JP4995796B2 - 粘着テープ貼付け方法および粘着テープ貼付け装置 - Google Patents
粘着テープ貼付け方法および粘着テープ貼付け装置 Download PDFInfo
- Publication number
- JP4995796B2 JP4995796B2 JP2008253865A JP2008253865A JP4995796B2 JP 4995796 B2 JP4995796 B2 JP 4995796B2 JP 2008253865 A JP2008253865 A JP 2008253865A JP 2008253865 A JP2008253865 A JP 2008253865A JP 4995796 B2 JP4995796 B2 JP 4995796B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive tape
- ring frame
- tape
- ring
- inspection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67132—Apparatus for placing on an insulating substrate, e.g. tape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1348—Work traversing type
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Dicing (AREA)
Description
前記リングフレームの裏面側に粘着テープを供給するテープ供給過程と、
供給した前記粘着テープをリングフレームの裏面に貼付けるテープ貼付け過程と、
貼付けられた前記粘着テープをリングフレームに沿って裁断するテープ切断過程と、
前記リングフレームの内周近傍に沿って検査リングを粘着テープに接触させつつ検査リングに形成した環状溝から粘着テープに対して吸引または気体を供給して加圧し、計測される圧力に基づいてリングフレームからの粘着テープの剥れを検査する検査過程と、
を備えたことを特徴とする。
前記検査過程においてリングフレームからの粘着テープの剥れの発生が検出された場合に、再度のテープ貼付け処理を行うことを特徴とする。
を備えたことを特徴とする。
前記リングフレームの裏面側に帯状の粘着テープを供給するテープ供給手段と、
供給した前記粘着テープを貼付けローラで押圧してリングフレームの裏面に貼付けるテープ貼付け手段と、
貼付けられた前記粘着テープをリングフレームに沿って裁断するカッタ機構と、
前記リングフレームからの粘着テープの剥れの発生を検査する検査機構を備え、
前記検査機構は、リングフレーム内周近傍において粘着テープの粘着面に接触および粘着面から離反移動する検査リングと、
前記検査リングの先端に形成した環状溝から吸引を行う吸引手段と、
前記粘着テープ吸引時の圧力変化を計測するセンサと、
前記センサの計測結果に基づいてリングフレームからの粘着テープの剥れを判別する演算処理部と、
を備えたことを特徴とする
前記リングフレームの裏面側に帯状の粘着テープを供給するテープ供給手段と、
供給した前記粘着テープを貼付けローラで押圧してリングフレームの裏面に貼付けるテープ貼付け手段と、
貼付けられた前記粘着テープをリングフレームに沿って裁断するカッタ機構と、
前記リングフレームからの粘着テープの剥れの発生を検査する検査機構を備え、
前記検査機構は、リングフレーム内周近傍において粘着テープの粘着面に接触および粘着面から離反移動する検査リングと、
前記検査リングの先端に形成した環状溝から気体を供給して加圧する加圧手段と、
前記粘着テープ加圧時の圧力変化を計測するセンサと、
前記センサの計測結果に基づいてリングフレームからの粘着テープの剥れを判別する演算処理部と、
を備えたことを特徴とする。
前記リングフレームに貼付けられた粘着テープに半導体ウエハを供給する昇降自在なチャックテーブルに前記剥れ検査機構を装備してあるものである。
前記カッタ機構は、リングフレームに貼り付けられた粘着テープに突き刺し、リングフレーム形状に沿って旋回するカッタ刃と、
前記リングフレームの粘着テープ貼付け面に沿って転動する貼付けローラと、
前記演算処理部によりリングフレームからの粘着テープの剥れが判別されたとき、前記貼付けローラを転動させる制御部を備えた構成であることが好ましい。
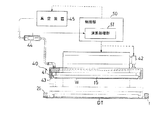
24 … カッタ機構
40 … 検査機構
42 … 検査リング
43 … 環状溝
44 … 負圧センサ
45 … 真空装置
f … リングフレーム
DT … 粘着テープ
W … 半導体ウエハ
Claims (6)
- リングフレームに半導体ウエハを支持する粘着テープを貼付ける粘着テープ貼付け方法であって、
前記リングフレームの裏面側に粘着テープを供給するテープ供給過程と、
供給した前記粘着テープをリングフレームの裏面に貼付けるテープ貼付け過程と、
貼付けられた前記粘着テープをリングフレームに沿って裁断するテープ切断過程と、
前記リングフレームの内周近傍に沿って検査リングを粘着テープに接触させつつ検査リングに形成した環状溝から粘着テープに対して吸引または気体を供給して加圧し、計測される圧力に基づいてリングフレームからの粘着テープの剥れを検査する検査過程と、
を備えたことを特徴とする粘着テープ貼付け方法。 - 請求項1に記載の粘着テープ貼付け方法において、
前記検査過程においてリングフレームからの粘着テープの剥れの発生が検出された場合に、再度のテープ貼付け処理を行う
ことを特徴とする粘着テープ貼付け方法。 - リングフレームに半導体ウエハを支持する粘着テープを貼付ける粘着テープ貼付け装置であって、
前記リングフレームの裏面側に帯状の粘着テープを供給するテープ供給手段と、
供給した前記粘着テープを貼付けローラで押圧してリングフレームの裏面に貼付けるテープ貼付け手段と、
貼付けられた前記粘着テープをリングフレームに沿って裁断するカッタ機構と、
前記リングフレームからの粘着テープの剥れの発生を検査する検査機構を備え、
前記検査機構は、リングフレーム内周近傍において粘着テープの粘着面に接触および粘着面から離反移動する検査リングと、
前記検査リングの先端に形成した環状溝から吸引を行う吸引手段と、
前記粘着テープ吸引時の圧力変化を計測するセンサと、
前記センサの計測結果に基づいてリングフレームからの粘着テープの剥れを判別する演算処理部と、
を備えたことを特徴とする粘着テープ貼付け装置。 - リングフレームに半導体ウエハを支持する粘着テープを貼付ける粘着テープ貼付け装置であって、
前記リングフレームの裏面側に帯状の粘着テープを供給するテープ供給手段と、
供給した前記粘着テープを貼付けローラで押圧してリングフレームの裏面に貼付けるテープ貼付け手段と、
貼付けられた前記粘着テープをリングフレームに沿って裁断するカッタ機構と、
前記リングフレームからの粘着テープの剥れの発生を検査する検査機構を備え、
前記検査機構は、リングフレーム内周近傍において粘着テープの粘着面に接触および粘着面から離反移動する検査リングと、
前記検査リングの先端に形成した環状溝から気体を供給して加圧する加圧手段と、
前記粘着テープ加圧時の圧力変化を計測するセンサと、
前記センサの計測結果に基づいてリングフレームからの粘着テープの剥れを判別する演算処理部と、
を備えたことを特徴とする粘着テープ貼付け装置。 - 請求項3または請求項4に記載の粘着テープ貼付け装置において、
前記リングフレームに貼付けられた粘着テープに半導体ウエハを供給する昇降自在なチャックテーブルに前記検査機構を装備した
ことを特徴とする粘着テープ貼付け装置。 - 請求項3ないし請求項5のいずれかに記載の粘着テープ貼付け装置において、
前記カッタ機構は、リングフレームに貼り付けられた粘着テープに突き刺し、リングフレーム形状に沿って旋回するカッタ刃と、
前記リングフレームの粘着テープ貼付け面に沿って転動する貼付けローラと、
前記演算処理部によりリングフレームからの粘着テープの剥れが判別されたとき、前記貼付けローラを転動させる制御部と、
を備えたことを特徴とする粘着テープ貼付け装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253865A JP4995796B2 (ja) | 2008-09-30 | 2008-09-30 | 粘着テープ貼付け方法および粘着テープ貼付け装置 |
| CN2009101780989A CN101714511B (zh) | 2008-09-30 | 2009-09-29 | 粘接带粘贴方法和粘接带粘贴装置 |
| US12/569,625 US7875145B2 (en) | 2008-09-30 | 2009-09-29 | Method and apparatus for joining adhesive tape |
| CN2013101416931A CN103295945A (zh) | 2008-09-30 | 2009-09-29 | 粘接带粘贴方法和粘接带粘贴装置 |
| TW098132823A TWI464793B (zh) | 2008-09-30 | 2009-09-29 | 黏著帶貼附方法及黏著帶貼附裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253865A JP4995796B2 (ja) | 2008-09-30 | 2008-09-30 | 粘着テープ貼付け方法および粘着テープ貼付け装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010087180A JP2010087180A (ja) | 2010-04-15 |
| JP4995796B2 true JP4995796B2 (ja) | 2012-08-08 |
Family
ID=42056113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008253865A Expired - Fee Related JP4995796B2 (ja) | 2008-09-30 | 2008-09-30 | 粘着テープ貼付け方法および粘着テープ貼付け装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7875145B2 (ja) |
| JP (1) | JP4995796B2 (ja) |
| CN (2) | CN101714511B (ja) |
| TW (1) | TWI464793B (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4746003B2 (ja) * | 2007-05-07 | 2011-08-10 | リンテック株式会社 | 移載装置及び移載方法 |
| JP6087515B2 (ja) * | 2012-05-01 | 2017-03-01 | 日東電工株式会社 | 半導体ウエハの保護テープ切断方法および保護テープ切断装置 |
| JP6316705B2 (ja) * | 2014-08-25 | 2018-04-25 | 日東電工株式会社 | 粘着テープ剥離方法および粘着テープ剥離装置 |
| JP7049822B2 (ja) * | 2017-12-18 | 2022-04-07 | 株式会社ディスコ | テープ貼着装置 |
| US11430677B2 (en) * | 2018-10-30 | 2022-08-30 | Taiwan Semiconductor Manufacturing Co., Ltd. | Wafer taping apparatus and method |
| JP7233891B2 (ja) * | 2018-11-15 | 2023-03-07 | リンテック株式会社 | シート貼付装置およびシート貼付方法 |
| KR102484237B1 (ko) * | 2020-11-06 | 2023-01-04 | ㈜토니텍 | 반도체 패키지용 마운터 커팅장치 |
| CN113287821B (zh) * | 2021-05-24 | 2022-08-12 | 扬州灿鸿光电科技有限公司 | 一种滚轮压胶设备用旋转式载物转盘 |
| CN114670533B (zh) * | 2022-04-06 | 2023-07-14 | 合肥德旺科技有限公司 | 一种高密度聚乙烯(hdpe)防排水过滤片自动化生产设备 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0228347A (ja) * | 1988-07-18 | 1990-01-30 | Nitto Denko Corp | 半導体ウエハの自動貼付け装置 |
| JPH02262352A (ja) * | 1989-04-03 | 1990-10-25 | Nitto Denko Corp | 半導体ウエハの自動貼付け装置 |
| JPH06204266A (ja) * | 1992-12-28 | 1994-07-22 | Toshiba Seiki Kk | 半導体ペレットのピックアップ方法 |
| US6609414B2 (en) * | 2001-07-19 | 2003-08-26 | Mocon, Inc. | Apparatus for conducting leakage tests on sealed packages |
| JP4480926B2 (ja) * | 2001-09-11 | 2010-06-16 | テイコクテーピングシステム株式会社 | シリコンウエハに対する保護フィルムの貼着方法及び貼着装置 |
| JP4444619B2 (ja) * | 2003-10-10 | 2010-03-31 | リンテック株式会社 | マウント装置及びマウント方法 |
| JP4472316B2 (ja) | 2003-11-28 | 2010-06-02 | 日東電工株式会社 | 粘着テープ切断方法及び粘着テープ切断装置 |
| JP4549172B2 (ja) * | 2004-12-09 | 2010-09-22 | 日東電工株式会社 | ウエハマウント方法およびこれを用いたウエハマウント装置 |
| JP4326519B2 (ja) * | 2005-03-31 | 2009-09-09 | 日東電工株式会社 | 保護テープ剥離方法およびこれを用いた装置 |
| KR100787721B1 (ko) * | 2006-07-25 | 2007-12-24 | 제일모직주식회사 | 박막 웨이퍼의 가공에 적합한 다이싱 다이 본드 필름 |
| JP4953738B2 (ja) * | 2006-09-07 | 2012-06-13 | 日東電工株式会社 | 粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置 |
| JP4974639B2 (ja) * | 2006-10-20 | 2012-07-11 | 日東電工株式会社 | 粘着テープ切断方法およびこれを用いた装置 |
| JP5112682B2 (ja) * | 2006-12-18 | 2013-01-09 | リンテック株式会社 | シート貼付装置及び貼付方法 |
| KR100942363B1 (ko) * | 2007-12-03 | 2010-02-12 | 제일모직주식회사 | 플루오르를 포함하는 자외선(광)경화형 점착제 조성물 및이를 이용한 점착필름 |
-
2008
- 2008-09-30 JP JP2008253865A patent/JP4995796B2/ja not_active Expired - Fee Related
-
2009
- 2009-09-29 US US12/569,625 patent/US7875145B2/en not_active Expired - Fee Related
- 2009-09-29 CN CN2009101780989A patent/CN101714511B/zh not_active Expired - Fee Related
- 2009-09-29 CN CN2013101416931A patent/CN103295945A/zh active Pending
- 2009-09-29 TW TW098132823A patent/TWI464793B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010087180A (ja) | 2010-04-15 |
| CN103295945A (zh) | 2013-09-11 |
| US7875145B2 (en) | 2011-01-25 |
| TW201030823A (en) | 2010-08-16 |
| CN101714511A (zh) | 2010-05-26 |
| CN101714511B (zh) | 2013-10-09 |
| TWI464793B (zh) | 2014-12-11 |
| US20100078114A1 (en) | 2010-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4995796B2 (ja) | 粘着テープ貼付け方法および粘着テープ貼付け装置 | |
| JP4964070B2 (ja) | 保護テープ剥離方法および保護テープ剥離装置 | |
| JP4698519B2 (ja) | 半導体ウエハマウント装置 | |
| JP4201564B2 (ja) | 半導体ウエハ搬送方法およびこれを用いた半導体ウエハ搬送装置 | |
| JP4974626B2 (ja) | 粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置 | |
| KR20060051093A (ko) | 보호 테이프 박리방법 및 이를 사용한 장치 | |
| JP4953738B2 (ja) | 粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置 | |
| JP5386232B2 (ja) | 紫外線照射装置 | |
| JP2011124480A (ja) | 粘着テープ剥離方法およびその装置 | |
| JP2009094355A (ja) | 紫外線照射方法およびこれを用いた装置 | |
| JP2010278065A (ja) | ウエハマウント方法とウエハマウント装置 | |
| JP4407933B2 (ja) | 粘着テープ貼付方法およびこれを用いた装置 | |
| JP5977024B2 (ja) | 保護テープ剥離方法および保護テープ剥離装置 | |
| JP4918539B2 (ja) | 保護テープ剥離装置 | |
| JP4549172B2 (ja) | ウエハマウント方法およびこれを用いたウエハマウント装置 | |
| JP6045837B2 (ja) | 半導体ウエハのマウント方法および半導体ウエハのマウント装置 | |
| JP2016039298A (ja) | 保護テープ貼付け方法および保護テープ貼付け装置 | |
| JP2018137415A (ja) | 粘着テープ貼付け方法および粘着テープ貼付け装置 | |
| JP2012114465A (ja) | 粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120510 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150518 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |