JP5112590B2 - 外包袋内に抽出用バッグを包装するための方法および装置 - Google Patents
外包袋内に抽出用バッグを包装するための方法および装置 Download PDFInfo
- Publication number
- JP5112590B2 JP5112590B2 JP2001561623A JP2001561623A JP5112590B2 JP 5112590 B2 JP5112590 B2 JP 5112590B2 JP 2001561623 A JP2001561623 A JP 2001561623A JP 2001561623 A JP2001561623 A JP 2001561623A JP 5112590 B2 JP5112590 B2 JP 5112590B2
- Authority
- JP
- Japan
- Prior art keywords
- station
- sheet
- filter bag
- longitudinal edges
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 28
- 238000004806 packaging method and process Methods 0.000 title claims description 22
- 238000000605 extraction Methods 0.000 title claims description 12
- 238000005304 joining Methods 0.000 claims description 20
- 238000007789 sealing Methods 0.000 claims description 16
- 239000005022 packaging material Substances 0.000 claims description 14
- 238000003825 pressing Methods 0.000 claims description 9
- 230000008878 coupling Effects 0.000 claims description 6
- 238000010168 coupling process Methods 0.000 claims description 6
- 238000005859 coupling reaction Methods 0.000 claims description 6
- 230000001360 synchronised effect Effects 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 4
- 239000000047 product Substances 0.000 description 14
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 239000000463 material Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 2
- 235000007866 Chamaemelum nobile Nutrition 0.000 description 1
- 240000007154 Coffea arabica Species 0.000 description 1
- 244000042664 Matricaria chamomilla Species 0.000 description 1
- 235000007232 Matricaria chamomilla Nutrition 0.000 description 1
- 244000269722 Thea sinensis Species 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/16—Applying or generating heat or pressure or combinations thereof by rotary members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B29/00—Packaging of materials presenting special problems
- B65B29/02—Packaging of substances, e.g. tea, which are intended to be infused in the package
- B65B29/028—Packaging of substances, e.g. tea, which are intended to be infused in the package packaging infusion material into filter bags
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Packages (AREA)
- Basic Packing Technique (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
技術分野
本発明はシールされた外包袋内にコーヒー、紅茶、カモミール等の抽出用製品のためのフィルタバッグを包装する方法、およびこの方法を実行する装置に関する。
【0002】
技術背景
現在、フィルタバッグを製造するための装置は次々に配置されたフィルタバッグを製造する複数のステーションを具備する。各フィルタバッグには対応のチャンバ内に閉じられた製品が充填される。フィルタバッグ内に含有される製品の種類に応じて、およびフィルタバッグを形成するのに使用される装置に応じて、フィルタバッグは一つまたは二つのチャンバを有し且つ様々な公知の方法(例えば結節、熱シールまたは熱シールスタンプ等)のうちの一つの方法で紐に連結される。紐はフィルタバッグをピックアップタグに連結する。ピックアップタグは様々な公知の方法(例えば結節、熱シールまたは熱シールスタンプ等)のうちの一つの方法で紐の自由端部に連結される。
【0003】
紐およびピックアップタグはフィルタバッグに適切に配置されて、(例えばフィルタバッグの周りに巻き付けられてフィルタバッグに連結されるか、またはフィルタバッグ内に押し込まれたりして)加工され、こうして適切な容器または箱内に詰め込まれる準備が整った製品が形成される。
【0004】
フィルタバッグのグループが箱内に詰め込まれる前に、フィルタバッグは個別に包装材料のシートから成る外包袋によって包装される。外包袋は各フィルタバッグ周りに巻き付けられて二つの異なった方法のうちの一つの方法で熱シールされる。一つの方法は外包袋が外包袋の一つの面を覆うように折畳まれた開放フラップを有する場合において外包袋の二つの長手側部または長手縁部において熱シールする方法であり、もう一つの方法は外包袋が単純な種類であって開放フラップがない場合において二つの長手縁部と一つの横方向縁部との外包袋の三つの側部を同時に熱シールする方法である。
【0005】
個々の外包袋にフィルタバッグを包装するのに使用される公知の装置はフィルタバッグ処理ステーションを有し、このフィルタバッグ処理ステーションは星形ホイールに周方向に取付けられた複数の把持器を具備する。各把持器は一つのフィルタバッグを取り上げるように設計されている。星形ホイールが回ると、フィルタバッグは紐とタグとを互いに連結し且つフィルタバッグに連結する別のステーションに運搬され、次に包装材料のウェブが個々のシートに切断されると共にこのシートが対応のフィルタバッグの外包袋を形成する包装ステーションに運搬される。
【0006】
このステーションに近づくにつれて、フィルタバッグは包装材料のシートをフィルタバッグと星形ホイールとの間に送ることができるように星形ホイールから径方向に離れるように移動せしめられる。そしてフィルタバッグは包装材料のシートをフィルタバッグの周りにU字状に折畳むことができるように再び星形ホイールに近接するように移動せしめられる。この工程の間に、ステーションにおいて適切な折り畳み手段によって外包袋の開放フラップが形成される。開放フラップは星形ホイールの把持要素のプレス要素によって所定の位置に保持される。
【0007】
この後、フィルタバッグ周りにU字状に折畳まれた包装材料のシートを備えたフィルタバッグは、シールステーションへ運搬される。シールステーションでは、形成すべき外包袋の種類に応じて二つまたは三つの要素から成る適切なシール手段によって従来の折り畳み作業によって形成された二つまたは三つのシート縁部がシールされる。
【0008】
そして、外包袋内にシールされたフィルタバッグは積み重ねステーションおよび最終箱詰めステーションへ送られる。
【0009】
外包袋を単純に折畳んだ後に外包袋の縁部をシールする上記方法では、二つの長手縁部を正確にシールするのが困難であるため且つ開放フラップの無い単純な外包袋の場合同時に横方向縁部をも正確にシールするのが困難であるため、完成品の品質の悪くなってしまうことがある。実際、きちんと四角に折畳むのには安定性が不十分であるフィルタバッグの形状に包装材料が沿ってしまうため、折り畳み工程中に特に長手縁部を互いの上に四角に配置するのは困難である。このため、非対称にシールされてしまったり外包袋の縁部に沿って皺が寄ってしまったりする。これは美しくないだけでなく中身の製品を十分に保護することができない。この問題は外包袋が形成される包装材料の物理的特性によって際だってしまう。また、外包袋の相対的な硬さはシールの前後で外包袋の形状を保持するのを妨げてしまう。
【0010】
発明の開示
本発明は、シールされた外包袋内にフィルタバッグを非常に単純に包装するための方法および装置を提供することによって上述した問題を克服するという目的のために、従来の装置の一般的な構造を変更することなく品質が良く且つ確実に適切なシールが行われた外包袋を製造するような迅速且つ効果的な方法を有する。
【0011】
よって、本発明は、シールされた個々の外包袋内に抽出用製品のためのフィルタバッグを包装するための方法であって、フィルタバッグが抽出用製品の充填物を含有する少なくとも一つのチャンバと、一方の端部において該チャンバに連結された紐とを具備するタイプであり、紐の他方の端部はピックアップタグに連結され、対応のフィルタバッグ周りに各シートを巻き付けるためのステーションに一つの平坦なシートを連続的に送る工程と、間に上記フィルタバッグが配置される少なくとも二つの対面する翼状部を形成するようにシートの横方向軸線を中心として該シートをU字状に折畳む工程と、フィルタバッグの周りで外包袋をシールするように少なくともU字状のシートの長手縁部同士を結合する工程とを具備する方法において、シートを折畳む工程とシートの長手縁部同士を結合する工程との間に長手縁部を平らにするために長手縁部をローラに通す少なくとも一つの工程をさらに具備する方法を提供する。
【0012】
また、本発明は、シールされた個々の外包袋内に抽出用製品のためのフィルタバッグを包装するための装置であって、フィルタバッグが抽出用製品の充填物を含有する少なくとも一つのチャンバと、一方の端部において該チャンバに連結された紐(4)とを具備するタイプであり、紐の他方の端部はピックアップタグに連結され、フィルタバッグ周りに包装材料の一つの平坦なシートを巻き付けるための包装ステーションへ向かって作動方向へ各フィルタバッグを移動させるための処理装置と、間にフィルタバッグが配置される少なくとも二つの対面する翼状部を備えたU字状の包装体をフィルタバッグ周りに形成するように、シートの横方向軸線を中心として包装材料のシートを折畳むための手段と、フィルタバッグ周りに単一のシールされた包囲体を形成するようにU字状の包装シートの少なくとも二つの長手縁部同士を結合するためのステーションとを具備する装置において、包装ステーションと結合ステーションとの間に少なくとも長手縁部を平らにして結合するように設計されたローラ通過ステーションを更に具備する装置を提供する。
【0013】
上述した目的に関する本発明の技術的特性は請求の範囲において説明され、利点は本発明の概要の範囲を限定するものではない本発明の好適な実施例を示した添付の図面を参照して後述の詳細な説明においてより明快に示される。
【0014】
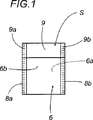
添付の図面を参照すると、特に図1〜図3を参照すると、シールされた個々の外包袋内にフィルタバッグを包装するための方法がフィルタバッグ1に使用される。フィルタバッグ1は、充填製品3をそれぞれ含有する一つまたは二つのチャンバ2と、一方の端部がチャンバ2に連結された紐4と、この紐4の他方の端部に連結されたタグ5とを具備する(二重チャンバ式のフィルタバッグを例として図2に示した)。
【0015】
図1〜図4に示したように、フィルタバッグ1はシールされた外包袋S内に包装される。外包袋Sは、紙のシート6、または熱シール可能な包装材料のシート6、または(後で詳述する)部分的に冷間接着剤が塗布された材料のシート6から製造され、U字状に折畳まれる。
【0016】
第一の包装スタイル(図1および図2参照)では、シールされた外包袋Sは好ましくは紙であるシート6から製造され、シート6は二つの翼状部6aおよび6bを形成するように折畳まれ、これら翼状部6aおよび6bの間にはフィルタバッグ1が配置される。また、外包袋Sは、翼状部6a自体および別の翼状部6bを覆うように折畳まれる翼状部6aの延長部によって形成された開放フラップ9を有する。さらに、外包袋Sは、シート6の翼状部6aおよび6bの対応の長手縁部同士を結合することによって製造された二つの長手縁部8aおよび8bを有する。
【0017】
第二の包装スタイル(図3参照)では、シールされた外包袋Sは好ましくは、熱シール可能な材料または部分的に冷間接着剤が塗布された材料であるシート6から製造され、シート6は二つの翼状部6aおよび6bを形成するように折畳まれ、これら翼状部6aおよび6b間にはフィルタバッグ1が配置される。この包装体は、好ましくは熱シールまたは単にプレスによってシート6の対応の翼状部6aおよび6bの横方向縁部または横方向端部10aおよび10b同士を結合することによって製造された頂端部10と、好ましくは熱シールまたは単にプレスによって翼状部6aおよび6bの対応の長手縁部同士を結合することによって製造された二つの長手方向縁部8aおよび8bとを有する。
【0018】
以下に詳述するように図4に示した装置Mによって実行される包装方法は、フィルタバッグ1周りにシート6を巻き付けるためのステーション7に包装材料のウェブから切り取られた単一の平坦なシートを連続的に送る工程と、ステーション7においてシート6の横方向軸線Xを中心に各シート6を折畳んで少なくとも二つの翼状部6aおよび6bが互いに対面しながら対応のフィルタバッグ1周りにU字状の包装体を形成する工程(折り畳み動作自体は公知の方法で行われるものであり、詳細にみた場合、フィルタバッグ1を下げてフィルタバッグ1と適切な処理手段12との間にシートを配置し、そしてフィルタバッグ1を処理手段12に向かって上げる(図4および図5の矢印F3およびF4参照)工程)と、長手縁部8aおよび8bを平らにしてこれら長手縁部8aおよび8bを整列させるためにU字状の包装体の両側にある各U字状の包装体の翼状部6aおよび6bの長手縁部8aおよび8bを共にローラに通すローラ通過工程と、フィルタバッグ1を含有する単一のシールされた外包袋Sを形成するようにシート6の長手縁部8aおよび8bを結合する結合工程とを具備する。
【0019】
長手縁部8aおよび8bと横方向縁部10aおよび10bに冷間接着剤が塗布されたシート6(図8参照)を用いた場合、ローラ通過動作が冷間接着剤を塗布した部分を押しつける効果も有するため上記ローラ通過工程と結合工程とは同時に行われる。
【0020】
U字状に折畳まれたシート6が開放フラップ9を有すると共に(図1および図2参照)開放フラップ9が図示していない公知の方法で翼状部6aおよび6bを折畳む工程中に予め形成された場合、開放フラップ9の外側縁部9aおよび9bをこれら外側縁部9aおよび9bの下に位置する長手縁部8aおよび8bと正確に整列させるために、ローラ通過工程は外側縁部9aおよび9bにも適用される。
【0021】
あるいは、U字状のシート6が図3に示したような種類であって三つの縁部または側部で好ましくは熱シールによって結合される場合、上記方法は翼状部6aおよび6bの長手縁部8aおよび8bをローラに通すローラ通過工程の前に好ましくは熱シールによって横方向縁部10aおよび10bを結合する結合工程をさらに具備する。
【0022】
この場合、横方向縁部10aおよび10bに冷間接着剤が塗布されていると、上記結合工程は横方向縁部10aおよび10bを単純にプレスすることによって行われる。
【0023】
上述した方法は図4に示した装置Mによって実行される。本発明が関係する装置Mの特別な部分には、フィルタバッグ1を複数のステーションに向かって作動方向Aへ移動させ、それと同時に紐4およびピックアップタグ5を備えたフィルタバッグ1を完全に形成するための処理手段12が含まれる。
【0024】
特に、図7に示したように、処理手段12は回転ドラム12tを具備し、この回転ドラム12tには個々のフィルタバッグ1を保持して処理して且つ解放するための把持要素12pが周方向に複数設けられる。回転ドラム12tは各フィルタバッグ1を包装ステーション7へと運搬するように設計される。包装ステーション7には、二つの翼状部6aおよび6bを形成するために、シート6の横方向軸線Xを中心にしてU字状にシート6を折畳むための手段(公知のタイプの手段でありそのため図示しない)が設けられる。
【0025】
ステーション7の後には、シールされた外包袋Sを形成するためにU字状のシート6の重なり合った長手縁部8aおよび8bを結合するためのステーション11が設けられる。
【0026】
図4に分かり易く示したように、包装ステーション7と長手縁部8aおよび8bを結合するためのステーション11との間に、長手縁部8aおよび8bを平らにするために長手縁部8aおよび8bをロールに通すロール通過ステーション14が設けられる。
【0027】
使用されるシート6の縁部8a、8bおよび10a、10bに冷間接着剤が塗布されている場合、ロール通過ステーション14は長手縁部8aおよび8bを結合するためのステーション11の役割も果たす。つまり、ステーション11は使用されない(すなわち、ステーション11は作動されないかまたは装置に取付けられない)。
【0028】
図4、5および図6に示したように、ローラ通過ステーション14は、長手縁部8aおよび8bを結合する前に整列させるようにまたは実際に結合させるために、長手縁部8aおよび8bを同時に且つ左右相称にローラに通すためのローラ手段15を具備する。
【0029】
図7に詳述したように、シールされた外包袋Sは開放フラップ9を有し、処理手段12の一部を形成する各把持器12pはローラ通過ステーション14に近づくまで翼状部6aの外面に対して開放フラップ9を固定位置に保持するプレス要素12aを具備する。
【0030】
あるいは、外包袋Sが三つの側部または縁部でシールされるタイプの場合、熱シールによってまたは単にプレスによってシート6の頂縁部10aを結合するためのステーション16が設けられる。ステーション16は、作動方向Aに対して包装ステーション7の後であってローラ通過ステーション14の前に配置される。結合ステーション16(図5参照)は外包袋Sが熱シールされる場合、被加熱ジョーを備えた挟み付け要素17を具備する。挟み付け要素17はU字状に折畳まれたシート6の頂端部10aおよび10bを熱シールするように設計される。
【0031】
図6に詳細に示したように、ローラ通過ステーション14は対面する二つの対のローラ18および19を具備する(図4および図5にも概略的に示した)。対のローラ18および19は、U字状に折畳まれたシート6が把持器12pから離れるように送り方向Fである周方向に通過することができるように通路Cを形成するブリッジ構造体20によって支持される。
【0032】
対のローラ18および19はブリッジ構造体20の側部に配置され、各対のローラは長手縁部8aおよび8bが結合されるステーション11にシート6を送る間にローラ間でU字状に折畳まれたシート6を平らにするように互いに接線方向に接触する。
【0033】
縁部8aおよび8bが熱シールされる場合にのみ作動する結合ステーション11は、回転ドラム21を具備する。回転ドラム21の外面にはこの回転ドラム21内に形成された凹部22が設けられ、凹部22はローラ通過ステーション14から送られたフィルタバッグ1の周りにU字状に巻き付けられた一つのシート6を収容する。さらに、結合ステーション11は回転ドラム21に対して径方向に取付けられた加圧ヘッド23を具備する。加圧ヘッド23は長手縁部8aおよび8bを結合するように設計される。各凹部22はヘッド23と対面する位置まで移動せしめられ、そしてヘッド23が凹部23に向かって移動せしめられ且つ凹部23に対して押しつけられる(図6の矢印F1参照)。
【0034】
シールされた外包袋Sが図1および図2に示したタイプである場合、加圧ヘッド23は、刻みを入れることによって縁部8aおよび8bを結合するように設計された公知のタイプの刻み付き加圧要素23を具備する。刻み付き加圧要素23は、好ましくは刻みの付いている凹部22と共に作用する。
【0035】
あるいは、シールされた外包袋Sが図3に示したタイプであった場合、加圧ヘッド23は熱シールによって縁部8aおよび8bを結合するように設計された被加熱プレス要素23を具備する。
【0036】
U字状のシート6がローラ通過ステーション14から送り出された時にU字状のシート6を案内するように設計された手段24が回転ドラム21に近接して設けられる。この案内手段24により、シート6は案内手段24に対して角度方向に離間されたヘッド23によって結合が行われる前に凹部22内にしっかり収容される。
【0037】
案内手段24は、少なくとも回転ドラム21に近接して配置された三つの側部に近接したフレーム25を具備し、このフレーム25によってU字状のシート6がローラ通過ステーション14から送り出される領域であって凹部22が既に位置決めされた領域が定められる。
【0038】
フレーム25に加えて、案内手段24は、適切な同期型駆動手段27によって駆動される頂部閉鎖器を形成するように、フレーム25に取付けられたプレス要素26を具備してもよい。同期型駆動手段27は、凹部22内に頂部閉鎖器が配置されるように、プレス要素26が凹部22から離れた上昇位置とプレス要素26がローラ通過ステーション14から送り出された一つのU字状のシート6と接触する下降位置との間で頂部閉鎖器を移動させる。
【0039】
このように、上記方法および上述した関連の装置は、熱シールの工程の前に互いにシートの長手縁部を整列すると共に正確に位置決めするように長手縁部を平らにするローラ通過ステーションが導入されたことによって上述した目的を達成する。
【0040】
上記方法は品質が高く縁部に皺が寄ってしまうことのないシールされた外包袋を提供する。
【0041】
さらに、導入されたローラ通過ステーションを単に星形ホイールと既存の装置のローラとの間に配置するだけなので、ローラ通過ステーションがシールされた外包袋を更なる箱詰めステーションに運搬するのみのために使用されるだけでなくシールのために使用された場合でさえも、ローラ通過ステーションを導入することによって装置Mが複雑になってしまうことはない。
【0042】
さらに、ローラは星形ホイールと長手方向シールローラとの間で送り手段として作用することに重点が置かれる。すなわち、このことはローラ通過ステーションが二つの機能を有することを意味する。
【0043】
さらに、使用されるシート6が冷間接着剤を塗布されたタイプである場合、ローラ通過ステーションは単にプレスによって縁部を結合させるシールステーションとしても機能し、これにより装置の構成を単純化させることができる。
【0044】
外包袋の縁部を平らにするためにローラを使用すると、使用される材料が比較的固い場合でさえも最終的なシールができる地点に到達するまでに縁部が所定の位置に適切なままあるため、最終製品の品質が改良される。
【0045】
上述した発明は発明のコンセプトの範囲から逸脱することなく修正および変更が行われることができる。さらに、本発明の詳細な部分の全ては技術的に均等な要素によって代用することができる。
【図面の簡単な説明】
【図1】 シールされた外包袋を備えた抽出用製品の包装体を示す正面図であり、外包袋は本発明の方法を用いて形成され且つこの外包袋を開くための前方フラップを有する。
【図2】 シールされた外包袋を備えた抽出用製品の包装体を示す斜視図であり、外包袋は本発明の方法を用いて形成され且つ包囲体を開くための前方フラップを有する。
【図3】 外包袋を備えた抽出用製品の別の包装体を示す正面図であり、外包袋は本発明の方法を用いて形成され且つ外包袋の三つの縁部でシールされている。
【図4】 フィルタバッグを製造し且つこれらフィルタバッグを本発明のシールされた個々の外包袋内に包装するための装置の部分概略斜視図であり、分かり易くするために幾つかの部分が取り除かれている。
【図5】 図4に示した装置の別の実施例の部分斜視図である。
【図6】 図4および図5に示した装置の一部を形成する作動ステーションの概略側面図であり、幾つかの部分は他の部分を見やすくするために取り除かれている。
【図7】 図4〜図6に示した装置の一部の概略拡大図である。
【図8】 フィルタバッグ用の外包袋を製造するために使用される包装材料のウェブの一部の概略平面図であり、幾つかの部分には冷間接着剤が塗られている。
Claims (11)
- シールされた個々の外包袋(S)内に抽出用製品のためのフィルタバッグ(1)を包装するための方法であって、
上記フィルタバッグ(1)が抽出用製品の充填物(3)を含有する少なくとも一つのチャンバ(2)と、一方の端部において該チャンバ(2)に連結された紐(4)とを具備するタイプであり、上記紐(4)の他方の端部はピックアップタグ(5)に連結され、
対応のフィルタバッグ(1)周りに各シートを巻き付けるためのステーション(7)に単一の平坦なシートを連続的に送る工程と、
間に上記フィルタバッグが配置される少なくとも二つの対面する翼状部(6a、6b)を形成するように、上記シート(6)の横方向軸線(X)を中心としてフィルタバッグ(1)の周りに該シート(6)をU字状に折畳む工程と、
上記フィルタバッグ(1)の周りで外包袋(S)をシールするように少なくとも上記U字状に折畳まれたシート(6)の長手縁部(8a、8b)同士を結合する工程とを具備する方法において、
上記シート(6)を折畳む工程の後に、上記長手縁部(8a、8b)を同時にローラに通すことにより上記長手縁部(8a、8b)を互いに整列させて平らにする少なくとも一つの工程をさらに具備し、
上記長手縁部(8a、8b)同士を結合する工程は上記ローラに通す工程の後に行われ、上記ローラに通す工程はU字状シート(6)の翼状部(6a、6b)の横方向頂縁部(10a、10b)同士を結合させる工程の後に続くことを特徴とする方法。 - 上記結合は熱シールによって行われることを特徴とする請求項1に記載の方法。
- フィルタバッグ(1)周りにU字状に折畳まれたシート(6)が長手縁部(8a、8b)同士を結合するためのステーション(11)に送られる間に上記ローラに通す工程が行われることを特徴とする請求項1又は2に記載の方法。
- シールされた個々の外包袋(S)内に抽出用製品のためのフィルタバッグ(1)を包装するための装置(M)であって、
上記フィルタバッグ(1)が抽出用製品の充填物(3)を含有する少なくとも一つのチャンバ(2)と、一方の端部において該チャンバ(2)に連結された紐(4)とを具備するタイプであり、上記紐(4)の他方の端部はピックアップタグ(5)に連結され、
上記フィルタバッグ(1)周りに包装材料の一つの平坦なシート(6)を巻き付けるための包装ステーション(7)へ向かって作動方向(A)へ各フィルタバッグ(1)を移動させるための処理装置(12)と、
間に上記フィルタバッグ(1)が配置される少なくとも二つの対面する翼状部(6a、6b)を備えたU字状の包装体をフィルタバッグ(1)周りに形成するように、上記シート(6)の横方向軸線(X)を中心として包装材料のシート(6)を折畳むための手段(13)と、
上記フィルタバッグ(1)周りに一つのシールされた包囲体(S)を形成するようにU字状の包装シート(6)の少なくとも二つの長手縁部(8a、8b)同士を結合するためのステーション(11)とを具備する装置(M)において、
上記包装ステーション(7)の後であって前記少なくとも二つの長手縁部(8a、8b)同士を結合するためのステーション(11)の前に少なくともローラ通過ステーション(14)をさらに具備し、該ローラ通過ステーションが長手縁部(8a、8b)を同時にローラに通すと共に該長手縁部を互いに整列させて平らにするように設計されたローラ手段(15)を具備し、
上記包装ステーション(7)と上記ローラ通過ステーション(14)との間に、U字状シート(6)の横方向頂縁部または横方向頂端部(10a、10b)同士を結合するためのステーション(16)が更に設けられることを特徴とする装置。 - 上記更なる結合ステーション(16)は、U字状シート(6)の横方向頂縁部または横方向頂端部(10a、10b)を熱シールするように設計された被加熱挟み付け要素(17)を具備することを特徴とする請求項4に記載の装置。
- 上記ローラ通過ステーション(14)はブリッジ構造体(20)によって支持された二つの対面する対のローラ(18、19)を具備し、これらローラはU字状に折畳まれたシート(6)がローラの周方向である送り方向(F)に処理手段(12)から離れるように通過するように通路(C)を形成し、対のローラ(18、19)は通路(C)の両端に配置され、各対(18、19)のローラは間のU字状に折畳まれたシート(6)を平らにするように且つ同時にシート(6)を前方に送るように互いに対して接線方向に接触することを特徴とする請求項4に記載の装置。
- 上記長手縁部(8a、8b)同士を結合するためのステーション(11)は回転ドラム(21)を具備し、該回転ドラム(21)の外面には上記ローラ通過ステーション(14)から送込まれたフィルタバッグ(1)周りにU字状に巻き付けられた一つのシート(6)を収容するように凹部(22)が設けられ、上記ステーション(11)はさらに上記ドラム(21)に対して周方向に取付けられると共に長手縁部(8a、8b)同士を結合するように設計された加圧ヘッド(23)を具備し、各凹部(22)が加圧ヘッド(23)と対面する位置に移動せしめられ、そして加圧ヘッド(23)が凹部(22)に向かって移動せしめられ且つ凹部(22)に対して押しつけられることを特徴とする請求項4に記載の装置。
- 上記加圧ヘッド(23)は熱シールによって長手縁部(8a、8b)同士を結合するように設計された被加熱要素(23)を具備することを特徴とする請求項7に記載の装置。
- 回転ドラム(21)はU字状シート(6)がローラ通過ステーション(14)から送り出されたときに該U字状シート(6)を案内するように設計された案内手段(24)によって作用せしめられ、これにより該案内手段(24)から角度方向に離間された加圧ヘッド(23)によって行われる結合の前にU字状シート(6)が凹部(22)内にしっかりと収容されるようになることを特徴とする請求項7または8に記載の装置。
- 上記案内手段(24)は回転ドラム(21)に近接して配置された少なくとも三つの側部に近接したフレーム(25)を具備し、このフレーム(25)によってU字状のシート(6)がローラ通過ステーション(14)から送り出される領域であって凹部(22)が既に位置決めされた領域が定められることを特徴とする請求項9に記載の装置。
- 上記案内手段(24)は適切な同期型駆動手段(27)によって駆動される頂部閉鎖器を形成するようにフレーム(25)に取付けられたプレス要素(26)をさらに具備し、同期型駆動手段(27)は、上記凹部(22)内に頂部閉鎖器が配置されるように、プレス要素(26)が該凹部(22)から離れた上昇位置とプレス要素(26)がローラ通過ステーション(14)から送り出された一つのU字状のシート(6)と接触する下降位置との間で頂部閉鎖器を移動させることを特徴とする請求項10に記載の装置。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO2000A000080 | 2000-02-22 | ||
| IT2000BO000080A IT1320887B1 (it) | 2000-02-22 | 2000-02-22 | Metodo per il confezionamento di sacchetti - filtro per prodotti dainfusione in relativi sovraincarti chiusi e relativa macchina attuante |
| IT2000A000080 | 2000-02-22 | ||
| PCT/IB2001/000217 WO2001062600A1 (en) | 2000-02-22 | 2001-02-19 | Method and machine for wrapping infusion bags in outer envelopes |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011128688A Division JP2011246199A (ja) | 2000-02-22 | 2011-06-08 | 外包袋内に抽出用バッグを包装するための方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003523897A JP2003523897A (ja) | 2003-08-12 |
| JP5112590B2 true JP5112590B2 (ja) | 2013-01-09 |
Family
ID=11438198
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001561623A Expired - Lifetime JP5112590B2 (ja) | 2000-02-22 | 2001-02-19 | 外包袋内に抽出用バッグを包装するための方法および装置 |
| JP2011128688A Ceased JP2011246199A (ja) | 2000-02-22 | 2011-06-08 | 外包袋内に抽出用バッグを包装するための方法および装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011128688A Ceased JP2011246199A (ja) | 2000-02-22 | 2011-06-08 | 外包袋内に抽出用バッグを包装するための方法および装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6637175B2 (ja) |
| EP (1) | EP1173365B1 (ja) |
| JP (2) | JP5112590B2 (ja) |
| CN (1) | CN1124216C (ja) |
| AR (1) | AR027470A1 (ja) |
| AT (1) | ATE363430T1 (ja) |
| AU (1) | AU3216801A (ja) |
| DE (1) | DE60128625T2 (ja) |
| ES (1) | ES2287094T3 (ja) |
| IT (1) | IT1320887B1 (ja) |
| WO (1) | WO2001062600A1 (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20020480A1 (it) * | 2002-07-23 | 2004-01-23 | Tecnomeccanica Srl | Macchina per formare una busta filtro per contenimento di una sostanza da infusione con accumulo di filo associato alla etichetta di presa |
| ITBO20020479A1 (it) * | 2002-07-23 | 2004-01-23 | Tecnomeccanica Srl | Apparato per formare automaticamente, con processo continuo, sovrabuste per contenimento di buste filtro contenenti a loro volta una sostanz |
| ITBO20030474A1 (it) * | 2003-08-01 | 2005-02-02 | Roberto Conti | Metodo e apparecchiatura per la realizzazione di cialde per prodotti da infusione. |
| ITBO20040442A1 (it) * | 2004-07-16 | 2004-10-16 | Roberto Conti | Unita' per l'alimentazione di materiale da infusione ad una macchina produttrice di confezioni in materiale filtrante |
| ITBO20040450A1 (it) * | 2004-07-21 | 2004-10-21 | Ima Spa | Dispositivo dosatore per l'alimentazione di prodotto da infusione |
| ITBO20040785A1 (it) * | 2004-12-20 | 2005-03-20 | Ima Spa | Unita' per il confezionamento di articoli contenenti prodotto da infusione |
| CN100575193C (zh) * | 2006-03-27 | 2009-12-30 | 凯迈(洛阳)机电有限公司 | 袋泡茶叶包装机热封外袋成型输出装置 |
| ITBO20060422A1 (it) * | 2006-05-31 | 2007-12-01 | Ima Spa | Macchina automatica confezionatrice per la produzione di sacchetti filtro per prodotti da infusione |
| CN101177171B (zh) * | 2007-08-22 | 2010-04-21 | 张建军 | 袋中袋全自动成型包装机 |
| IT1392017B1 (it) * | 2008-12-12 | 2012-02-09 | Ima Flavour S R L Ora Ima Ind S R L | Macchina per la realizzazione di sacchetti-filtro in bustine con prodotti da infusione |
| ITBO20110094A1 (it) * | 2011-03-01 | 2012-09-02 | Roberto Conti | Macchina per la produzione di sacchetti - filtro con prodotti da infusione e con busta di sovraincarto |
| CN102295077B (zh) * | 2011-05-19 | 2012-11-07 | 武汉人天包装技术有限公司 | 一种自动旋转装袋装置 |
| CN104661921A (zh) * | 2012-08-31 | 2015-05-27 | 株式会社发布利卡图雅玛 | 提取袋的包装体的制造方法及制造装置 |
| ITUB20159401A1 (it) * | 2015-12-23 | 2017-06-23 | Ima Spa | Macchina per formare sacchetti-filtro con stazione di impilaggio. |
| IT201600128479A1 (it) * | 2016-12-20 | 2018-06-20 | Ima Spa | Macchina per la formazione di sacchetti - filtro per prodotti da infusione. |
| US20190062042A1 (en) * | 2017-08-23 | 2019-02-28 | Steeped, Inc. | Coffee Beverage and Methods |
| IT201700099539A1 (it) * | 2017-09-06 | 2019-03-06 | Ima Spa | Macchina per la formazione di sacchetti - filtro per prodotti da infusione. |
| IT201700123953A1 (it) * | 2017-10-31 | 2019-05-01 | Ima Spa | Macchina per la formazione di sacchetti-filtro per prodotti da infusione. |
| IT201900001321A1 (it) * | 2019-01-30 | 2020-07-30 | Ima Spa | Metodo per la realizzazione di un dispositivo operatore automatico articolato e relativo dispositivo operatore automatico articolato. |
| EP3733383B1 (de) | 2019-05-02 | 2022-12-21 | Teepack Spezialmaschinen Gmbh & Co. Kg | Vorrichtung und verfahren zum herstellen eines mit einer umhüllung versehenen, ein brühfähiges material enthaltenden beutels |
| EP3733382A1 (de) | 2019-05-02 | 2020-11-04 | Teepack Spezialmaschinen Gmbh & Co. Kg | Vorrichtung zum herstellen eines mit einer umhüllung versehenen, ein brühfähiges material enthaltenden beutels |
| IT201900017489A1 (it) | 2019-09-30 | 2021-03-30 | Ima Spa | Macchina confezionatrice per la produzione di sacchetti-filtro con prodotti da infusione. |
| IT201900019812A1 (it) | 2019-10-28 | 2021-04-28 | Ima Spa | Unita' per il sovra incarto di sacchetti - filtro per prodotti da infusione. |
| PT3909878T (pt) | 2020-05-12 | 2022-09-20 | Teepack Spezialmaschinen Gmbh & Co Kg | Dispositivo para a produção de uma bolsa acomodada num invólucro |
| EP3909879B1 (de) | 2020-05-12 | 2023-10-18 | Teepack Spezialmaschinen GmbH & Co. KG | Vorrichtung zum herstellen eines in einer umhüllung aufgenommenen beutels |
| EP3960427B1 (de) | 2020-08-31 | 2025-01-01 | Teepack Spezialmaschinen GmbH & Co. KG | Vorrichtung zum herstellen eines in einer umhüllung aufgenommenen beutels |
| CN112278364B (zh) * | 2020-09-18 | 2021-09-17 | 南通汉迪自动化设备有限公司 | 一种双层纸包装机 |
| PT4046923T (pt) | 2021-02-18 | 2023-04-17 | Teepack Spezialmaschinen Gmbh & Co Kg | Dispositivo para a produção de saquetas preenchidas com material passível de infusão |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1857625A (en) * | 1928-02-15 | 1932-05-10 | Pneumatic Scale Corp | Packaging machine |
| US3566573A (en) | 1968-12-03 | 1971-03-02 | Nat Tea Packing Co Inc | Method and apparatus for making compressible infusion package |
| CH525122A (de) * | 1970-06-03 | 1972-07-15 | Klar Paul Gerhard Ing Dr | Maschine zur Ausstattung von Teebeuteln mit Etikett und Haltefaden |
| IT1207875B (it) * | 1979-03-06 | 1989-06-01 | Ima Spa | Apparecchiatura per l applicazione di un filo di sospensione a sacchetti filtro per prodotti da infusione |
| JPS61217308A (ja) * | 1985-03-09 | 1986-09-26 | 日本光フアイバ株式会社 | 包装体およびその製造法 |
| IT1202155B (it) | 1985-06-28 | 1989-02-02 | Ima Spa | Perfezionamento alle macchine per la produzione di sacchetti-filtro per prodotti da infusione ed il loro singolo confezionamento in un involucro esterno |
| IT1207631B (it) * | 1987-03-09 | 1989-05-25 | Cestind Centro Studi Ind | Apparecchiatura per il confezionamento in bustine di singoli sacchetti-filtro biuso nelle macchine confezionatrici in continuo didetti sacchetti-filtro |
| DE3806386C1 (ja) * | 1988-02-29 | 1989-03-09 | Teepack Spezialmaschinen Gmbh & Co Kg, 4005 Meerbusch, De | |
| GB9121420D0 (en) * | 1991-10-09 | 1991-11-20 | Ag Patents Ltd | Manufacturing infusion packages |
| JP2719269B2 (ja) * | 1992-04-17 | 1998-02-25 | 克 米山 | 包袋形成装置 |
| IT1279697B1 (it) * | 1995-12-07 | 1997-12-16 | Tecnomeccanica Srl | Macchina per confezionamento di insiemi per infusione in un liquido nei quali un prodotto infusibile e' contenuto in una busta filtro in |
| WO1997041032A2 (en) | 1996-04-30 | 1997-11-06 | Ferruccio Carmelo Calvano | Method and apparatus for packaging tea bags |
| IT1305534B1 (it) * | 1998-09-18 | 2001-05-09 | Ima Spa | Macchina perfezionata per il confezionamento di sacchetti filtrocontenenti un prodotto da infusione provvisti di etichetta di presa |
-
2000
- 2000-02-22 IT IT2000BO000080A patent/IT1320887B1/it active
-
2001
- 2001-02-19 AT AT01904256T patent/ATE363430T1/de not_active IP Right Cessation
- 2001-02-19 US US09/926,372 patent/US6637175B2/en not_active Expired - Lifetime
- 2001-02-19 DE DE60128625T patent/DE60128625T2/de not_active Expired - Lifetime
- 2001-02-19 EP EP01904256A patent/EP1173365B1/en not_active Expired - Lifetime
- 2001-02-19 ES ES01904256T patent/ES2287094T3/es not_active Expired - Lifetime
- 2001-02-19 CN CN01800290A patent/CN1124216C/zh not_active Expired - Lifetime
- 2001-02-19 AU AU32168/01A patent/AU3216801A/en not_active Abandoned
- 2001-02-19 JP JP2001561623A patent/JP5112590B2/ja not_active Expired - Lifetime
- 2001-02-19 WO PCT/IB2001/000217 patent/WO2001062600A1/en active IP Right Grant
- 2001-02-21 AR ARP010100787A patent/AR027470A1/es active IP Right Grant
-
2011
- 2011-06-08 JP JP2011128688A patent/JP2011246199A/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| ITBO20000080A1 (it) | 2001-08-22 |
| JP2003523897A (ja) | 2003-08-12 |
| CN1124216C (zh) | 2003-10-15 |
| AR027470A1 (es) | 2003-03-26 |
| DE60128625D1 (de) | 2007-07-12 |
| ES2287094T3 (es) | 2007-12-16 |
| WO2001062600A1 (en) | 2001-08-30 |
| US20020139087A1 (en) | 2002-10-03 |
| US6637175B2 (en) | 2003-10-28 |
| IT1320887B1 (it) | 2003-12-10 |
| DE60128625T2 (de) | 2008-01-31 |
| EP1173365B1 (en) | 2007-05-30 |
| CN1362924A (zh) | 2002-08-07 |
| JP2011246199A (ja) | 2011-12-08 |
| EP1173365A1 (en) | 2002-01-23 |
| AU3216801A (en) | 2001-09-03 |
| ATE363430T1 (de) | 2007-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5112590B2 (ja) | 外包袋内に抽出用バッグを包装するための方法および装置 | |
| US4887408A (en) | Method of manufacturing packs of cigarettes with a hermetically sealed wrapper | |
| EP2681119B1 (en) | Machine for producing filter bags with products for infusion and with an outer wrapper envelope | |
| US20090229226A1 (en) | Automatic Bale Wrapping Apparatus | |
| EP1686060A1 (en) | Method of producing a sealed wrapping about a group of cigarettes | |
| CN108698720B (zh) | 用于形成浸泡产品用的过滤袋的机器 | |
| JP3424832B2 (ja) | ダブルチャンバ型の注入物バッグの折り曲げによる製造方法 | |
| CN111874303A (zh) | 用于制造设置有包装并容纳可冲泡材料的储袋的方法和设备 | |
| CN102066201A (zh) | 围绕物品形成密封包装的方法和机械及由此形成的封装件 | |
| JP2500249B2 (ja) | 製品包装方法と管状包装の生産装置 | |
| WO2015128812A1 (en) | Packing method and unit for folding a sheet of packing material around a parallelepipedal product | |
| EP3003871B1 (en) | A sealed package internally provided with a rigid stiffener and corresponding packing method and packing machine | |
| EP3003872B1 (en) | A packing method and packing machine for producing a sealed package with an inner stiffener | |
| EP2812252A1 (en) | A method for making pouches and a pouch as such | |
| WO2007135539A1 (en) | Machine and method for packaging and package so obtained | |
| JPH02296605A (ja) | 折りたたまれた圧布を袋詰めする装置 | |
| JP2002019737A (ja) | ヒートシール装置 | |
| WO2014188397A1 (en) | A packing method and packing machine for producing a sealed package | |
| JP3485313B2 (ja) | フィンシール包装体およびそのターレット形包装機 | |
| CN114641434B (zh) | 对用于泡制产品的滤袋进行外包装的单元和对应的方法 | |
| EP3483076B1 (en) | Coupling method and unit to couple an insert to a group of cigarettes in a packaging machine | |
| JP2566500B2 (ja) | 瓶等の容器の包装方法及びその装置 | |
| IT202100002912A1 (it) | Macchina impacchettatrice e metodo di incarto per produrre un pacchetto di articoli da fumo rigido con un incarto interno sigillato | |
| JPH05310210A (ja) | たばこ用包装体及びこれを製造する方法 | |
| JPS6181911A (ja) | バツクパツク用包装体およびその製造方法と製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100608 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100907 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101208 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110610 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110811 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20111202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120730 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121011 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5112590 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |