JP3831384B2 - 空気入りタイヤの製造方法 - Google Patents
空気入りタイヤの製造方法 Download PDFInfo
- Publication number
- JP3831384B2 JP3831384B2 JP2004064073A JP2004064073A JP3831384B2 JP 3831384 B2 JP3831384 B2 JP 3831384B2 JP 2004064073 A JP2004064073 A JP 2004064073A JP 2004064073 A JP2004064073 A JP 2004064073A JP 3831384 B2 JP3831384 B2 JP 3831384B2
- Authority
- JP
- Japan
- Prior art keywords
- bead
- tire
- rim
- flange
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
タイヤのビ−ド部は図6に示すように、タイヤ1 のビ−ド部2 につきリム21のビ−ド座23、湾曲部24、およびフランジ25に対し圧着する表面SBが、上記リムの各部分を連ねた形状と実質上同一に形成されている。
このようにフランジとビ−ド部につき周上密着した部分と離隔した部分を保持したまま組立てられるとリムとタイヤの回転軸がずれ、それによって車輪としてのユニフォミティの悪化は免れず、回転バランスおよび走行安定性を損なうこととなる。
本発明はかかる問題に鑑み、車輪ユニフォミティに優れる空気入りタイヤの製造方法を提供することを目的とする。
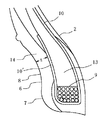
図1においてタイヤ1 は、円筒状のクラウン部5 の両端から径方向内側に向かって先端部にビ−ド部2 を備えたサイドウォ−ル3 が連なり、リム組み時にリムのフランジに当接するビ−ド部背面6 がフランジ側に突出した膨出ヒ−ル7 と、その径方向外側に連なる凹部8 より成る。なお図1において赤道面O より右半分を省略しているが、左右対称である。
カ−カスプライの両端部は、ビ−ドコア9 の回りを軸方向外側に巻上げられ巻上げ端部10' を形成し、カ−カス10との間に硬質ゴムのビ−ドフィラ−13を、そしてその外側、即ちビ−ド部背面6 の位置に同様に硬質のゴムチェ−ファ14を配置し補強している。ゴムチェ−ファ14 のゲ−ジt は、タイヤのサイズにもよるが、2.5〜4mm(加硫後)は必要である。
図3において加硫機31自体公知のもので、左右の金型32はグリ−ンタイヤのサイドウォ−ル3'を型付けするサイドモ−ルド33と、同ビ−ド部2'を型付けするビ−ドリング34が連なる。符号35はグリ−ンタイヤの内側から加圧するためのブラダ−である。
この場合、カ−カスを1500d/2 ポリエステルコ−ド(1プライ)、ゴムチェ−ファの加硫硬化後のショアA 硬度75°を両種のタイヤに共通して適用した。
ビ−ドリングのベ−ス幅が上記範囲の下限値90% に満たないときは、ゴムチェ−ファの必要なゲ−ジを得ることができず、また100% を越えるとチェ−ファ、その他のゴムが付き過ぎてコスト増になるばかりでなく、加硫時のブラダ−圧不足による製品不良率も増加する。

2 ビ−ド部
3 サイドウォ−ル
5 クラウン部
6 ビ−ド部背面
7 膨出ヒ−ル
8 凹部
15 グリ−ンタイヤのビ−ドコア
21 リム
32 金型
34 ビ−ドリング
35 ブラダ−
WM ビ−ドリングのベ−ス幅
WT グリ−ンタイヤのビ−ド幅
Claims (1)
- 円筒状クラウン部の両端から径方向内側に向かって先端部にビ−ドコアを埋設したビ−ド部を有するサイドウォ−ルが連なり、リム組み時にリムのフランジに当接するビ−ド部背面がフランジ側に突出した膨出ヒ−ルと、この径方向外側に連なり逆側に窪んだ凹部より成るタイヤを金型内で内側からブラダ−を介し加圧して加硫成型する方法において、タイヤのビ−ド部を型付けする金型の部分が、グリ−ンタイヤのビ−ドコア中心レベルでのビ−ド幅対比90〜100% のベ−ス幅を有するビ−ドリングによって加硫成型することを特徴とする空気入りタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004064073A JP3831384B2 (ja) | 2004-03-08 | 2004-03-08 | 空気入りタイヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004064073A JP3831384B2 (ja) | 2004-03-08 | 2004-03-08 | 空気入りタイヤの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27223894A Division JPH08132448A (ja) | 1994-11-07 | 1994-11-07 | 空気入りタイヤの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004155211A JP2004155211A (ja) | 2004-06-03 |
| JP3831384B2 true JP3831384B2 (ja) | 2006-10-11 |
Family
ID=32822240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004064073A Expired - Fee Related JP3831384B2 (ja) | 2004-03-08 | 2004-03-08 | 空気入りタイヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3831384B2 (ja) |
-
2004
- 2004-03-08 JP JP2004064073A patent/JP3831384B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004155211A (ja) | 2004-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4523815B2 (ja) | 重荷重用空気入りタイヤ及びその製造方法 | |
| JP5588459B2 (ja) | タイヤトレッド及びその製造方法 | |
| US6488797B1 (en) | First stage run flat tire building drum and method of using same | |
| US6406575B1 (en) | Process for producing a pneumatic tire | |
| JP2013060181A (ja) | 空気入りタイヤ及びその製造方法 | |
| US10308082B2 (en) | Run-flat tire | |
| KR20130009974A (ko) | 공기 타이어의 제조 방법 | |
| JP2005533685A (ja) | ばりを低減するための分割タイヤ金型 | |
| AU639120B2 (en) | A tread for truck tires | |
| JP3831384B2 (ja) | 空気入りタイヤの製造方法 | |
| JP7454390B2 (ja) | 空気入りラジアルタイヤ、空気入りラジアルタイヤの製造方法、及びタイヤ加硫金型 | |
| JP2005193758A (ja) | 空気入りタイヤ | |
| JP2000006154A (ja) | 空気入りタイヤの加硫用金型、空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP7454391B2 (ja) | 空気入りタイヤ、空気入りタイヤの製造方法、及びタイヤ加硫金型 | |
| JPH08230072A (ja) | トラック、バス用の更生タイヤの製造方法 | |
| JP2018114781A (ja) | 更生タイヤ | |
| JP4299516B2 (ja) | 空気入りタイヤの製造方法及びタイヤ加硫金型 | |
| JP2634971B2 (ja) | 空気入りタイヤ | |
| JPH11320705A (ja) | 空気入りタイヤの製造方法 | |
| JP5753455B2 (ja) | タイヤ更生判定方法 | |
| JPH08132448A (ja) | 空気入りタイヤの製造方法 | |
| JP5026900B2 (ja) | 加硫ブラダの製造方法および加硫ブラダ | |
| JP4952925B2 (ja) | 空気入りタイヤの加硫成形方法及びその装置 | |
| JP3210421B2 (ja) | 空気入りラジアルタイヤの製造方法 | |
| JP4041369B2 (ja) | タイヤ加硫金型、及びそれを用いた裾開き形状の空気入りタイヤ空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040407 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040407 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060328 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060713 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090721 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100721 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110721 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110721 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120721 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120721 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130721 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |