | 2008-10-24 | Water pressure transfer method, a transfer film for water pressure transfer and a water pressure transfer article |
| CA2703117A CA2703117C (en) | 2007-10-25 | 2008-10-24 | A water pressure transfer method, a transfer film for water pressure transfer and a water pressure transfer article |
| EP08841988.2A EP2221189B1 (en) | 2007-10-25 | 2008-10-24 | Method of hydraulic transfer |
| MYPI2010001838A MY165700A (en) | 2007-10-25 | 2008-10-24 | A water pressure transfer method, a transfer film for water pressure transfer and a water pressure transfer article |
| PCT/JP2008/069304 WO2009054482A1 (ja) | 2007-10-25 | 2008-10-24 | 水圧転写方法、水圧転写用転写フィルム及び水圧転写品 |
| CN2008801225698A CN101909901B (zh) | 2007-10-25 | 2008-10-24 | 水压转印方法、水压转印用转印膜及水压转印品 |
| PL08841988T PL2221189T3 (pl) | 2007-10-25 | 2008-10-24 | Sposób hydraulicznego przenoszenia |
| HK11101722.0A HK1147725A1 (en) | 2007-10-25 | 2011-02-22 | Method of hydraulic transfer, transfer film for hydraulic transfer, and hydraulic-transfer article |
| US14/448,668 US9090118B2 (en) | 2007-10-25 | 2014-07-31 | Water pressure transfer method, a transfer film for water pressure transfer and a water pressure transfer article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007277501A JP5242990B2 (ja) | 2007-10-25 | 2007-10-25 | 水圧転写方法、水圧転写用転写フィルム及び水圧転写品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009101657A JP2009101657A (ja) | 2009-05-14 |
| JP5242990B2 true JP5242990B2 (ja) | 2013-07-24 |
Family
ID=40579584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007277501A Expired - Fee Related JP5242990B2 (ja) | 2007-10-25 | 2007-10-25 | 水圧転写方法、水圧転写用転写フィルム及び水圧転写品 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US8794149B2 (ja) |
| EP (1) | EP2221189B1 (ja) |
| JP (1) | JP5242990B2 (ja) |
| KR (1) | KR101479286B1 (ja) |
| CN (1) | CN101909901B (ja) |
| CA (1) | CA2703117C (ja) |
| HK (1) | HK1147725A1 (ja) |
| MY (1) | MY165700A (ja) |
| PL (1) | PL2221189T3 (ja) |
| TW (1) | TWI427006B (ja) |
| WO (1) | WO2009054482A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY154646A (en) * | 2009-04-30 | 2015-07-15 | Taica Corp | A water pressure transfer method, a water pressure transfer article and a coating agent for a water pressure transfer film |
| TWI516384B (zh) | 2010-02-22 | 2016-01-11 | 塔壹卡股份有限公司 | 水轉印膜用消光活性劑、水轉印方法及水轉印品 |
| TW201129480A (en) * | 2010-02-26 | 2011-09-01 | Hirotech Transfer Technology Company Ltd | Method of creating three-dimensional patterns on the object surface |
| TW201242795A (en) * | 2011-01-20 | 2012-11-01 | Taica Corp | A water pressure transfer method, a transfer film for water pressure transfer, an ink for a transfer film and a water pressure transfer article |
| CN102285261A (zh) * | 2011-06-09 | 2011-12-21 | 曹人天 | 印刷薄膜及其制备方法和印刷工艺 |
| JP6170430B2 (ja) * | 2012-03-22 | 2017-07-26 | 株式会社クラレ | 液圧転写用ベースフィルム |
| CN103862904B (zh) * | 2012-12-11 | 2016-12-21 | 黄北江 | 一种水转印表面披覆薄膜 |
| CN103862903B (zh) * | 2012-12-11 | 2016-06-08 | 黄北江 | 一种新型水转印披覆膜 |
| US20140166196A1 (en) * | 2012-12-15 | 2014-06-19 | Michael Flynn | Golf ball alignment device |
| US9989919B2 (en) | 2013-07-30 | 2018-06-05 | Daigin Chemical Co., Ltd. | Method for forming a hydraulic transfer film, hydraulic transfer film, and patterned article |
| TWI552887B (zh) * | 2014-06-12 | 2016-10-11 | Daigin Chemical Co Ltd | Water pressure transfer method and transfer film structure |
| JP6410508B2 (ja) | 2014-05-20 | 2018-10-24 | トリニティ工業株式会社 | 加飾部品及びその製造方法 |
| TWI589459B (zh) * | 2014-09-26 | 2017-07-01 | Daigin Chemical Co Ltd | Water pressure transfer method for producing relief touch |
| WO2016123740A1 (zh) * | 2015-02-02 | 2016-08-11 | 浙江大学 | 一种可计算的三维彩色印刷方法 |
| CN111942071B (zh) * | 2019-05-17 | 2021-11-30 | 大勤化成股份有限公司 | 用于产生凸纹的水压转印方法 |
| TWI705906B (zh) * | 2019-05-17 | 2020-10-01 | 大勤化成股份有限公司 | 用於產生凸紋的水壓轉印方法 |
| CN114589921A (zh) * | 2020-12-04 | 2022-06-07 | 中国石油化工股份有限公司 | 3d打印设备、制件打印与着色方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3811915A (en) * | 1971-04-27 | 1974-05-21 | Inmont Corp | Printing method for forming three dimensional simulated wood grain,and product formed thereby |
| JPH05270199A (ja) * | 1992-03-26 | 1993-10-19 | Toppan Printing Co Ltd | 化粧板の製造方法 |
| JPH0640198A (ja) | 1992-07-27 | 1994-02-15 | Kiyuubitsuku:Kk | 液圧転写品の表面改質方法 |
| JP3482506B2 (ja) | 1994-04-11 | 2003-12-22 | 株式会社キュービック | 異形凹凸表面を有する加飾施工品並びにその製造方法 |
| US6437023B1 (en) * | 1997-04-11 | 2002-08-20 | Cubic Co., Ltd. | Liquid pressure transfer ink, liquid pressure transfer film, liquid pressure transfer product and liquid pressure transfer method |
| KR20030035933A (ko) * | 2001-10-30 | 2003-05-09 | 다이니혼 잉키 가가쿠 고교 가부시키가이샤 | 수압 전사 방법 |
| TWI382934B (zh) * | 2003-10-22 | 2013-01-21 | Kuraray Co | 水壓轉印方法、水壓轉印用薄片及水壓轉印用基底薄膜 |
| EP1724120B1 (en) * | 2004-02-18 | 2013-03-06 | Taica Corporation | Hydraulic transfer method |
| WO2007023525A1 (ja) | 2005-08-23 | 2007-03-01 | Taica Corporation | 水圧転写フィルム用塗布剤、水圧転写方法及び水圧転写品 |
| JP2007090836A (ja) * | 2005-09-30 | 2007-04-12 | Dainippon Printing Co Ltd | 水圧転写用シート |
| JP2007098608A (ja) * | 2005-09-30 | 2007-04-19 | Dainippon Printing Co Ltd | 水圧転写方法 |
| MY154646A (en) * | 2009-04-30 | 2015-07-15 | Taica Corp | A water pressure transfer method, a water pressure transfer article and a coating agent for a water pressure transfer film |
-
2007
- 2007-10-25 JP JP2007277501A patent/JP5242990B2/ja not_active Expired - Fee Related
-
2008
- 2008-10-13 TW TW097139212A patent/TWI427006B/zh not_active IP Right Cessation
- 2008-10-24 PL PL08841988T patent/PL2221189T3/pl unknown
- 2008-10-24 US US12/739,409 patent/US8794149B2/en not_active Expired - Fee Related
- 2008-10-24 EP EP08841988.2A patent/EP2221189B1/en not_active Not-in-force
- 2008-10-24 MY MYPI2010001838A patent/MY165700A/en unknown
- 2008-10-24 CA CA2703117A patent/CA2703117C/en not_active Expired - Fee Related
- 2008-10-24 WO PCT/JP2008/069304 patent/WO2009054482A1/ja active Application Filing
- 2008-10-24 KR KR1020107011316A patent/KR101479286B1/ko not_active IP Right Cessation
- 2008-10-24 CN CN2008801225698A patent/CN101909901B/zh not_active Expired - Fee Related
-
2011
- 2011-02-22 HK HK11101722.0A patent/HK1147725A1/xx not_active IP Right Cessation
-
2014
- 2014-07-31 US US14/448,668 patent/US9090118B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN101909901B (zh) | 2013-03-27 |
| WO2009054482A1 (ja) | 2009-04-30 |
| PL2221189T3 (pl) | 2014-08-29 |
| JP2009101657A (ja) | 2009-05-14 |
| KR101479286B1 (ko) | 2015-01-05 |
| EP2221189A1 (en) | 2010-08-25 |
| EP2221189B1 (en) | 2014-03-19 |
| US9090118B2 (en) | 2015-07-28 |
| CA2703117A1 (en) | 2009-04-30 |
| KR20100090698A (ko) | 2010-08-16 |
| TW200927520A (en) | 2009-07-01 |
| US8794149B2 (en) | 2014-08-05 |
| CA2703117C (en) | 2014-08-12 |
| MY165700A (en) | 2018-04-20 |
| CN101909901A (zh) | 2010-12-08 |
| US20100229745A1 (en) | 2010-09-16 |
| HK1147725A1 (en) | 2011-08-19 |
| TWI427006B (zh) | 2014-02-21 |
| US20150020703A1 (en) | 2015-01-22 |
| EP2221189A4 (en) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5242990B2 (ja) | 水圧転写方法、水圧転写用転写フィルム及び水圧転写品 | |
| JP5616332B2 (ja) | 水圧転写方法、水圧転写品及び水圧転写フィルム用塗布剤 | |
| KR101051289B1 (ko) | 수압전사방법 및 수압 전사품 | |
| TWI312734B (en) | Water pressure transfer method and water pressure transfer article | |
| JP4166816B2 (ja) | 水圧転写方法、水圧転写品及び水圧転写フィルム用塗布剤 | |
| FR2827529A1 (fr) | Article a revetement imitant les goutelettes et son procede de fabrication | |
| KR20120095931A (ko) | 수압전사 필름용 활성제, 수압전사 방법 및 수압전사품 | |
| JP2021154727A (ja) | 水圧転写方法 | |
| CN101405152A (zh) | 装饰玻璃的膜及其制造方法 | |
| JP2004358681A (ja) | 物品上に紫外線硬化型表面保護層を形成する方法及びこの方法によって得られた製品 | |
| JP3826362B2 (ja) | 表面保護層の水圧転写方法及び水圧転写品 | |
| TWI331099B (en) | Water pressure transfering method and water pressure transfer article | |
| JP2686542B2 (ja) | 同調エンボス模様を有する絵付成形体の製造方法 | |
| JPH07237286A (ja) | 化粧シート及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5242990 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |