JP5019906B2 - 吸収体の製造方法 - Google Patents
吸収体の製造方法 Download PDFInfo
- Publication number
- JP5019906B2 JP5019906B2 JP2007043311A JP2007043311A JP5019906B2 JP 5019906 B2 JP5019906 B2 JP 5019906B2 JP 2007043311 A JP2007043311 A JP 2007043311A JP 2007043311 A JP2007043311 A JP 2007043311A JP 5019906 B2 JP5019906 B2 JP 5019906B2
- Authority
- JP
- Japan
- Prior art keywords
- absorbent
- core wrap
- wrap sheet
- core
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Description
また、従来の吸収体の製造方法として、積繊ドラムの外周面上に目の詰まった薄葉紙からなる第1コアラップシートを供給し、該シート上に、飛散状態にて供給した繊維材料等の原料を吸引により堆積させて吸収性コアを形成し、該吸収性コアの上下面が第1コアラップシート又は第1コアラップシート及び第2コアラップシートで被覆された構成の吸収体連続体を得、これを所定の長さに切断して吸収体とする吸収体の連続生産方法が知られている(例えば、特許文献1参照)。
先ず、本発明(第1及び第2発明)の一実施態様により製造される吸収体について説明する。
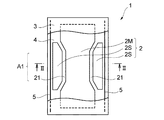
図1及び図2に示す吸収体1は、本発明(第1及び第2発明)の一実施態様により製造される吸収体の一例であり、使い捨ておむつの吸収体として用いられる。
吸収体1は、吸収性コア2と、該吸収性コア2の両面を被覆する第1コアラップシート3及び第2コアラップシート4と、吸収体1の長手方向の両側縁に沿って配された弾性部材5,5とからなる。
吸収性コア2は、繊維材料及び高吸水性ポリマーの粒子からなる。繊維材料及び高吸水性ポリマーとしては、それぞれ、飛散させた原料を吸引堆積させて吸収性コアを製造する際に従来用いられているものを特に制限なく用いることができ、繊維材料としては、例えば、パルプ繊維やレーヨン等のセルロース系繊維が好ましく用いられ、高吸水性ポリマーとしては、ポリアクリル酸ナトリウム、アルリル酸−ビニルアルコール共重合体、ポリアクリル酸ナトリウム架橋体、でんぷん−アルリル酸グラフト共重合体、イソブチレン−無水マレイン酸共重合体及びそのケン化物、ポリアスパラギン酸等を挙げることができる。
図1に示す吸収体1は、第1コアラップシート3側の面が、おむつ(吸収性物品)の着用時に着用者の肌側に向けられる面であるが、このように、吸収体1の肌側に向けられる面側が不織布から構成されていることは、第1コアラップシート3上に、不織布からなる別のシートを表面シートとして配さなくても良好な肌触りが得られる利点がある。特に、片面に凸部を有する2層構造の不織布を用いる場合、肌と不織布との接触面積の低減および肌と不織布の間に空気に流れることのできる空間を造ることができる点から該凸部を有する面側を、肌側に向けられる面とすることが好ましい。
一対の前記弾性部材5,5は、吸収体1の長手方向の両側縁部の近傍に、両側縁部それぞれに沿って延びるように配されている。弾性部材5,5は、それぞれ、第1コアラップシート3と第2コアラップシート4との間に配されており、両シート3,4の少なくとも一方に接着剤(図示せず)により伸長状態で固定されている。
尚、第1コアラップシート3と吸収性コア2との間、及び第2コアラップシート4と吸収性コア2との間は、スパイラル状に塗工された接着剤により接合されており、第1コアラップシート3と第2コアラップシート4との間に吸収性コア2が存在しない部分においては、両コアラップシート3,4同士が同様に塗工された接着剤により接合されている。
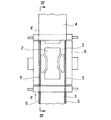
図3及び図4に示す吸収体の製造装置は、積繊ドラム6とダクト7とを備えており、該ダクト7は、積繊ドラム6の外周面の一部を覆う一端部を有し、飛散状態とされた吸収体の原料22,23を、積繊ドラム6の外周面に供給する。
次の工程へと搬送された吸収体連続体10は、単独状態あるいはおむつ連続体に組み込まれた状態とされた後、おむつ1枚分の長さに切断されて個々の吸収体1とされる。
弾性部材5の第2コアラップシート4に対する固定は、積繊ドラムに巻きかける直前(ロールの手前)に、第2コアラップシート4に接着剤を塗工し、弾性部材5と合流させることが好ましい。
また、弾性部材5は、非伸長状態で固定しても良いが、1.5〜4.0倍の長さに伸長させた状態で、第2コアラップシート4に固定することが好ましい。
そして、吸収体1は、弾性部材5,5が、第1及び第2コアラップシート3,4に固定され、吸収体1に積層される表面シート等の別のシート材に固定されていないため、該弾性部材5,5が良好に収縮し、防漏壁(立体障壁)の形成性(起立性)に優れている。また、弾性部材5,5を導入するために表面シート等の別のシート材を用いる必要がないので、そのようなシート材を用いることを省略することができ、また、起立性の向上のために太めの弾性部材が必要になることもない。従って、吸収体1を経済的に製造することができる。
第2実施態様については、上述した第1実施態様と異なる点について説明し、同様の点については、同一の符号を付して説明を省略する。特に説明しない点については、第1実施態様と同様である。
図5中、符号9Aは、第2コアラップシート4と第1コアラップシート3とを接着するための接着剤を、面状、スパイラル状、点状に塗工するための接着剤塗工装置であり、符号9Bは、第1コアラップシート3と弾性部材5とを接着するための接着剤を、第1コアラップシートに塗工するための接着剤塗工装置である。
また、弾性部材5の第1コアラップシート3に対する固定は、積繊ドラムに巻きかける直前(ロールの手前)に、第1コアラップシート3の接着剤を塗工し、弾性部材5と合流させることが好ましい。
更に、第2実施形態の製造方法においては、第1コアラップシート3上に、繊維材料22及び高吸水性ポリマーの粒子23を吸引させて堆積させる際に、弾性部材5,5によって、第1コアラップシート3が積繊ドラム6の外周面の集積用凹部61以外の部分に押しつけられ、該シート3に不規則な皺などが生じにくくなる。そのため、吸収体面に凹凸ができず、繊維材料22と高吸水性ポリマーの粒子23の混合性も良くなるため、吸収性能が吸収体コアによって振れがなく、狙ったパフォーマンスを発揮できる。
図7(a)に示す吸収体は、第1実施態様において、第1コアラップシート3より幅狭な第2コアラップシート4で吸収性コア2を被覆した後、該シート4の両側縁部より延出する該シート3の一部を、第2コアラップシート4側に折り返し接着して得られるものである。
図7(b)に示す吸収体は、第2実施態様において、第1コアラップシート3より幅広な第2コアラップシート4で吸収性コア2を被覆した後、該シート3の両側縁部より延出する該シート4の一部を、第1コアラップシート3側に折り返し接着して得られるものである。
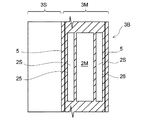
図7(c)に示す吸収体は、第1及び第2実施態様において、中央片2Mを有し側部片2S,2Sのない吸収性コア2を形成し、第1又は第2コアラップシート3,4における、中央片2Mから幅方向に所定距離離間した位置に、弾性部材5,5を導入するようにして得られるものである。
撥水性の領域及び親水性の領域を有する不織布を、第1コアラップシート3として用いることにより、優れた防漏性と優れた吸収性とを兼ね備えた吸収体を容易に得ることができる。撥水性の領域及び親水性の領域を有する不織布は、撥水性の合成繊維からなる不織布の一部を親水化して得たものであっても、パルプ繊維やレーヨン繊維等の親水性の繊維からなる不織布の一部を撥水化して得たものであっても良い。親水化又は撥水化に用いる処理剤としては、各種公知のものを適宜選択して用いることができる。
例えば、図9は、図8に示す吸収体における第1コアラップシート3が、非肌当接面2B側のP1の位置から吸収性コア4の側縁部25,26の位置(弾性部材5の固定位置)を経て肌当接面2T側のP2の位置までが撥水性の領域3Mである場合であるが、これに代えて、図8に示す吸収体における第1コアラップシート3は、P1の位置から吸収性コア4の側縁部25,26の位置を経てP3の位置までを撥水性の領域3Mとすることもでき、更に、非肌当接面2B側のP1の位置からP4の位置までを撥水性の領域3Mとし、非肌当接面2B側のP4より外側の部分及び肌当接面2Tの全域を親水性とすることもできる。
尚、図9における、吸収性コアの中央片2M及び側部片2S,2Sは、親水性の領域3M上に位置している。
この場合においても、例えば図11に示すパターンで撥水性の領域3Mと親水性の領域3Sとが形成された不織布3Bを用いることにより、吸収性コア2の非肌当接面2B側及び肌当接面2T側における該コアの両側縁部25.26近傍の一部が撥水性の領域3Mに被覆され、吸収性コア2の肌当接面2Tの中央領域が親水性の領域3Sに被覆された吸収体を製造することもできる。
裏面シートとしては、熱可塑性樹脂のフィルムや、該フィルムと不織布とのラミネート等の液透過性ないし撥水性のシートを用いることができる。裏面シートは水蒸気透過性を有していてもよい。吸収性物品は更に、該吸収性物品の具体的な用途に応じた各種部材を具備していてもよい。そのような部材は当業者に公知である。例えば吸収性物品を使い捨ておむつや生理用ナプキンに適用する場合には、吸収体の起立した両側部の更に外側に、一対又は二対以上の立体ガードを配置することができる。
弾性部材5の形態としては、糸状のもの(糸ゴム等)、所定幅の帯状のもの(平ゴム等)等が好ましく、特に糸状のものが好ましい。弾性部材5の素材としては、天然ゴム、スチレン−ブタジエン、ブタジエン、イソプレン、ネオプレン等の合成ゴム、EVA、伸縮性ポリオレフィン、ウレタン等を挙げることができる。
例えば、第1コアラップシート又は第2コアラップシートに固定して積繊ドラム6に供給する弾性部材5の向きは、各シートの流れ方向に代えて、各シートの流れ方向に直交する方向であっても良い。図12に示す使い捨ておむつにおける吸収体1Bは、多数の弾性部材5,5・・を、そのそれぞれが第1コアラップシート3の流れ方向に直交する方向に配向するように、該シート3に間隔を開けて順次固定し、その第1コアラップシート3を、積繊ドラム6上に供給して、多数の吸収性コア2A,2A・・を形成した後、該シートの折り返した部分又は第2コアラップシート4により被覆して吸収体連続体とし、該吸収体連続体を所定の長さに切断して得られたものである。
図12に示す使い捨ておむつにおける吸収体1Bにおいては、吸収性コア2A、2A・のそれぞれが、それぞれに隣接配置された弾性部材5の収縮力により、図12(b)に示すように立ち上がり、それによって、おむつの幅方向に延びる防漏壁が、吸収体1Bに多段状に形成される。
図12に示す吸収体1Bは、着用者の腹側に配される部分B1と背側に配される部分C1とで、弾性部材5と吸収性コア2Aの配置が逆になっており、防漏壁が起立する向きが異なる。図13に示す吸収体1Cは、着用者の腹側に配される部分B1と背側に配される部分C1とで、防漏壁が起立する向きが同じであり、それ以外は、吸収体1Bと同様である。
図14に示す吸収体においては、中央片2Mの前後に前後片2F,2R、左右に左右片2S,2Sを有する吸収性コアを形成しており、中央片2Mを囲む、前後片2F,2R及び左右片2S,2Sが、弾性部材5の収縮によって起立し、前後左右から漏れの生じにくい吸収体を得ることができる。
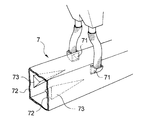
粒径の大きい高吸水性ポリマーを先に堆積させるようにするには、例えば、図15に示すように、ダクト7の上部両側2箇所に一対のポリマー導入口71を設けると共に、ダクト7内の相対向する2側面72,72の高さ方向の中間部に乱気流形成用の凸部73,73を形成し、上記のポリマー導入口71それぞれから、二つの鋭い粒度分布のピークを有するポリマー粒子23をダクト7内に導入する。
導入されたポリマー粒子は、粒径の大きなものほど早く落下するため、粒径の大きなポリマー粒子は、ダクト7内の乱気流の生じていない空間、即ち部材73,73の設けられている位置よりも下部の空間を搬送されて、回転する集積用凹部61に早い段階で堆積し、他方、粒径の小さなポリマー粒子は、乱気流により舞い上げられ、粒径の大きなポリマー粒子に比して、遅い段階で集積用凹部61に堆積する。
また、シングルピークの粒径分布を有するポリマー粒子23を分級することによって大粒径及び小粒径の所望の粒径の部分を得ることもできる。この場合には、一種類のポリマー粒子3の中で、物性の特性の顕著に異なる2箇所の粒径を得ることができる。
また、吸収性コア2として、吸収体の中央領域A1が、中央片2Mと側部片2S,2Sとに分割されているものを製造する場合、側部片2S,2Sは、吸収体の長手方向の前端及び又は後端において中央片2Mと連続していても良い。また、中央片2Mと側部片2S,2Sとの間には、所定幅(例えば1〜3mm)の隙間21,21が形成されていることが好ましいが、両者は密着していても良い。
2 吸収性コア
3 第1コアラップシート
4 第2コアラップシート
5 弾性部材
6 積繊ドラム
7 ダクト
10 吸収体連続体
Claims (2)
- 積繊ドラムの外周面上に供給した第1コアラップシート上に、該外周面に向けて飛散状態にて供給した原料を吸引堆積させて吸収性コアを形成し、該吸収性コアの第1コアラップシート側とは反対側の面を、第1コアラップシートにおける該面側に折り返した部分で被覆した後、得られた吸収体連続体を該外周面上から導出する工程、及び該吸収体連続体を吸収性物品1枚分の長さに切断する工程を具備する吸収性物品の吸収体の製造方法であって、
前記吸収体は、該吸収体の長手方向の中央領域における前記吸収性コアが、幅方向の中央に位置する中央片と該中央片の両側に位置する側部片とに分割されており、前記第1コアラップシートは、前記中央片の非肌当接面側の面を被覆する部分が撥水性の領域となっている一方、前記側部片の非肌当接面側の面を被覆する部分及び折り返されて前記吸収性コアの肌当接面側の面を被覆する部分が親水性の領域となっており、
前記積繊ドラム上に供給する前の第1コアラップシート上に、該シートの流れ方向と同方向にそれぞれ延びるように且つ相互に離間した状態に予め弾性部材を伸長状態で固定しておき、前記吸収体として、該吸収体の幅方向における前記側部片それぞれの外方に前記弾性部材が配された吸収体を製造する吸収体の製造方法。 - 第1コアラップシートが、不織布からなる請求項1記載の吸収体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007043311A JP5019906B2 (ja) | 2007-02-23 | 2007-02-23 | 吸収体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007043311A JP5019906B2 (ja) | 2007-02-23 | 2007-02-23 | 吸収体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008206539A JP2008206539A (ja) | 2008-09-11 |
| JP5019906B2 true JP5019906B2 (ja) | 2012-09-05 |
Family
ID=39783389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007043311A Expired - Fee Related JP5019906B2 (ja) | 2007-02-23 | 2007-02-23 | 吸収体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5019906B2 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010178916A (ja) * | 2009-02-05 | 2010-08-19 | Livedo Corporation | 吸収コア及び吸収性物品 |
| JP5558723B2 (ja) * | 2009-02-05 | 2014-07-23 | 株式会社リブドゥコーポレーション | 吸収性物品 |
| JP5581034B2 (ja) * | 2009-10-19 | 2014-08-27 | ユニ・チャーム株式会社 | 吸収体の製造方法、及び製造装置 |
| JP5469994B2 (ja) * | 2009-10-19 | 2014-04-16 | ユニ・チャーム株式会社 | 吸収体の厚みを薄くする方法、及び装置 |
| US20120270715A1 (en) * | 2009-12-04 | 2012-10-25 | Kao Corporation | Method of manufacturing absorbent member and apparatus used to manufacture the same |
| JP5618684B2 (ja) * | 2010-08-03 | 2014-11-05 | 花王株式会社 | 使い捨ておむつ |
| JP5667397B2 (ja) * | 2010-09-14 | 2015-02-12 | 大王製紙株式会社 | 吸収性物品 |
| JP5652260B2 (ja) * | 2011-03-01 | 2015-01-14 | 王子ホールディングス株式会社 | 吸収性物品,吸収性物品の製造方法,及び吸収性物品の製造装置 |
| JP5760515B2 (ja) * | 2011-03-02 | 2015-08-12 | 王子ホールディングス株式会社 | 吸収性物品 |
| JP5922339B2 (ja) * | 2011-04-15 | 2016-05-24 | 花王株式会社 | 使い捨ておむつ |
| JP5705659B2 (ja) * | 2011-06-06 | 2015-04-22 | 大王製紙株式会社 | 使い捨ておむつ |
| JP5789423B2 (ja) * | 2011-06-14 | 2015-10-07 | 花王株式会社 | 吸収性物品 |
| JP5836075B2 (ja) * | 2011-11-15 | 2015-12-24 | 花王株式会社 | 吸収体の製造方法 |
| JP6080908B2 (ja) * | 2015-06-29 | 2017-02-15 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6082435B2 (ja) * | 2015-06-29 | 2017-02-15 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6601304B2 (ja) * | 2016-04-20 | 2019-11-06 | 王子ホールディングス株式会社 | 供給管および吸収マットの形成装置ならびに吸収マットの形成方法 |
| JP2018057786A (ja) * | 2016-08-10 | 2018-04-12 | 山田 菊夫 | 体液吸収用物品及び体液吸収用物品製造方法 |
| JP6943694B2 (ja) * | 2017-09-06 | 2021-10-06 | 花王株式会社 | 吸収性物品 |
| JP2019165887A (ja) * | 2018-03-22 | 2019-10-03 | 王子ホールディングス株式会社 | 吸収性物品 |
| CN109350369B (zh) * | 2018-12-03 | 2023-05-05 | 广东佰分爱卫生用品有限公司 | 一种在纸尿裤生产中用于无纺布自动包裹芯体的设备 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6412522U (ja) * | 1987-06-29 | 1989-01-23 | ||
| US6171290B1 (en) * | 1998-06-30 | 2001-01-09 | Mcneil-Ppc, Inc. | Absorbent article having double side cuffs |
| JP4152049B2 (ja) * | 1999-12-22 | 2008-09-17 | 花王株式会社 | 粒子堆積体の製造方法 |
-
2007
- 2007-02-23 JP JP2007043311A patent/JP5019906B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008206539A (ja) | 2008-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5019906B2 (ja) | 吸収体の製造方法 | |
| US8343123B2 (en) | Absorbent article | |
| CN107530204B (zh) | 具有分裂的吸收层的柔性吸收制品 | |
| CN101646408B (zh) | 吸收性物品 | |
| JP5318747B2 (ja) | 吸収性物品 | |
| JP5764320B2 (ja) | 吸収体の製造方法 | |
| JP2007202575A (ja) | 吸収用積層体および使い捨て吸収性物品 | |
| CN101815487A (zh) | 吸收性物品及吸收性物品的制造方法 | |
| CN107645945B (zh) | 具有机械衣服附接件的吸收制品 | |
| JP6378624B2 (ja) | 吸収性物品 | |
| US9308135B2 (en) | Absorbent article with stabilization member | |
| JP7452976B2 (ja) | 吸収性物品 | |
| CN106659610A (zh) | 具吸收功能物品的顶片 | |
| CN107580486A (zh) | 具有非一体的侧覆盖件和非一体的翼片的吸收制品 | |
| CN108366885A (zh) | 吸收性物品 | |
| CN109789046B (zh) | 吸收性物品 | |
| JP6932887B2 (ja) | 軽失禁用吸収性物品 | |
| KR20210014652A (ko) | 신체 순응 구조를 구비한 흡수 용품 | |
| JP5732236B2 (ja) | 吸収性構造体の製造方法 | |
| AU2018419669B2 (en) | Absorbent body for use in an absorbent article | |
| JP6910847B2 (ja) | 吸収性物品 | |
| JP6910848B2 (ja) | 吸収性物品 | |
| JP5132798B2 (ja) | 吸収性物品 | |
| JP7097275B2 (ja) | 吸収性物品 | |
| JP2017217257A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110712 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120612 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5019906 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150622 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |