JP5210144B2 - タイヤ硬化ブラダ - Google Patents
タイヤ硬化ブラダ Download PDFInfo
- Publication number
- JP5210144B2 JP5210144B2 JP2008326271A JP2008326271A JP5210144B2 JP 5210144 B2 JP5210144 B2 JP 5210144B2 JP 2008326271 A JP2008326271 A JP 2008326271A JP 2008326271 A JP2008326271 A JP 2008326271A JP 5210144 B2 JP5210144 B2 JP 5210144B2
- Authority
- JP
- Japan
- Prior art keywords
- bladder
- shoulder
- gauge
- tire
- central
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/48—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling
- B29C33/50—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling elastic or flexible
- B29C33/505—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling elastic or flexible cores or mandrels, e.g. inflatable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0654—Flexible cores therefor, e.g. bladders, bags, membranes, diaphragms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0654—Flexible cores therefor, e.g. bladders, bags, membranes, diaphragms
- B29D2030/0655—Constructional or chemical features of the flexible cores
Description
「アスペクト比」は、タイヤの断面高さと断面幅との比を意味する。
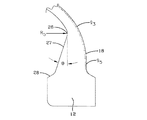
一例では、ブラダは、以下の表1に示されているようなゲージ分布を有してよい。表1において、各位置は図1の数値で示されている。

Claims (5)
- タイヤ硬化プレス機に取り付けられる空気入りタイヤを形作る膨張可能なブラダであって、
取り付けられる前の弛緩した状態において、
互いに向かい合う一対の環状ビードを有する本体を有し、該本体は、中央部と、サイドウォール部と、前記中央部と前記サイドウォール部との間に挿入されたショルダ部とで特徴付けられ、前記本体は外郭面と内郭面によって形成され、前記外郭面は前記内郭面と異なるように形作られ、
前記中央部のブラダゲージは、中心点から前記中心点と前記ショルダ部との間に位置する最小点まで小さくなり、次に前記ブラダゲージは、前記最小点から前記ショルダ部の軸方向内側に位置する最大点まで大きくなることを特徴とする、ブラダ。 - 前記内郭面のショルダ部の半径は前記中央部の半径より小さい、請求項1に記載のブラダ。
- 前記外郭面のショルダ部の半径は前記中央部の半径より小さい、請求項1に記載のブラダ。
- 前記中央部のブラダゲージは、中心点から前記中心点と前記ショルダ部との間の点まで小さくなる、請求項1に記載のブラダ。
- 前記ブラダゲージは前記ショルダ部からビード領域まで大きくなる、請求項1に記載のブラダ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US1545207P | 2007-12-20 | 2007-12-20 | |
| US61/015,452 | 2007-12-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009149089A JP2009149089A (ja) | 2009-07-09 |
| JP2009149089A5 JP2009149089A5 (ja) | 2011-12-01 |
| JP5210144B2 true JP5210144B2 (ja) | 2013-06-12 |
Family
ID=40456488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008326271A Expired - Fee Related JP5210144B2 (ja) | 2007-12-20 | 2008-12-22 | タイヤ硬化ブラダ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8057204B2 (ja) |
| EP (1) | EP2072206B1 (ja) |
| JP (1) | JP5210144B2 (ja) |
| CN (1) | CN101462329B (ja) |
| BR (1) | BRPI0805318A2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013098713A1 (en) * | 2011-12-27 | 2013-07-04 | Pirelli Tyre S.P.A. | Method and device for controlling the moulding of a tyre in a tyre building plant |
| JP6853825B2 (ja) | 2016-02-03 | 2021-03-31 | クーパー タイヤ アンド ラバー カンパニーCooper Tire & Rubber Company | ゴムで覆われたrfidタグ付きのタイヤブラダー |
| US10821691B2 (en) * | 2018-12-19 | 2020-11-03 | The Goodyear Tire & Rubber Company | Corrugated tire bladder |
| CN113547675B (zh) * | 2021-07-27 | 2023-05-12 | 中国化工集团曙光橡胶工业研究设计院有限公司 | 一种防止大规格子午线航空轮胎硫化出锅时胎里肩部出现折痕的方法 |
| CN114589848B (zh) * | 2022-03-09 | 2024-03-19 | 淮安远大机械有限公司 | 一种橡胶轮胎输送生产线用成型装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2695424A (en) * | 1951-12-17 | 1954-11-30 | Us Rubber Co | Thin walled curing bag |
| US2730763A (en) * | 1953-05-06 | 1956-01-17 | Nat Rubber Machinery Co | Tire curing press |
| GB938797A (en) | 1960-06-07 | 1963-10-09 | Macbeth Patents Ltd | Improvements in or relating to the manufacture of vehicle tyres |
| GB951049A (en) | 1962-03-31 | 1964-03-04 | Goodyear Tire & Rubber | Tire curing bladder |
| FR2154860A5 (ja) * | 1971-09-28 | 1973-05-18 | Gazuit Georges | |
| US4197064A (en) * | 1973-08-27 | 1980-04-08 | Donald Macmillan & Son, Inc. | Tire retreading bladder |
| US3963394A (en) | 1975-06-25 | 1976-06-15 | Uniroyal Inc. | Bladder for shaping pneumatic tire |
| US3989429A (en) * | 1975-07-14 | 1976-11-02 | The B. F. Goodrich Company | Reinforced membrane |
| FR2337030A1 (fr) | 1976-01-02 | 1977-07-29 | Michelin & Cie | Membrane de moulage de pneumatiques et son procede de fabrication |
| JPS5732932A (en) | 1980-08-06 | 1982-02-22 | Mitsubishi Heavy Ind Ltd | Bladder for tire vulcanizer |
| US4776781A (en) | 1987-10-06 | 1988-10-11 | Bridgestone Corporation | Open-end bladder for vulcanization of pneumatic tire |
| JPH05417A (ja) * | 1991-03-05 | 1993-01-08 | Bridgestone Corp | 空気入りラジアルタイヤの製造方法およびそれに用いるブラダー |
| JP2003231128A (ja) * | 2002-02-06 | 2003-08-19 | Yokohama Rubber Co Ltd:The | タイヤ加硫用ブラダー |
| US7128545B2 (en) * | 2004-08-23 | 2006-10-31 | The Goodyear Tire & Rubber Company | Tire curing bladder |
| US7144236B2 (en) | 2004-08-23 | 2006-12-05 | The Goodyear Tire & Rubber Company | Tire curing bladder |
| JP2006095753A (ja) * | 2004-09-28 | 2006-04-13 | Bridgestone Corp | タイヤ用加硫ブラダー |
| JP2006168128A (ja) * | 2004-12-15 | 2006-06-29 | Yokohama Rubber Co Ltd:The | タイヤ加硫用ブラダー |
| US20080084007A1 (en) | 2006-10-05 | 2008-04-10 | Carlisle Intangible Company | Low aspect ratio tire curing bladder |
-
2008
- 2008-09-25 US US12/237,411 patent/US8057204B2/en not_active Expired - Fee Related
- 2008-12-09 BR BRPI0805318-9A patent/BRPI0805318A2/pt not_active IP Right Cessation
- 2008-12-09 EP EP08171048A patent/EP2072206B1/en not_active Expired - Fee Related
- 2008-12-22 CN CN2008101853699A patent/CN101462329B/zh not_active Expired - Fee Related
- 2008-12-22 JP JP2008326271A patent/JP5210144B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2072206B1 (en) | 2012-01-25 |
| CN101462329B (zh) | 2013-12-11 |
| US8057204B2 (en) | 2011-11-15 |
| CN101462329A (zh) | 2009-06-24 |
| JP2009149089A (ja) | 2009-07-09 |
| EP2072206A1 (en) | 2009-06-24 |
| BRPI0805318A2 (pt) | 2009-08-18 |
| US20090159215A1 (en) | 2009-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015193379A (ja) | 非空気圧タイヤ | |
| JP5210144B2 (ja) | タイヤ硬化ブラダ | |
| EP1629963B1 (en) | Tire curing bladder | |
| US6571845B1 (en) | Low-section tire and mould and process for manufacturing a tire air tube | |
| US20110001273A1 (en) | Bladder, an apparatus and a method for shaping and curing a tire | |
| JP2006095753A (ja) | タイヤ用加硫ブラダー | |
| US20190184767A1 (en) | Post-cure sidewall stabilizing reinforcement and method of manufacturing | |
| JP4175450B2 (ja) | タイヤ加硫用ブラダー | |
| JP5362264B2 (ja) | 加硫ブラダー | |
| JP4595243B2 (ja) | 空気入りラジアルタイヤの製造方法 | |
| JP5026900B2 (ja) | 加硫ブラダの製造方法および加硫ブラダ | |
| JP3351867B2 (ja) | グリーンタイヤ | |
| WO2014020991A1 (ja) | タイヤ形成用の剛性中子 | |
| CN102371695B (zh) | 充气轮胎的制造方法以及成型装置 | |
| CN216466331U (zh) | 一种轮胎硫化胶囊及轮胎硫化装置 | |
| KR20170062588A (ko) | 타이어 가류용 블래더 | |
| JP2018167447A (ja) | タイヤ加硫用のブラダー | |
| JP2018192658A (ja) | 空気入バイアスタイヤ、及びその製造方法 | |
| JP4903952B2 (ja) | タイヤ加硫用金型 | |
| JP4410580B2 (ja) | タイヤ加硫装置 | |
| JP2006159985A (ja) | 空気入りランフラットタイヤ | |
| JP3831384B2 (ja) | 空気入りタイヤの製造方法 | |
| JP2013001157A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2015054408A (ja) | タイヤ加硫成形用モールド、並びに、そのタイヤ加硫成形用モールドにより製造された空気入りタイヤ及びその製造方法 | |
| JP2005059431A (ja) | タイヤ成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5210144 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |